

Forming process and die structure optimization of super large size GH4169 superalloy bolt
-
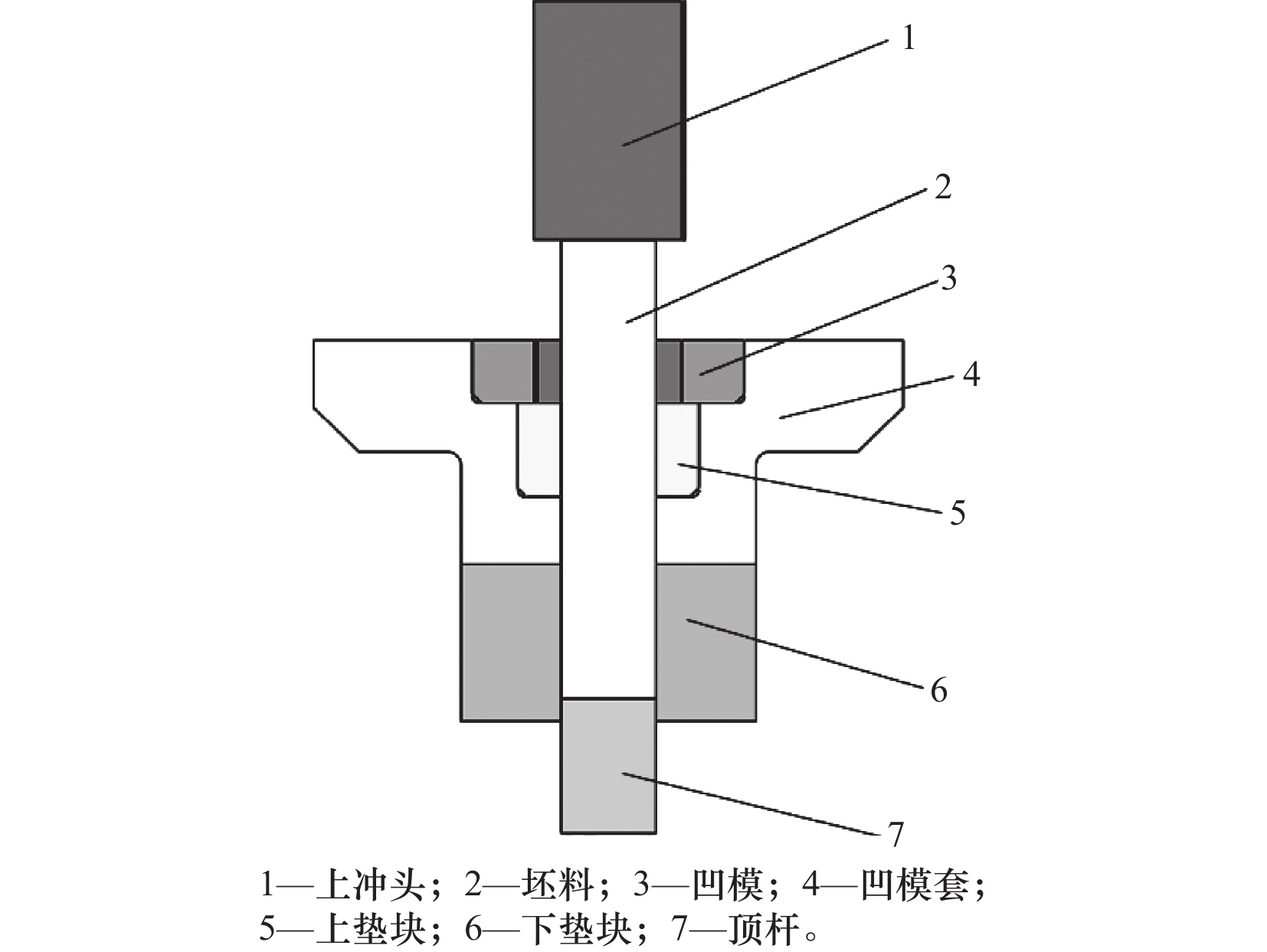
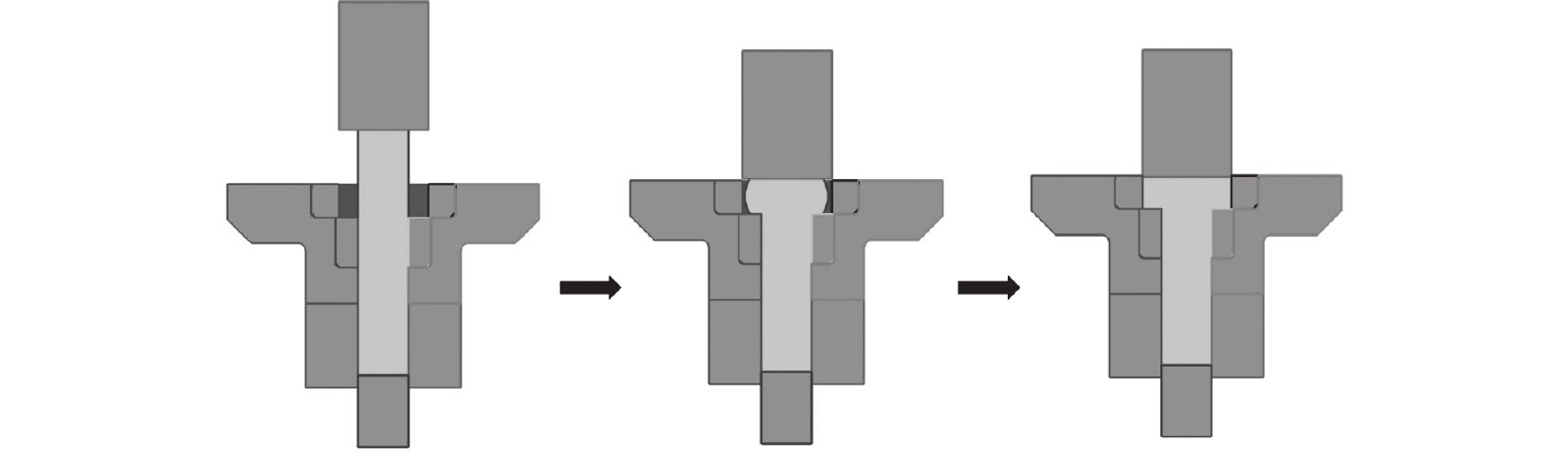
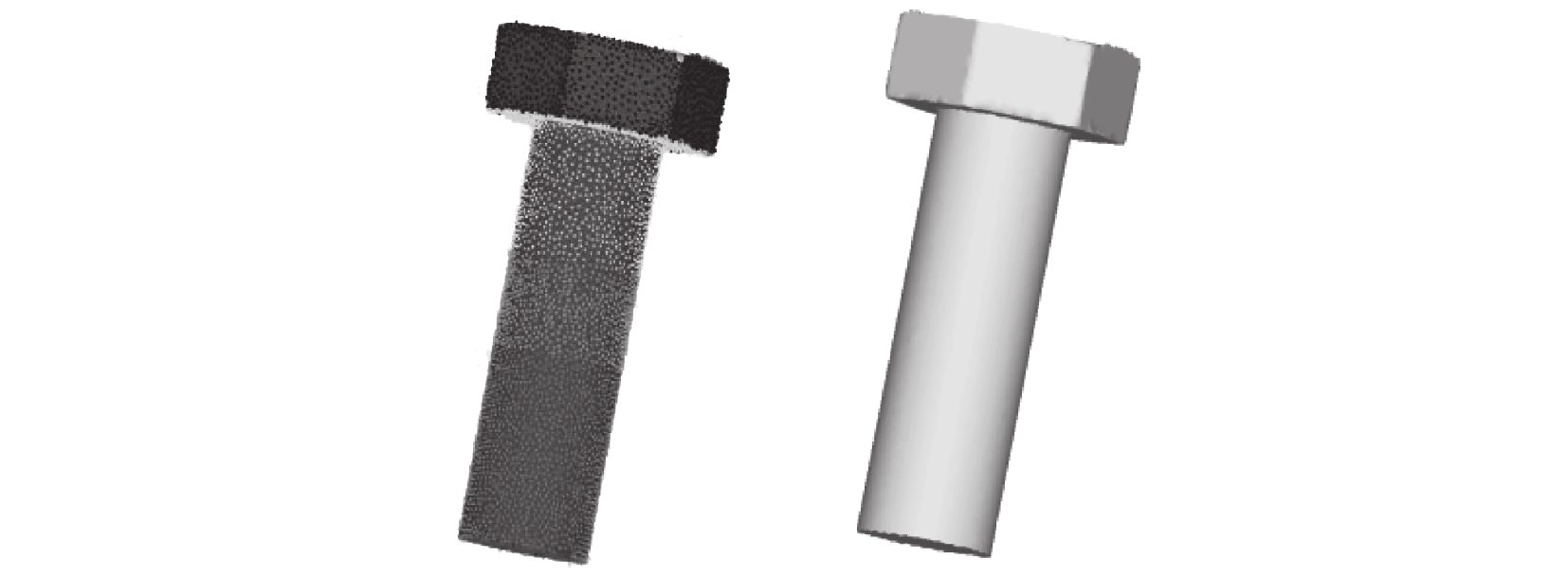
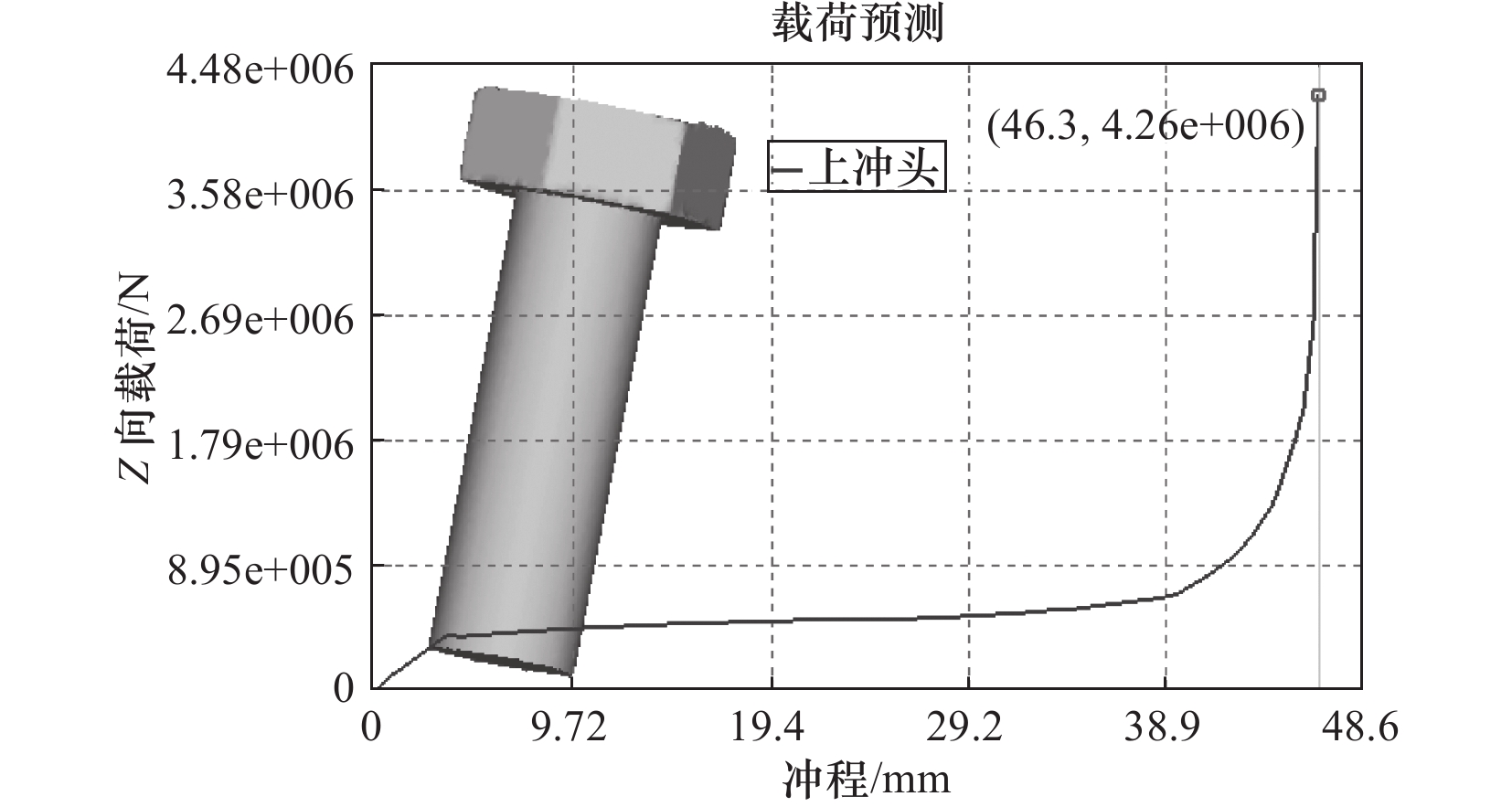
摘要: 针对大规格GH4169高温合金螺栓成形难度大、模具易开裂寿命低等问题,研究其成形工艺及模具结构。结合金属塑性成形理论,提出其成形工艺方案。采用Deform-3D有限元分析软件对提出的工艺方案进行数值模拟,分析了成形过程中的载荷-行程曲线、金属流动规律等,根据成形工艺,设计并优化相应模具结构,最后进行了工艺试验。通过数值模拟,获得了成形过程中的工艺参数,揭示了GH4169高温合金螺栓成形过程的变形机理。采用双层预应力组合凹模时,模具出现开裂,模具结构优化后采用三层预应力组合凹模满足成形要求,模具寿命较高,小批量试制的GH4169高温合金螺栓锻件充填饱满,所获数据与模拟结果基本一致。提出的GH4169高温合金螺栓成形工艺和模具结构是可行的,成形出的高温合金螺栓符合航天领域实使用要求,为大规格GH4169高温合金螺栓的生产提供一定的理论依据,对实际生产及其他相似零件具有指导意义。
-
关键词:
- GH4169高温合金 /
- 数值模拟 /
- 模具结构 /
- 工艺试验
Abstract: The paper aims to study the forming process and die structure of large size GH4169 superalloy bolt in order to solve the problems of difficult forming, easy cracking and low service life of the die. Combined with the theory of metal plastic forming, the forming process scheme is put forward. The proposed process scheme is numerically simulated by Deform-3D finite element analysis software. The load stroke curve and metal flow law in the forming process are analyzed. According to the forming process, the corresponding die structure is designed and optimized. Finally, the process test is carried out. Through numerical simulation, the process parameters in the forming process are obtained, and the deformation mechanism of GH4169 superalloy bolt forming process is revealed. When the double-layer prestressed composite die is used, the die cracks. After the die structure is optimized, the three-layer prestressed composite die is used to meet the forming requirements, the die life is high, and the GH4169 superalloy bolt forgings trial produced in small batch are fully filled. The data obtained are basically consistent with the simulation results. The forming process and die structure of GH4169 superalloy bolt proposed in this paper are feasible. The formed superalloy bolt meets the practical application requirements in the aerospace field, provides a certain theoretical basis for the production of large-size GH4169 superalloy bolt, and has guiding significance for the actual production and other similar parts.-
Key words:
- GH4169 superalloy /
- numerical simulation /
- die structure /
- process test
-
表 1 GH4169合金化学成分
(%) 元素 C Mn Si S、P Cr 含量 ≤0.08 ≤0.35 ≤0.35 ≤0.015 17.0-21.0 元素 Ni Mo Nb Ti Al 含量 50.0-55.0 2.80-3.30 1.75-5.50 0.65-1.15 0.20-0.80 元素 Co B Cu Mg Fe 含量 ≤1.00 ≤0.006 ≤0.30 ≤0.001 余量  下载: 导出CSV
下载: 导出CSV
-
[1] 王迎, 潘清林,张宇玮, 等. GH4169镍基高温合金热压缩变形行为和加工图[J]. 中南大学学报, 2014, 45(11): 3752-3761. [2] 李晨, 李淼泉, 王柯. 固溶处理 GH4169 合金的高温变形行为[J]. 航空学报, 2010, 31(2): 360-375. [3] 李爱兰, 曾燮榕, 曹腊梅, 等. 航空发动机高温材料的研究现状[J]. 材料导报, 2003, 17(2): 26-28. doi: 10.3321/j.issn:1005-023X.2003.02.009 [4] 张海燕, 张士宏, 程明. δ 相对 GH4169 合金高温拉伸变形行为的影响 [J]. 金属学报, 2018, 47(4): 245−249. [5] 时伟, 王岩, 邵文柱, 等. GH4169 合金高温塑性变形的热加工图[J]. 粉末冶金材料科学与工程, 2012, 17(3): 281-289. doi: 10.3969/j.issn.1673-0224.2012.03.002 [6] 罗俊鹏, 杨成斌, 丁凯, 等. GH4169 合金细长轴锻件局部锻造成形工艺研究[J]. 热加工工艺, 2018, 47(13): 160-163. [7] 王浩宇, 赵薇, 董建新, 等. 基于 Deform-3D 和正交实验法的 GH4169 合金涡轮盘热模锻工艺优化[J]. 锻压技术, 2013, 38(5): 13-19. doi: 10.3969/j.issn.1000-3940.2013.05.003 [8] 金洁. 汽车隔热罩成形工艺优化及试验[J]. 精密成形工程, 2017, 9(5): 171-176. doi: 10.3969/j.issn.1674-6457.2017.05.026 [9] 潘鹏, 李屹, 李家春, 等.高速列车用 A286 高温合金六角头螺栓头部热镦成形参数优化[J]. 锻压技术, 2020, 45(3): 62−69. [10] 吕旭东, 邓群, 杜金辉, 等. GH4169 合金盘件热模锻工艺优化[J]. 钢铁研究学报, 2011(S2): 158-161. [11] 徐伟, 肖铁忠. 带肋板齿轮坯热精锻成形工艺方案设计[J]. 锻压技术, 2017, 42(2): 12-16. [12] 胡亚民, 华林. 锻造工艺过程及模具设计[M]. 北京: 机械工业出版社, 2009. [13] 翁芸娴, 秦培亮, 赵亚平. 基于正交试验六角螺栓温镦成形模具磨损分析及优化[J]. 锻压技术, 2019, 44(9): 122−126. [14] 许锐, 李浩宇, 林波. 铝合金风扇叶片压铸模具设计[J]. 精密成形工程, 2018, 10(1): 167-171. doi: 10.3969/j.issn.1674-6457.2018.01.022 [15] 王以华. 锻模设计技术及实例 [M]. 北京: 机械工业出版社, 2009. [16] 郭炜, 谌昀, 陆德平, 等. 反复锻压模具结构和加工工艺的有限元分析[J]. 锻压技术, 2018, 43(1): 102-109. -

 下载:
下载:






 点击查看大图
点击查看大图
图(20) / 表(2)
计量
- 文章访问数: 138
- HTML全文浏览量: 21
- PDF下载量: 119
- 被引次数: 0


