

Numerical simulation of wall thickness variation in single point incremental forming of TA1 sheet
-
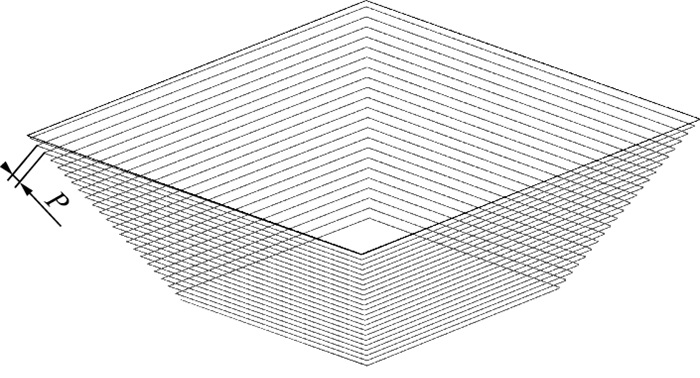
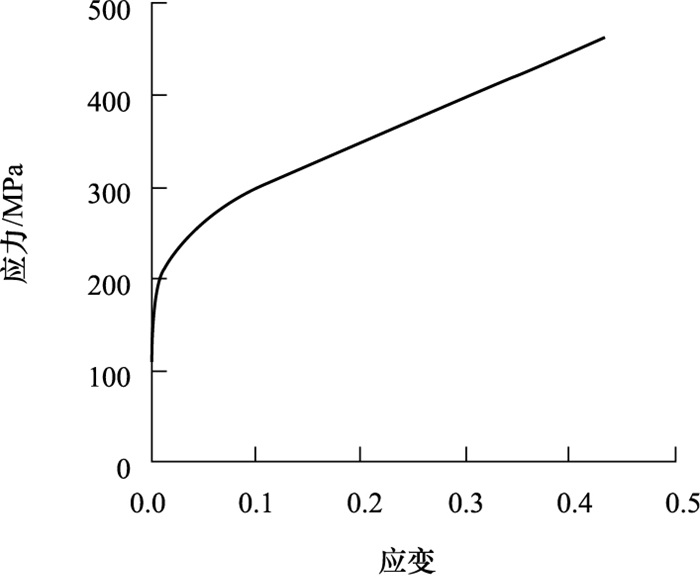
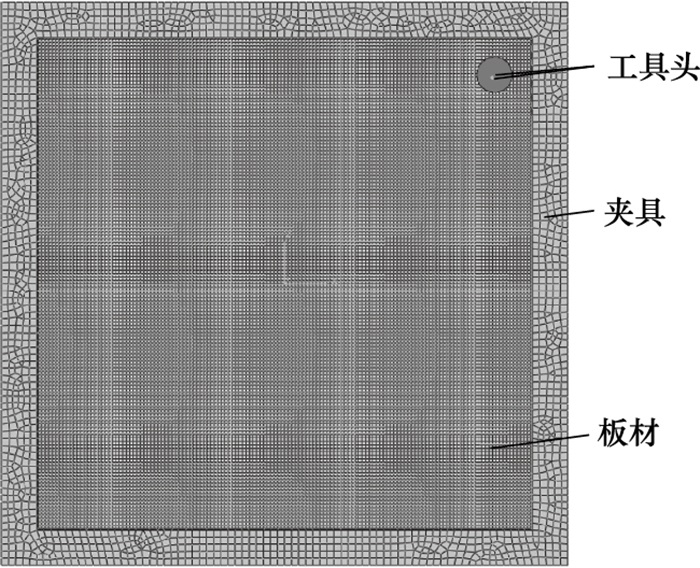
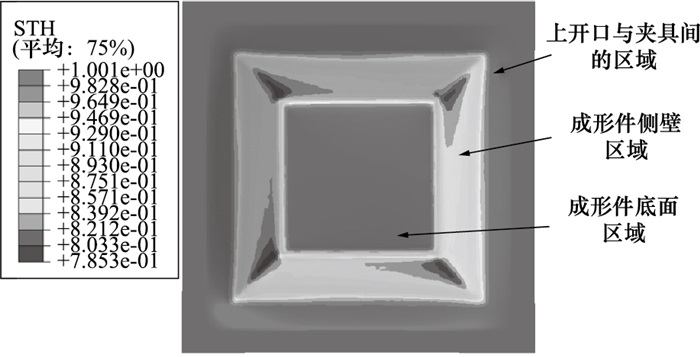
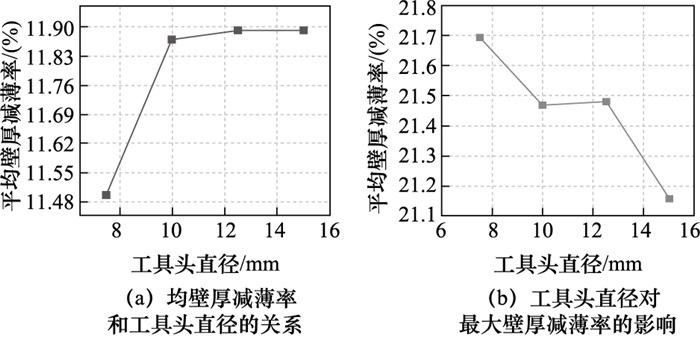
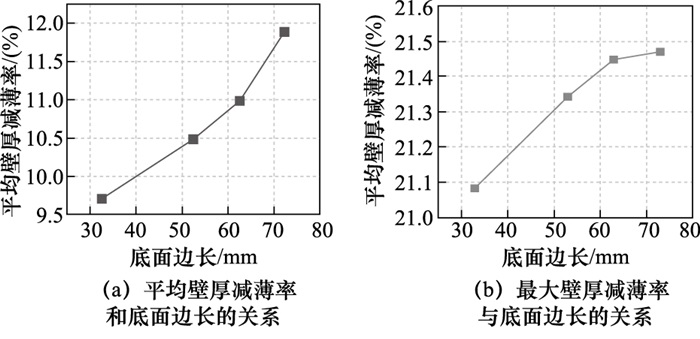
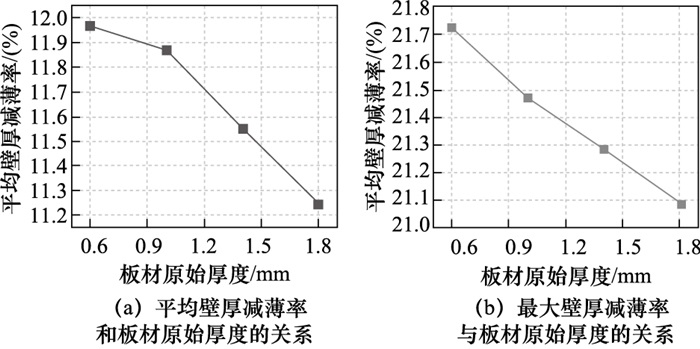
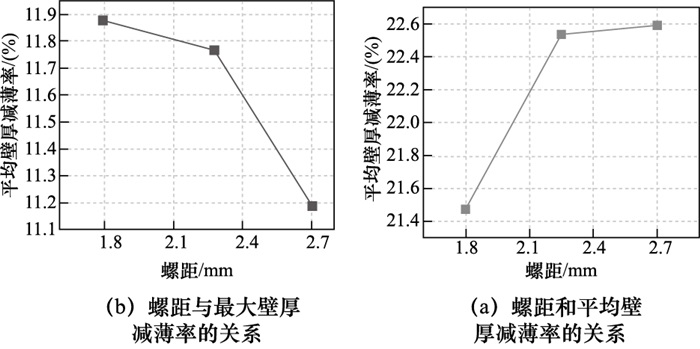
摘要: 钛及其合金应用越来越广泛,目前单点渐进成形技术已经开始运用于钛及其合金的成形加工,但仍存在成形件壁厚过度减薄的问题,严重影响了成形件的成形质量。文章以TA1钛合金板材成形方锥形件为研究对象,运用Abaqus有限元仿真软件,依据单一变量原则,分别探究工具头直径、底面边长、板材原始厚度和螺距等工艺参数对成形件平均壁厚减薄率与最大壁厚减薄率的影响规律。结果显示:增大工具头直径,平均壁厚减薄率随之增大,最大壁厚减薄率随之减小;平均壁厚减薄率和最大壁厚减薄率都随着底面边长的增加而增加;板材原始厚度增加,平均壁厚减薄率与最大壁厚减薄率都随之减小;随着螺距的增加,平均壁厚减薄率逐渐减小,最大壁厚减薄率逐渐增大。Abstract: Titanium and its alloys are increasingly used. At present, single point progressive forming technology has been applied to the forming of titanium and its alloys, but there is still a problem of excessive thinning of the wall thickness of the formed parts, which seriously affects the forming quality of the forming parts. In this paper, the influence of the process parameters such as tool head diameter, bottom edge length, original thickness and pitch on the average wall thickness reduction rate and the maximum wall thickness reduction rate of the forming parts are studied by using Abaqus finite element simulation software and the principle of single variable. The results show that the average wall thickness reduction rate increases with the increase of tool head diameter, and the maximum wall thickness reduction rate decreases; The average wall thickness reduction rate and the maximum wall thickness reduction rate increase with the increase of the bottom edge length; The original thickness of the plate increases, and the average wall thickness reduction rate and the maximum wall thickness reduction rate decrease; With the increase of pitch, the average wall thickness reduction rate decreases gradually, and the maximum wall thickness reduction rate increases gradually.
-
Key words:
- single point incremental forming /
- finite element method /
- TA1 plate /
- process parameters
-
表 1 仿真实验设置
实验编号 工具头直径/mm 底面边长/mm 板材原始厚度/mm 螺距/mm 1 7.5 73 1 1.8 2 10 73 1 1.8 3 12.5 73 1 1.8 4 15 73 1 1.8 5 10 33 1 1.8 6 10 53 1 1.8 7 10 63 1 1.8 8 10 73 1 1.8 9 10 73 0.6 1.8 10 10 73 1 1.8 11 10 73 1.4 1.8 12 10 73 1.8 1.8 13 10 73 1 1.8 14 10 73 1 2.25 15 10 73 1 2.7  下载: 导出CSV
下载: 导出CSV
-
[1] 莫健华, 韩飞. 金属板材数字化渐进成形技术研究现状[J]. 中国机械工程, 2008, 19(4): 186-189. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGJX200804027.htm [2] Ambrogio G, Filice L, Gagliardi F. Formability of lightweight alloys by hot incremental sheet forming[J]. Materials & Design, 2012, 34: 501-508. https://www.sciencedirect.com/science/article/pii/S0261306911005905 [3] 金和喜, 魏克湘, 李建明, 等. 航空用钛合金研究进展[J]. 中国有色金属学报, 2015, 25(2): 280-292. https://www.cnki.com.cn/Article/CJFDTOTAL-ZYXZ201502002.htm [4] Behera A K, Sousa R D, Ingarao G, et al. Single point incremental forming: An assessment of the progress and technology trends from 2005 to 2015[J]. Journal of Manufacturing Processes, 2017, 27: 37-62. https://www.sciencedirect.com/science/article/abs/pii/S1526612517300713 [5] Hussain G, Gao L, Zhang Z Y. Formability evaluation of a pure titanium sheet in the cold incremental forming process[J]. International Journal of Advanced Manufacturing Technology, 2008, 37(9-10): 920-926. doi: 10.1007/s00170-007-1043-7 [6] 刘润泽. 钛合金薄板渐进成形技术的实验研究[D]. 上海: 上海交通大学, 2016. [7] 沈长艳, 高霖. TA1板料数控渐进成形时摩擦与润滑的研究[J]. 中国机械工程, 2013, 24(21): 2966-2971. doi: 10.3969/j.issn.1004-132X.2013.21.024 [8] 光凯惠, 姚运飞, 吴田莉, 等. TC4钛合金板电磁感应加热渐进成形的成形极限研究[J]. 热加工工艺, 2021, 50(5): 86-89. https://www.cnki.com.cn/Article/CJFDTOTAL-SJGY202105021.htm [9] Ajay C V. Parameter optimization in incremental forming of titanium alloy material[J]. Transactions of the Indian Institute of Metals, 2020, 73(1-3): 2403-2413. doi: 10.1007/s12666-020-02044-1 [10] GB/T 228.1-2010. 金属材料室温拉伸试验方法[S]. 北京: 中国标准出版社, 2010. [11] 黄伯云, 李成功, 石力开, 等. 中国材料大典第4卷有色金属材料工程(上)[M]. 北京: 化学工业出版社, 2005: 513-517. [12] Su C J, Lv S P, Wang R, et al. Effects of forming parameters on the forming limit of single-point incremental forming of sheet metal[J]. The International Journal of Advanced Manufacturing Technology, 2021, 113: 483-501. doi: 10.1007/s00170-020-06576-0 [13] 范渊. 1060纯铝薄板单点增量成形几何精度研究[D]. 西安: 西安理工大学, 2016. [14] 张勇, 李鹏阳, 王权岱, 等. 基于ABAQUS的单点增量成形的数值分析[J]. 机械强度, 2015, 37(1): 99-103. https://www.cnki.com.cn/Article/CJFDTOTAL-JXQD201501019.htm -

 下载:
下载:

 点击查看大图
点击查看大图
图(13) / 表(1)
计量
- 文章访问数: 41
- HTML全文浏览量: 15
- PDF下载量: 177
- 被引次数: 0


