

Research of machining precision of crankshaft bore based on a certain type of diesel engine
-
摘要: 针对某型柴油机曲轴孔圆柱度加工质量问题,尝试应用5M1E分析,锁定“机”、“料”是主要因素,并进一步分析得知夹具压紧工件变形是问题根源。基于夹具现状,考虑尽量减少改造,分析与优化了夹具压头数量与位置,通过线下测量与试切验证相结合方式,得出夹具压头油路压力3 MPa时既能可靠压紧工件,又能避免压紧工件变形,大幅提升了曲轴孔加工精度,研究方法对各类曲轴孔加工质量提升提供了参考。Abstract: In order to resolve the cylindricity quality problem of crankshaft bore based on a certain type of diesel engine, processing 5M1E was researched, as a result, "machine" and "material" are the main factors, and deformation of workpiece is the root cause by further analysis. Based on the current situation of fixture, and to modify as little as possible, the number and position of fixture pressing bar were researched and optimized, and through the offline measurement and test cutting verification method, it is concluded that when the pressure of fixture pressing bar is 3 MPa, it can reliably press the workpiece and avoid the deformation of workpiece by pressing, thus solving the out-of-tolerance problem of crankshaft bore’s cylindricity machining. What’s more, the research method provides a reference for improving the machining quality of various crankshaft bores.
-
Key words:
- diesel engine /
- crankshaft bore /
- cylindricity /
- machining precision /
- 5M1E /
- fixture
-
表 1 主要加工条件
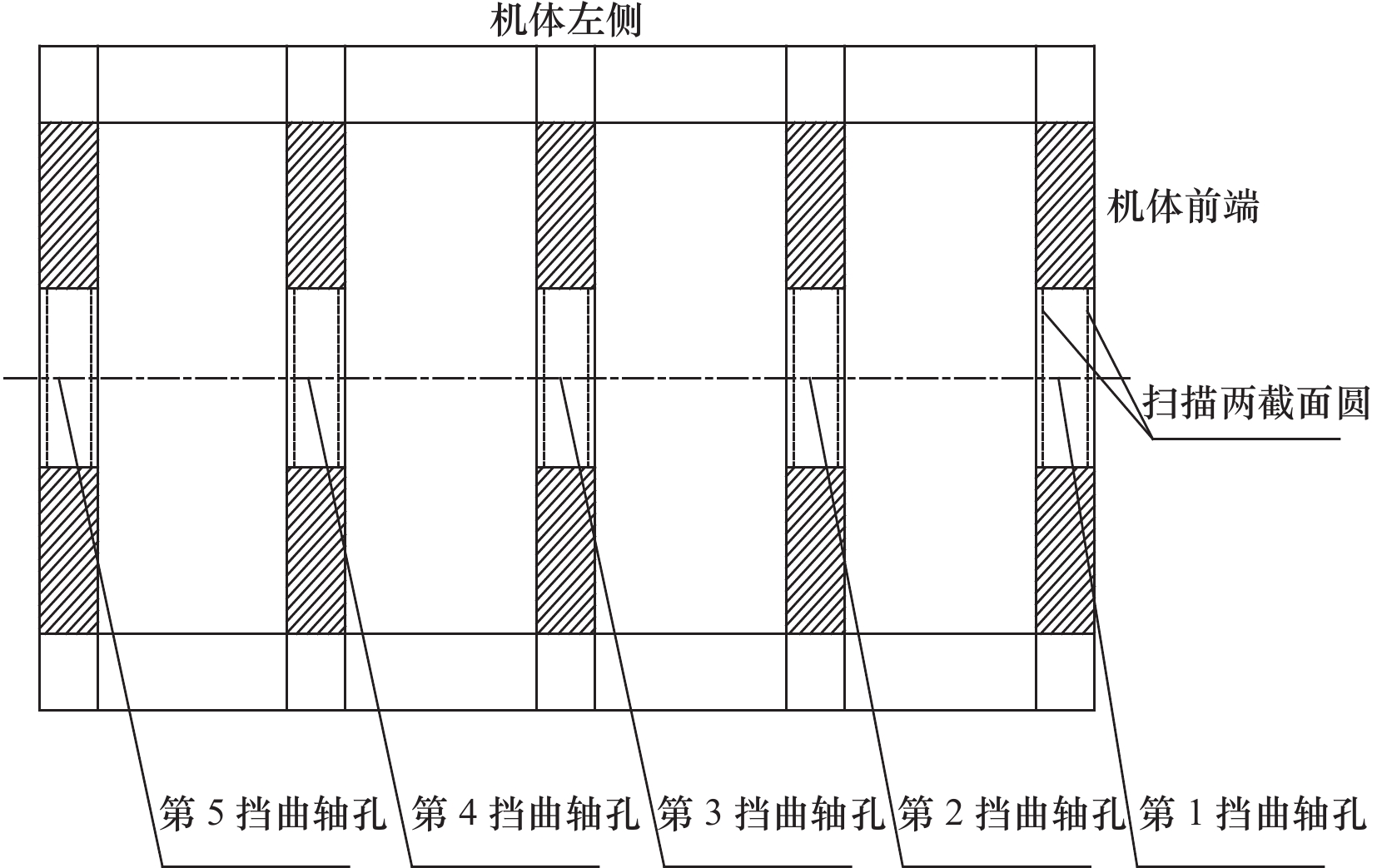
应用机床 应用刀具 机体加工姿态与定位 主要切削参数 HEC800四轴卧式加工中心 具有5组刀片的线镗刀(5组刀片对应5档曲
轴孔)机体左侧面向上,右侧面销孔定位 Vc=140 m/min、
Fv=65 mm/min、
径向切深0.15 mm 下载: 导出CSV
下载: 导出CSV
表 2 5M1E分析表
影响因素 排查分析影响因素 是否可能
主要因素“人” (1)操作人员进行过专业培训,具有较高操作技能;(2)操作人员具有较高质量意识 否 “机” (1)机床精度检验合格;(2)夹具、刀具可能存在问题,需进一步确认 是 “料” (1)毛坯材质成分与铸造精度检验合格,且毛坯状态一致性较好;
(2)曲轴孔精加工工序上料前的工件状态需进一步确认是 “法” (1)采用加工中心进行线镗加工方式,是常用的曲轴孔精加工方法,此方法已成功应用于公司多款同类产品;(2)曲轴孔半精加工后单边留余量0.15 mm,符合精加工切深要求 否 “环” (1)车间与三坐标测量室的温度、湿度控制严格,符合标准;(2)加工使用的切削液、清洗液符合工况要求 否 “测” (1)车间ZEISS CALYPSO三坐标测量机MSA合格;(2)采用行业通用测量方式,测量结果可信 否
下载: 导出CSV
表 3 “机”、“料”排查验证情况
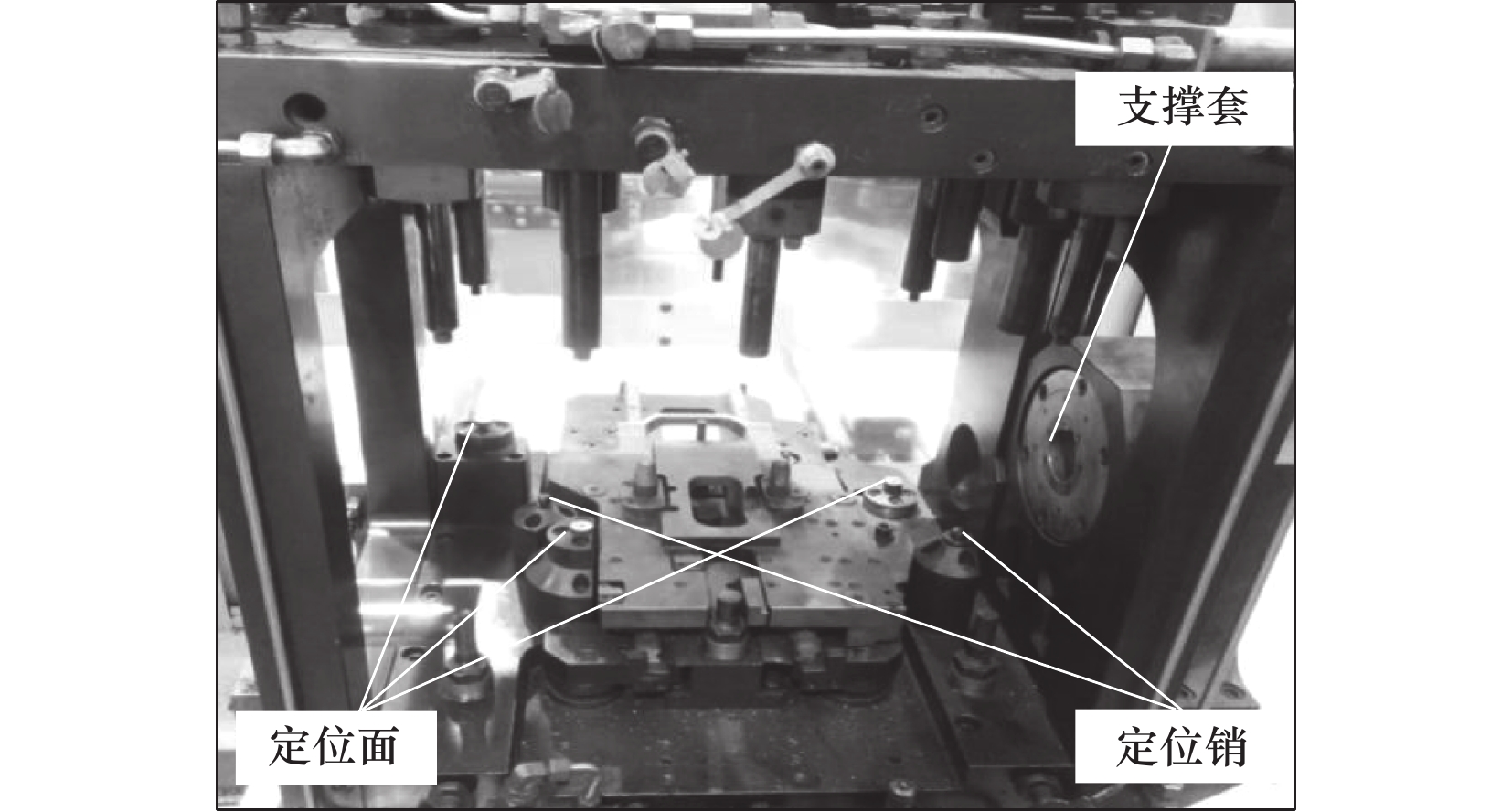
假设问题项 分析与验证 假设是否成立 1 第1档、第4档曲轴孔刀片磨损严重 查看加工刀片,基本无磨损,且更换新刀片后问题无改善 否 2 刀具刚性较差 刀具为线镗刀,加工时刀具前、后端有支撑,若刚性不足,应该第3档(中间档)圆柱度最差,这与实际加工第1档、第4档圆柱度最差不相符 否 3 夹具支撑套与其安装孔配合间隙异常,运转时不平稳,或支撑套相对机床主轴同轴度较差 若支撑套有问题,则对曲轴孔圆柱度影响顺序应为第1
档、第2档···第5档依次递减,非目前的第1档、第4档最严重情况否 4 夹具定位面(共4处)位置不合理 现场确认,定位面位置合理,无此问题 否 5 夹具各定位面(共4处)相互高度差与理论值不符 检验夹具定位面(共4处)高度差,实际高度差与理论值偏差小于0.01 否 6 夹具辅助支撑长度有问题,没起到支撑作用 现场查看,共4处辅支,升起动作均已失效,其中1处辅支未升起已与工件接触,解决辅支问题后,圆柱度超差问题仍无改善 否 7 夹具压紧点与支撑面(定位面)不对应,存在压偏工件问题 现场确认,夹具压紧点与支撑面基本对应 否 8 夹具各部件动作顺序不合理 现场确认,夹具动作合理,无此项问题 否 9 夹具与工件存在接触干涉,影响工件准确定位 排查发现,定位、压紧工件后,夹具预定位块与工件仍接触,存在干涉问题,修磨预定位块,解决干涉问题后,加工问题仍无明显改善 否 10 夹具压头压紧力偏大,工件压紧变形严重 排查发现,加工完工件未松开夹具压头,测量各档曲轴孔不存在孔扁问题,松开夹具压头,测量第1档、第4档曲轴孔孔径扁约0.015 是 11 工件半成品各定位面(共4处)高度差与理论值偏差较大,导致工件定位面与夹具定位面存在间隙,压紧工件后变形。 (1)查看工件半成品测量报告,各定位面高度差与理论值偏差小于0.01;⑵工件正确定位后(夹具压紧前),用塞尺(厚0.02 mm)检测各定位面是否有间隙,排查得知定位无问题 否
下载: 导出CSV
-
[1] 范校尉, 樊文欣. 基于ANSYS的R6105柴油机曲轴的模态分析[J]. 机械设计与制造, 2010(11): 37-38. doi: 10.3969/j.issn.1001-3997.2010.11.016 [2] 韩同群. 发动机原理[M]. 广州: 华南理工大学出版社, 2010. [3] 高志永, 张斌, 罗和平, 等. 发动机缸体曲轴孔加工工艺研究[J]. 机械工程师, 2013(2): 19-20. doi: 10.3969/j.issn.1002-2333.2013.02.009 [4] 张宗巧, 柴长富, 周博芳. 用企业5M1E问题解决方案帮助高校人才高效思考[J]. 智库时代, 2020(14): 52-53. [5] 乐雄平. 基于5M1E分析法提升物流企业服务质量对策的研究[J]. 铁道运输与经济, 2016, 38(8): 66-70. [6] 乐雄平. “人机料法环”提高和保证产品质量浅析[J]. 中国设备工程, 2017(5): 182-183. [7] 刘长勇, 于海. 琴键式塑料激光焊接夹具的设计[J]. 机械设计与制造, 2016(10): 257-259. doi: 10.3969/j.issn.1001-3997.2016.10.066 -

 下载:
下载:


 点击查看大图
点击查看大图

图(5) / 表(4)
计量
- 文章访问数: 142
- HTML全文浏览量: 28
- PDF下载量: 216
- 被引次数: 0


