

Optimization of milling parameters of thin-walled parts based on Kriging-MIGA algorithm
-
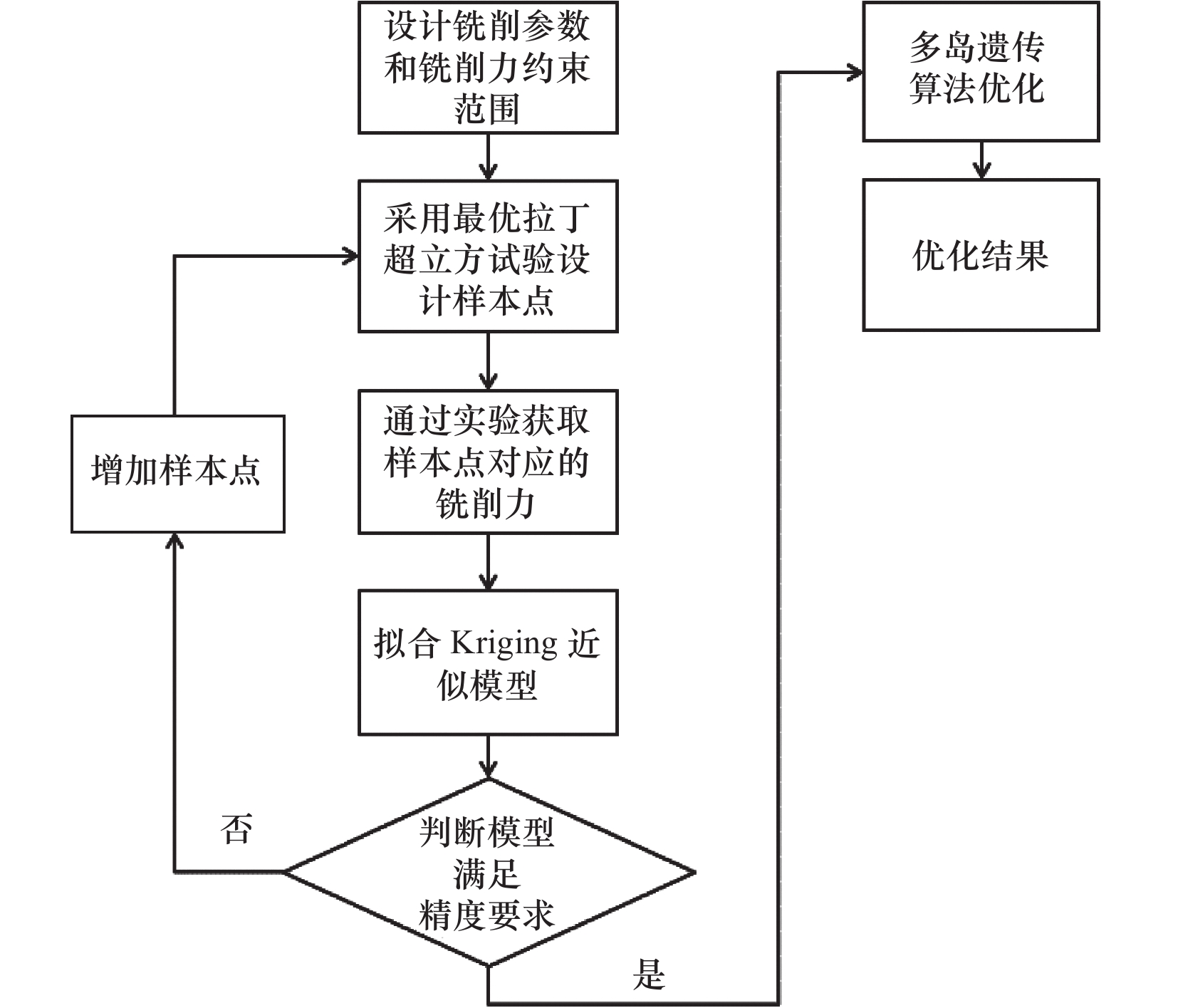
摘要: 针对某铝合金薄壁壳零件的加工变形问题,以铣削力为优化目标,通过Isight平台,提出了基于Kriging-MIGA算法的铣削参数优化方法。采用了最优拉丁超立方试验设计方法建立参数样本点,利用样本点搭建铣削参数与铣削力间的Kriging近似模型,采用了MIGA算法对近似模型全局优化,获取1组能够使铣削力最小的铣削参数组合并得出预测值。研究结果表明:基于Kriging-MIGA算法的铣削参数优化,使得铣削力降低了39.37 %,有效减小了铝合金薄壁壳的变形量。该研究方法对薄壁件铣削参数选值具有重要的意义。Abstract: Aiming at the machining deformation problem of an aluminum alloy thin-walled shell part, with the milling force as the optimization goal, through the Isight platform, a milling parameter optimization method based on the Kriging-MIGA algorithm is proposed. The optimal Latin hypercube experimental design method was used to establish the parameter sample points, and the Kriging approximate model between the milling parameters and the milling force was built using the sample points. The MIGA algorithm was used to globally optimize the approximate model, and a set of milling that could minimize the milling force was obtained. Combine the parameters and get the predicted value. The research results show that the optimization of milling parameters based on the Kriging-MIGA algorithm reduces the milling force by 39.37% and effectively reduces the deformation of the aluminum alloy thin-walled shell. The research method in this paper is of great significance to the selection of milling parameters of thin-walled parts.
-
Key words:
- Kriging /
- multi-island inheritance /
- thin-walled parts /
- optimizing latin hypercube /
- Isight
-
表 1 试验设计样本点
序号 主轴转速/
(r/min)径向切深/
mm轴向切深/
mm铣削力/
N1 3 948 1.48 2.74 1 319.12 2 3 344 0.5 1.62 351.87 3 5 879 1.22 1.44 505.424 4 3 706 1.01 1.53 563.94 5 4 068 0.96 2.39 759.43 6 5 034 1.79 2.82 1 365.59 7 4 913 0.6 2.65 607.45 8 5 396 1.17 0.58 271.88 9 3 465 1.27 0.67 404.91 10 3 586 1.53 1.79 998.95 11 6 000 1.58 2.31 879.11 12 4 672 0.65 1.7 417.57 13 5 758 0.86 2.13 589.29 14 5 155 1.89 1.89 959.29 15 3 103 1.84 0.84 675.17 16 2 500 1.43 1.36 894.36 17 2 862 0.75 0.93 341.27 18 3 224 0.55 2.56 725.75 19 4 431 1.69 0.5 349.03 20 5 517 1.74 1.01 563.44 21 5 275 1.12 3 1 030.22 22 4 551 1.32 1.19 473.92 23 2 620 0.91 1.96 838.45 24 3 827 2 2.22 1 480.46 25 4 189 1.94 1.27 810.66 26 2 982 1.06 2.91 1 125.38 27 5 637 0.7 1.1 270.64 28 2 741 1.63 2.48 1 529.94 29 4 793 1.37 2.05 884.64 30 4 310 0.81 0.75 279.46  下载: 导出CSV
下载: 导出CSV
-
[1] 刘思濛, 王刚锋, 索雪峰. 基于改进混沌粒子群算法的薄壁件铣削参数优化[J]. 图学学报, 2021, 42(4): 1-8. [2] 张克道, 陈向坚, 王平心. 帝王蝶优化算法在铣削参数优化中的应用[J]. 山西大学学报:自然科学版, 2021, 62(3): 1-9. [3] 曾莎莎, 彭卫平, 雷金. 基于混合算法的薄壁件铣削加工工艺参数优化[J]. 制造技术与机床, 2021(6): 70-74. [4] Liang M, Yeap T, Rahmati S, et al. Fuzzy control of spindle power in end milling processes[J]. International Journal of Machine Tools and Manufacture, 2002, 42(14): 1487-1496. doi: 10.1016/S0890-6955(02)00140-2 [5] 邓伟, 罗毅, 罗金刚. 基于低能耗的铣削参数优化[J]. 中国工程机械学报, 2019, 17(5): 397-400. [6] 姜佳明, 刘战强, 王兵, 等. 基于响应曲面法的 NOMEX 蜂窝高速铣削参数优化[J]. 工具技术, 2020, 58(11): 8-13. doi: 10.3969/j.issn.1000-7008.2020.11.002 [7] 周香, 陈文琳, 王晓化, 等. 基于Kriging代理模型和遗传算法的注塑件翘曲优化[J]. 塑料工程学报, 2015, 22(2): 142-147. [8] Wang J, Sun Z L. The stepwise accuracy-improvement strategy based on the Kriging model for structural reliability analysis[J]. Structural and Multidisciplinary Optimization, 2018, 58: 595-612. [9] 季宁, 张卫星, 于洋洋, 等. 基于Kriging代理模型和MOPSP算法的注塑成型质量多目标优化[J]. 塑料工业,2020, 48(5): 67-71. [10] 赖宇阳. Isight 参数优化理论与实例详解[M]. 北京: 北京航空航天大学出版社, 2012. [11] 张涛, 蒋荣超, 刘大维, 等. 基于Kriging模型的悬架控制臂轻量化多目标优化[J]. 机械设计, 2019, 36(S2): 28-32. [12] 秦玲. 基于流场与声场的汽车后视镜气动噪声联合仿真研究[D]. 重庆: 重庆理工大学, 2019. [13] 韩军, 段荣鑫, 张磊, 等. 基于多岛遗传算法的薄壁齿圈装夹变形优化研究[J]. 机电工程, 2020, 37(6): 682-686,696. doi: 10.3969/j.issn.1001-4551.2020.06.015 [14] 韩军, 段荣鑫, 张磊, 等. 采用多岛遗传算法的插齿刀几何参数优化研究[J]. 机械科学与技术, 2020, 40(5): 749-754. -

 下载:
下载:



 点击查看大图
点击查看大图

图(6) / 表(4)
计量
- 文章访问数: 40
- HTML全文浏览量: 14
- PDF下载量: 83
- 被引次数: 0


