

Research status and progress of hybrid additive manufacturing technology
-
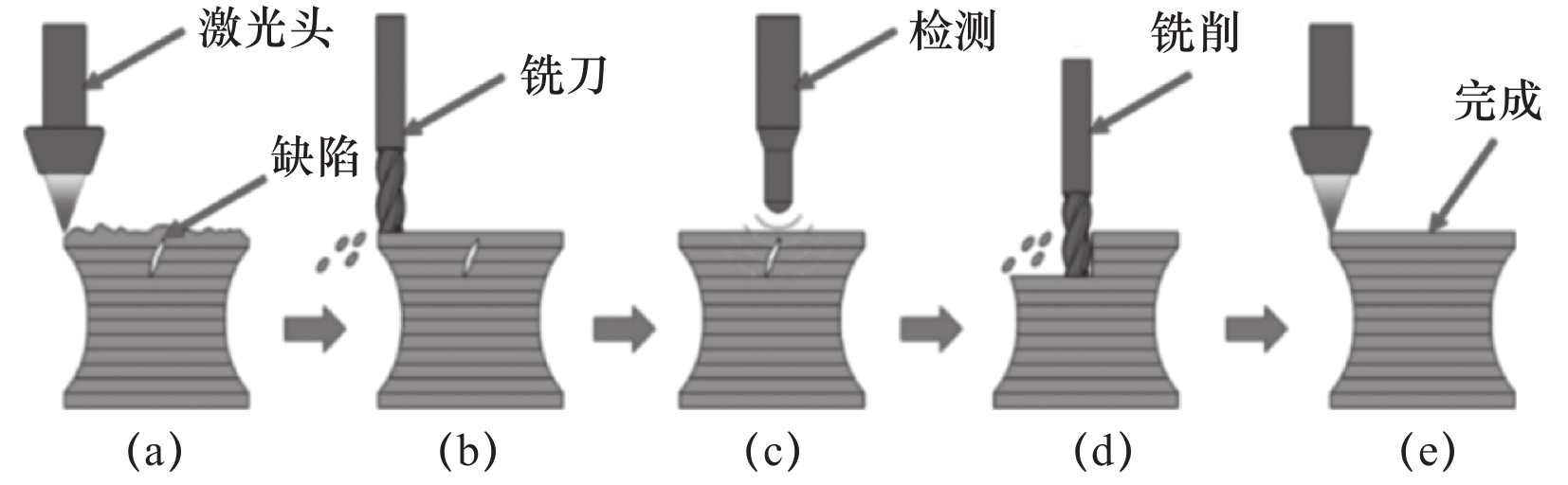
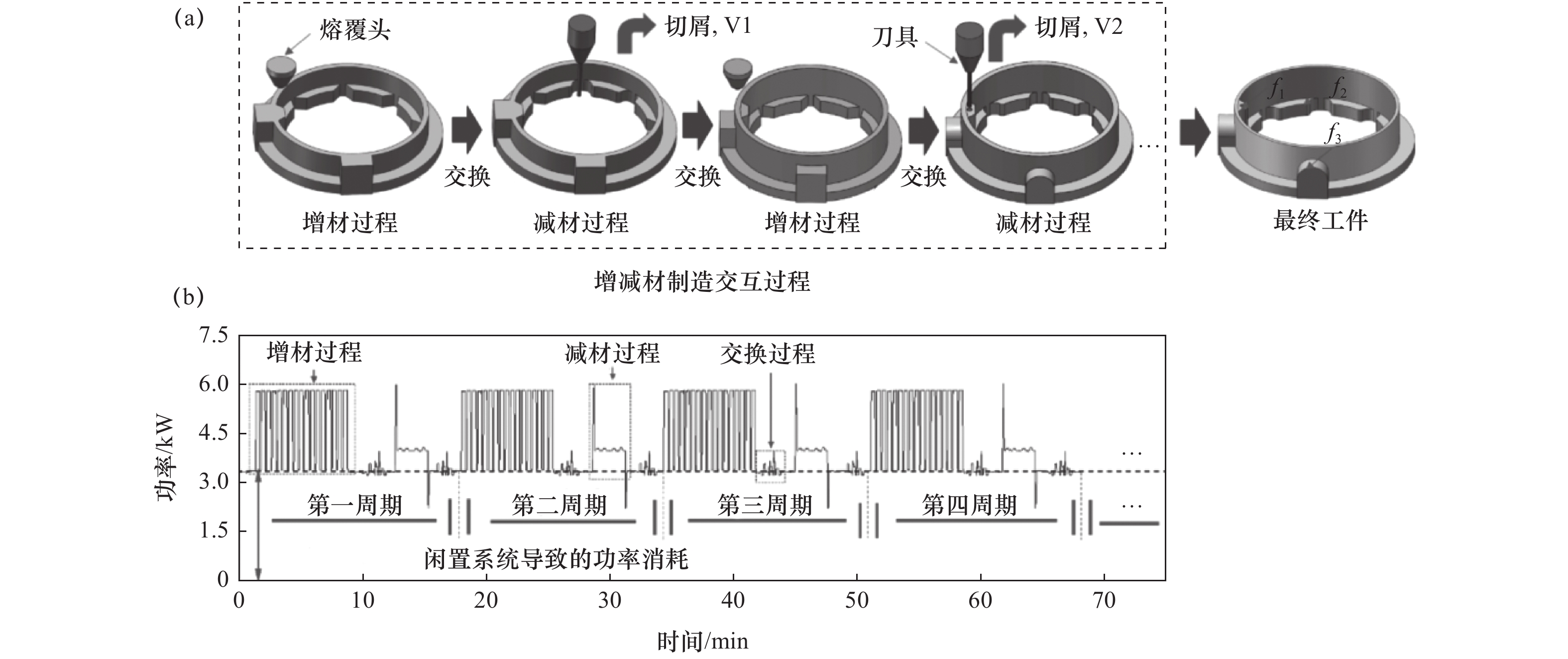
摘要: 增材制造生产出的复杂零件的尺寸和几何精度以及表面质量由于无法满足直接应用要求,均需二次加工,制约着金属增材制造技术在航天工业等领域进一步发展,而增减材混合制造是突破该技术瓶颈公认的最有效解决方案。首先阐述了增减材混合制造技术原理,从设备集成和工艺研究两方面综述了国内外增减材的研究现状,介绍了增减材混合制造的工艺参数和缺陷检测,指出了增减材混合制造关键技术难点并指出方展方向。Abstract: The dimensional and geometric accuracy and surface quality of complex parts produced by additive manufacturing require secondary processing because they do not meet the requirements for direct application,which restricts the further development of metal additive manufacturing technology in the aerospace industry and other fields, and additive-reduction hybrid manufacturing is the most effective solution to break through the technical bottleneck. Firstly, the principle of hybrid additive and subtractive manufacturing technology is explained, the research status of domestic and foreign additive and subtractive materials is reviewed in terms of equipment integration and process research, the process parameters and defect detection of hybrid additive and subtractive manufacturing are introduced, the key technical difficulties of hybrid additive and subtractive manufacturing are pointed out and the direction of development is indicated.
-
表 1 国内外增减材制造设备
国家 公司 机床型号 混合方式 主要参数 机床外观 日本 Mazak INTEGREX i-400AM 五轴加工中心集成双Ambit激光头 可加工ϕ660 mm和长1 600 mm工件,B轴摆角−30°/120° 
Mastuura Lumex avence-25 三轴铣削机床混合激光烧结 最大成形尺寸250 mm×250 mm,每层铺粉厚度50 μm,尺寸精度达25 μm,主轴转速 45 000 r/min 
Sodick OPM 350L 高速铣削混合激光烧结 最大成形尺寸350 mm×350 mm×360 mm,激光功率1 kW 
德国 DMG Mori Seiki LASERTEC 65 3D 五轴机床混合激光熔覆 最大成形尺寸650 mm×650 mm×560 mm,A轴摆角−120°/120°,C轴可360°旋转 
ELB Mill grind 铣削磨削混合Ambit激光堆焊 主轴转速8 000 r/min,具有0.1 μm的
X、Y、Z分辨率
Hamuel Reichenb-acher HYBRID HSTM 1500 高速铣削混合直接能量熔融 可制造长达1 750 mm工件,精加工主轴转速达16 000 r/min 
Hermel MPA40 立式铣床混合金属热喷射工艺 最大成形尺寸460 mm×550 mm,
质量达600 kg
葡萄牙 Adira Direct Laser Processing 粉末熔融和直接金属沉积 粉床面积为960 mm×960 mm,直接沉积面积为1 500 mm×1 500 mm,打印区域为
300 mm×300 mm
美国 Optomec LENS 3D HY 20 三轴铣床激光混合激光烧结 混合成形尺寸500 mm×350 mm×500 mm,可5轴联动,主轴转速30 000 r/min 
中国 北京机电院机床有限公司 XKR40-Hybrid 五轴加工中心混合丝材激光熔覆技术 最大成形尺寸ϕ400 mm×500 mm,A轴摆角+10°/−110°,C轴旋转角度为360° 
大连三垒机器制造有限公司 SVW80C-3D 五轴加工中心混合金属喷粉激光熔融 工件最大回转直径1 000 mm,最大承载
850 kg,A/C轴转动范围±120°/360°
青海华鼎装备制造有限公司 XF1200-3D 五轴加工中心混合金属喷粉激光熔融 激光功率1 200 W,主轴转速20 000 r/min,B轴摆角+30/−115°,C轴可360°旋转 
 下载: 导出CSV
下载: 导出CSV
-
[1] Lorenz K A, Jones J B, Wimpenny D I, et al. A review of hybrid manufacturing[C]. 2014 International Solid Freeform Fabrication Symposium. University of Texas at Austin, 2015. [2] 任慧娇, 周冠男, 从保强, 等. 增材制造技术在航空航天金属构件领域的发展及应用[J]. 航空制造技术, 2020, 63(10): 72-77. [3] 杨永强, 陈杰, 宋长辉, 等. 金属零件激光选区熔化技术的现状及进展[J]. 激光与光电子学进展, 2018, 55(1): 011401. [4] Kumbhar N N, Mulay A V. Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: a review[J]. Journal of The Institution of Engineers (India):Series C, 2018, 99(4): 481-487. doi: 10.1007/s40032-016-0340-z [5] Zhu Z, Dhokia V G, Nassehi A, et al. A review of hybrid manufacturing processes–state of the art and future perspectives[J]. International Journal of Computer Integrated Manufacturing, 2013, 26(7): 596-615. [6] Du W, Bai Q, Zhang B. A novel method for additive/subtractive hybrid manufacturing of metallic parts[J]. Procedia Manufacturing, 2016, 5: 1018-1030. doi: 10.1016/j.promfg.2016.08.067 [7] Weiss L E, Merz R, Prinz F B, et al. Shape deposition manufacturing of heterogeneous structures[J]. Journal of Manufacturing Systems, 1997, Manufacturing, 2013, 26(7): 596-615. [8] Chang Y C, Pinilla J M, Kao J H, et al. Automated layer decomposition for additive/subtractive solid freeform fabrication[C]. 1999 International Solid Freeform Fabrication Symposium, 1999. [9] Himmer T, Techel A, Nowotny S. Recent developments in metal laminated tooling by multiple laser processing[J]. Rapid Prototyping Journal, 2003, 9(1): 24-29. doi: 10.1108/13552540310455629 [10] Ren L, Padathu A P, Ruan J, et al. Three dimensional die repair using a hybrid manufacturing system[J]. Solid Freeform Fabrication Symposium, 2006(2006): 51-59. [11] Ren L, Eiamsa-ard K, Ruan J Z, et al. Part repairing using a hybrid manufacturing system[C]. ASME 2007 International Manufacturing Science and Engineering Conference, 2007. [12] Sitthi-Amorn P, Ramos J E, Wangy Y, et al. Multi fab: a machine vision assisted platform for multi-material 3D printing[J]. ACM Transactions on Graphics, 2015, 4(4): 129.1-129.11. [13] Ye Z P, Zhang Z J, Jin X, et al. Study of hybrid additive manufacturing based on pulse laser wire depositing and milling[J]. International Journal of Advanced Manufacturing Technology, 2017, 88(5-8): 2237-2248. doi: 10.1007/s00170-016-8894-8 [14] 刘肖肖, 吕福顺, 刘原勇, 等. 一种增材与减材复合制造机研究[J]. 制造技术与机床, 2017(6): 49-52. [15] 郭观林. 金属激光增减材复合工艺及整机结构CAE分析[D]. 长沙: 湖南大学, 2017. [16] 孔刘伟, 王振忠, 叶超, 等. 五轴增减材混合加工中心集成开发技术研究[J]. 航空制技术, 2019, 62(6): 53-59. [17] 孙传圣. 覆膜砂增减材混合制造方法及工艺[D]. 大连: 大连理工大学, 2019. [18] Lukas Löber, Christoph Flache, Romy Petters, et al. Comparison of different post processing technologies for SLM generated 316L steel parts[J] Rapid Prototyping Journal, 2013, 19, (3): 173-179. [19] Beaucamp A T, Namba Y, Charlton P, et al. Finishing of additively manufactured titanium alloy by shape adaptive grinding (SAG)[J]. Surface Topography:Metrology and Properties, 2015, 3(2): 024001. doi: 10.1088/2051-672X/3/2/024001 [20] Jeng J Y, Lin M C. Mold fabrication and modification using hybrid processes of selective laser cladding and milling[J]. Journal of Materials Processing Technology, 2001, 110(1): 98-103. doi: 10.1016/S0924-0136(00)00850-5 [21] Xie Y, Tong J, Fu Y, et al. Machining scheme of aviation bearing bracket based on additive and subtractive hybrid manufacturing[J]. Journal of Mechanical Science and Technology, 2020, 34(9): 3775-3790. doi: 10.1007/s12206-020-0829-5 [22] 章媛洁, 宋波, 赵晓, 等. 激光选区熔化增材与机加工复合制造 AISI 420 不锈钢: 表面粗糙度与残余应力演变规律研究[J]. 机械工程学报, 2018,54(13): 170-178. [23] 张军涛, 张伟, 李宇佳, 等. 基于DMG MORI LASERTEC 65 3D加工中心的不锈钢粉末激光沉积增/减材混合制造[J]. 粉末冶金材料科学与工程, 2018, 23(4): 368-374. doi: 10.3969/j.issn.1673-0224.2018.04.005 [24] 郭鹏. 激光增材制造不锈钢的力学性能和铣削性能研究[D]. 济南: 山东大学, 2017. [25] Yang Y Y, Gong Y D, Qu S S, et al. Densification, mechanical behaviors, and machining characteristics of 316L stainless steel in hybrid additive/subtractive manufacturing[J]. International Journal of Advanced Manufacturing Technology, 2020, 107: 177-189. doi: 10.1007/s00170-020-05033-2 [26] 侯柯羽. 功能梯度结构件的增减材混合成型机理与实验研究[D]. 沈阳: 东北大学, 2020. [27] 黄鑫. 钛合金增减材混合制造工艺研究[D]. 大连: 大连理工大学, 2017. [28] 李帅. 增减材混合制造钛合金铣削特性研究[D]. 大连: 大连理工大学, 2018. [29] 唐成铭, 赵吉宾, 田同同, 等. 基于激光选区熔化与高速切削的增减材混合制造系统开发[J/OL]. 热加工工艺, 2022(19): 118-122. [2022-05-06]. [30] Spierings A B, Starr T L, Wegener K. Fatigue performance of additive manufactured metallic parts[J]. Rapid Prototyping Journal, 2013, 19(2): 88-94. doi: 10.1108/13552541311302932 [31] 陈曦. SLM成型件铣削表面粗糙度预测模型及参数优化研究[D]. 武汉: 武汉科技大学, 2018. [32] 杜琛. 粉体材料增减材混合成形及表面涂覆工艺研究[D]. 大连: 大连理工大学, 2021. [33] 陈峰, 宋长辉, 杨永强, 等. 送粉式激光增材和铣削减材混合制造316L不锈钢的表面质量及力学性能[J]. 激光与光电子学进, 2022, 59(1): 268-274. [34] Heigel J C, Phan T Q, Fox J C, et al. Experimental investigation of residual stress and its impact on machining in hybrid additive/subtractive manufacturing[J]. Procedia Manufacturing, 2018, 26: 929-940. doi: 10.1016/j.promfg.2018.07.120 [35] Zhang S, Zhang Y, Gao M, et al. Effects of milling thickness on wire deposition accuracy of hybrid additive/subtractive manufacturing[J]. Science and Technology of Welding and Joining, 2019, 24(5): 375-381. doi: 10.1080/13621718.2019.1595925 [36] Karunakaran K P, Suryakumar S, Pushpa V, et al. Low cost integration of additive and subtractive processes for hybrid layered manufacturing[J]. Robotics and Computer-Integrated Manufacturing, 2010, 26(5): 490-499. doi: 10.1016/j.rcim.2010.03.008 [37] Song Y A, Park S, Chae S W. 3D welding and milling: part II—optimization of the 3D welding process using an experimental design approach[J]. International Journal of Machine Tools and Manufacture, 2005, 45(9): 1063-1069. doi: 10.1016/j.ijmachtools.2004.11.022 [38] Zhang S, Gong M, Zeng X, et al. Residual stress and tensile anisotropy of hybrid wire arc additive-milling subtractive manufacturing[J]. Journal of Materials Processing Technology, 2021, 293: 117077. doi: 10.1016/j.jmatprotec.2021.117077 [39] Mahmoudi M, Ezzat A A, Elwany A. Layer wise anomaly detection in laser powder-bed fusion metal additive manufacturing[J]. Journal of Manufacturing Science and Engineering, 2019, 141(3): 116-135. [40] Vandone A, Baraldo S, Valente A, et al. Vision-based melt pool monitoring system setup for additive manufacturing[J]. Procedia CIRP, 2019, 81: 747-752. doi: 10.1016/j.procir.2019.03.188 [41] Kwon O, Kim H G, Ham M J, et al. A deep neural network for classification of melt-pool images in metal additive manufacturing[J]. Journal of Intelligent Manufacturing, 2020, 31(2): 375-386. doi: 10.1007/s10845-018-1451-6 [42] Du W, Bai Q, Wang Y B, et al. Eddy current detection of subsurface defects for additive/subtractive hybrid manufacturing[J]. International Journal of Advanced Manufacturing Technology, 2017, 95(5–8): 1-11. [43] 王龙群. 基于增减材复合制造的内部缺陷涡流检测研究[D]. 大连: 大连理工大学, 2019. [44] Tamellini L, Chiumenti M, Altenhofen C, et al. Parametric shape optimization for combined additive-subtractive manufacturing[J]. JOM, 2020, 72(1): 448-457. doi: 10.1007/s11837-019-03886-x [45] Liu W, Wei H, Zhang M, et al. Energy consumption modeling of additive-subtractive hybrid manufacturing based on cladding head moving state and deposition efficiency[J]. The International Journal of Advanced Manufacturing Technology, 2022, 120(11): 7755-7770. -

 下载:
下载:






 点击查看大图
点击查看大图

图(12) / 表(1)
计量
- 文章访问数: 658
- HTML全文浏览量: 161
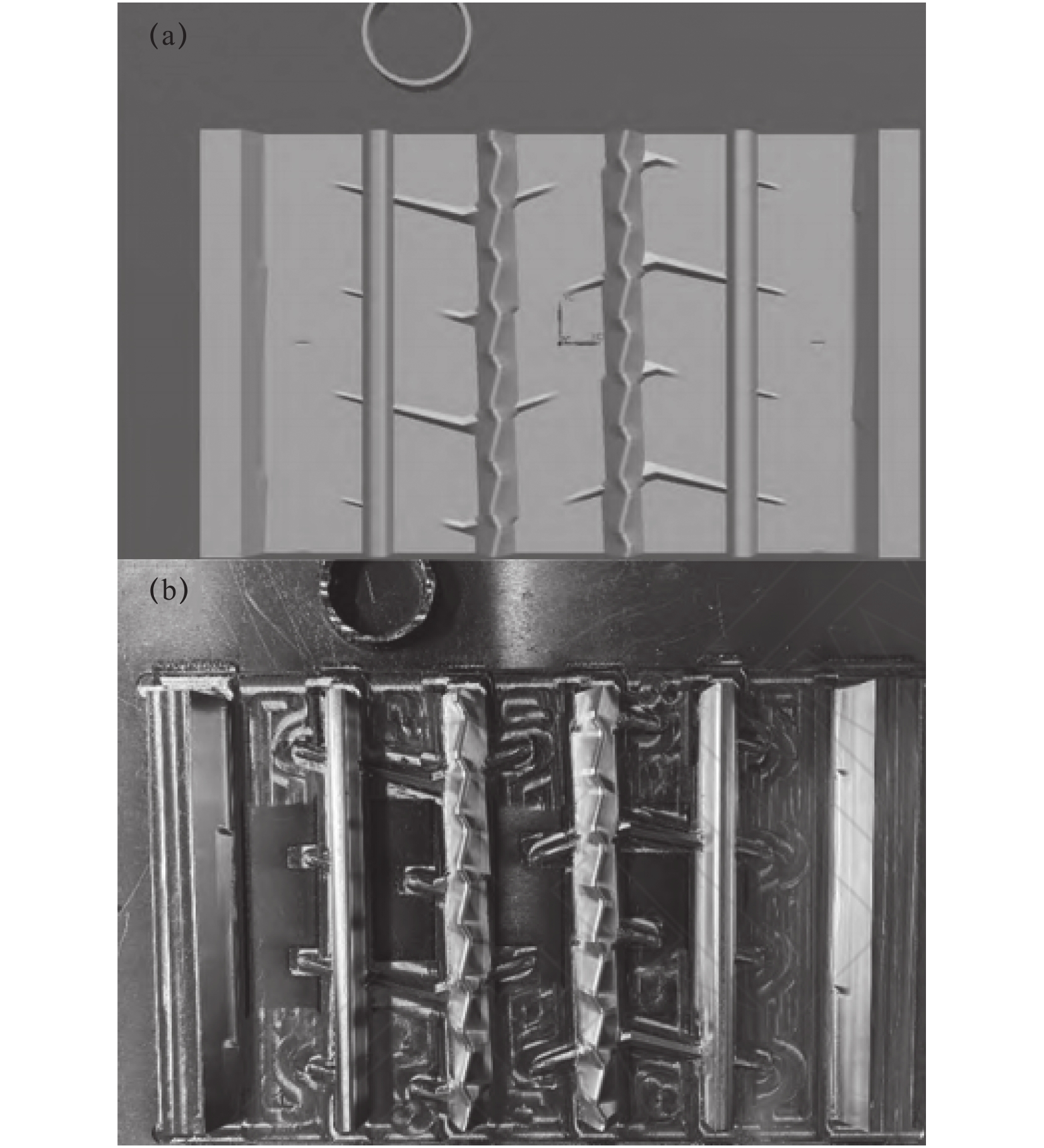
- PDF下载量: 160
- 被引次数: 0


