

Path optimization and simulation of complex surface research in 3D vibration-assisted turning
-
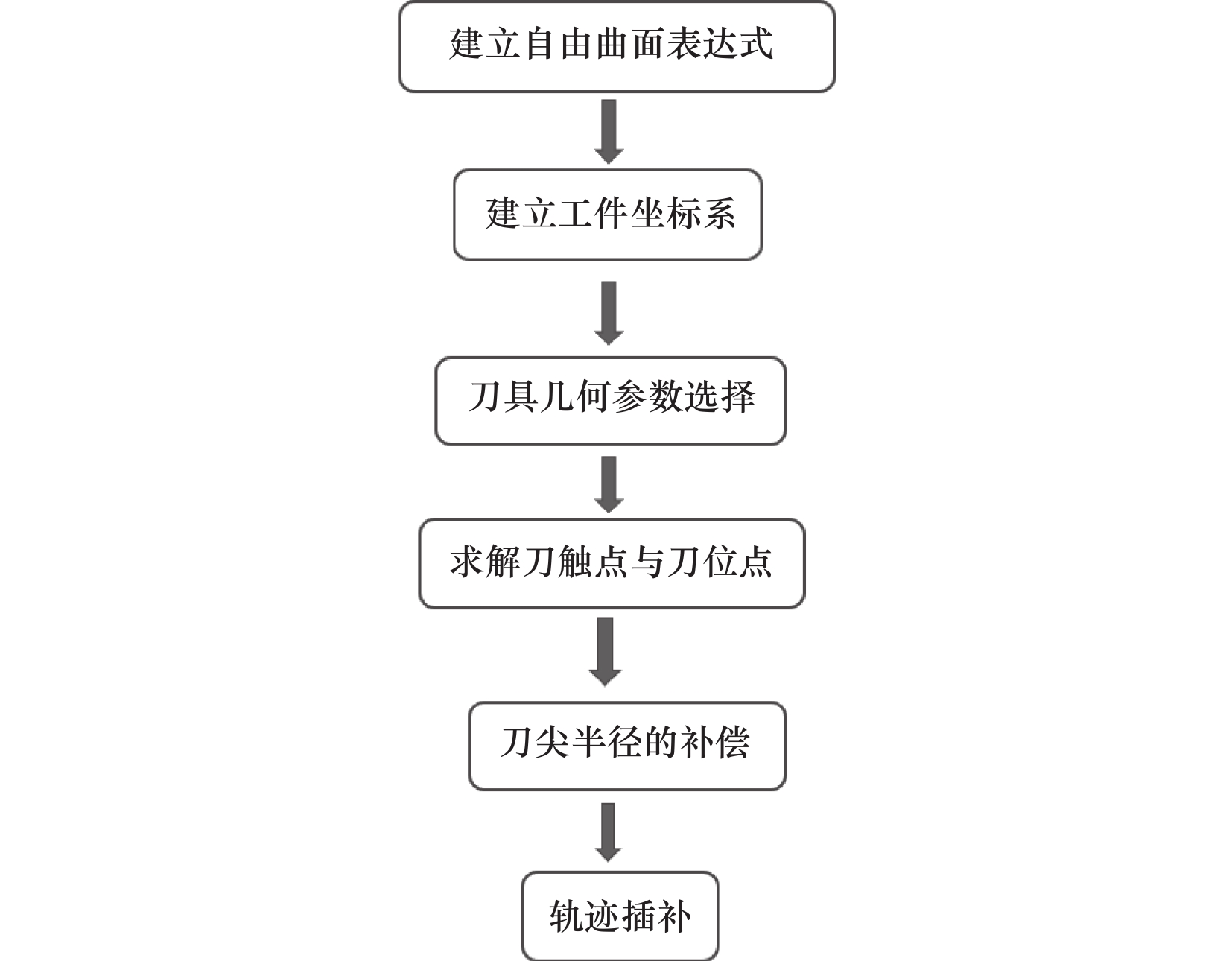
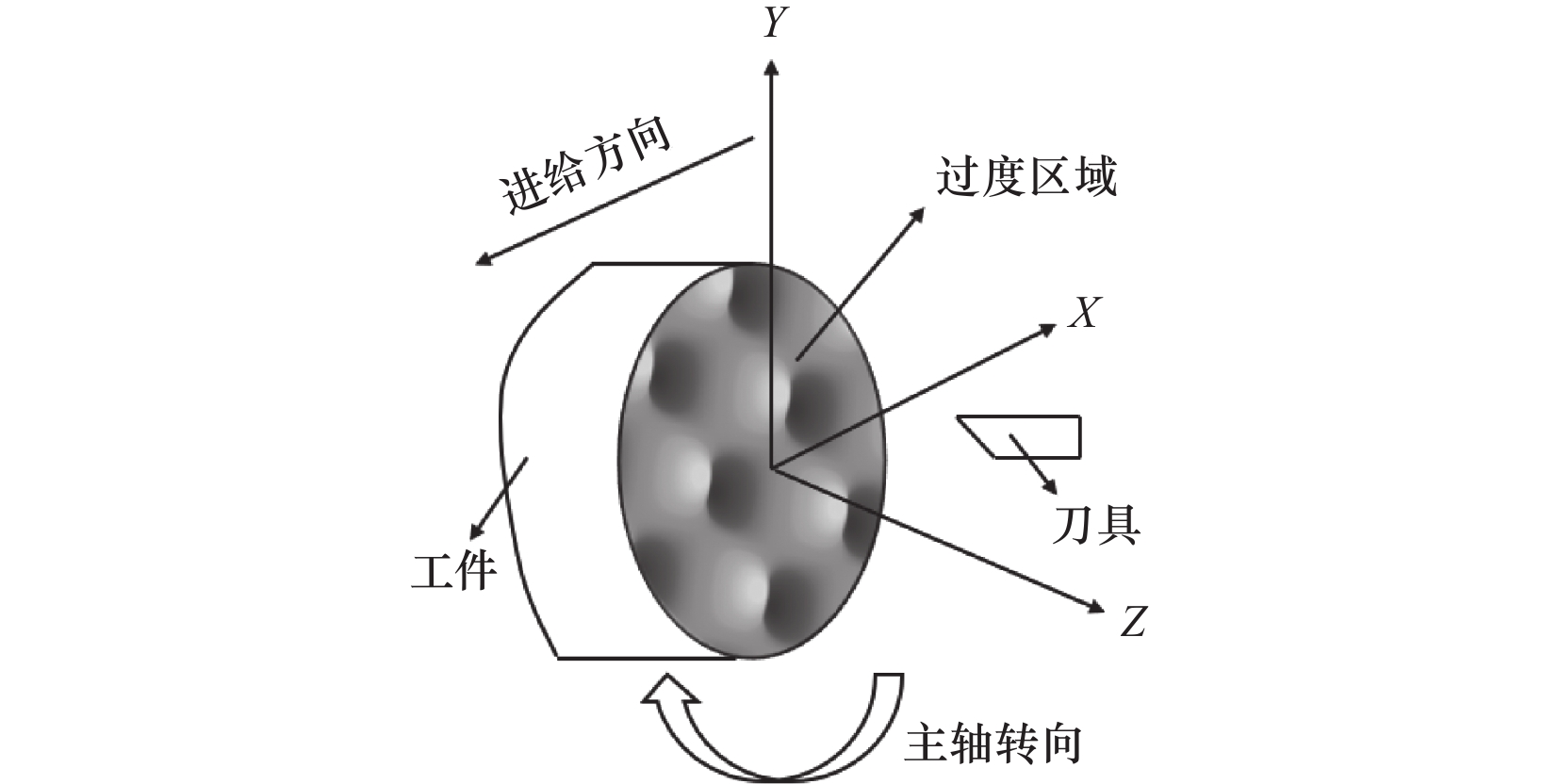
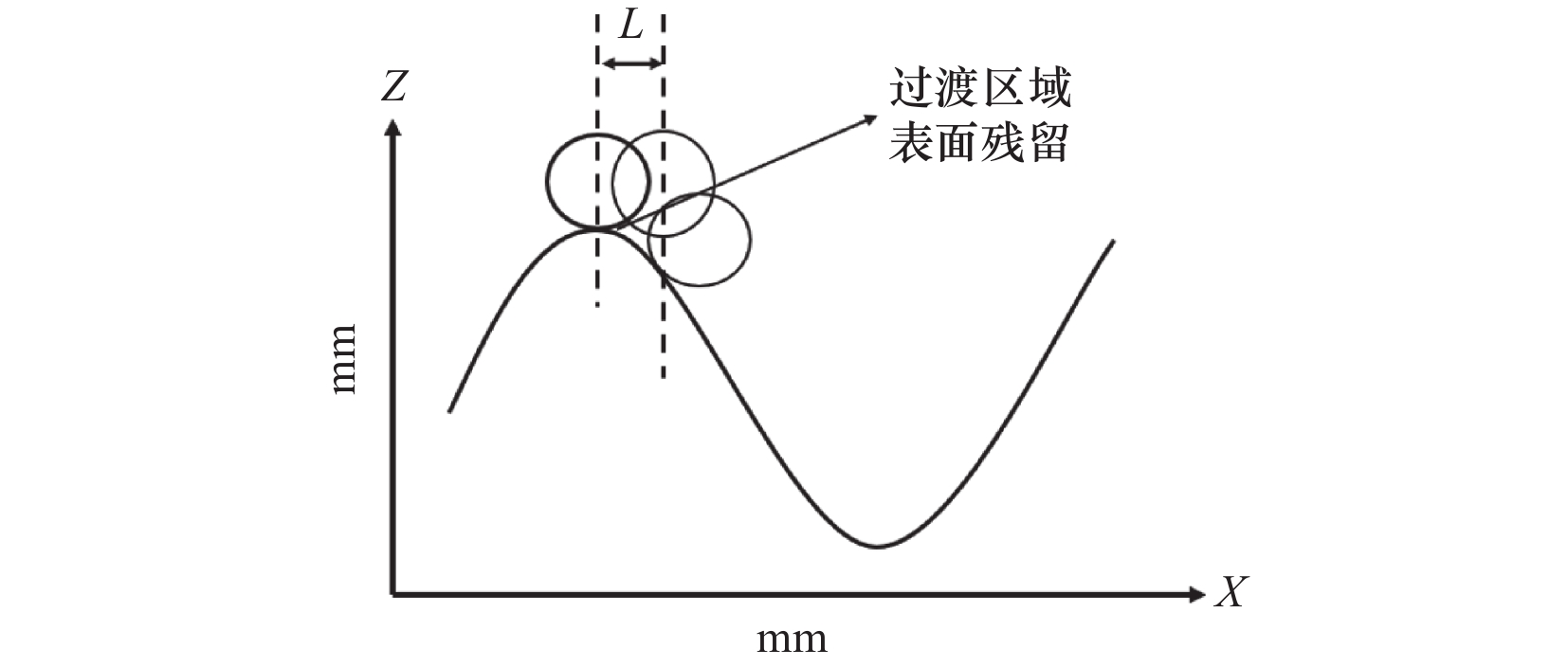
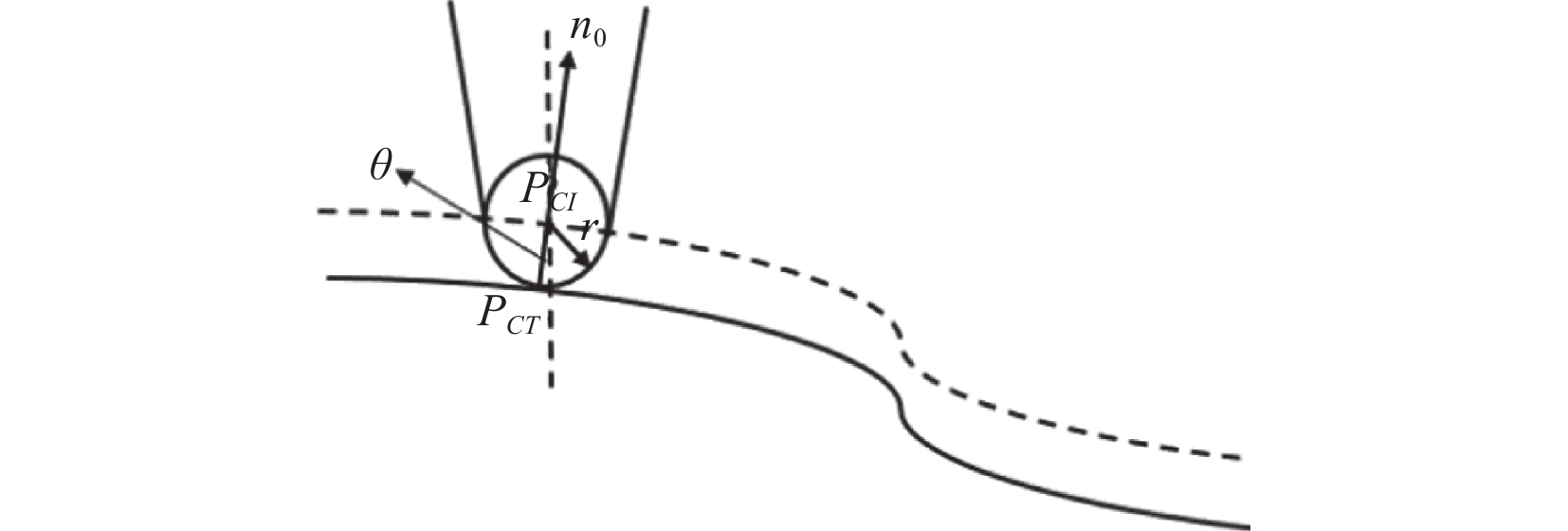
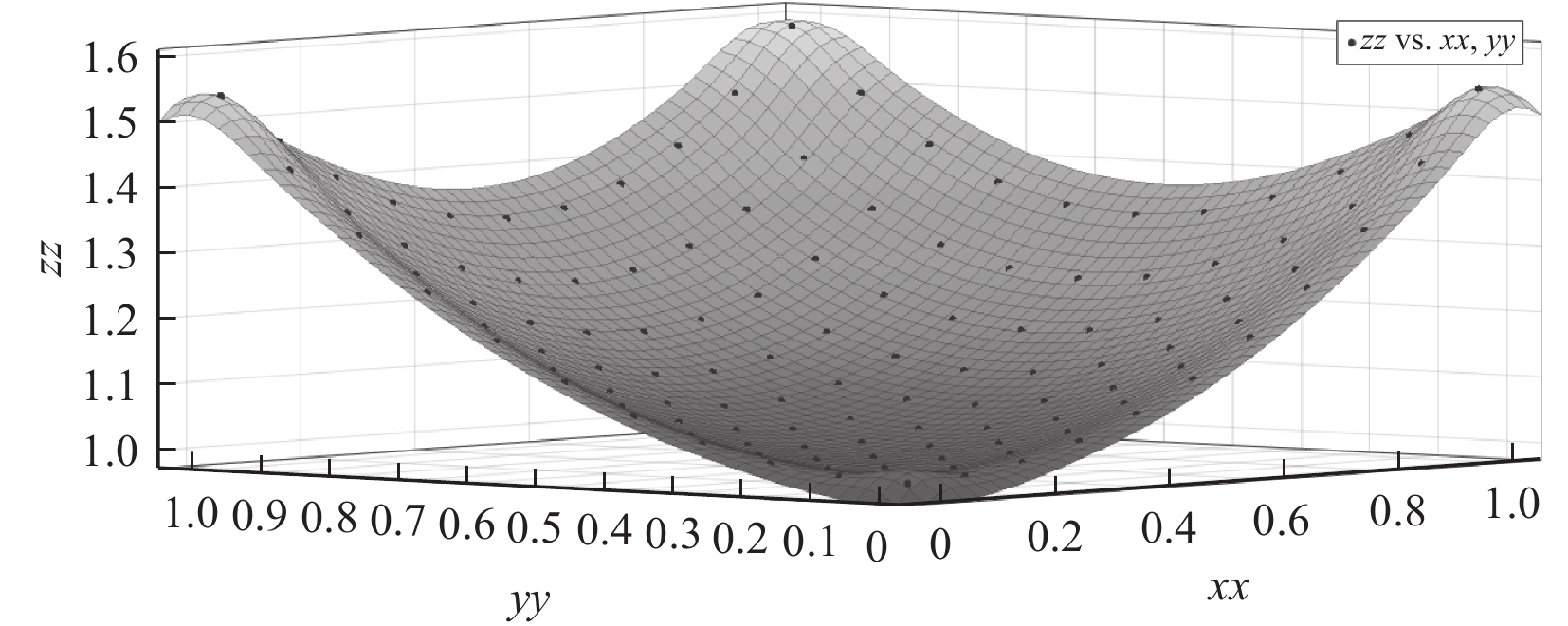
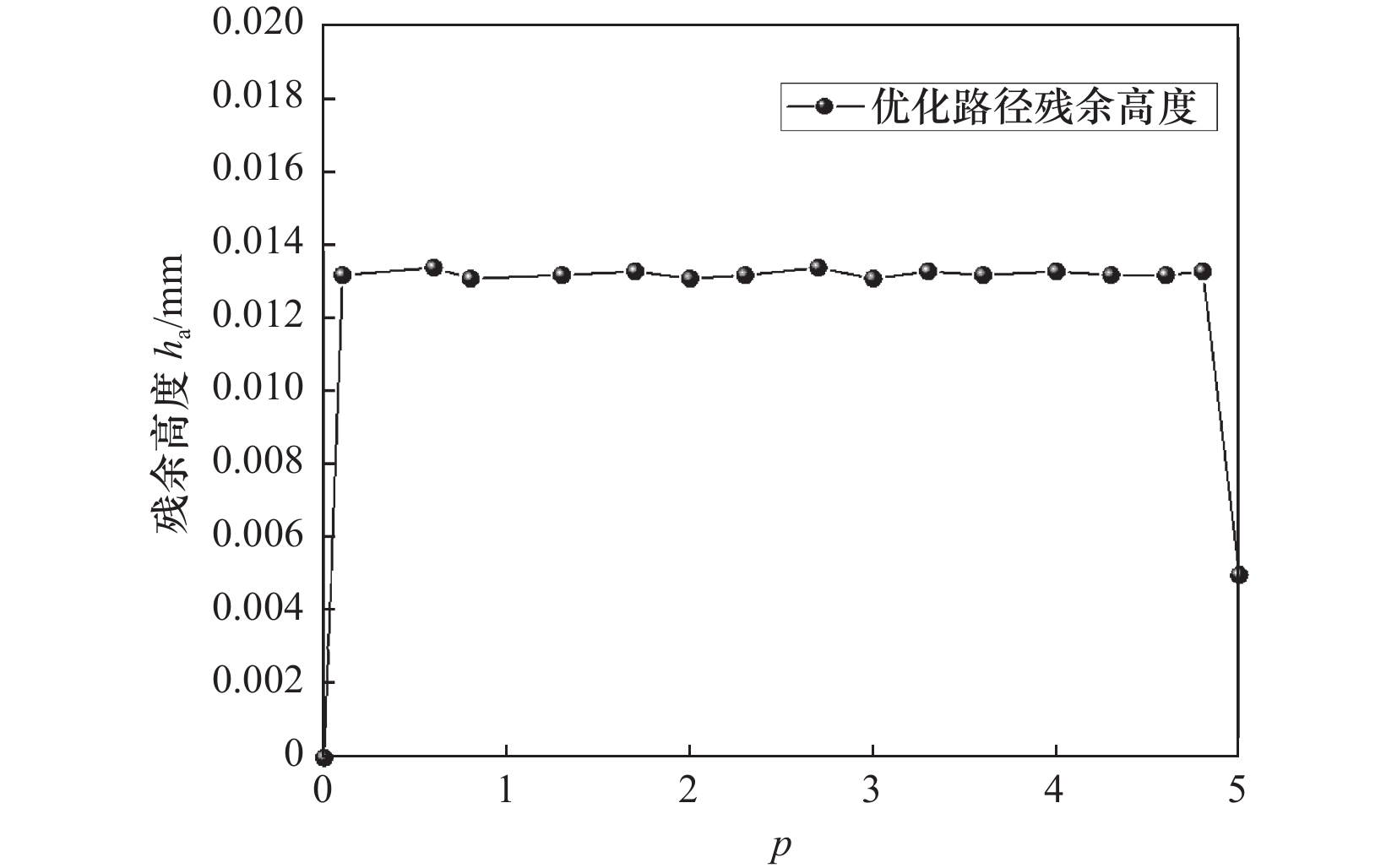
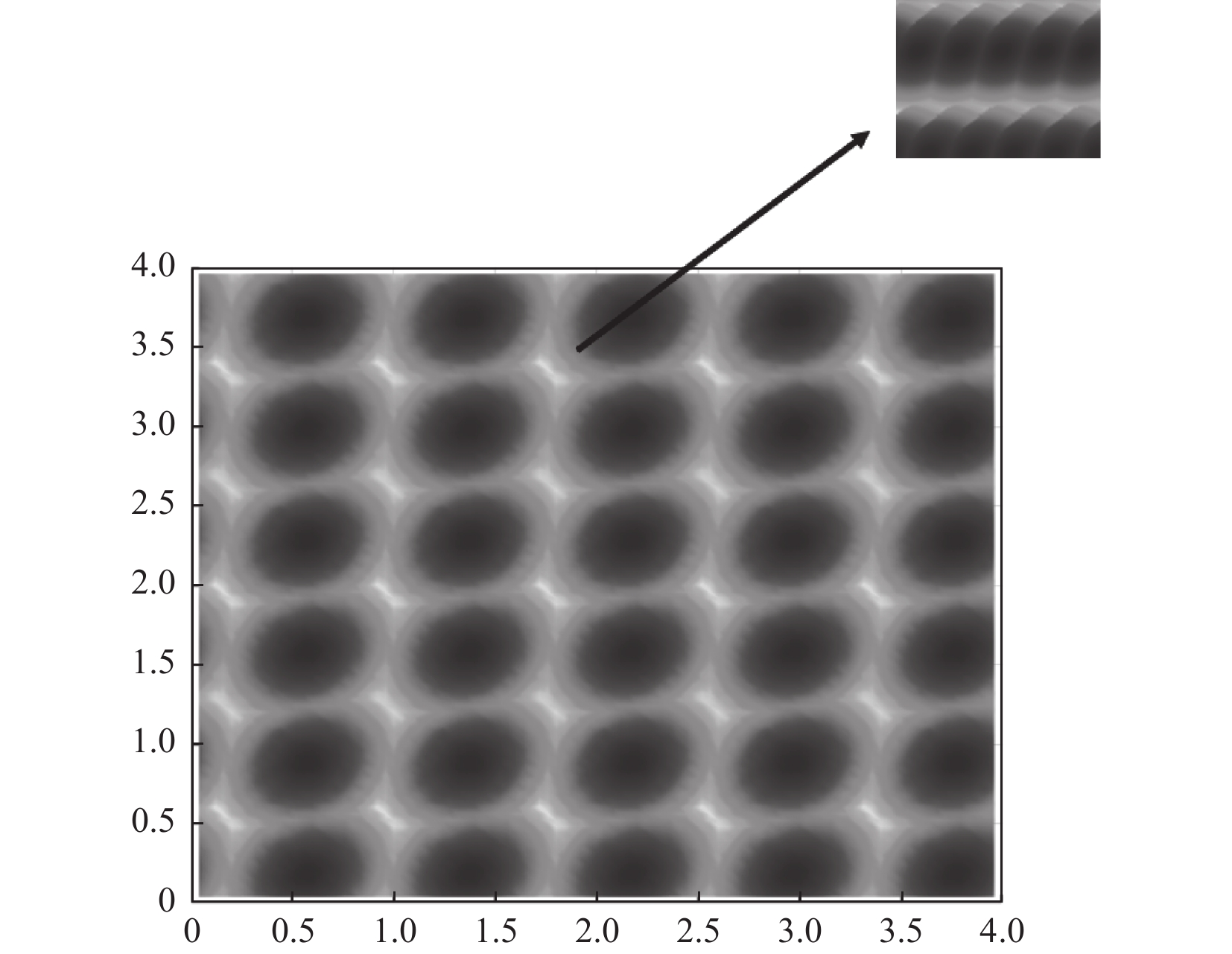
摘要: 为解决复杂曲面过渡区域加工残余高度不均匀、加工曲面表面质量下降以及干涉过切等问题,研究三维椭圆振动辅助车削刀具路径优化设计。针对这一系列问题,文章基于等角度、等弧长路径规划方法,提出一种路径规划优化算法模型,在过渡区插入一段圆弧,用数学解析法求解路径优化后的刀位点。以正弦曲面作为具体研究对象,利用仿真软件对路径进行仿真,结果表明提出的刀位点优化设计残余高度较传统算法降低27%;对复杂曲面过渡区进行放大,通过对比表明提出的路径规划优化算法过渡区表面光滑,无干涉过切现象;利用小波分析法对算法获得的表面形貌粗糙度进行评价,计算结果显示优化路径的表面粗糙度值Sq由0.005 9降低至0.004 5,Sa由0.006 7降低至0.003 8,表明优化路径算法得到的表面质量精度得到了提升。
-
关键词:
- 复杂曲面 /
- 加工路径规划 /
- 三维椭圆振动辅助车削 /
- 路径仿真
Abstract: In order to solve the complexity of the problem, through the uneven processing technology, processing technology, cutting surface, etc., the optimization design of this path of vibration-assisted cutting is studied in all aspects, a path optimization model, in the transition zone planning circle, the mathematical plug-in method is used to demonstrate the method as the optimized position of the roadmap. For specific research objects, the simulation software path is used to simulate, and the results are initially formed. The proposed site design re-expands the earlier algorithm and the algorithm is reduced by 27%; for the complex technology transition area, the small program that optimizes the transition area through the proposed path planning is available, and does not involve overcutting phenomenon; The transition zone analysis; the obtained surface topography was carried out, and the calculation results showed that the surface roughness Sq of the optimized path decreased from 0.0059 to 0.0045, and the surface roughness Sa of the optimized path decreased from 0.0067 to 0.0038, and the surface quality of the optimized path algorithm was improved. -
表 3 三维表面粗糙度计算结果
Sq/mm Vp/mm Sa/mm 等角度法 0.005 2 0.042 6 0.006 7 等弧长法 0.005 9 0.047 6 0.005 9 优化路径 0.004 5 0.038 7 0.003 8  下载: 导出CSV
下载: 导出CSV
-
[1] Kumar S, Tong Z, Jiang X. Advances in the design and manufacturing of novel freeform optics[J]. International Journal of Extreme Manufacturing, 2022, 4(3): 032004. doi: 10.1088/2631-7990/ac7617 [2] 徐金亭, 牛金波, 陈满森, 等. 精密复杂曲面零件多轴数控加工技术研究进展[J]. 航空学报, 2021, 42(10): 31-54. [3] 李迎春. 光学自由曲面三维椭圆振动切削: 刀具路径生成及对加工表面质量影响[D]. 长春: 吉林大学, 2014. [4] 窦建利. 光学自由曲面车削等残高刀具路径规划的研究[D]. 长春: 吉林大学, 2012. [5] Chen X, Kang M, Wang X S, et al. Tool path optimal design for slow tool servo turning of complex optical surface[J]. Proceedings of the Institution of Mechanical Engineers, Part B:Journal of Engineering Manufacture, 2017, 231(5): 825-837. doi: 10.1177/0954405416654192 [6] Fang F Z, Zhang X D, Hu X T. Cylindrical coordinate machining of optical freeform surfaces[J]. Optics Express, 2008, 16(10): 7323-7329. doi: 10.1364/OE.16.007323 [7] Zhang X D, Fang F Z, Wang H B, et al. Ultra-precision machining of sinusoidal surfaces using the cylindrical coordinate method[J]. Journal of Micromechanics and Microengineering, 2009, 19(5): 054004. doi: 10.1088/0960-1317/19/5/054004 [8] Zhang X D, Fang F Z, Wu Q Q, et al. Coordinate transformation machining of off-axis aspheric mirrors[J]. The International Journal of Advanced Manufacturing Technology, 2013, 67(9): 2217-2224. [9] 朱志敏. 拟间歇振动辅助转摆车削装置及关键技术研究[D]. 长春: 长春工业大学, 2021. [10] 左成明. 二维椭圆振动辅助自由曲面金刚石车削装置及路径规划的研究[D]. 长春: 吉林大学, 2018. [11] 齐洪方, 郭润琪. 复杂曲面工件接触式在线测量路径规划研究[J]. 机电工程, 2021, 38(11): 1472-1478. doi: 10.3969/j.issn.1001-4551.2021.11.015 [12] 牛恒泰, 康敏, 何成奎, 等. 离散曲面慢刀伺服车削刀具路径规划[J]. 机械科学与技术, 2018, 37(5): 721-728. doi: 10.13433/j.cnki.1003-8728.2018.0511 [13] 王贵林, 朱登超, 戴一帆. 复杂光学表面的快刀伺服加工特性与路径规划[J]. 机械工程学报, 2011, 47(15): 175-180. [14] 王东方. 大口径自由曲面超精密车削关键技术研究[D]. 长春: 中国科学院大学(中国科学院长春光学精密机械与物理研究所), 2020. [15] Yu D P, Wong Y S, Hong G S. Optimal selection of machining parameters for fast tool servo diamond turning[J]. The International Journal of Advanced Manufacturing Technology, 2011, 57(1): 85-99. [16] Yu D P, Gan S W, Wong Y S, et al. Optimized tool path generation for fast tool servo diamond turning of micro-structured surfaces[J]. The International Journal of Advanced Manufacturing Technology, 2012, 63(9): 1137-1152. [17] Hong G S, San Wong Y. Profile error compensation in fast tool servo diamond turning of micro-structured surfaces[J]. International Journal of Machine Tools and Manufacture, 2012, 52(1): 13-23. doi: 10.1016/j.ijmachtools.2011.08.010 [18] Gong H, Fang F Z, Hu X T. Accurate spiral tool path generation of ultraprecision three-axis turning for non-zero rake angle using symbolic computation[J]. The International Journal of Advanced Manufacturing Technology, 2012, 58(9): 841-847. [19] 邵伟, 郭俊杰. 利用寻位信息的自由曲面在线测量路径规划方法[J]. 制造技术与机床, 2012(6): 118-122. doi: 10.3969/j.issn.1005-2402.2012.06.039 [20] 郭隐彪, 王振忠, 郭江. 非轴对称非球面检测路径规划与曲面拟合技术研究[J]. 制造技术与机床, 2009(7): 77-80. doi: 10.3969/j.issn.1005-2402.2009.07.029 [21] Chen S, Cheung C F, Zhang F, et al. Optimization of tool path for uniform scallop-height in ultra-precision grinding of free-form surfaces[J]. Nanomanufacturing and Metrology, 2019, 2(4): 215-224. doi: 10.1007/s41871-019-00048-0 -

 下载:
下载:








 点击查看大图
点击查看大图

图(19) / 表(3)
计量
- 文章访问数: 223
- HTML全文浏览量: 13
- PDF下载量: 21
- 被引次数: 0


