

Study on micro-grinding mechanism and surface quality of 20 vol% SiCp/Al composites
-
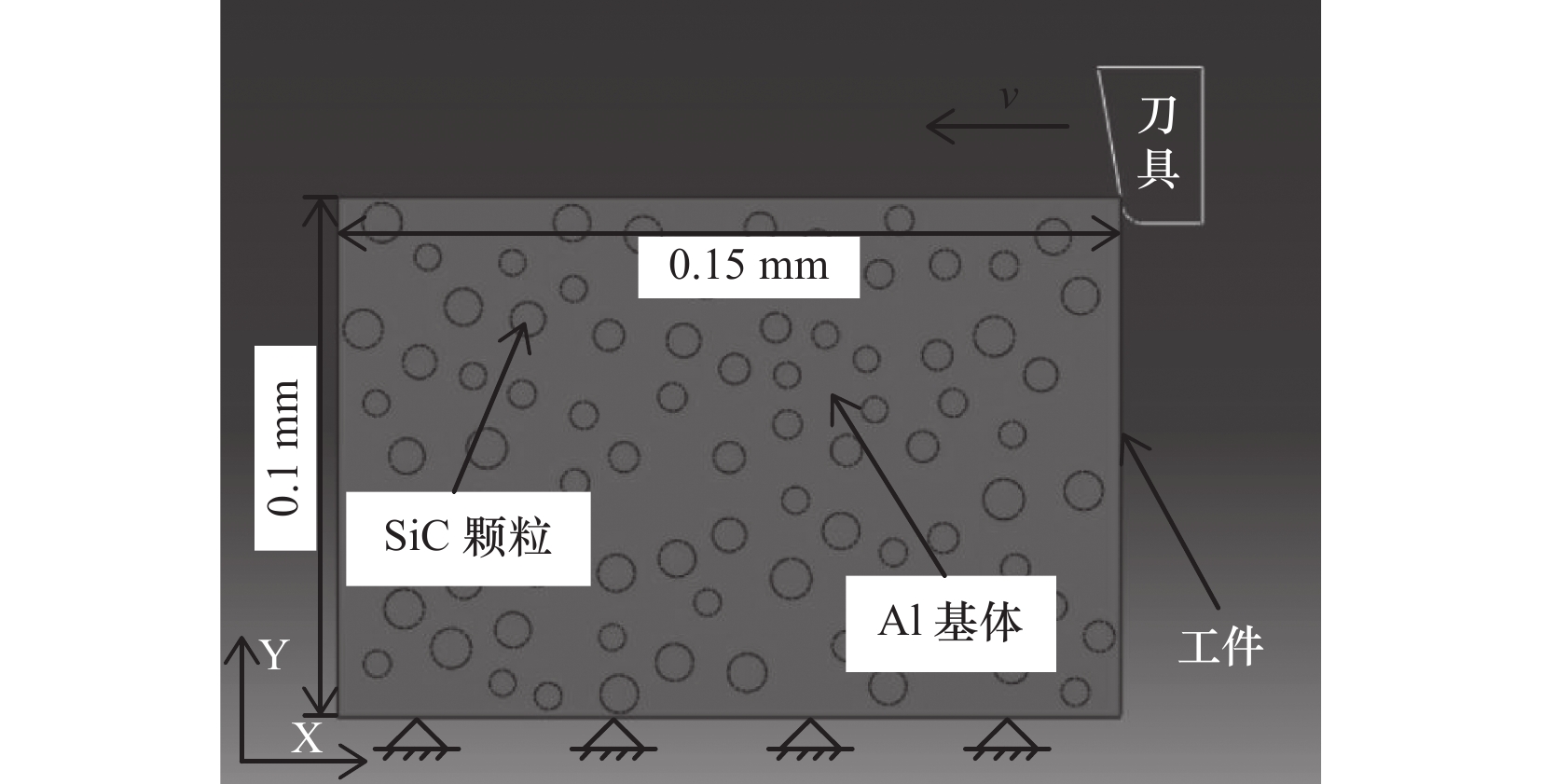
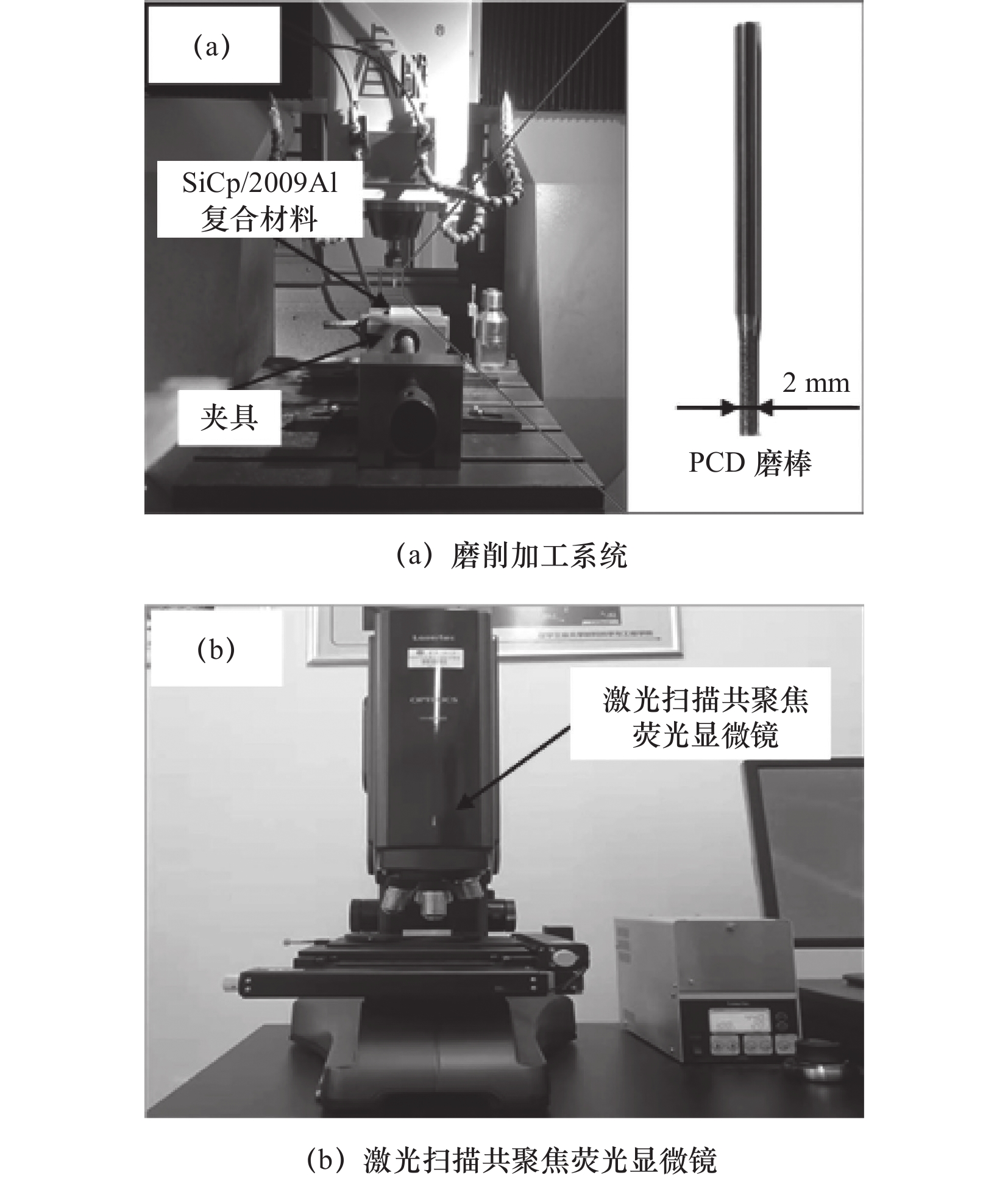
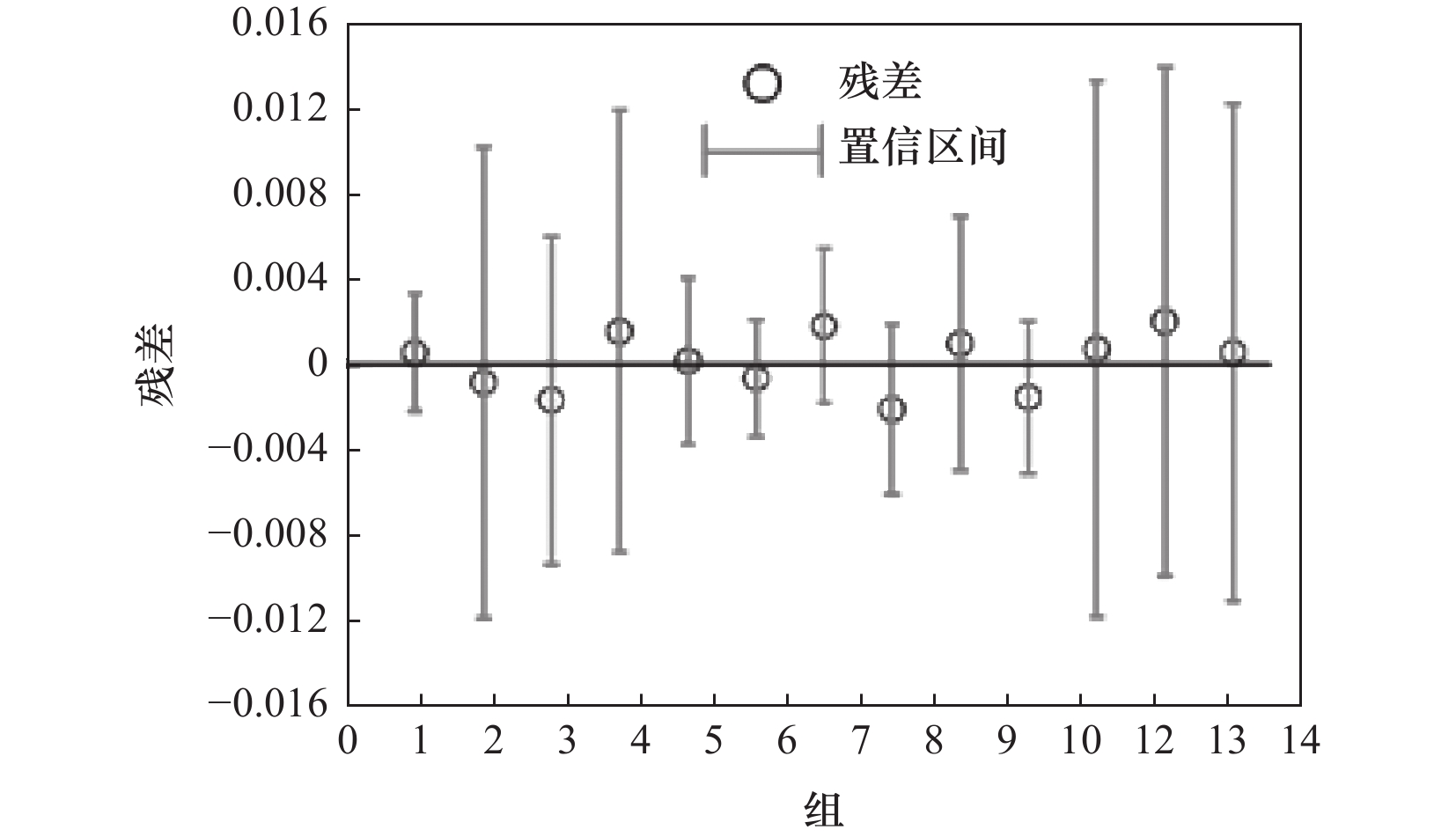
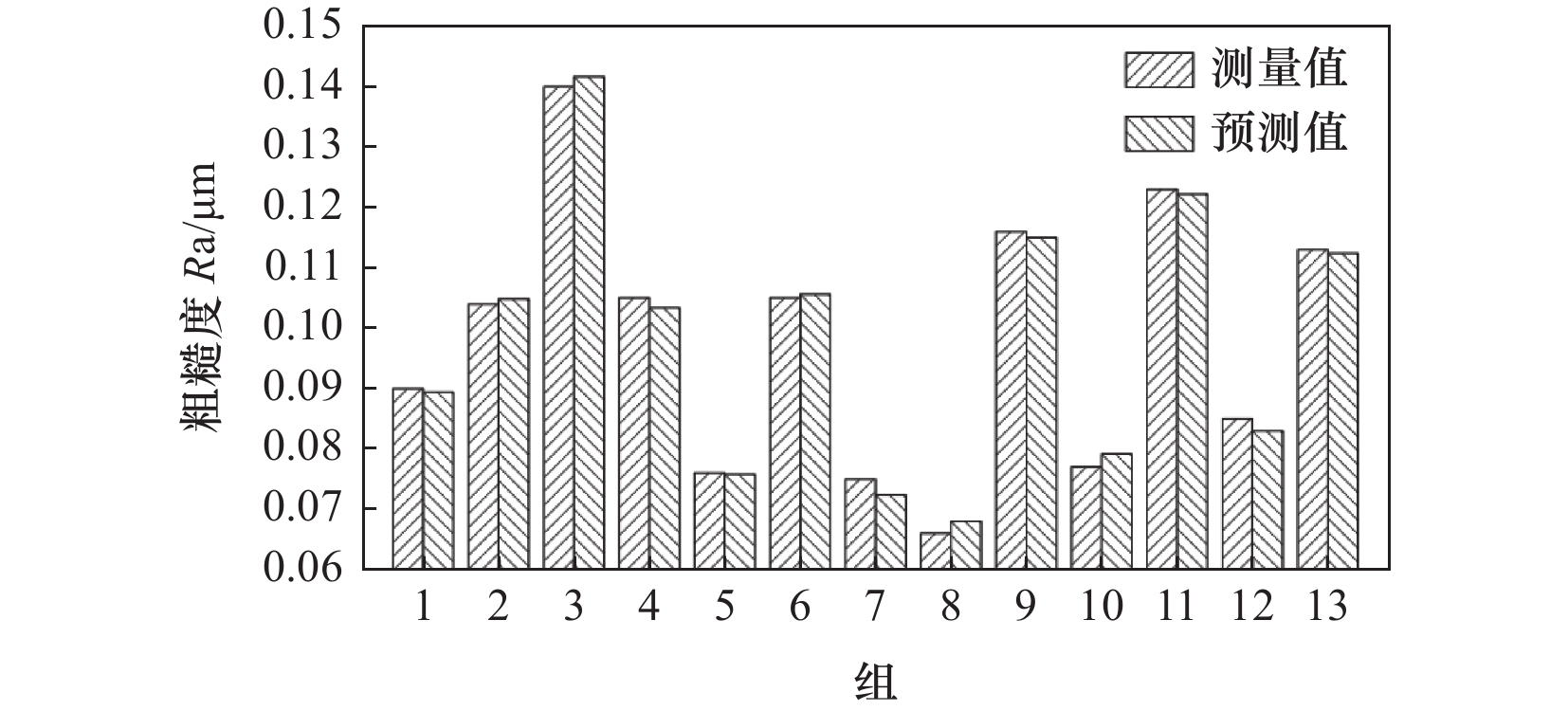
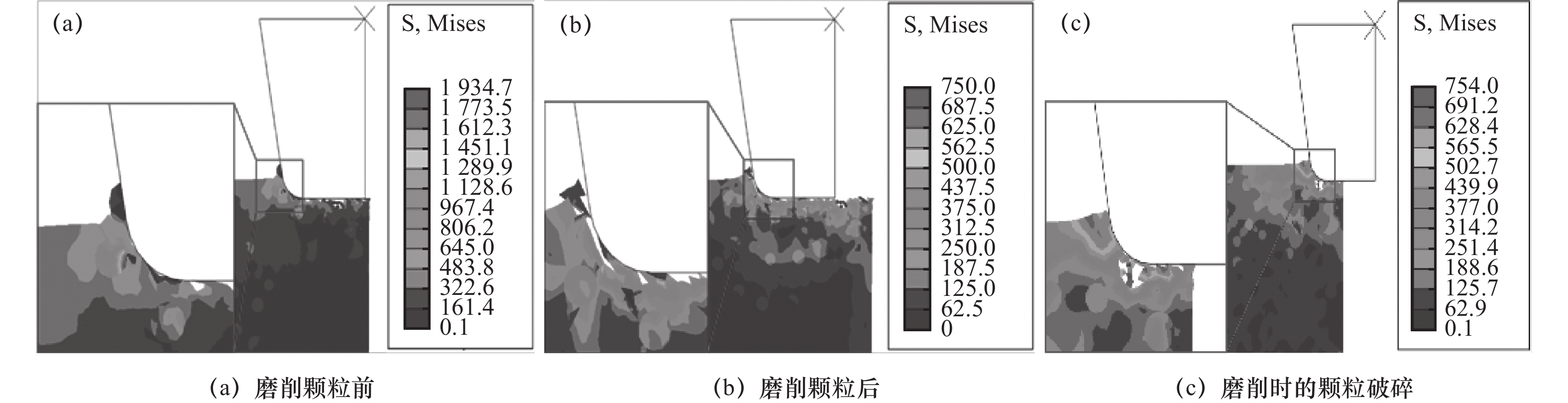
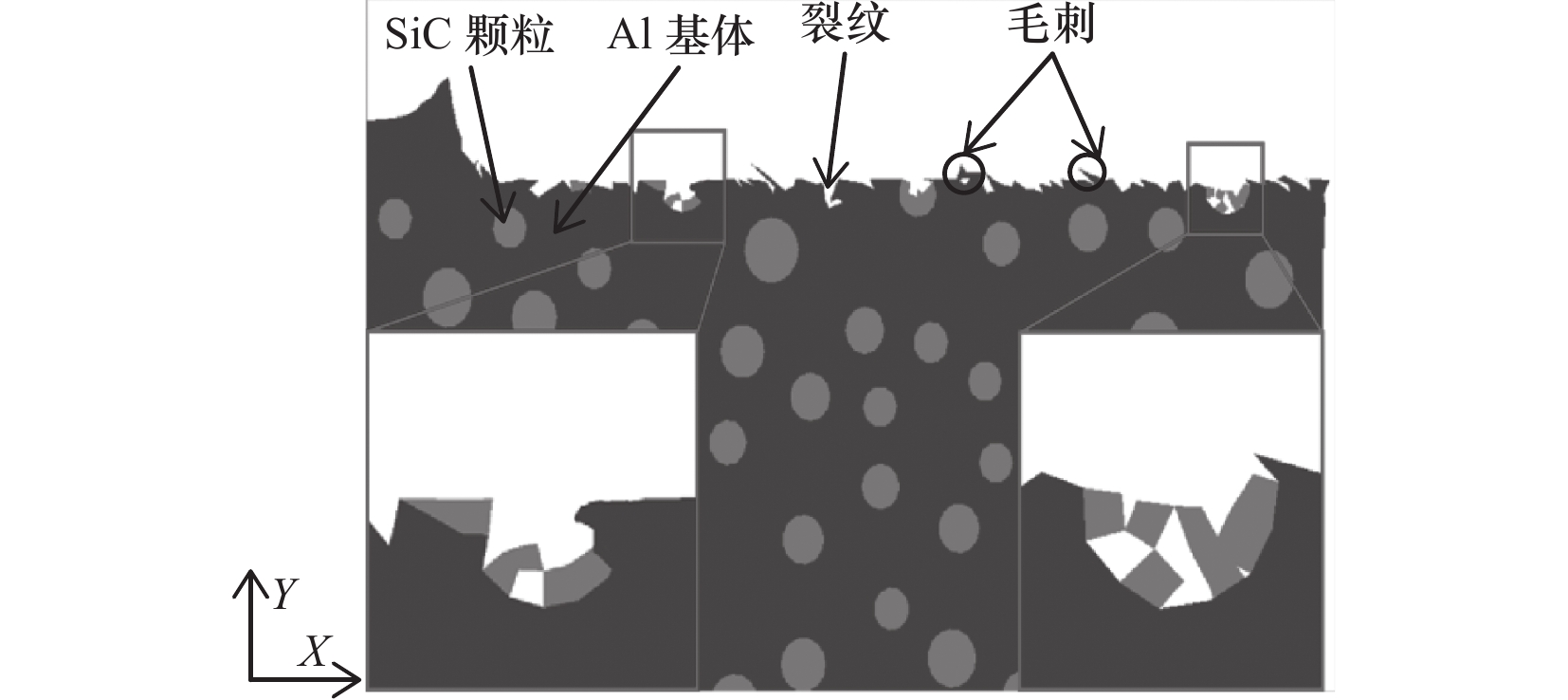
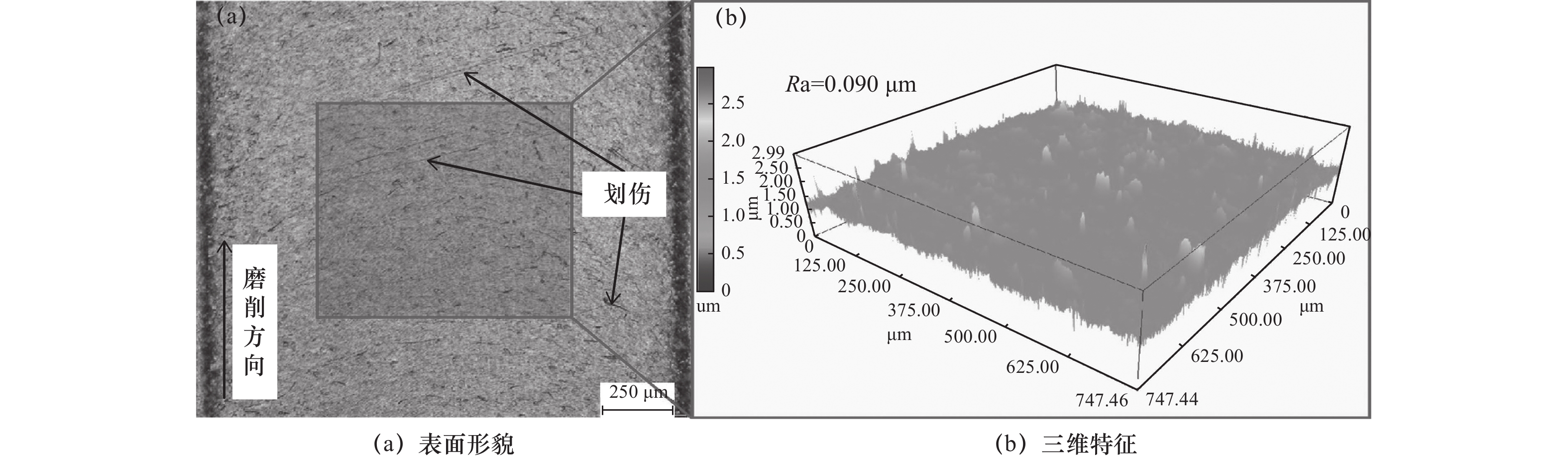
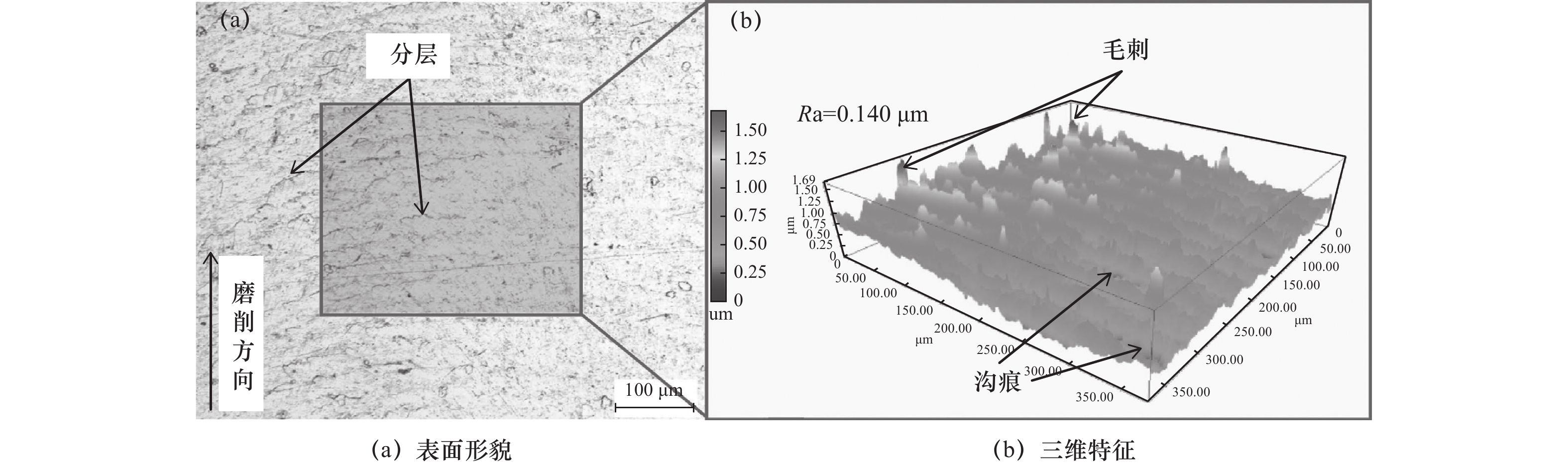
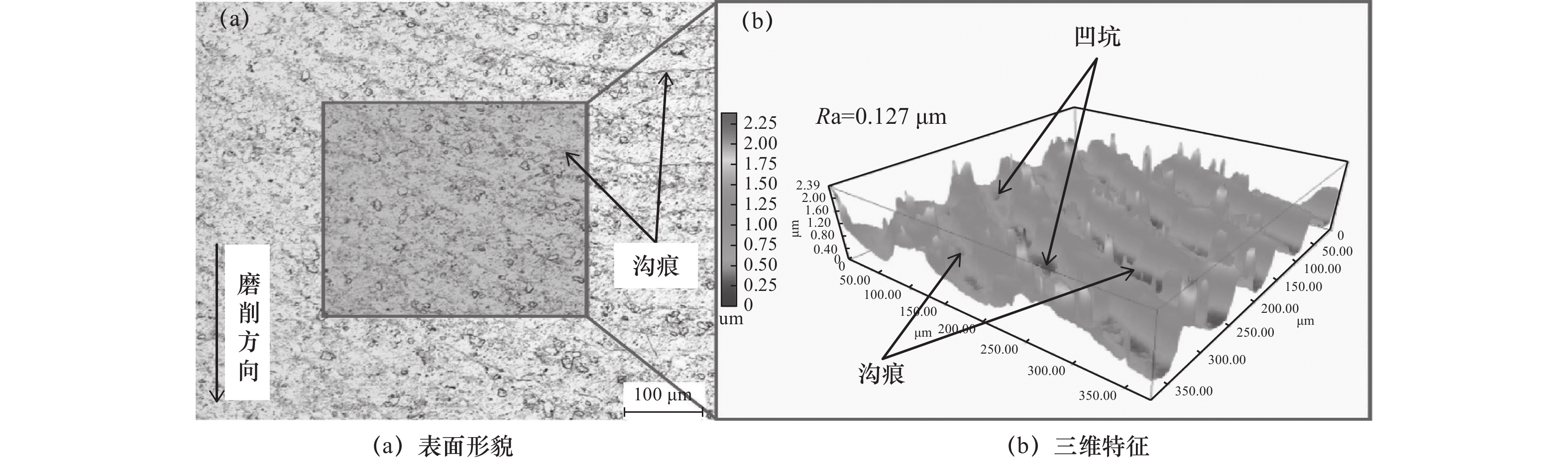
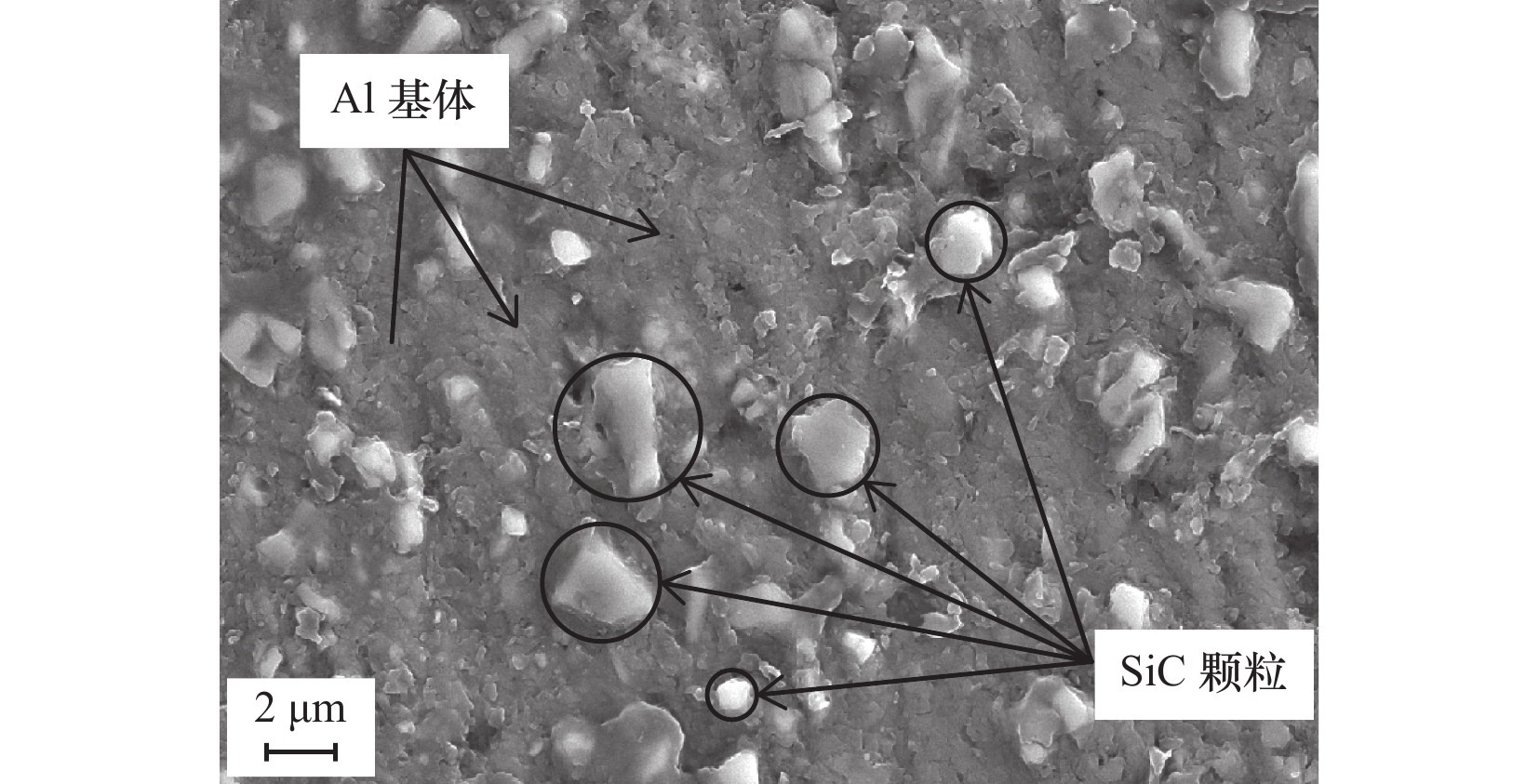
摘要: 碳化硅颗粒增强铝基复合材料(SiCp/Al)具有优异的材料力学性能,由于SiC颗粒具有较高的硬度使材料加工极其困难。针对体分比为20%的SiCp/2009Al复合材料进行磨削研究,建立了单磨粒磨削有限元模型,对磨削机理和磨削后材料的表面缺陷情况进行仿真分析,并通过磨削试验进行了验证,分析得出形成的表面缺陷有划伤、分层、毛刺、沟痕和凹坑等。根据试验结果,拟合了回归方程,分析了主轴转速、进给速度和磨削深度对表面粗糙度的影响程度。
-
关键词:
- 20%SiCp/2009Al复合材料 /
- 有限元仿真 /
- 磨削机理 /
- 回归方程 /
- 表面缺陷
Abstract: Silicon carbide particle-reinforced aluminum matrix composites (SiCp/Al) have excellent material mechanical properties, which are extremely difficult to machine because of the high hardness of SiC particles. In this paper, our research is about grinding SiCp/2009Al composites with 20% volume fraction. A finite element model of single abrasive grinding was established to simulation analyze the mechanism of grinding and the surface defects of the material after grinding. The analysis was verified by grinding tests, and the analysis showed that the surface defects formed were scratches, lamination, burrs, gouges, and pits. Based on the experimental results, the regression equation was fitted and the influence degree of spindle speed, feed speed, and grinding depth on the surface roughness was analyzed. -
表 1 有限元仿真中的力学参数
参数 2009Al基体 SiC颗粒 密度ρ/(kg/m3) 2 850 3 186 杨氏模量E/GPa 110 427 泊松比 0.33 0.17 热导率K/(W∙m−1∙K−1) 175 81 比热容C/(J∙kg−1∙K−1) 880 427 初始屈服强度σ0/MPa 385 1 500  下载: 导出CSV
下载: 导出CSV
表 4 因素水平表
水平 试验因素 主轴转速
n/(r/min)进给速度
f /(mm/min)磨削深度
ap /mm1 10 000 4 0.04 2 12 000 6 0.05 3 14 000 8 0.06
下载: 导出CSV
表 5 试验参数和测量结果
组 因素编码 试验因素 粗糙度
Ra /μmA B C 主轴转速
n /(r/min)进给速度
f /(mm/min)磨削深度
ap /mm1 1 1 1 10 000 4 0.04 0.090 2 1 2 2 10 000 6 0.05 0.104 3 1 3 3 10 000 8 0.06 0.140 4 2 1 2 12 000 4 0.05 0.127 5 2 2 3 12 000 6 0.06 0.105 6 2 3 1 12 000 8 0.04 0.076 7 3 1 3 14 000 4 0.06 0.105 8 3 2 1 14 000 6 0.04 0.075 9 3 3 2 14 000 8 0.05 0.066 10 10 000 6 0.04 0.116 11 12 000 6 0.04 0.077 12 10 000 4 0.05 0.271 13 10 000 8 0.05 0.123 14 12 000 8 0.05 0.085 15 12 000 8 0.06 0.113
下载: 导出CSV
表 6 极差分析结果
参数 主轴转速
n /(r/min)进给速度
f /(mm/min)磨削深度
ap /mmK1 0.334 0.322 0.241 K2 0.308 0.284 0.297 K3 0.246 0.282 0.350 k1 0.111 0.107 0.080 k2 0.103 0.095 0.099 k3 0.082 0.094 0.117 极差R 0.029 0.013 0.037
下载: 导出CSV
-
[1] 谢文芳, 王行. 真空热压烧结制备SiCp/2024Al复合材料动态力学性能[J]. 粉末冶金工业, 2021, 31(2): 47-51. doi: 10.13228/j.boyuan.issn1006-6543.20200001 [2] 聂俊辉, 樊建中, 魏少华, 等. 航空用粉末冶金颗粒增强铝基复合材料研制及应用[J]. 航空制造技术, 2017(16): 26-36. doi: 10.16080/j.issn1671-833x.2017.16.026 [3] Yin G Q, Gong Y D, Li Y W, et al. Modeling and evaluation in grinding of SiCp/Al composites with single diamond grain[J]. International Journal of Mechanical Sciences, 2019, 163(C): 105137-105137. [4] Wei X, Chen G D, Wang B, et al. Characteristics and grinding performance evaluation of the high-fraction GNFs/SiCp/6061Al matrix hybrid composites[J]. Journal of Alloys and Compounds, 2021, 867(29): 159049. [5] Chen Z R, Li C Y, Xu L, et al. Research on the grinding performance of high pressure sintering SiCp/Al matrix composites[J]. Engineering Review, 2018, 38(2): 175-181. doi: 10.30765/er.38.2.5 [6] Du J G, Ming W Y, Cao Y, et al. Particle removal mechanism of high volume fraction SiCp/Al composites by single diamond grit tTool[J]. Journal of Wuhan University of Technology-Materials Science Edition, 2019, 34(2): 324-331. doi: 10.1007/s11595-019-2055-5 [7] 谷倩微, 邓朝晖, 吕黎曙, 等. 磨削表面形貌建模研究进展[J]. 宇航材料工艺, 2021, 51(2): 1-10. [8] 付钰, 赵秀栩, 魏俊华, 等. 切削参数对车削20CrMnTi表面粗糙度的影响及优化研究[J]. 机床与液压, 2020, 48(22): 50-53,90. doi: 10.3969/j.issn.1001-3881.2020.22.009 [9] 范依航, 霍志倩, 郝兆朋. SiCp/Al复合材料切削仿真与实验研究[J]. 制造技术与机床, 2022(2): 43-49. doi: 10.19287/j.cnki.1005-2402.2022.02.008 [10] 王旭. 铝基碳化硅微切削仿真方法及表面完整性研究[D]. 长春: 长春理工大学, 2019. [11] Umer U, Abidi M H, Qudeiri J A, et al. Tool performance optimization while machining aluminium-based metal matrix composite[J]. Metals, 2020, 10(6): 835. doi: 10.3390/met10060835 [12] 张帅, 张顺国. 车削加工表面粗糙度建模现状研究[J]. 机械工程师, 2017(12): 96-100,104. doi: 10.3969/j.issn.1002-2333.2017.12.034 -

 下载:
下载:


 点击查看大图
点击查看大图
图(11) / 表(6)
计量
- 文章访问数: 68
- HTML全文浏览量: 14
- PDF下载量: 33
- 被引次数: 0


