

Forming process optimization of double-sharp-edged aluminum alloy fender based on SVR model
-
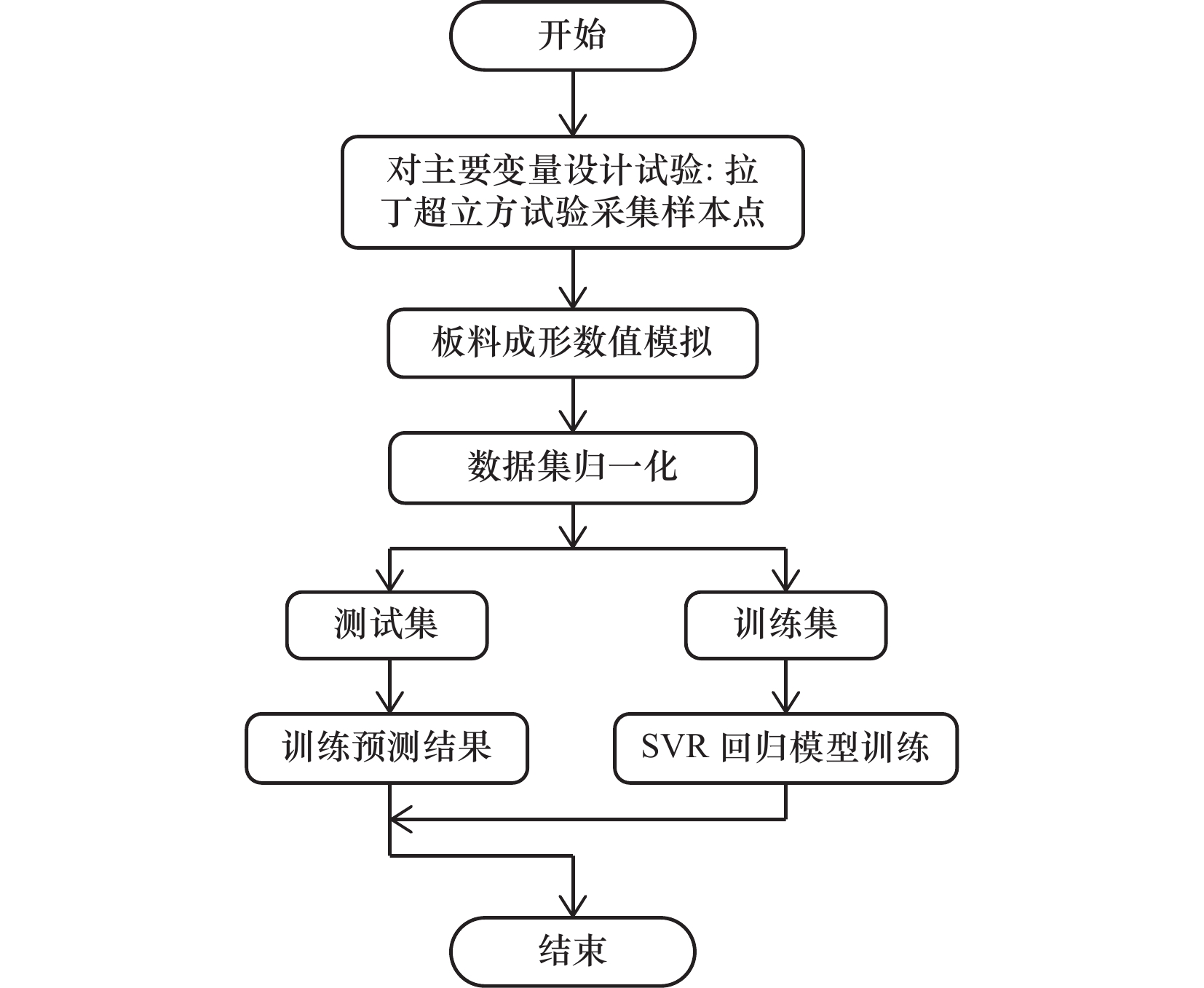
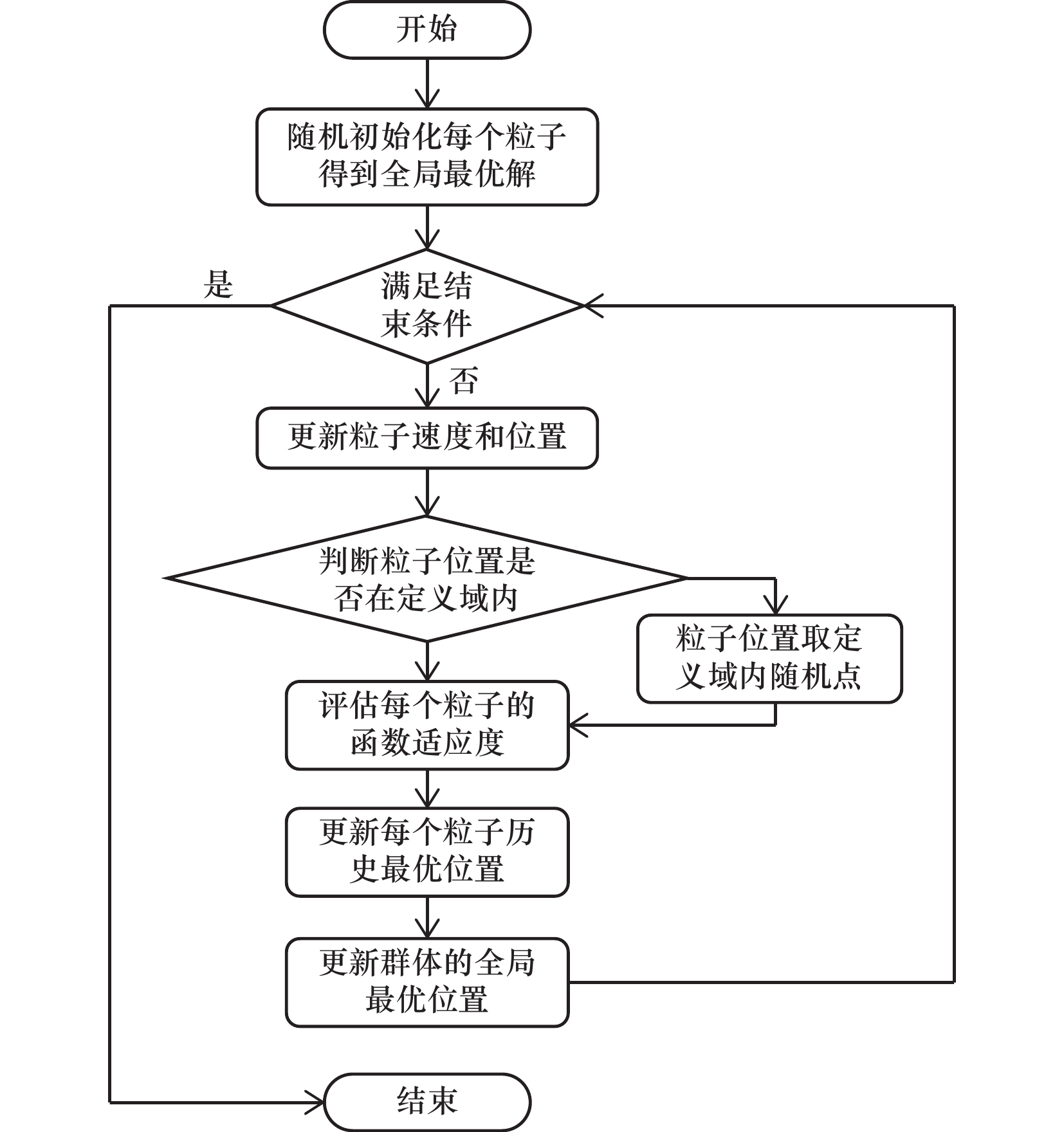
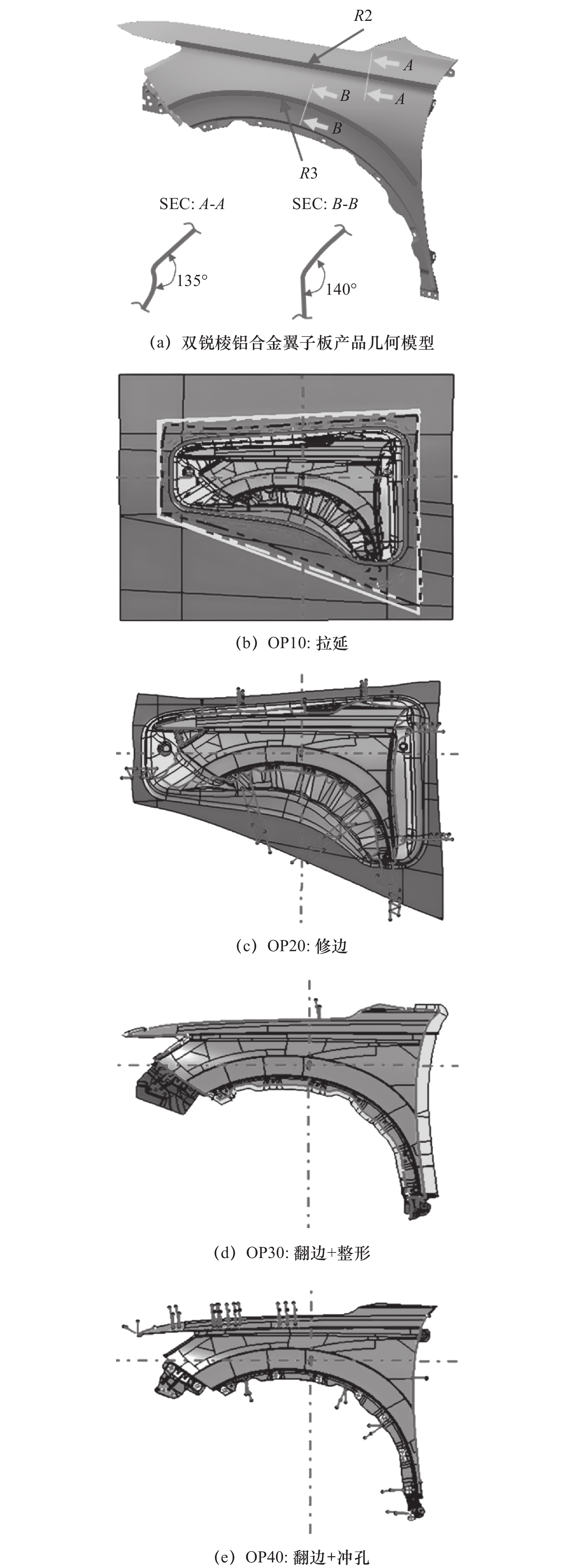
摘要: 为了实现双锐棱设计在轻量化材料的设计和应用,以铝合金材料的某车型双锐棱翼子板为研究对象,针对翼子板拉延成形过程中棱线部位滑移线不易控制等问题,采用基于支持向量机回归(SVR)的代理模型,并利用粒子群算法(PSO)建立优化模型寻求最优工艺参数。选取压边力B.H.F.、拉延筋系数ƒ1、拉延筋系数ƒ2、摩擦系数μ为优化参数,以主、副棱线最大滑移量为优化目标,建立了SVR模型并利用PSO建立多目标优化模型寻求最优工艺参数。获得最优工艺参数组合为:压边力为B.H.F.=1281.43 kN,拉延筋系数ƒ1=0.193,摩擦系数μ=0.150,拉延筋系数ƒ2=0.205,将优化后的工艺参数进行仿真求解得出主棱线滑移量为1.92 mm,副棱线滑移量1.31 mm,满足成形仿真判断标准。最后利用优化后的工艺参数以及仿真结果指导现场试模,得到了成形质量良好,无明显棱线滑移的合格零件。研究表明,采用SVR与PSO相结合的方法可以快速、有效地优化铝合金双锐棱翼子板成形工艺方案。Abstract: In order to realize the design and application of double-sharp edge design in lightweight materials, a double-sharp edge fender of a certain vehicle made of aluminum alloy was taken as the research object. To solve the problem the skid line of sharp edges could not be controlled easily, a surrogate model based on support vector machine regression (SVR) was used, and an optimization model was established by particle swarm optimization (PSO) to seek the optimal process parameters. The blank holder force B.H.F., drawbead coefficient ƒ1, drawbead coefficient ƒ2, and friction coefficient μ were selected as the optimization parameters, and the maximum slippage of the primary and secondary ridges was taken as the optimization objective, the SVR model was established, and the PSO was used to establish a multi-objective optimization to seek the optimal process parameters. The optimal combination of process parameters was obtained as follows: blank holder force B.H.F.=1281.43 kN, drawbead coefficient ƒ1=0.193, friction coefficient μ=0.150, drawbead coefficient ƒ2=0.205, the optimized process parameters were simulated and obtained. The slippage of the main ridgeline was 1.92 mm, and the slippage of the auxiliary ridgeline was 1.31 mm, which met the judgment standard of forming simulation. Finally, the optimized process parameters and simulation results were used to guide the die tryout, and the qualified parts with good forming quality and no obvious ridgeline skid line were obtained. The research shows that the combination of SVR and PSO can quickly and effectively optimize the aluminum alloy double-sharp edge fender forming process plan.
-
表 1 AL6014-T4铝合金的材料参数
材料 AL6014-T4 板料厚度 0.9 弹性模量E/GPa 70 屈服强度${\sigma }_{s}/{\rm{MPa} }$ 103.5 泊松比$\mu $ 0.3 抗拉强度${ {\sigma } }_{ {b} }/{\rm{ {M}{P}{a} } }$ 214.1 硬化指数n$ {n} $ 0.259 材料密度ρ/(g/cm3) 2.7  下载: 导出CSV
下载: 导出CSV
表 2 拉丁超立方实验设计及结果
样本点 压边力/
kN拉延筋
系数1摩擦
系数拉延筋
系数2主棱线
滑移/
mm副棱线
滑移/
mm1 1 298 0.241 0.137 0.172 3.6 1 2 1 076 0.175 0.115 0.136 14.74 16.38 3 1 254 0.158 0.142 0.148 10.108 8.665 4 1 151 0.271 0.122 0.185 3.056 1.673 5 1 038 0.182 0.129 0.104 12.12 12.63 … … … … … … … 59 1 133 0.217 0.125 0.130 3.157 2.159 60 1 170 0.204 0.105 0.193 6.345 7.665
下载: 导出CSV
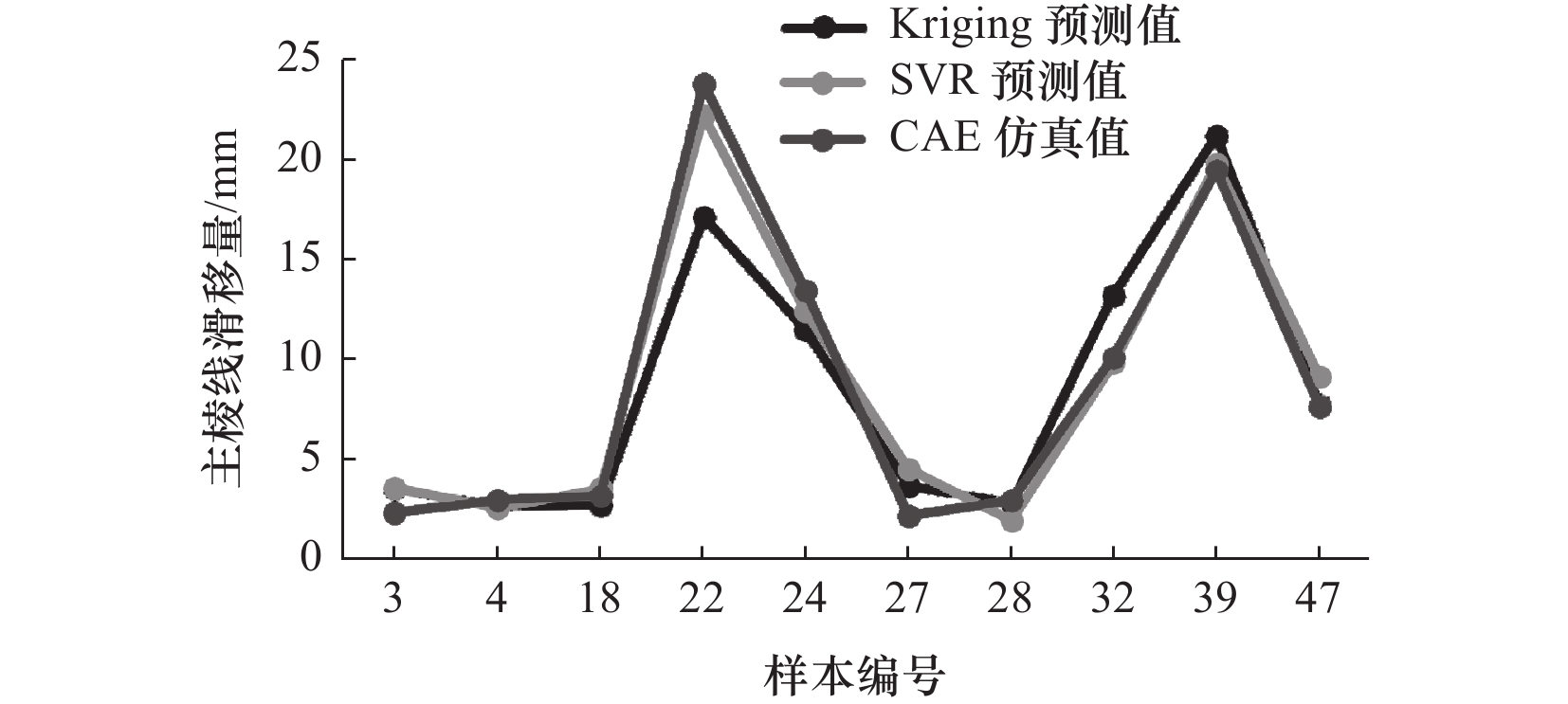
表 3 SVR模型测试结果
序号 主棱线滑移/mm 副棱线滑移量/mm CAE
仿真值SVR
预测值CAE
仿真值SVR
预测值1 2.400 0 3.656 7 4.3 3.999 2 2 3.056 0 2.671 8 1.673 1.426 1 3 3.300 0 3.624 1 0.700 0 2.276 3 4 23.800 0 22.189 5 26.3 24.577 9 5 13.500 0 12.483 3 14.9 12.786 4 6 2.221 0 4.626 7 4.378 4.574 04 7 3.011 0 2.063 3 2.190 0 2.851 6 8 10.108 0 9.860 5 8.665 11.456 5 9 19.500 0 19.774 5 21.8 21.881 2 10 7.700 0 9.224 0 9.3 8.723
下载: 导出CSV
表 4 优化前后铝合金翼子板棱线滑移量对比
序号 优化后参数 预测的结果 压边力/kN 拉延
筋1摩擦
系数拉延
筋2主棱线
滑移/mm副棱线
滑移/mm1 1 284 0.193 0.150 0.205 0.73 0.26 2 1 278 0.193 0.150 0.204 0.74 0.29 3 1 300 0.189 0.150 0.214 0.77 0.29
下载: 导出CSV
-
[1] 王文彬, 黄禹, 李彦波, 等. 汽车铝合金防撞梁复合冲孔工艺开发[J]. 制造技术与机床, 2018(10): 146-149. doi: 10.19287/j.cnki.1005-2402.2018.10.032 [2] Zhou J, Wan X M, Li Y. Advanced aluminium products and manufacturing technologies applied on vehicles presented at the eurocarbody conference[J]. Materials Today:Proceedings, 2015, 2(10): 5015-5022. doi: 10.1016/j.matpr.2015.10.091 [3] 谢晖, 胡星星, 王诗恩, 等. 满足四工序冲压的汽车翼子板产品设计及成形工艺研究[J]. 机械科学与技术, 2015, 34(11): 1750-1755. doi: 10.13433/j.cnki.1003-8728.2015.1120 [4] 蒋磊, 谢蛟龙, 王龙, 等. 汽车侧围外板锐棱成形工艺设计与数值模拟[J]. 应用科技, 2021, 48(2): 80-86. [5] Ohata T, Nakamura Y, Katayama T, et al. Development of optimum process design system by numerical simulation[J]. Journal of Materials Processing Technology, 1996, 60: 543-548. doi: 10.1016/0924-0136(96)02384-9 [6] 蒋磊, 李十全, 王龙, 等. 基于模面工程的侧围外板全工序成形仿真研究[J]. 制造技术与机床, 2022(7): 121-128. doi: 10.19287/j.mtmt.1005-2402.2022.07.021 [7] 王兴, 吴明明, 王江龙. 基于有限元法和田口方法的翼子板成形工艺参数优化[J]. 河南工学院学报, 2020, 28(6): 13-18. doi: 10.3969/j.issn.1008-2093.2020.06.004 [8] 洪佳莹. 碳纤维增强复合材料(CFRP)结构与材料一体化设计研究[D]. 长沙: 湖南大学, 2018. [9] 冯美强, 谢延敏, 王东涛, 等. 基于信赖域改进的动态Kriging模型的冲压成形工艺参数优化[J]. 重庆理工大学学报:自然科学, 2021, 35(8): 99-105. [10] 陶威, 刘钊, 许灿, 等. 三维正交机织复合材料翼子板多尺度可靠性优化设计[J]. 上海交通大学学报, 2021, 55(5): 615-623. doi: 10.16183/j.cnki.jsjtu.2019.283 [11] 鲍宏, 杨靖, 柯庆镝, 等. 基于支持向量回归的熔丝制造3D打印能效优化模型[J]. 中国机械工程, 2022,33(18): 2215-2226. [12] Wang H, Li E Y, Li G Y. The least square support vector regression coupled with parallel sampling scheme metamodeling technique and application in sheet forming optimization[J]. Materials and Design, 2009, 30(5): 1468-1479. doi: 10.1016/j.matdes.2008.08.014 [13] Kennedy J, Mendes R. Population structure and particle swarm performance[C]. Proceedings of the 2002 Congress on Evolutionary Computation, Honolulu HI, USA, 2002: 1671-1676. [14] 许哲东, 侯公羽, 杨丽, 等. 基于e-SVR和改进粒子群算法的特定区间盾构机作业参数选取[J/OL]. 中国机械工程: 1-10 [2022-06-08]. [15] 蒋磊, 吕中原, 王龙, 等. 基于AutoForm的汽车翼子板冲压回弹仿真及补偿研究[J]. 汽车工程师, 2021(3): 22-27. doi: 10.3969/j.issn.1674-6546.2021.03.006 [16] 万志远, 陈银平. 轿车后背门内板冲压工艺及模具设计[J]. 制造技术与机床, 2020(2): 164-166. [17] 蒋磊, 马培兵, 王龙, 等. 基于锌铝镁镀层的汽车前门内板成形工艺研究[J]. 制造技术与机床, 2021(12): 141-147. [18] 蒋磊, 龚剑, 王龙, 等. 侧围外板浅拉延成形工艺数值模拟[J]. 塑性工程学报, 2020, 27(9): 73-81. [19] 吴志兵, 杨建, 吴雄伟, 等. 车身外造型关键区域分缝研究[J]. 锻压技术, 2019, 44(10): 56-63. doi: 10.13330/j.issn.1000-3940.2019.10.011 [20] 蒋磊, 马培兵, 王龙, 等. 基于CAD/CAE的侧围外板拉延模设计[J]. 塑性工程学报, 2021, 28(6): 127-135. [21] 王建国, 张文兴. 支持向量机建模及其智能优化[M]. 北京: 清华大学出版社, 2015: 12-16. [22] Chang C C, Lin C J. LIBSVM: A library for support vector machines[J]. ACM Transactions on Intelligent Systems and Technology, 2011, 2(3): 1-39. [23] Kennedy J , Eberhart R. Particle swarm optimization[C]. IEEE International Conference on Neural Networks, Perth, WA, 1995. [24] 潘峰, 安启超, 刁奇, 等. 基于粒子群算法的多尺度反卷积特征融合的道路提取[J]. 北京理工大学学报, 2020, 40(6): 640-647. [25] 徐中, 肖帮东, 黄浩, 等. SVR-PSO算法在慢走丝线切割参数优化中的应用[J]. 机床与液压, 2016, 44(7): 26-32. doi: 10.3969/j.issn.1001-3881.2016.07.007 [26] Khan S, Kamran M, Rehman O U, et al. A modified PSO algorithm with dynamic param- eters for solving complex engineering design problem[J]. International Journal of Computer Mathematics, 2018, 95(11): 2308-2329. doi: 10.1080/00207160.2017.1387252 [27] 文大鹏, 梁西银, 苏茂根, 等. 激光诱导击穿光谱技术结合PCA-PSO-SVM对矿石分类识别[J]. 激光与光电子学进展, 2021, 58(23): 191-199. [28] Lins I D, Moura M C, Zio E, et al. A particle swarm optimized support vector machine for reliability prediction[J]. Quality and Reliability Engineering International, 2012, 28(2): 141-158. doi: 10.1002/qre.1221 [29] 卿启湘, 陈哲吾, 文桂林. 基于Kriging插值的汽车行李箱盖冲压成形参数的优化设计[J]. 中国机械工程, 2011, 22(17): 2122-2126, 2135. [30] 郭威佐. 基于机器学习的双层曲线梁桥地震易损性分析[D]. 北京: 交通运输部公路科学研究所, 2020. -

 下载:
下载:






 点击查看大图
点击查看大图
图(9) / 表(4)
计量
- 文章访问数: 38
- HTML全文浏览量: 14
- PDF下载量: 18
- 被引次数: 0


