

Optimization and compensation of RTCP following error detection for five-axis vertical precision machine tools
-
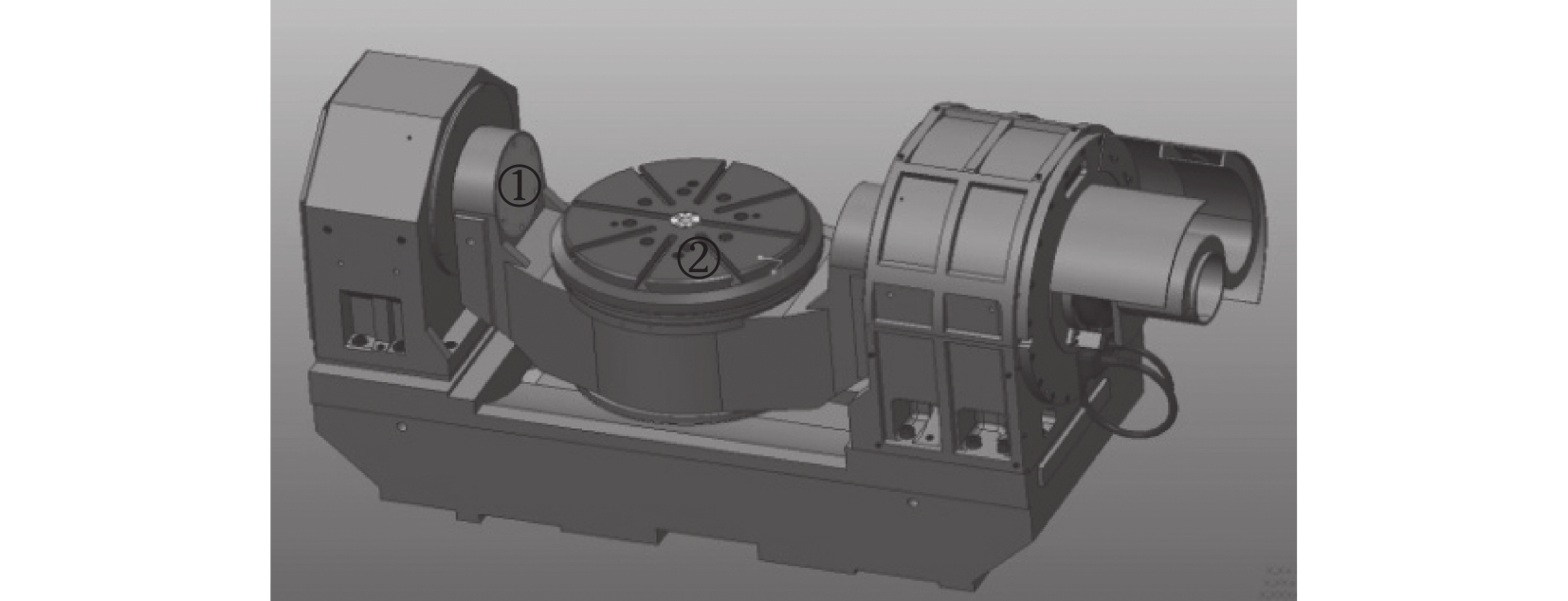
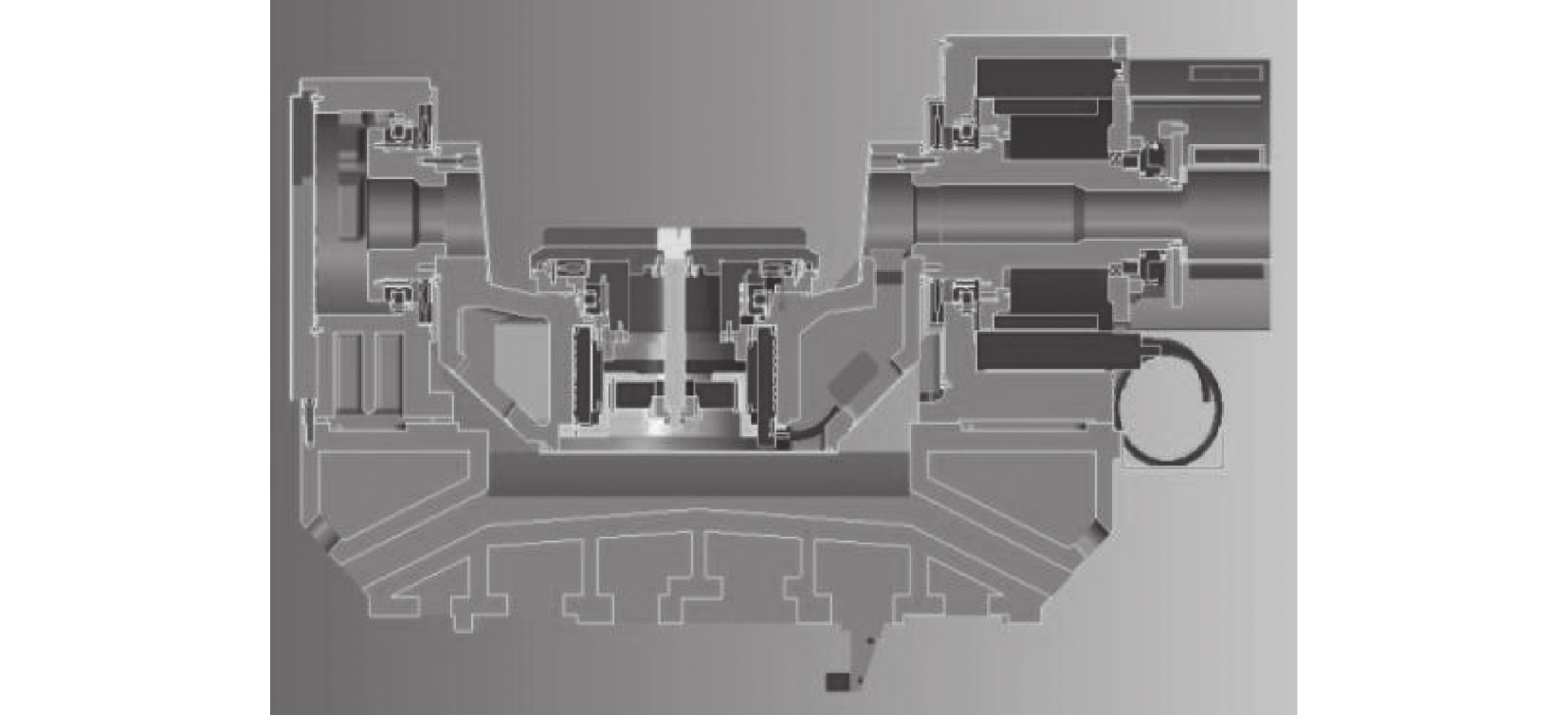
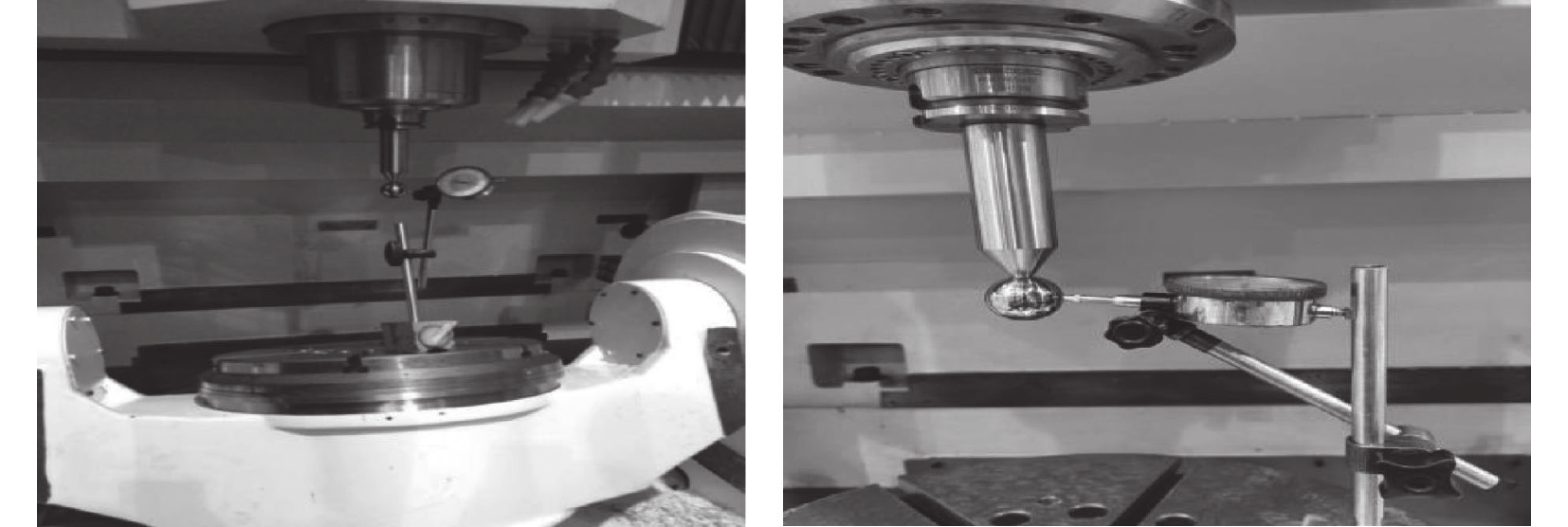
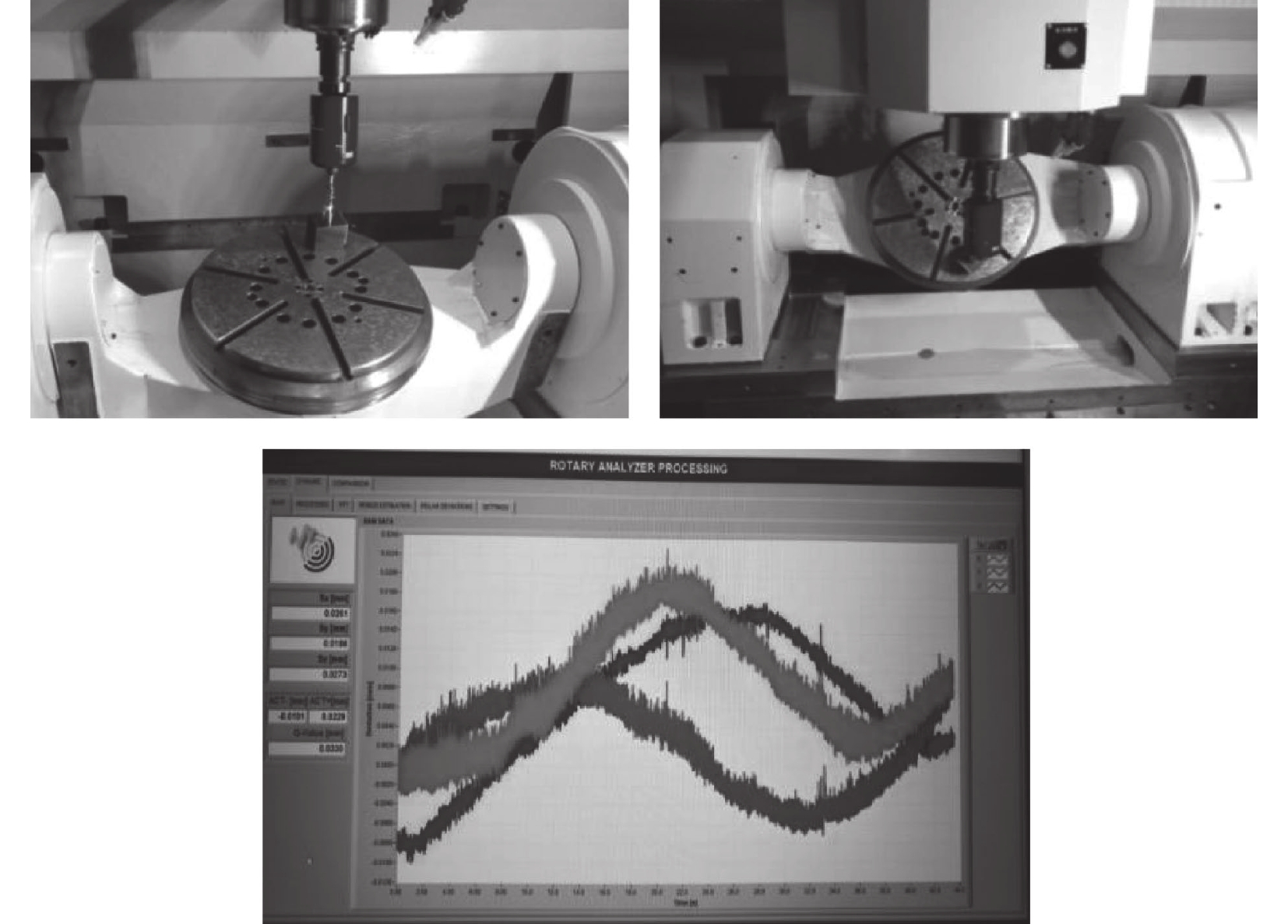
摘要: 基于μ1000/5ST-400V五轴立式精密机床,研究了RTCP跟随误差检测优化及补偿问题。首先,建立了位置误差数学模型,基于齐次变换方式,将旋转坐标转变为机械坐标。其次,通过优化算法,将位置误差转变为空间误差。控制系统更新迭代位置误差中的增益系数,提高了机床的空间误差的检测精确性,通过补偿,提高了机床的精度。最后试验采用S试件切削,切削的结果经过检验机构检测,证明了该方案的可行性。Abstract: This article discusses the optimization and compensation of RTCP following error detection based on μ1000/5ST-400V five-axis vertical precision machine tool. A mathematical model of position error is established, under which sufficient conditions for transforming the rotational coordinates into mechanical coordinates are derived under the homogeneous transformation. By optimizing the algorithm, the position error is transformed into the spatial error. The control system updates the gain coefficient in the iterative position error, improves the detection accuracy of the spatial error of the machine tool, and improves the accuracy of the machine tool through compensation. Finally, the test adopts S specimen cutting, and the cutting results are tested, which proves the feasibility of the scheme.
-
Key words:
- five-axis vertical precision machine tool /
- RTCP /
- error /
- optimization /
- compensation
-
表 1 机床精度对比表
北京工研精机
µ1000/5ST-400V牧野
D500哈默
C22U米克朗
UCP600直线轴定位精度/重复定位精度/mm 0.004 3/0.002 3
(实测)0.006/0.004 0.006/0.004
(VDI)±0.003/±0.002 旋转轴定位精度/重复定位精度/” 3.29/2.29
(实测)5/3 6/4
(VDI)±3/±2  下载: 导出CSV
下载: 导出CSV
-
[1] 郭涛, 贾会述. 国产数控装备在航空领域的应用[J]. 航空制造技术, 2012(19): 51-53. doi: 10.16080/j.issn1671-833x.2012.19.013 [2] 梁铖, 刘建群. 五轴联动数控机床技术现状与发展趋势[J]. 机械制造, 2010, 48(1): 5-7. doi: 10.3969/j.issn.1000-4998.2010.01.002 [3] 徐菊芳. “中国制造2025”背景下机械设计制造类专业群建设策略[J]. 长沙大学学报, 2019, 33(2): 18-22. doi: 10.3969/j.issn.1008-4681.2019.02.005 [4] 陈长年, 周延佑. 引入飞机制造技术推进汽车制造技术创新[J]. 制造技术与机床, 2008(9): 17-19. doi: 10.3969/j.issn.1005-2402.2008.09.005 [5] Andolfatto L, Lavernhe S, Mayer J R. Evaluation of servo, geometric and dynamic error sources on five-axis high-speed machine tool[J]. International Journal of Machine Tools and Manufacture, 2011, 51(10-11): 787-796. doi: 10.1016/j.ijmachtools.2011.07.002 [6] 林超青. 五坐标加工中心RTCP精度检测与校正方法[J]. 设备管理与维修, 2019(4): 46-47. doi: 10.16621/j.cnki.issn1001-0599.2019.02D.24 [7] 虞敏, 赵建华. 基于球杆仪的五轴机床RTCP误差检测及补偿[J]. 机械制造与自动化, 2020, 49(4): 16-19. doi: 10.19344/j.cnki.issn1671-5276.2020.04.005 [8] 蔡捷. 一种五轴加工中心转台中心校正方法[J]. 上海第二工业大学学报, 2020, 37(4): 308-315. doi: 10.19570/j.cnki.jsspu.2020.04.008 [9] 宋智勇, 李晴朝, 姜忠, 等. CNC机床动态特性与S形试件轮廓误差映射关系分析[J]. 中国机械工程, 2016, 27(23): 3157-3161. doi: 10.3969/j.issn.1004-132X.2016.23.006 [10] Wang W, Jiang Z, Tao W J, et al. A new test part to identify performance of five-axis machine tool-part Ⅰ: geometrical and kinematic characteristics of S part[J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(5): 729-738. [11] Wang W, Jiang Z, Li Q, et al. A new test part to identify performance of five-axis machine tool-Part validation of S part[J]. The International of Advanced Manufacturing Technology, 2015, 79(5): 739-756. [12] Zhu W H, Jun M B, Altintas Y. A fast tool servo for shafts on conventional CNC lathes[J]. International Journal of Machine Tools and Manufacture Technology, 2001, 41(5): 953-756. [13] Kim H S, Kim E J. Feed-forward control of fast tool servo for real-time correction of spindle error in diamond turning of flat surfaces[J]. International Journal of Machine Tools and Manufacture, 2003, 43(12): 1177-1183. doi: 10.1016/S0890-6955(03)00156-1 [14] Ding S, Huang X, Yu C, et al. Actual inverse kinematics for position-independent and position-dependent geometric error compensation of five-axis machine tools[J]. International Journal of Machine Tools and Manufacture, 2016, 111: 55-62. doi: 10.1016/j.ijmachtools.2016.10.001 [15] Ding S, Wu W, Huang X, et al. Single-axis driven measurement method to identify position-dependent geometric errors of a rotary table using double ball bar[J]. International Journal of Advanced Manufacturing Technology, 2019, 101(5-8): 1715-1724. doi: 10.1007/s00170-018-3086-3 [16] Creamer J, Sammons P M, Bristow D A, et al. Table-based volumetric error compensation of large five-axis machine tools[J]. Journal of Manufacturing Science and Engineering, 2017, 139: 021011. doi: 10.1115/1.4034399 [17] Creamer J, Bristow D A, Landers R G. Selection of limited and constrained compensation tables for five-axis machine tools[J]. International Journal of Advanced Manufacturing Technology, 2017, 92: 1315-1327. doi: 10.1007/s00170-017-0230-4 [18] 魏双羽, 刘凯, 蔡捷. 五轴加工中心RCTP误差检测及补偿方法[J]. 机床与液压, 2022, 50(14): 61-64. doi: 10.3969/j.issn.1001-3881.2022.14.011 [19] 李晴朝. 五轴数控机床空间误差检测、补偿与动态误差控制方法研究[D]. 成都: 电子科技大学, 2021. -

 下载:
下载:


 点击查看大图
点击查看大图

图(9) / 表(1)
计量
- 文章访问数: 157
- HTML全文浏览量: 51
- PDF下载量: 56
- 被引次数: 0


