

Study on improving the accuracy of finite element simulation of ceramic high speed grinding temperature
-
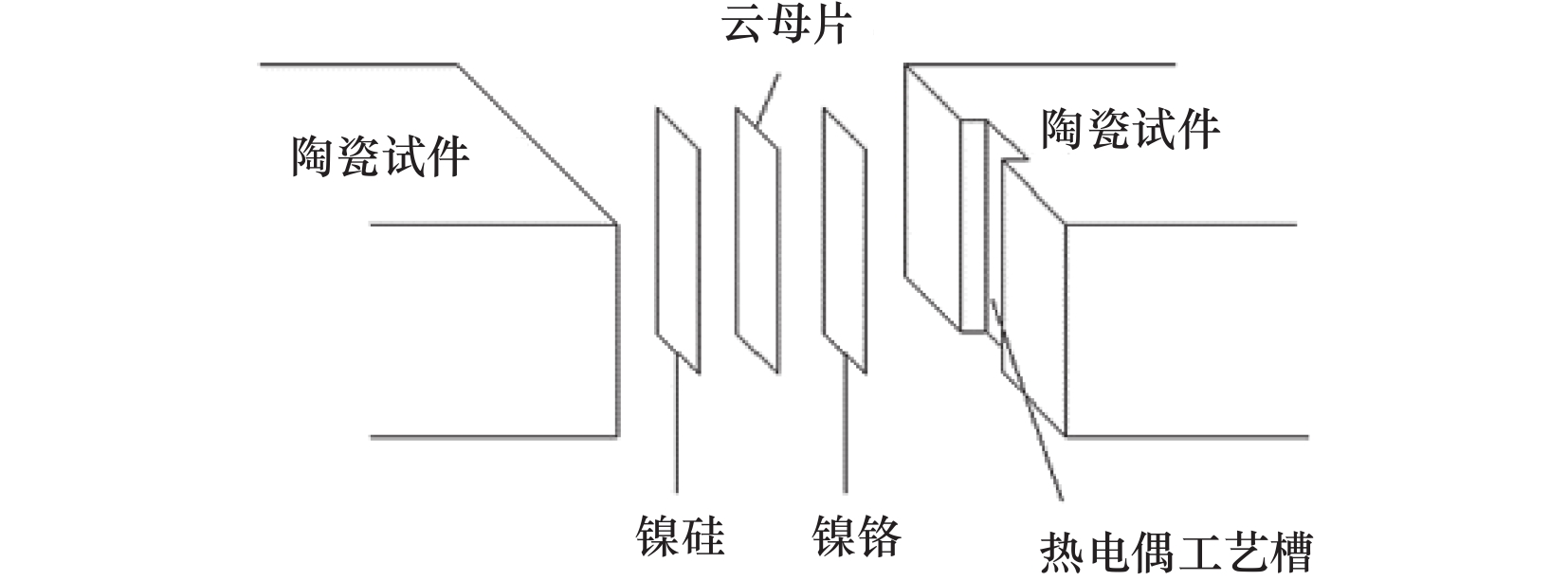
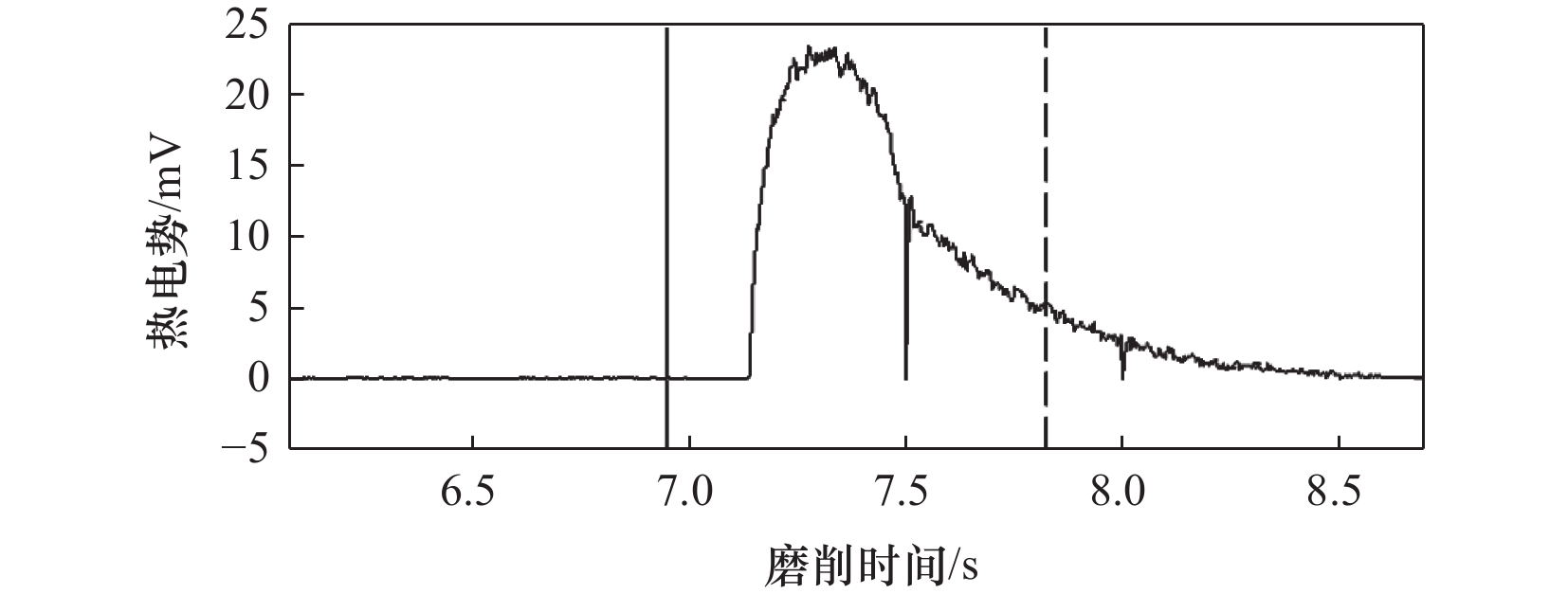
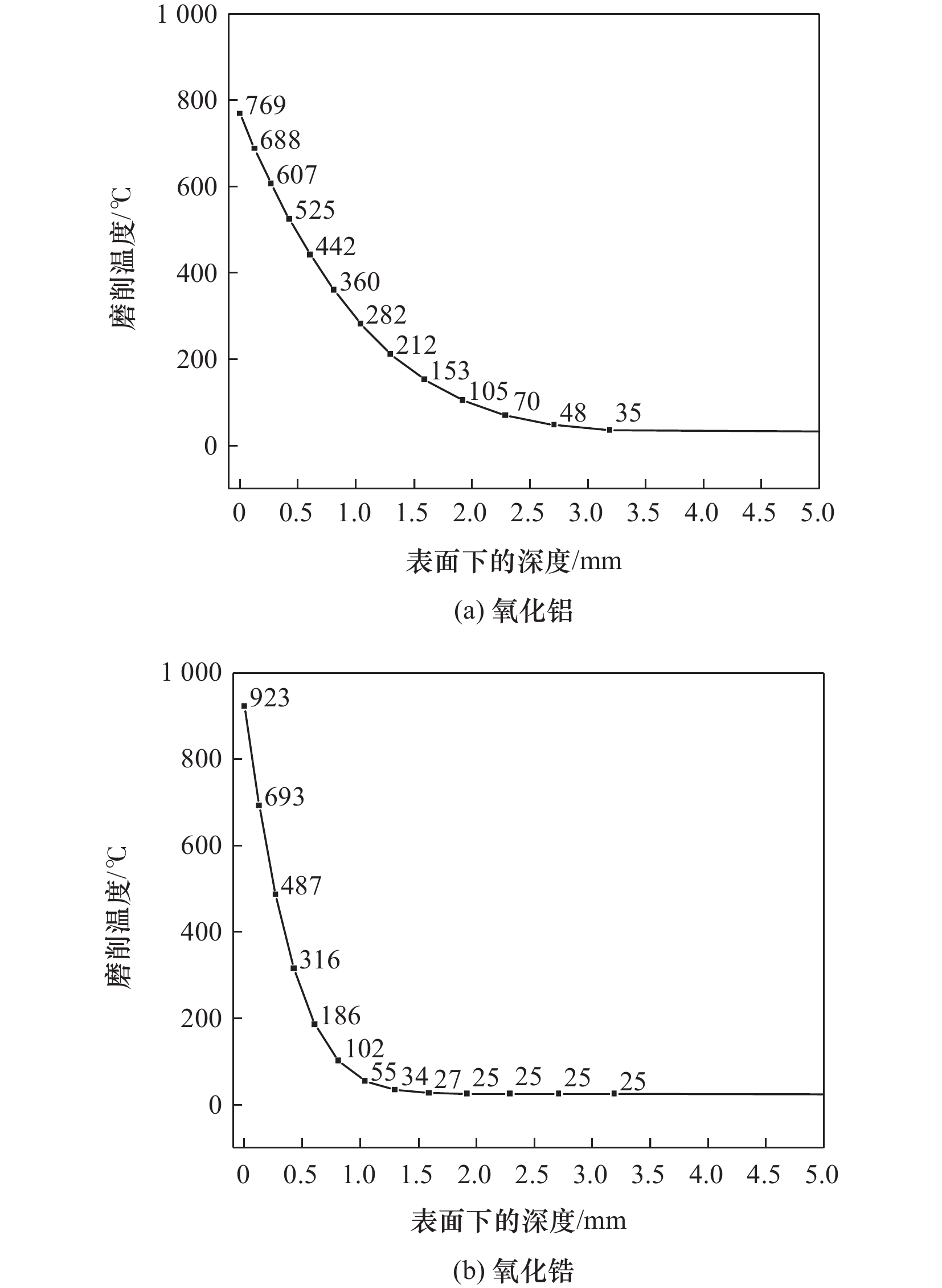
摘要: 磨削温度对工程陶瓷高速磨削性能有重要的影响。采用热电偶法测量工程陶瓷高速磨削温度较困难。而有限元仿真磨削温度能比较容易地对工程陶瓷的高速磨削温度进行深入分析,但由于目前工程陶瓷高速磨削工件热分配比公式精度较低,导致工程陶瓷有限元仿真高速磨削温度的误差较大。因此在采用热电偶法做少量的工程陶瓷高速磨削温度测量实验的基础上,采用最小二乘法线性回归对目前的工程陶瓷磨削工件热分配比的计算公式进行修正,得到了较高精度的工程陶瓷高速磨削工件热分配比公式。在此基础上工程陶瓷的有限元仿真高速磨削温度与实验测量磨削温度的误差控制在8.9%范围内,从而明显提高了工程陶瓷有限元仿真高速磨削温度的精度。Abstract: Grinding temperature has an important influence on the high-speed grinding performance of engineering ceramics. It is difficult to measure the high-speed grinding temperature of engineering ceramics by thermocouple method. The finite element simulation grinding temperature can easily analyze the high-speed grinding temperature of engineering ceramics, but the error of engineering ceramics finite element simulation grinding temperature is large due to the low accuracy of engineering ceramics grinding thermal partition ratio. Therefore, on the basis of a small number of engineering ceramics high-speed grinding temperature measurement experiments by using thermocouple method, the current calculation formula of thermal partition ratio of engineering ceramics grinding workpiece is modified by using least square linear regression, and a high-precision formula of thermal partition ratio of engineering ceramics high-speed grinding workpiece is obtained. On this basis, the error between the high-speed grinding temperature simulated by the finite element method and the grinding temperature measured by the experiment is controlled within 8.9%, which significantly improves the accuracy of the high-speed grinding temperature simulated by the finite element method.
-
表 1 陶瓷高速磨削实验方案
实验序号 砂轮线速度/
(m/s)工件进给速度/
(m/min)磨削深度/
mm1 40 2.4 0.5 2 90 2.4 0.5 3 160 2.4 0.5 4 120 1.2 0.5 5 120 1.8 0.5 6 120 3.6 0.5 7 120 4.8 0.5  下载: 导出CSV
下载: 导出CSV
表 2 陶瓷仿真高速磨削温度精度
材料 实验
序号仿真磨削
温度/℃实验磨削
温度/℃绝对
误差/(%)氧化铝陶瓷 1 588 580 1.4 2 691 675 2.4 3 765 770 0.6 4 740 750 1.3 5 743 690 7.7 6 706 727 2.9 7 707 675 4.7 氧化锆陶瓷 1 799 823 2.9 2 831 763 8.9 3 891 848 5.1 4 916 946 3.2 5 867 938 7.6 6 859 938 8.4 7 888 970 8.5
下载: 导出CSV
表 3 氧化铝高速磨削热分配比
实验序号 实验热分配比/(%) 修正的热分配比/(%) 1 16.9 16.8 2 11.8 11.9 3 9.2 9.0 4 9.7 9.5 5 9.5 10.1 6 11.2 10.7 7 10.7 11.0
下载: 导出CSV
表 4 氧化锆高速磨削热分配比
实验序号 实验热分配比/(%) 修正的热分配比/(%) 1 8.8 8.7 2 7.9 8.9 3 8.4 9.1 4 9.3 9.2 5 12.0 11.2 6 10.7 9.9 7 8.4 7.9
下载: 导出CSV
-
[1] 吴重军, 李蓓智. 碳化硅磨削微观损伤机理及其高性能磨削技术研究[J]. 机械工程学报, 2019, 55(6): 232. [2] 吴玉厚, 王浩, 李颂华, 等. 工程陶瓷表面磨削温度研究现状与进展[J]. 兵器材料科学与工程, 2019, 42(5): 134-142. doi: 10.14024/j.cnki.1004-244x.20190516.006 [3] Wu C J, Li B Z, Liang S Y, et al. Experimental investigations on cylindrical grinding temperature of silicon carbide[J]. Advanced Materials Research, 2015, 1120/1121: 1251-1256. [4] 李霞. 氮化硅陶瓷磨削温度与表面裂纹扩展研究[J]. 现代制造工程, 2021(6): 57-62,68. doi: 10.16731/j.cnki.1671-3133.2021.06.010 [5] 张珂, 赵国欢, 孙健, 等. ZrO2陶瓷平面磨削温度仿真分析与实验研究[J]. 表面技术, 2017, 46(12): 251-258. [6] 吴玉厚, 王浩, 李颂华, 等. 氮化硅陶瓷磨削温度特性与表面质量研究[J]. 硅酸盐通报, 2019, 38(9): 3025-3031. [7] 吴玉厚, 王浩, 李颂华, 等. 氮化硅陶瓷磨削热特性与表面成形机制[J]. 表面技术, 2019, 48(12): 360-368. [8] 金滩, 易军. 高速高效磨削传热过程建模与数值分析方法[M]. 北京: 机械工业出版社, 2016. [9] 盛晓敏, 谢桂芝, 尚振涛. 高速/超高速磨削工艺[M]. 北京: 机械工业出版社, 2015. [10] 王崇. 工程陶瓷高速磨削温度的有限元仿真分析[D]. 长沙: 湖南大学, 2021. -

 下载:
下载:

 点击查看大图
点击查看大图
图(4) / 表(4)
计量
- 文章访问数: 49
- HTML全文浏览量: 5
- PDF下载量: 14
- 被引次数: 0


