

Development of multi-station internal gear electrolytic machining machine tools
-
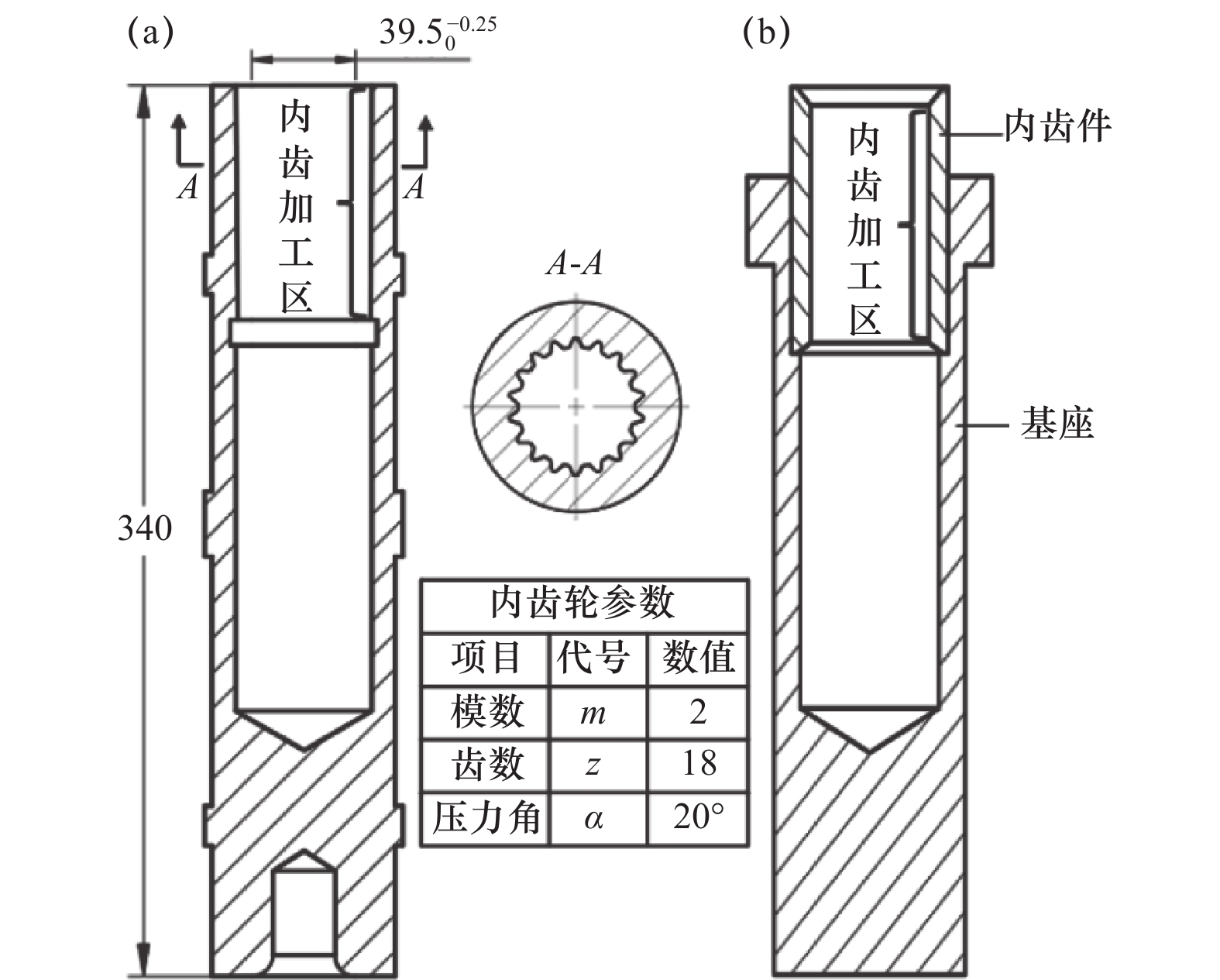
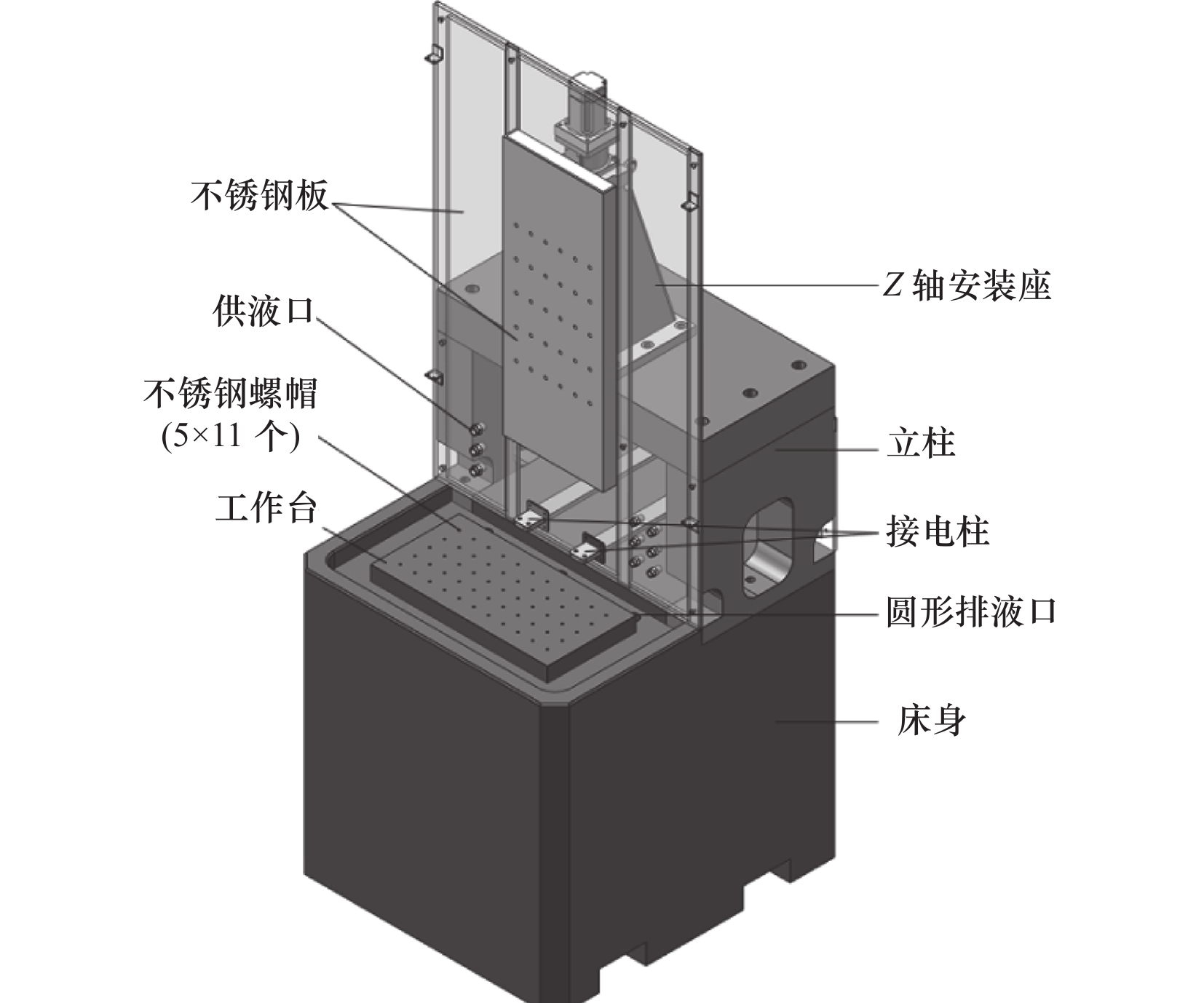
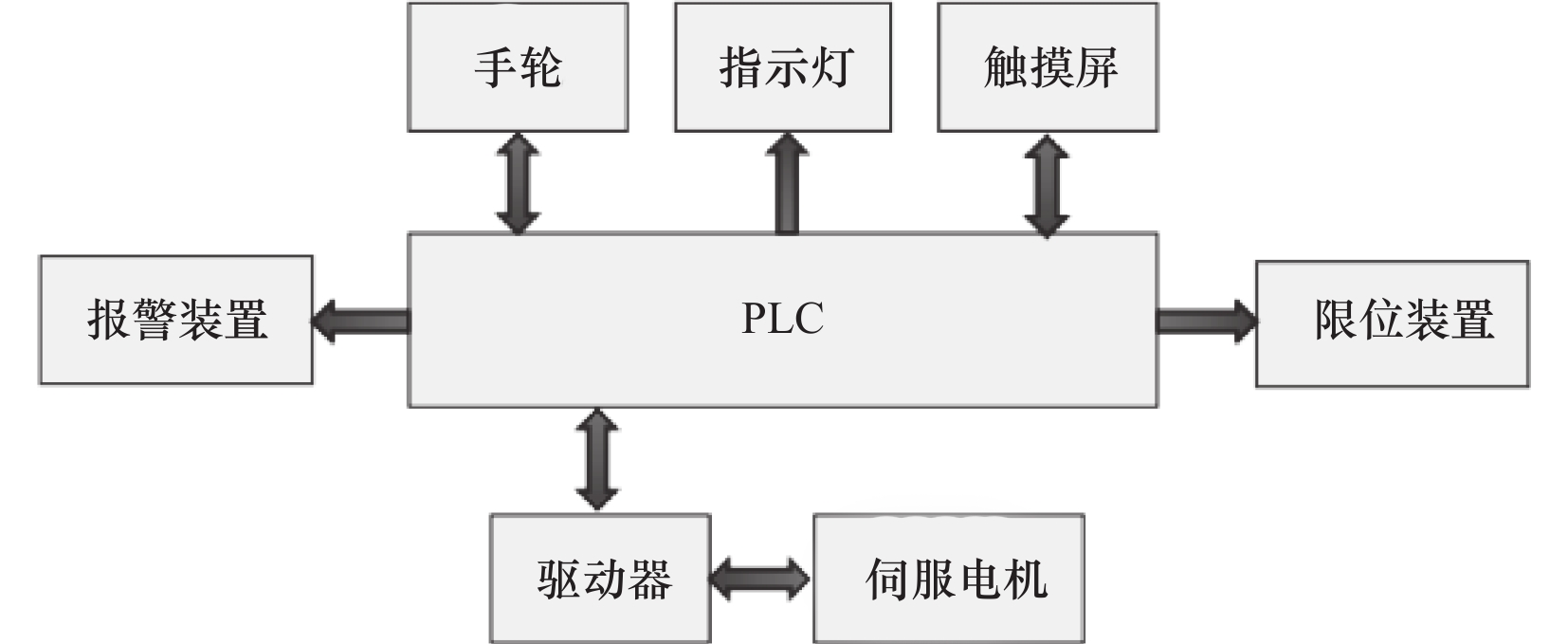
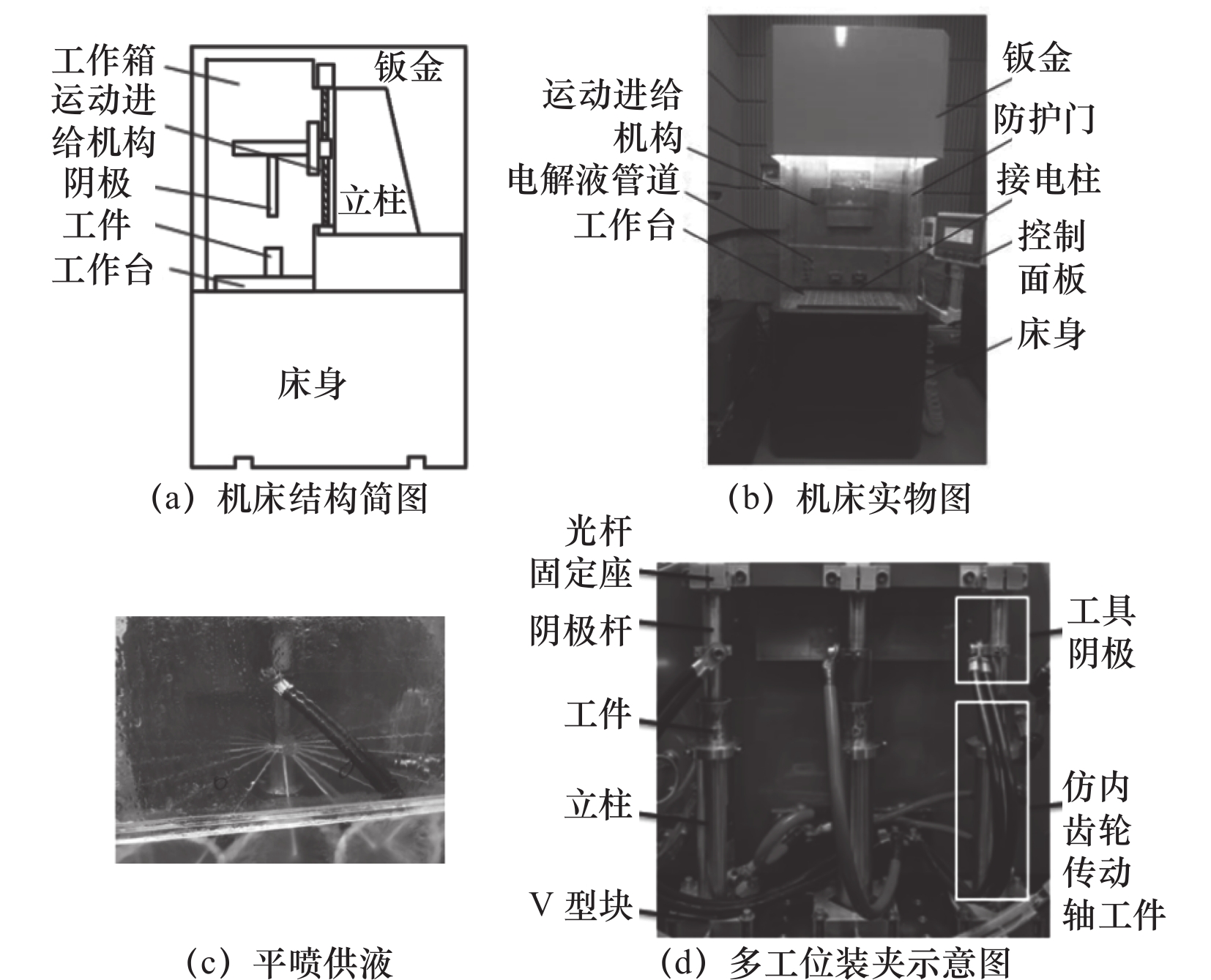
摘要: 航空发动机和新能源汽车传动轴上的内齿或花键很多是在盲孔内壁上加工,现在大多采用逐齿插削,效率低、刀损大,后续还有去毛刺要求;挤压工艺设备昂贵、工艺复杂、对高硬材料并不适合。提出一种内齿电解加工新工艺,研制了一台多工位电动汽车传动轴内齿加工机床,主要工作包括机床结构设计、控制系统开发等,进行了基础工艺实验,效果良好,设计达到预期目的。Abstract: Many of the inner teeth or splines on the drive shafts of aero engines and new energy vehicles are processed on the inner walls of blind holes, and now most of them use tooth-by-tooth cutting, which is inefficient, large tool loss, and follow-up deburring requirements; Extrusion process equipment is expensive, complex process, and is not suitable for high hard materials. A new process of electrolytic processing of internal teeth was proposed, and a multi-station electric vehicle transmission shaft inner tooth processing machine was developed, the main work included machine tool structure design, control system development, etc. Basic process experiments were carried out, the effect was good, and the design achieved the expected purpose.
-
Key words:
- electrochemical machining(ECM) /
- internal gear /
- multi-station /
- current sharing control /
- machine tool
-
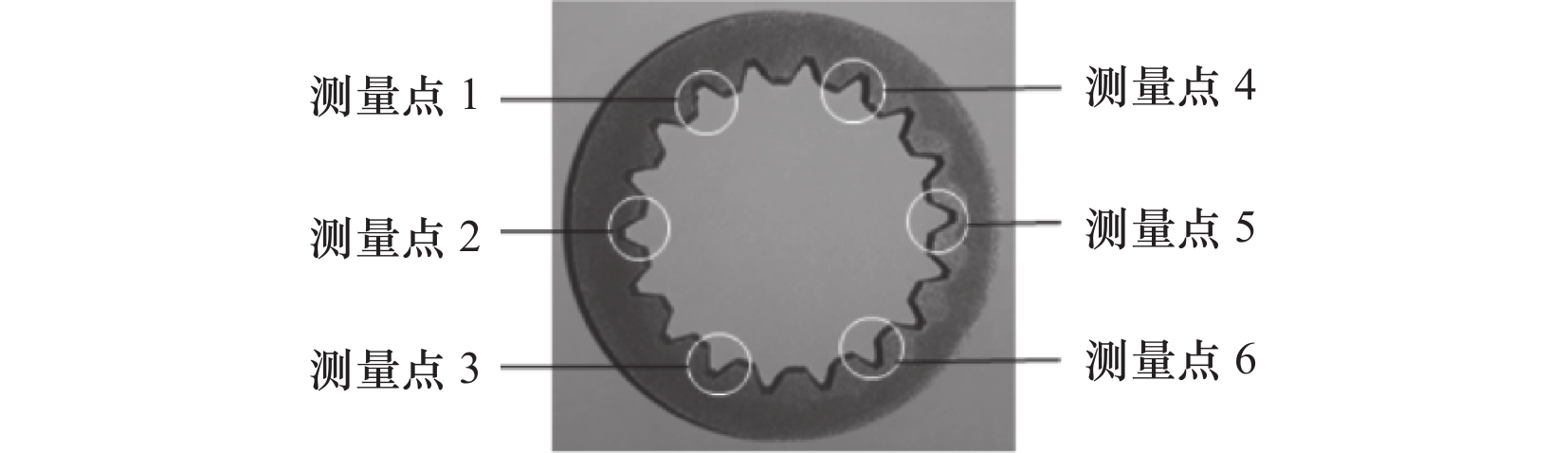
表 1 不同测量点内齿轮齿槽尺寸表
测量点 槽深/μm 槽宽/μm 1 2 456 3 745 2 2 500 3 799 3 2 419 3 722 4 2 461 3 794 5 2 491 3 808 6 2 467 3 781 平均值 2 465 3 775  下载: 导出CSV
下载: 导出CSV
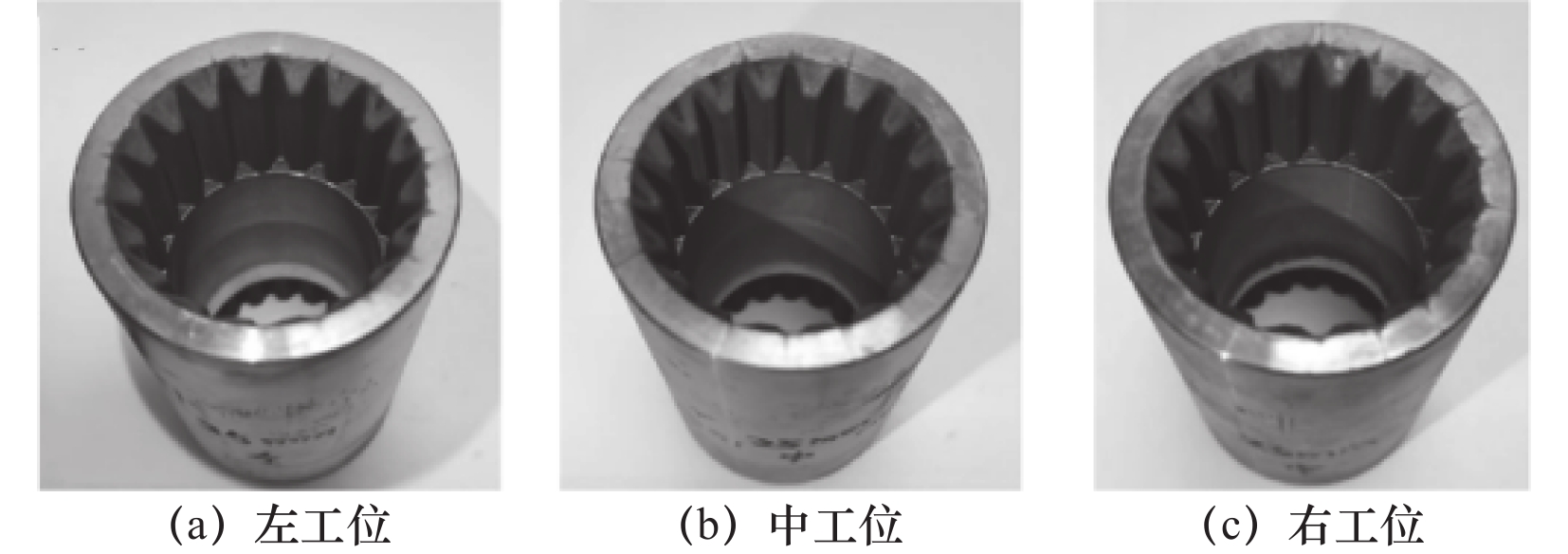
表 2 无均流控制三工位齿轮齿顶长
测量点 左工位齿轮齿
顶长/mm中工位齿轮齿
顶长/mm右工位齿轮齿
顶长/mm1 39.58 39.47 39.50 2 39.52 39.42 39.56 3 39.55 39.50 39.51 4 39.53 39.45 39.48 5 39.50 39.51 39.57 6 39.51 39.53 39.55 平均值 39.53 39.48 39.53
下载: 导出CSV
表 3 均流控制三工位齿轮齿顶长
测量点 左工位齿轮齿顶长/mm 中工位齿轮齿顶长/mm 右工位齿轮齿顶长/mm 1 39.48 39.51 39.53 2 39.49 39.47 39.51 3 39.51 39.48 39.53 4 39.49 39.49 39.51 5 39.51 39.53 39.50 6 39.53 39.51 39.47 平均值 39.50 39.49 39.51
下载: 导出CSV
-
[1] 郭广超, 陈凌翔. 直齿圆柱内齿轮双向镦挤精密成形工艺研究[J]. 热加工工艺, 2019, 48(5): 144-147. doi: 10.14158/j.cnki.1001-3814.2019.05.036 [2] 白基成, 刘晋春, 郭永丰, 等. 特种加工[M]. 北京:机械工业出版社, 2013. [3] 王维. 群小孔电解加工的关键技术研究[D]. 南京: 南京航空航天大学, 2010. [4] 徐庆. 整体叶盘多通道电解加工关键技术研究[D]. 南京: 南京航空航天大学, 2012. -

 下载:
下载:



 点击查看大图
点击查看大图
图(8) / 表(3)
计量
- 文章访问数: 127
- HTML全文浏览量: 13
- PDF下载量: 46
- 被引次数: 0


