

Design and experimental analysis of 3D printing nozzle for continuous carbon fiber reinforced composites
-
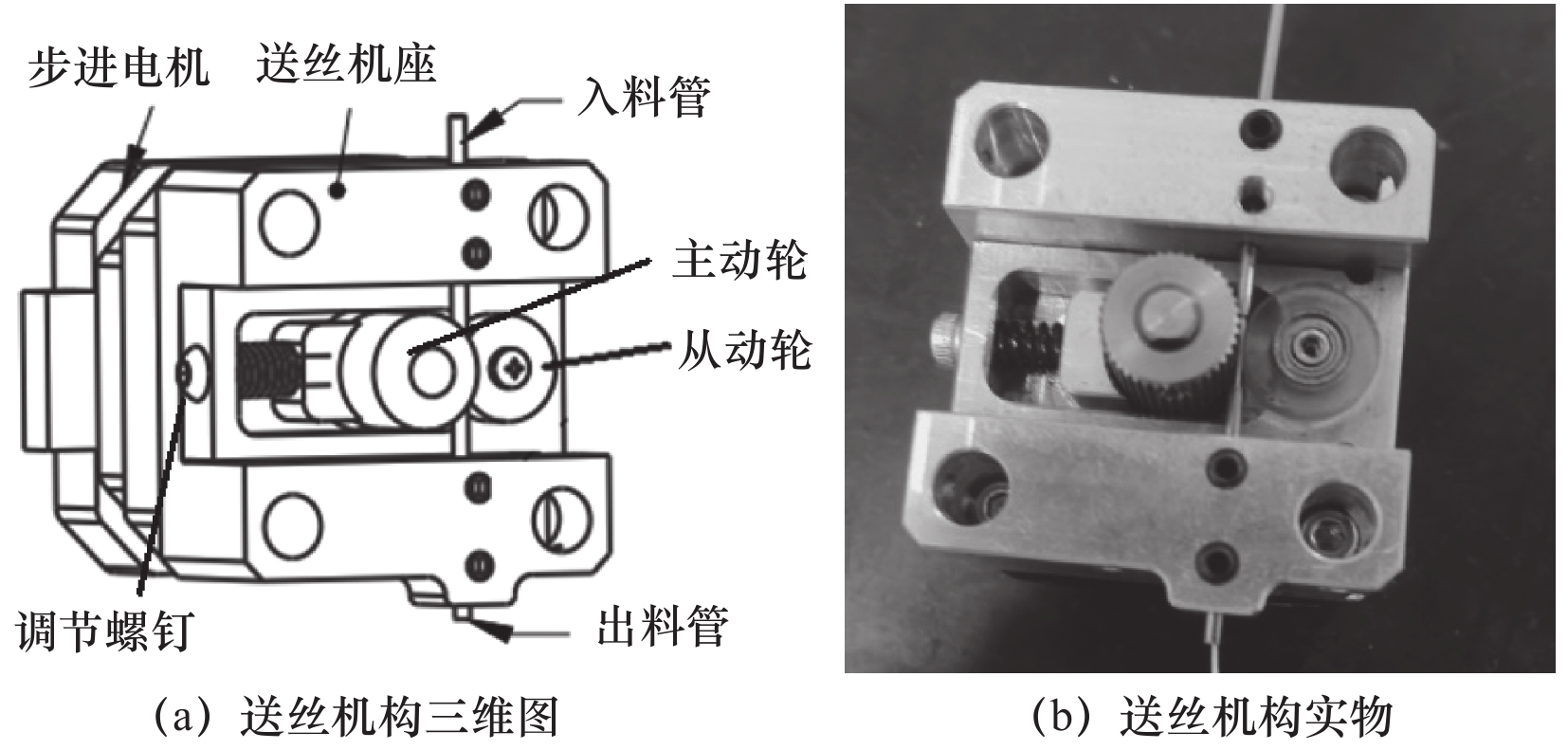
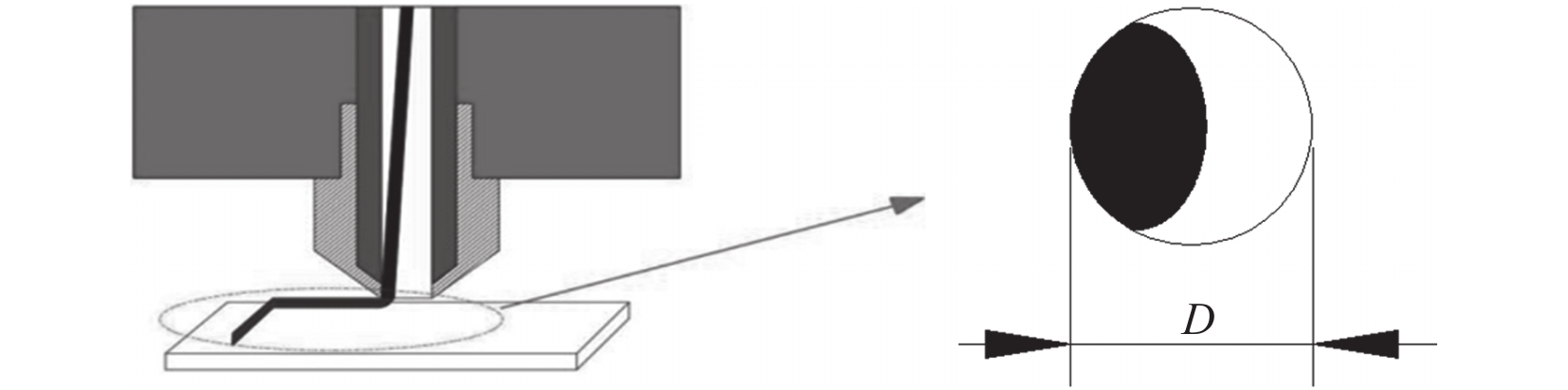
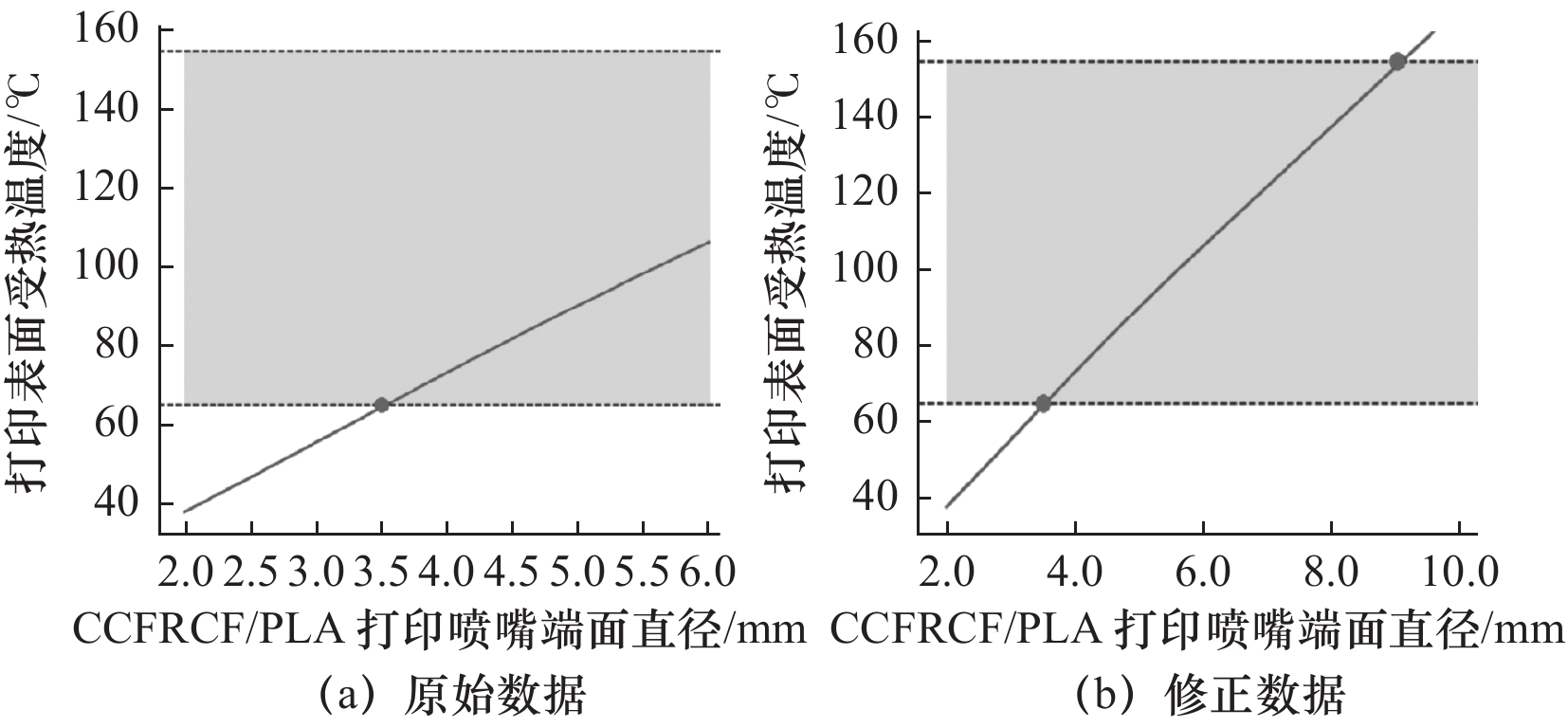
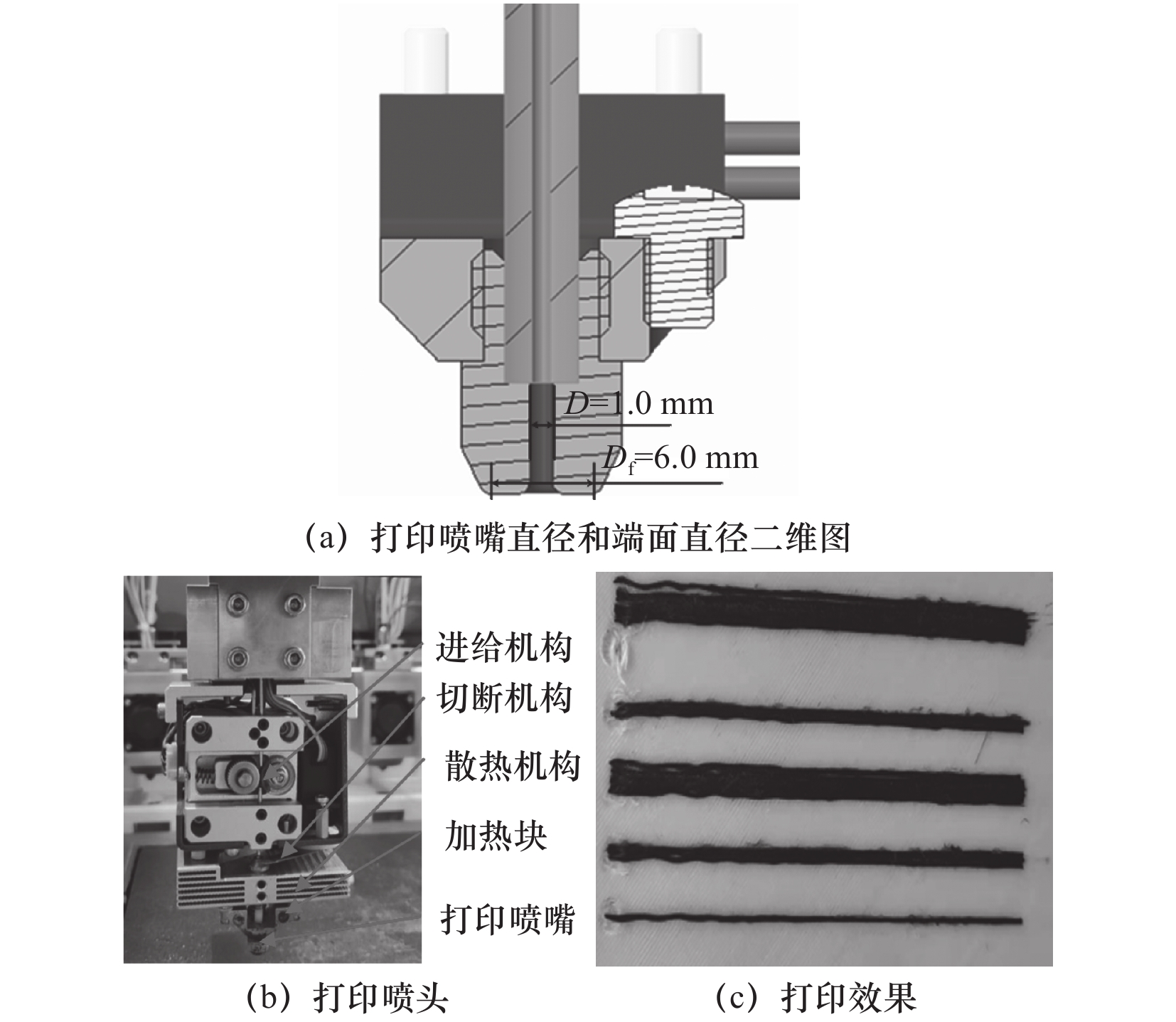
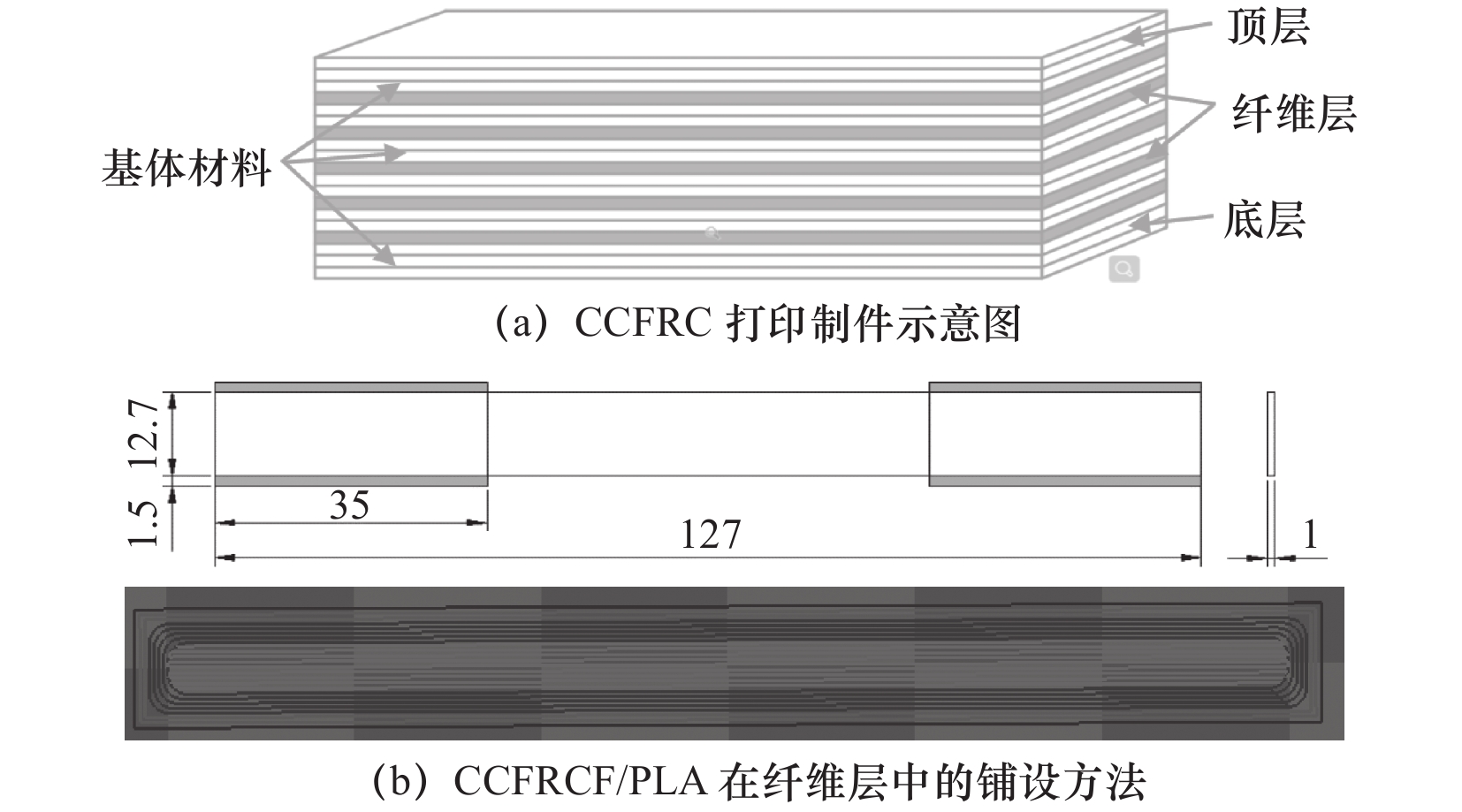
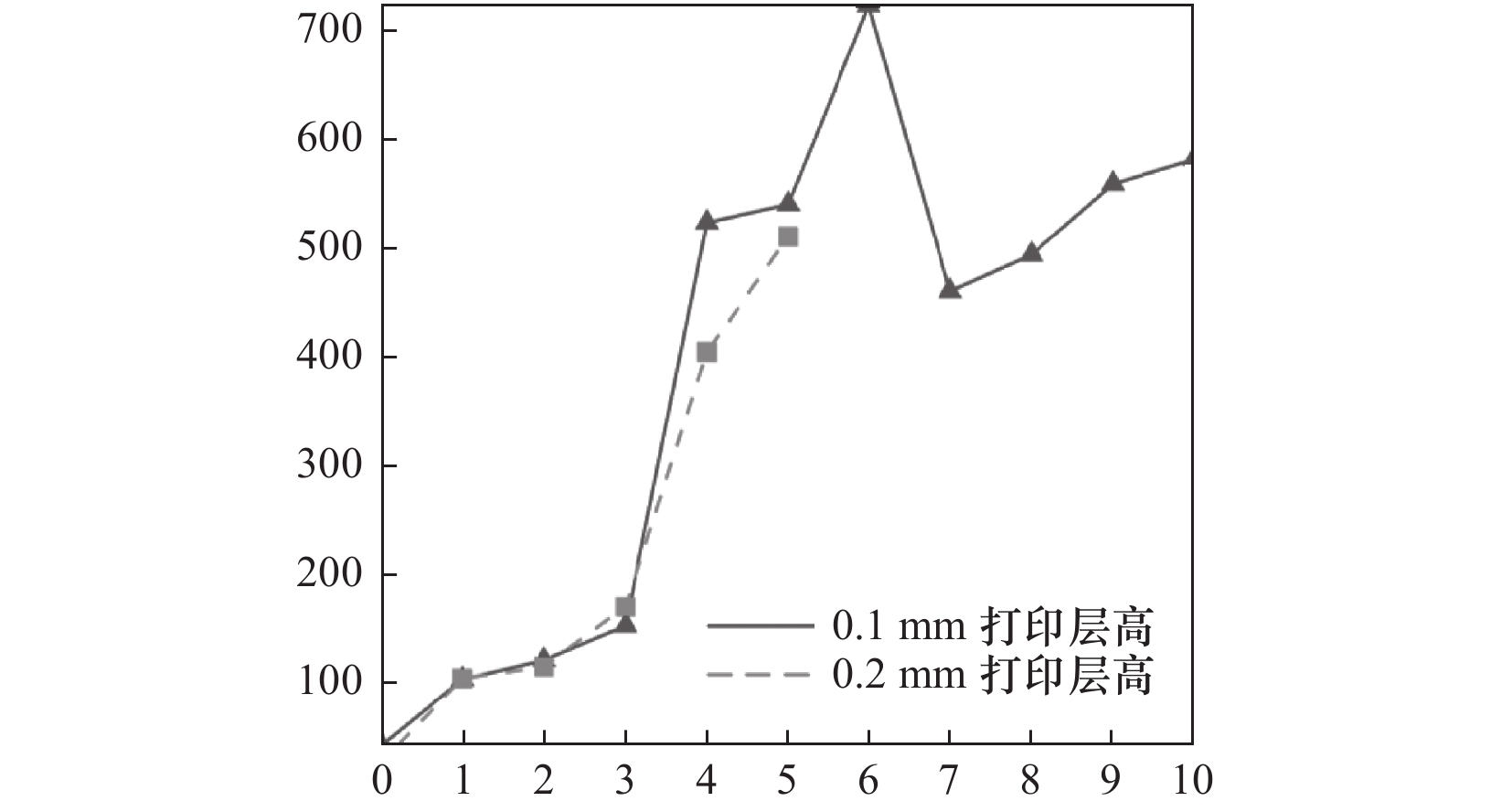
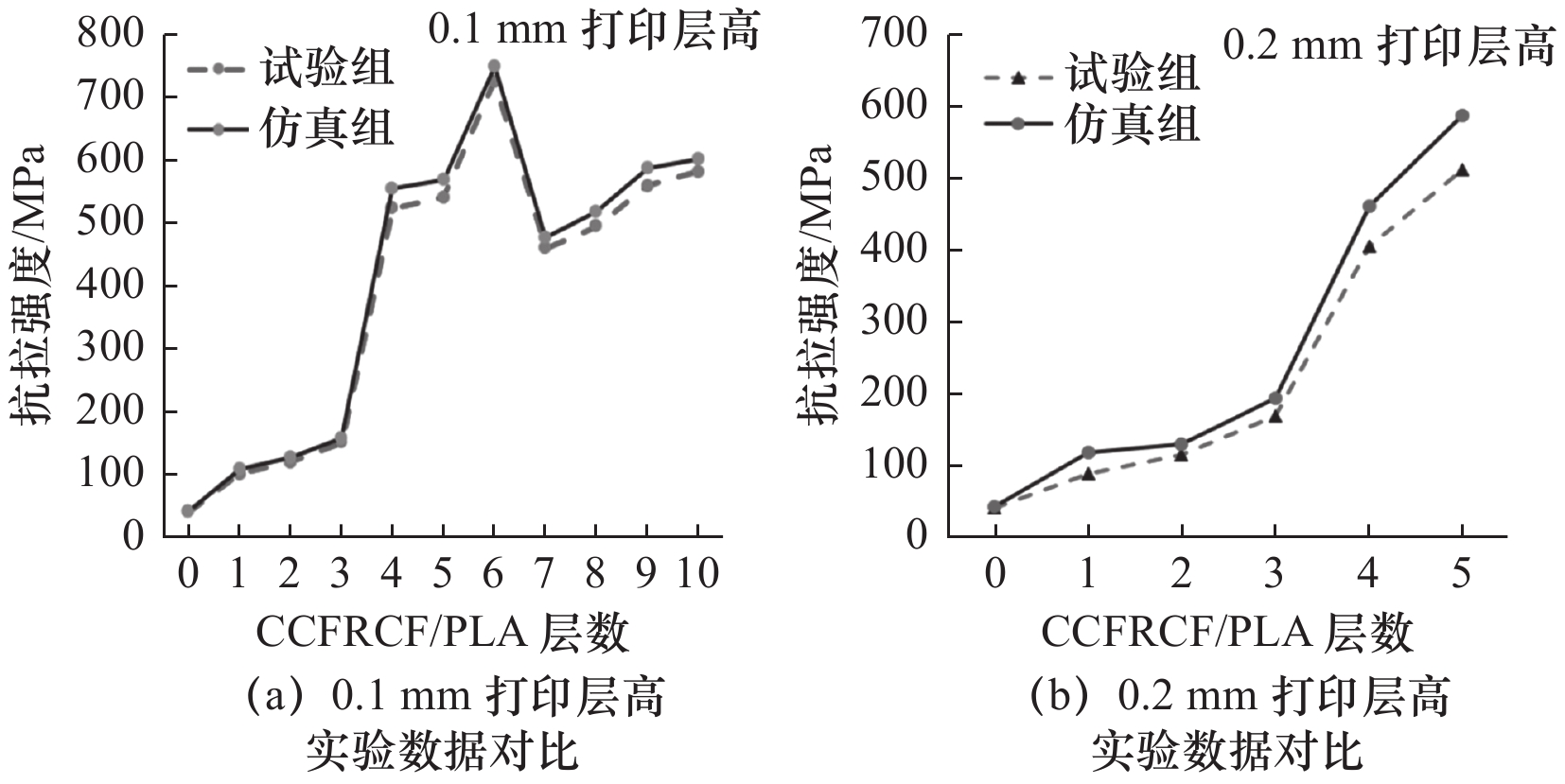
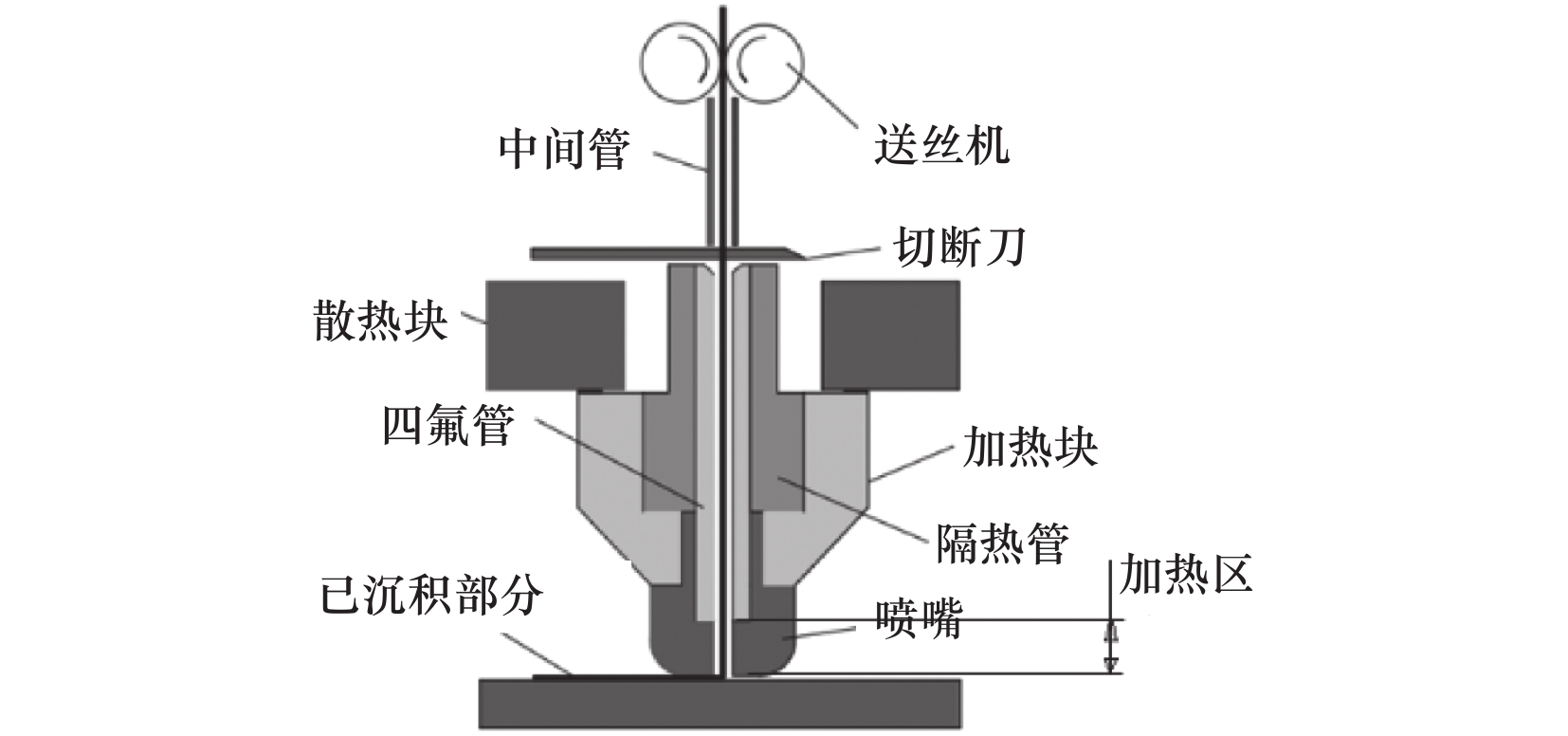
摘要: 以“独立挤出”型连续碳纤维增强PLA复合材料(continuous carbon fiber reinforced PLA composite, CCFRC/PLA)3D打印制件为研究对象,设计了柔性的连续碳纤维增强PLA复合材料丝(continuous carbon fiber reinforced composite filament/PLA, CCFRCF/PLA)送丝机构,研究了打印喷嘴直径与CCFRCF/PLA直径、表面包裹树脂膨胀特性及打印层高的关系,探讨了喷嘴端面直径对打印表面热辐射的影响规律,推导了喷嘴直径的计算公式,求解了最佳喷嘴直径和最佳端面直径。基于设计的打印喷头,采用仿真分析与实验验证的方法,探索了打印层高与制件力学性能之间的关系,结果表明CCFRC/PLA的抗拉强度与纤维层数呈正相关,并验证了层合板预测模型的有效性,获得了打印层高0.1 mm时CCFRC/PLA抗拉强度的修正系数为0.039,打印层高0.2 mm时,修正系数为0.124,为连续碳纤维增强复合材料 3D打印技术的发展提供了理论基础和参考价值。
-
关键词:
- 3D打印 /
- 独立挤出 /
- 连续碳纤维增强PLA复合材料 /
- 喷头设计 /
- 力学性能分析
Abstract: Taking the 3D printing products of continuous carbon fiber reinforced PLA composite (CCFRC/PLA) as the research object, a flexible wire feeding mechanism of continuous carbon fiber reinforced PLA composite (CCFRCF/PLA) was designed The relationship between the expansion characteristics of the resin coating on the surface and the height of the printing layer is discussed. The influence of the nozzle end diameter on the thermal radiation of the printing surface is discussed. The calculation formula of the nozzle diameter is derived, and the optimal nozzle diameter and the optimal end diameter are solved. Based on the designed print nozzle, the relationship between the print layer height and the mechanical properties of the fabricated part was explored by using experimental verification and simulation analysis, and the results showed that the tensile strength of CCFRC/PLA was positively correlated with the number of fiber layers, which verified the validity of the laminate prediction model. And the correction coefficient of the tensile strength of CCFRC/PLA is 0.039 for printing layer height of 0.1 mm and 0.124 for printing layer height of 0.2 mm, which provides a theoretical basis and reference value for the development of continuous carbon fiber reinforced composite 3D printing technology.-
Key words:
- 3D printing /
- independent extrusion /
- CCFRC/PLA /
- nozzle design /
- mechanical performance analysis
-
表 1 材料参数
名称 材料 密度/
( kg/m3)弹性模量/
GPa泊松比 比热容/
( J/kg·℃)热导率/
( W/(m·k))喷嘴 黄铜 8 500 96 0.34 390 397 打印表面 PLA 1 260 3.5 0.08 7.13 0.231  下载: 导出CSV
下载: 导出CSV
表 2 喷嘴220 ℃打印表面温度
Df /mm T/℃ Df /mm T/℃ 2.5 46.411 4.5 81.754 3.0 55.309 5.0 90.306 3.5 64.214 5.5 98.555 4.0 73.115 6.0 106.44
下载: 导出CSV
表 3 材料性能参数
PLA属性 值 CCFRCF/PLA属性 值 熔融指数(190 ℃/2.16 kg) 2 增强纤维 连续碳纤维 热变形温度(℃,0.45 MPa) 52 包裹树脂 PLA 拉伸强度/MPa 60 合股丝径/mm 0.35 断裂伸长率/(%) 29 抗拉强度/ MPa 1 200 弯曲强度/MPa 87 弯曲模量/MPa 3 642
下载: 导出CSV
表 5 不同纤维层数的拉伸强度实验数据
层高 CCFRCF/PLA
层数(总层数)CCFRCF/PLA
铺设位置(第几层)实验组
拉伸强度/MPa0.1 mm 0 - 43.94 1 6 104.52 2 5、6 122.48 3 3、4、7 154.52 4 2、4、6、8 524.48 5 1、3、5、7、9 542.04 6 1、3、5、7、9、10 724.52 7 1、2、4、5、7、8、10 461.48 8 1、2、3、5、6、8、9、10 495.52 9 1、2、3、4、6、7、8、9、10 560.16 10 1、2、3、4、5、6、7、8、9、10 582.64 0.2 mm 0 - 28.94 1 3 106.24 2 2、4 116.92 3 2、3、4 171.66 4 2、3、4、5 406.25 5 1、2、3、4、5 512.50
下载: 导出CSV
表 6 CCFRCF /PLA和PLA材料参数
参数 CCFRCF /PLA PLA 拉伸强度/MPa 557.20 26.95 拉伸模量/MPa 9 192.50 673.00 拉伸失效伸长率/(%) 9.20 6.20 弯曲强度/MPa 589.78 - 弯曲模量/GPa 10.00 -
下载: 导出CSV
表 7 不同纤维层数的拉伸强度模拟数据
层高 CCFRCF/
PLA层数
(总层数)CCFRCF/PLA
铺设位置(第几层)模拟拉
伸强度
/MPa实验与模
拟误差
(%)0.1 mm 0 - 45.74 3.94 1 6 112.14 6.80 2 5、6 131.28 6.70 3 3、4、7 160.54 3.75 4 2、4、6、8 554.62 5.43 5 1、3、5、7、9 569.9 4.89 6 1、3、5、7、9、10 748.39 3.19 7 1、2、4、5、7、8、10 478.17 3.49 8 1、2、3、5、6、8、9、10 518.83 4.49 9 1、2、3、4、6、7、8、9、10 588.24 4.77 10 1、2、3、4、5、6、7、8、9、10 602.98 3.37 0.2 mm 0 - 30.75 5.89 1 3 121.3 24.78 2 2、4 132.58 11.81 3 2、3、4 196.07 12.45 4 2、3、4、5 461.41 11.95 5 1、2、3、4、5 587.5 12.76
下载: 导出CSV
-
[1] Freudenberg W, Wich F, Langhof N. Additive manufacturing of carbon fiber reinforced ceramic matrix composites based on fused filament fabrication[J]. Journal of the European Ceramic Society, 2022, 42(4): 1822-1828. doi: 10.1016/j.jeurceramsoc.2021.12.005 [2] Kristiawan R B, Imaduddin F, Ariawan D, et al. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters[J]. Open Engineering, 2021, 11(1): 639-649. doi: 10.1515/eng-2021-0063 [3] Naveed N. Investigate the effects of process parameters on material properties and microstructural changes of 3D-printed specimens using fused deposition modelling (FDM)[J]. Materials Technology, 2021, 36(5): 317-330. doi: 10.1080/10667857.2020.1758475 [4] Salmi M. Modeling, simulation and data processing for additive manufacturing[J]. Materials, 2021, 14(24): 7755. doi: 10.3390/ma14247755 [5] 秦瑞冰, 乌日开西·艾依提, 滕勇. FDM式3D打印技术研究进展[J]. 制造技术与机床, 2020(2): 40-44. doi: 10.19287/j.cnki.1005-2402.2020.02.006 [6] Kuba D, Matsuzaki R, Ochi S, et al. 3D printing of composite materials using ultralow-melt-viscosity polymer and continuous carbon fiber[J]. Composites Part C, 2022, 8: 100250. [7] 李昊然. 碳纤维复合材料3D打印机喷头分析和设计 [D]. 呼和浩特: 内蒙古工业大学, 2019. [8] 田小永, 张亚园, 刘腾飞, 等. 连续碳纤维增强尼龙复合材料预浸丝制备与3D打印性能研究[J]. 航空制造技术, 2021, 64(15): 24-33. doi: 10.16080/j.issn1671-833x.2021.15.024 [9] 郑嘉全. C-CFRTP 3D打印双线桥接式路径规划策略 [D]. 大连: 大连理工大学, 2021. [10] Today M. MarkForged develops 3D printer for carbon fibre[J]. Reinforced Plastics, 2015, 59: 12. [11] Yang C C, Tian X Y, Liu T F, et al. 3D printing for continuous fiber reinforced thermoplastic composites: mechanism and performance[J]. Rapid Prototyping Journal, 2017, 23(1): 209-215. doi: 10.1108/RPJ-08-2015-0098 [12] Blok L G, Longana M L, Yu H, et al. An investigation into 3D printing of fibre reinforced thermoplastic composites[J]. Additive Manufacturing, 2018, 22: 176-186. doi: 10.1016/j.addma.2018.04.039 [13] 杨新钰, 王甲超, 刘慧, 等. 聚乳酸/聚氨酯复合材料的制备及性能研究[J]. 包装工程, 2022, 43(23): 152-158. [14] 鄂毅, 邹姝燕, 毛晨, 等. 聚乳酸/银纳米线纳米复合材料的制备与结晶行为[J]. 高分子材料科学与工程, 2022, 38(2): 80-87. doi: 10.16865/j.cnki.1000-7555.2022.0036 [15] 吕若昀, 田瑶, 张杰, 等. 有机改性蒙脱土对聚乳酸-聚丁二酸丁二醇酯合金的增容效应[J]. 复合材料学报, 2022, 39(12): 5973-5983. [16] Parandoush P, Lin D. A review on additive manufacturing of polymer-fiber composites[J]. Composite Structures, 2017, 182: 36-53. doi: 10.1016/j.compstruct.2017.08.088 [17] Wang Y S, Kong D K, Zhang Q, et al. Process parameters and mechanical properties of continuous glass fiber reinforced composites-polylactic acid by fused deposition modeling[J]. Journal of Reinforced Plastics and Composites, 2021, 40(17-18): 686-698. doi: 10.1177/0731684421998017 [18] Wang Y S, Zhang Q, Wang Q, et al. Preparation of continuous glass fiber reinforced polylactic acid by means of a melt impregnation method and application as a 3D printing consumable[J]. ChemistrySelect, 2021, 6(35): 9535-9539. doi: 10.1002/slct.202102790 [19] Wang Y S, Wang Q, Kong D K, et al. Research on heating zone length of continuous fiber reinforced composites 3D printing nozzle[J]. ChemistrySelect, 2021, 6(41): 11293-11298. doi: 10.1002/slct.202103230 [20] 王君, 杨博, 任前程, 等. FDM-3D打印熔体挤出速度关键因素分析[J]. 制造技术与机床, 2022(6): 25-30. doi: 10.19287/j.mtmt.1005-2402.2022.06.004 [21] 于仙, 尤晓萍, 董其缘, 等. FDM 3D打印机喷头温度场仿真及实验研究[J]. 制造技术与机床, 2022(5): 99-104. -

 下载:
下载:




 点击查看大图
点击查看大图
图(11) / 表(7)
计量
- 文章访问数: 145
- HTML全文浏览量: 22
- PDF下载量: 45
- 被引次数: 0


