

The dynamic modal analysis and machining verification of high-order aspherical grinder
-
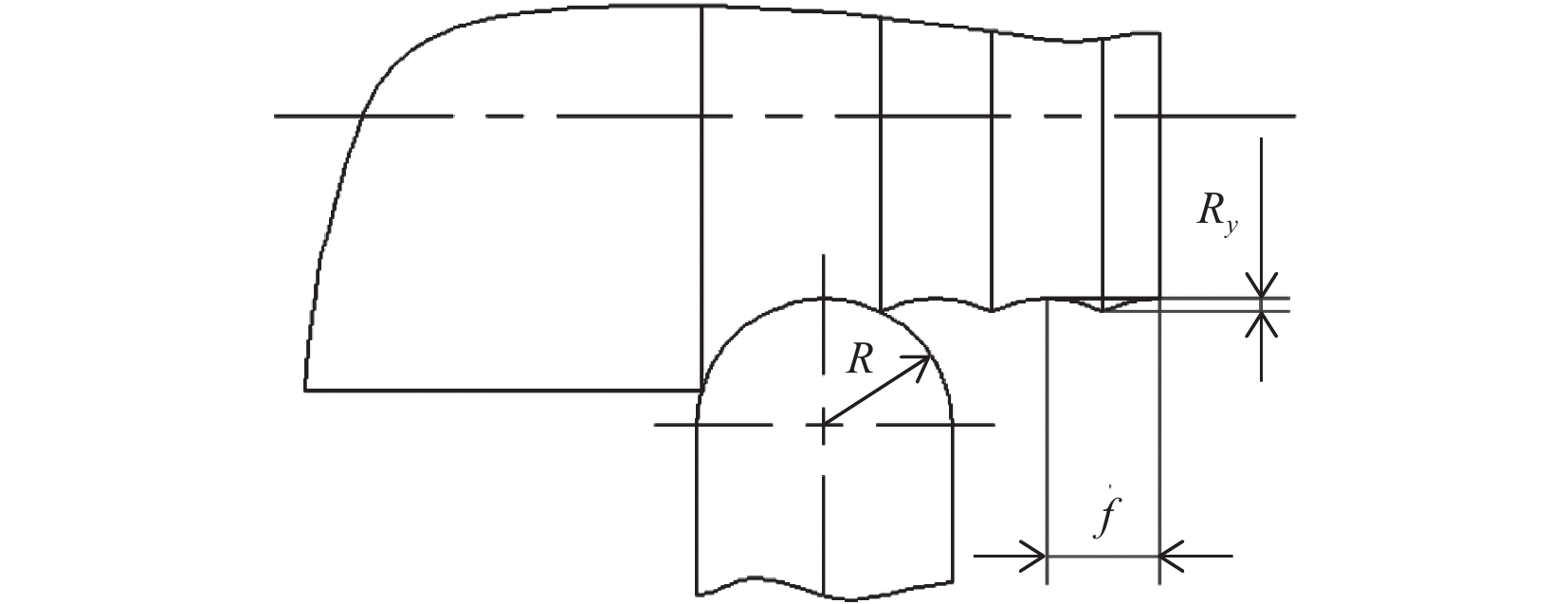
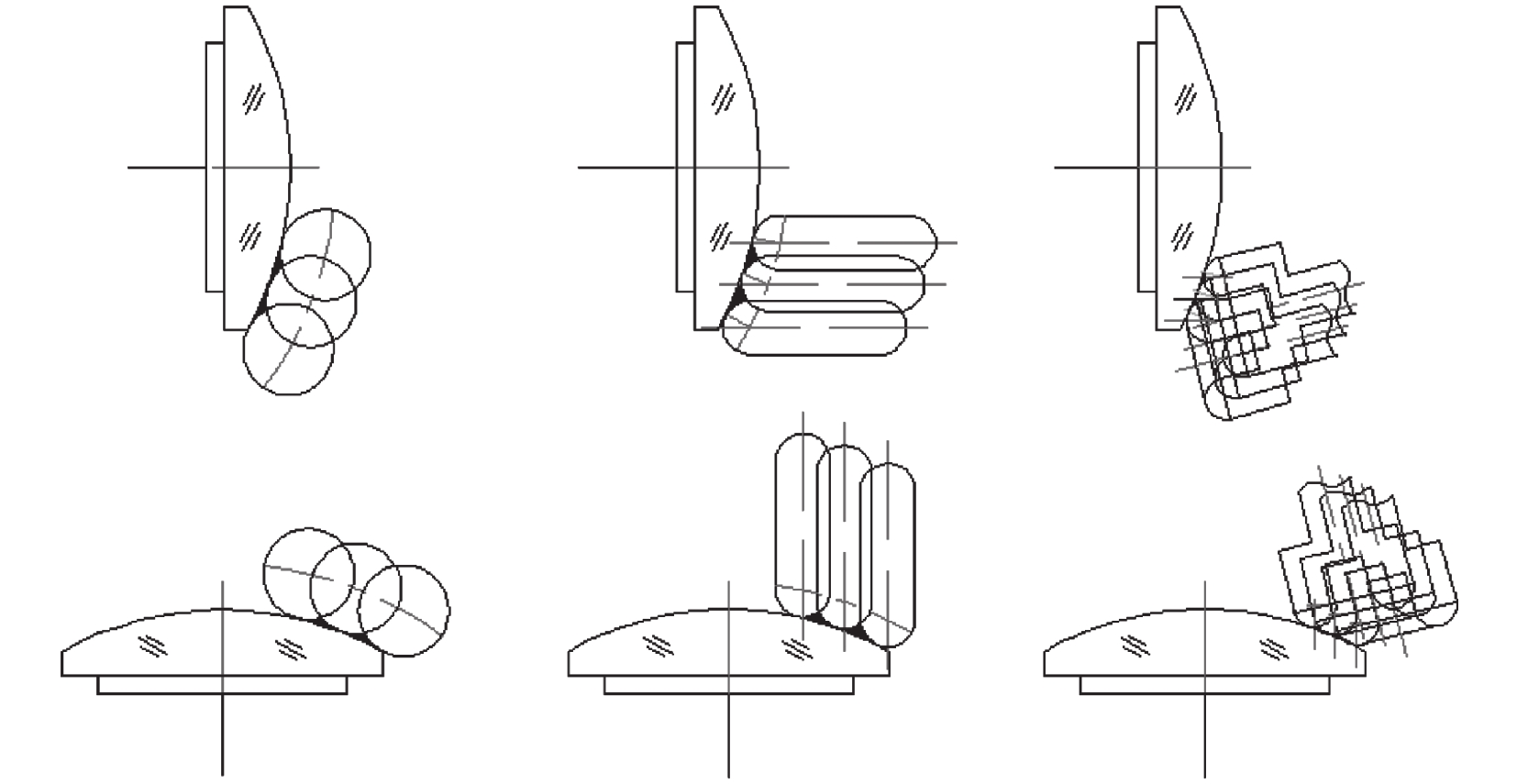
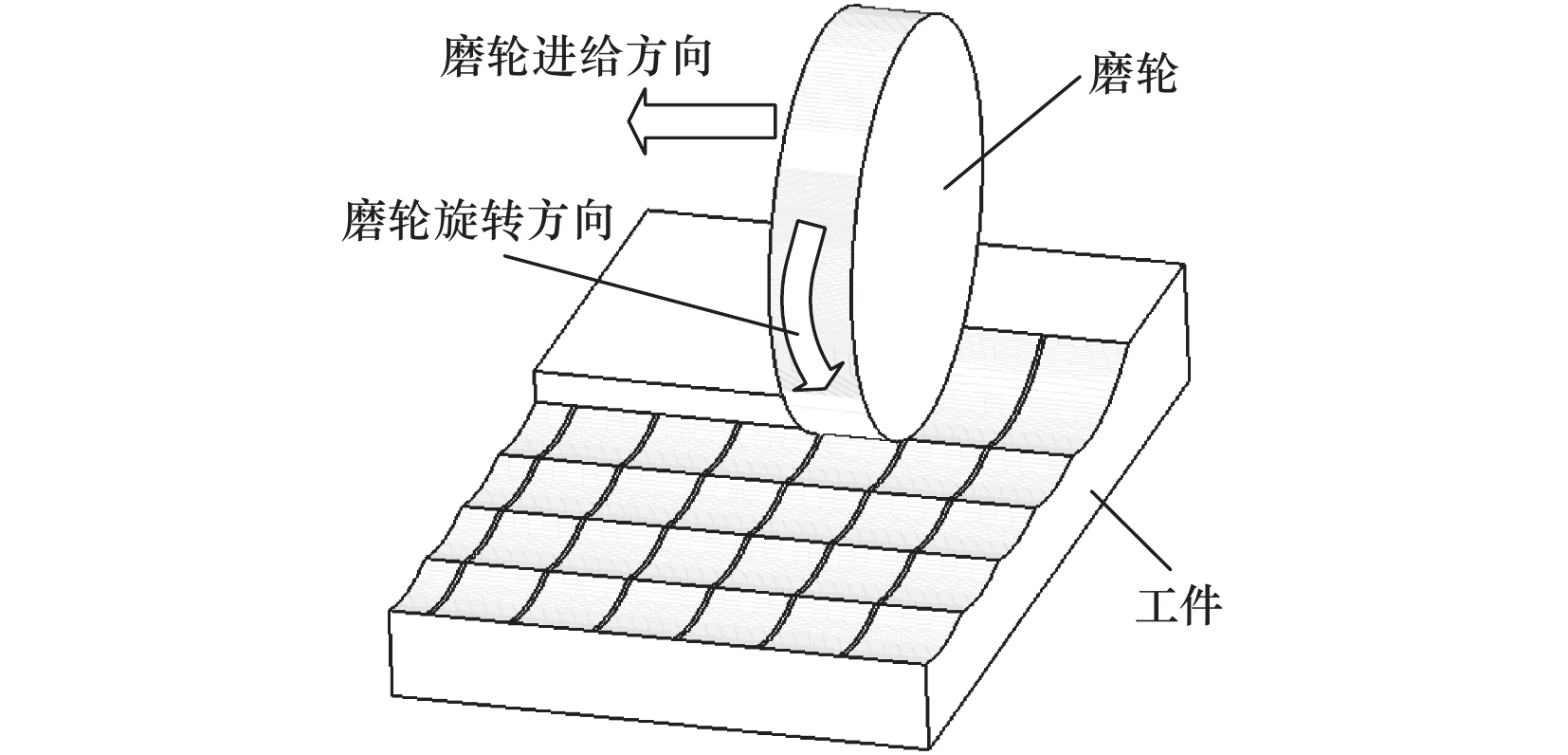
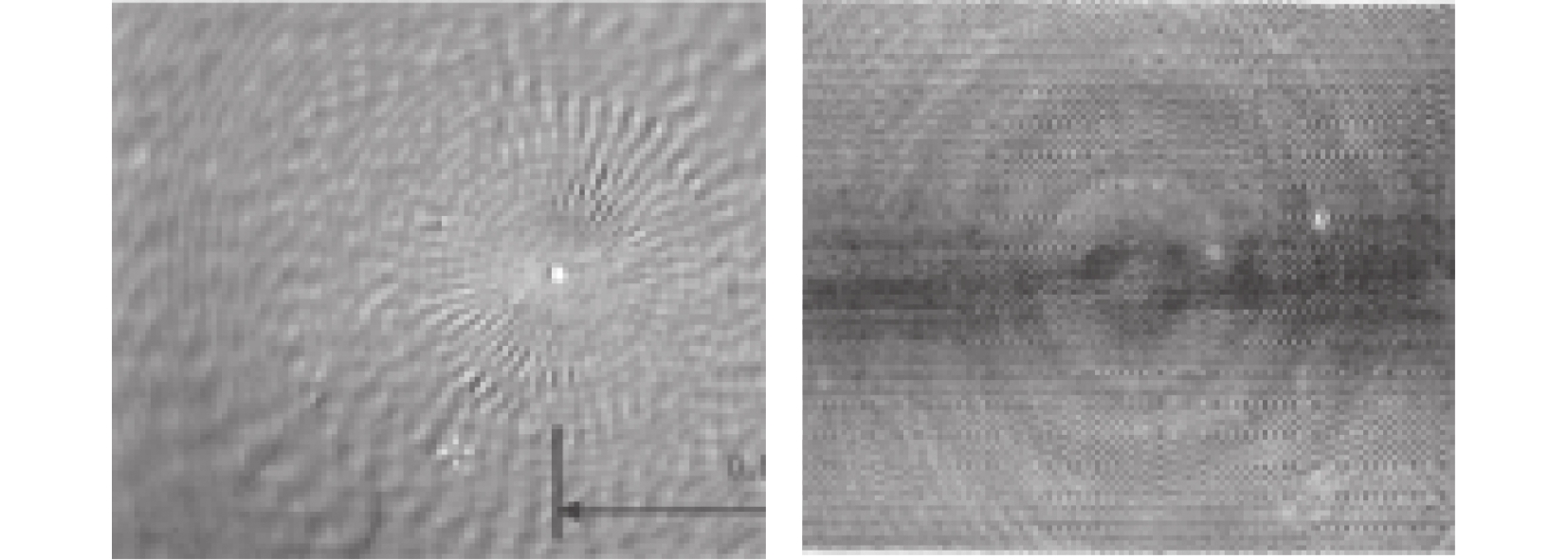
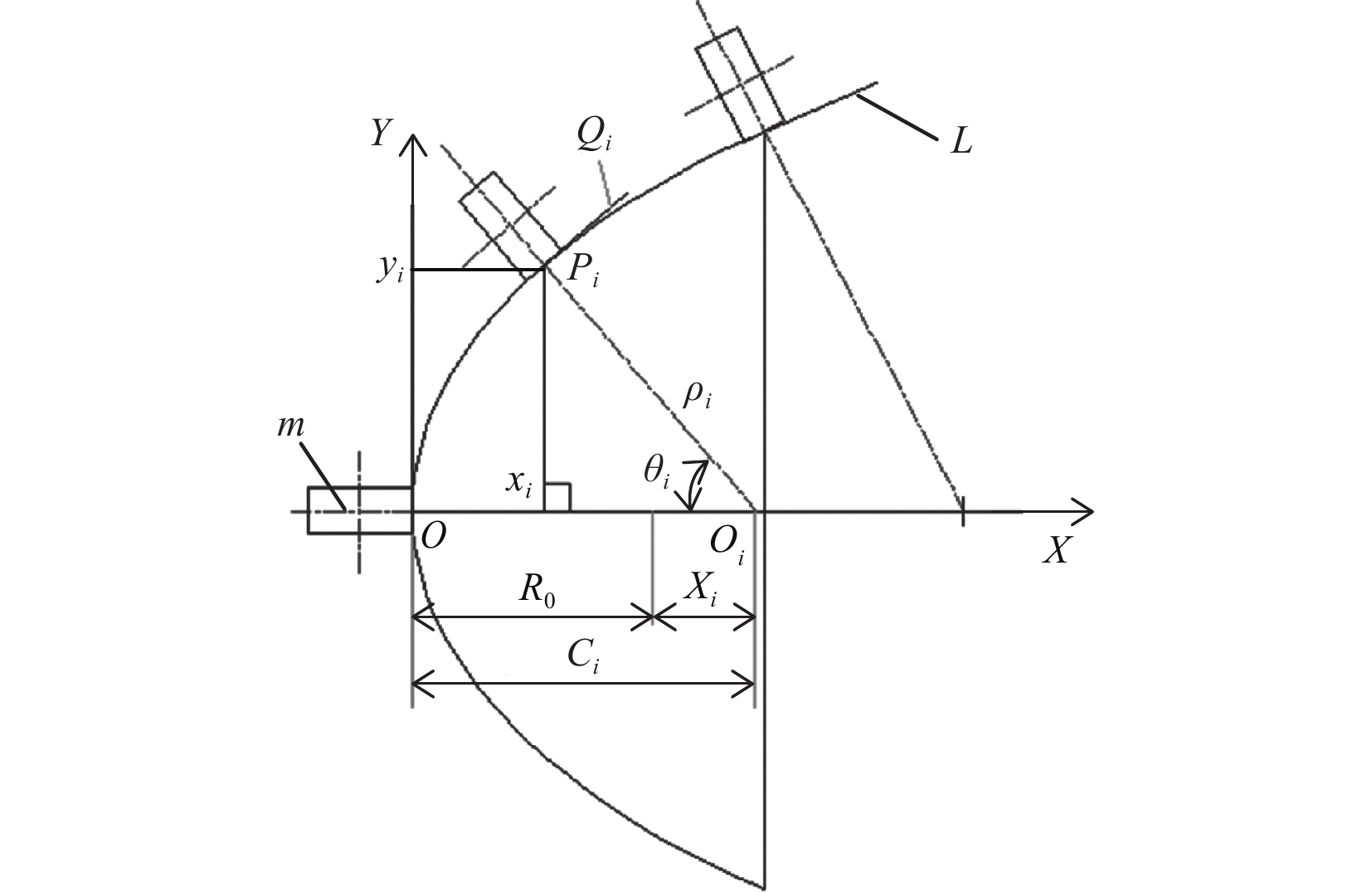
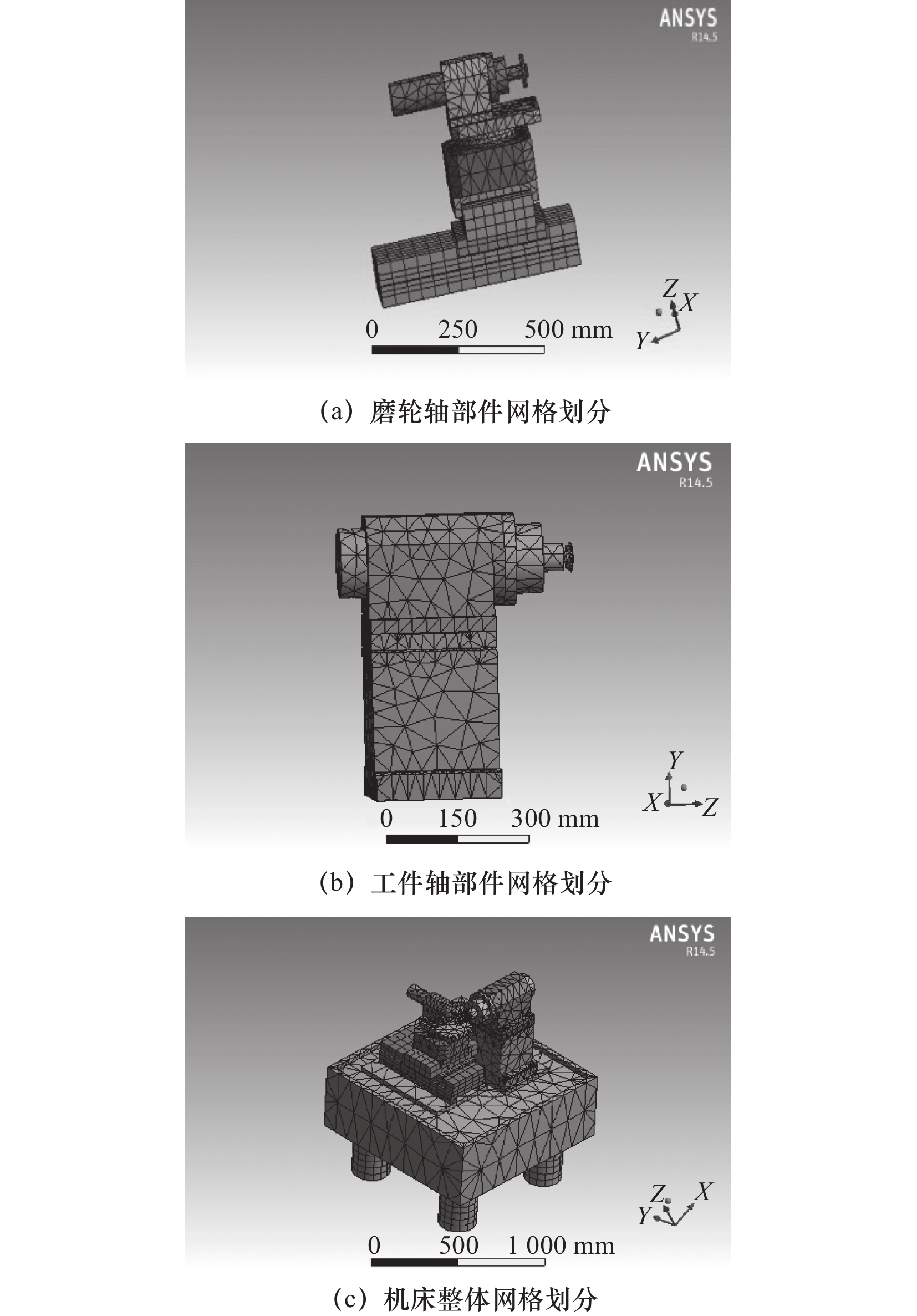
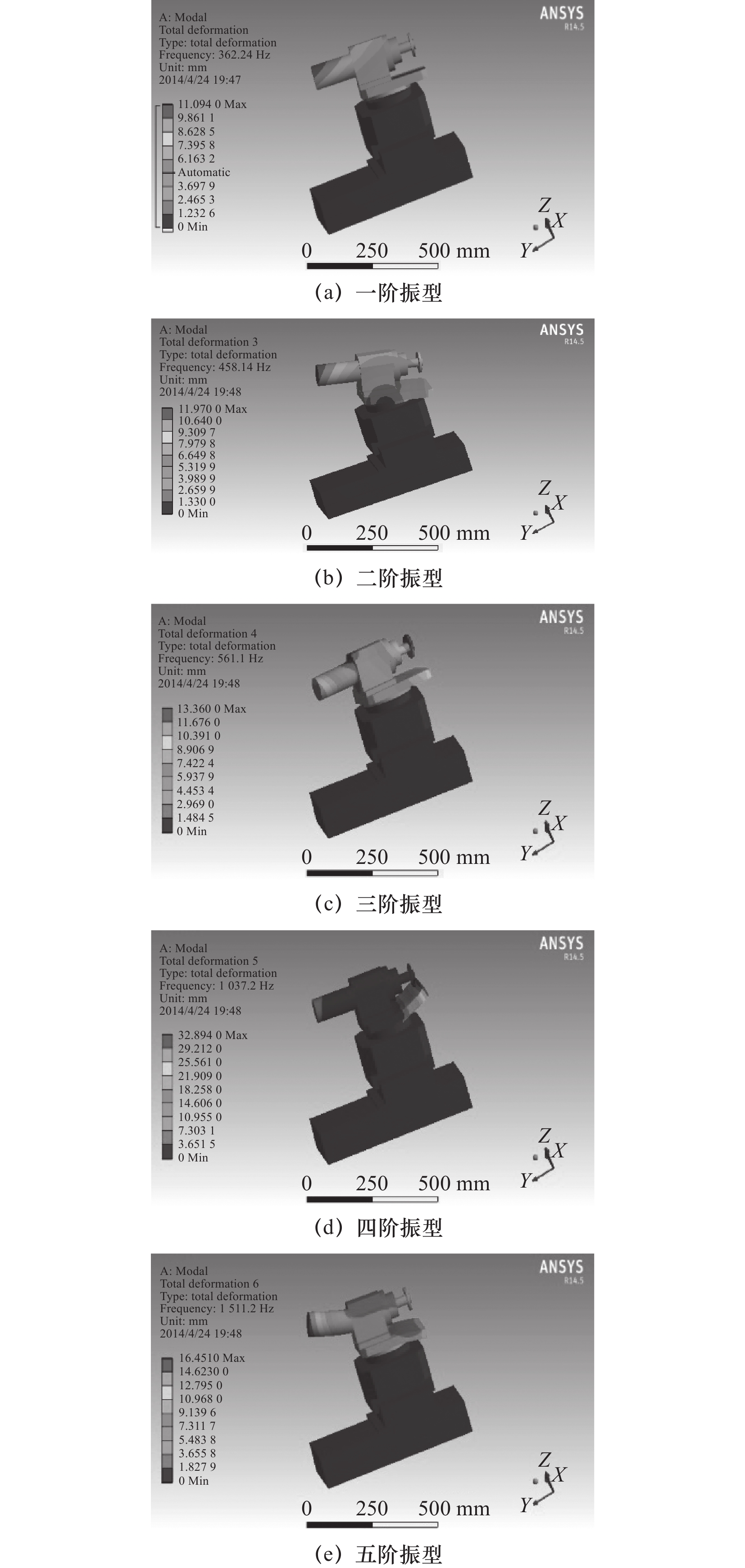
摘要: 针对当前高次非球面光学元件精密成形的热点问题“高次非球面加工后表面残留环带波纹”,分析了高次非球面加工残留环带波纹的主要原因,提出了高次非球面切线回转成形原理,设计了高次非球面切线回转成形实体数模,应用ANSYS Workbench对实体结构进行了动力学模态分析,解析得到了磨轮轴组件、工件轴组件和床身整体的1~5阶固有频率、临界转速和具体振型描述。以研发的高次非球面切线回转成形机床为基础,开展高次非球面加工实验,验证了高次非球面切线回转成形的先进性和实体结构设计的合理性。Abstract: Aiming at the current hot issue of precision forming of high-order aspherical optical components “the residual annular ripples on the surface after high-order aspherical processing”, the main reasons for the residual annular ripples in high-order aspherical processing were analyzed, and a high-order aspherical surface was proposed. Tangent rotary forming method, designed a high-order aspheric tangent rotary forming solid numerical model, applied ANSYS Workbench to carry out dynamic modal analysis on the solid structure, and obtained the grinding wheel shaft assembly, workpiece shaft assembly and the overall machine bed 1~5 order natural frequencies, critical rotational speeds, and specific mode shape descriptions. Based on the developed high-order aspheric tangent rotary forming machine tool, the high-order aspheric surface machining experiment was carried out, and the advanced nature of high-order aspheric tangent rotary forming and the rationality of the solid structure design were verified.
-
Key words:
- high-order aspheric surface /
- annular belt corrugation /
- tangent /
- modal analysis /
- machining experiment
-
表 2 运动轴参数
序号 符号 含义 1 X方向直线平台/mm −40~+60 2 Y方向直线平台/mm −88~+16 3 回转平台/(°) −143~+23° 4 磨轮轴/(r/min) 10 000 5 工件轴/(r/min) 3 000  下载: 导出CSV
下载: 导出CSV
表 3 机床材料参数
序号 材料名称 弹性模量E/Pa 泊松μ 材料密度ρ/(kg/m3) 1 高强度钢 2.1×1011 0.32 7.8×103 2 灰口铸铁 1.20×1011 0.24 7.0×103 3 花岗岩 1.28×1011 0.21 3.0×103
下载: 导出CSV
表 4 磨轮轴组件模态分析数据
振动阶次 固有频率/Hz 临界转速/(r/min) 振动描述 1 706.87 42 412 绕Y向扭转,尾部变形最大 2 757.85 45 171 绕X向扭转,尾部变形最大 3 1 202.1 72 126 绕Z向扭转,首部变形最大 4 1 306.6 78 396 绕X向扭转,磨轮轴支座最大 5 1 762.5 102 750 绕X向扭转,尾部变形最大
下载: 导出CSV
表 5 工件轴组件模态分析数据
振动阶次 固有频率/Hz 临界转速/(r/min) 振动描述 1 538.78 32 326 绕X向摆动 2 575.51 34 530 绕Z向扭转 3 1 038.5 62 310 绕Z向扭转,与二阶振
型相反4 1 664.7 99 882 绕X向扭转,首部变形
最大5 1 907.3 114 438 绕X向逆转,尾部变形
最大
下载: 导出CSV
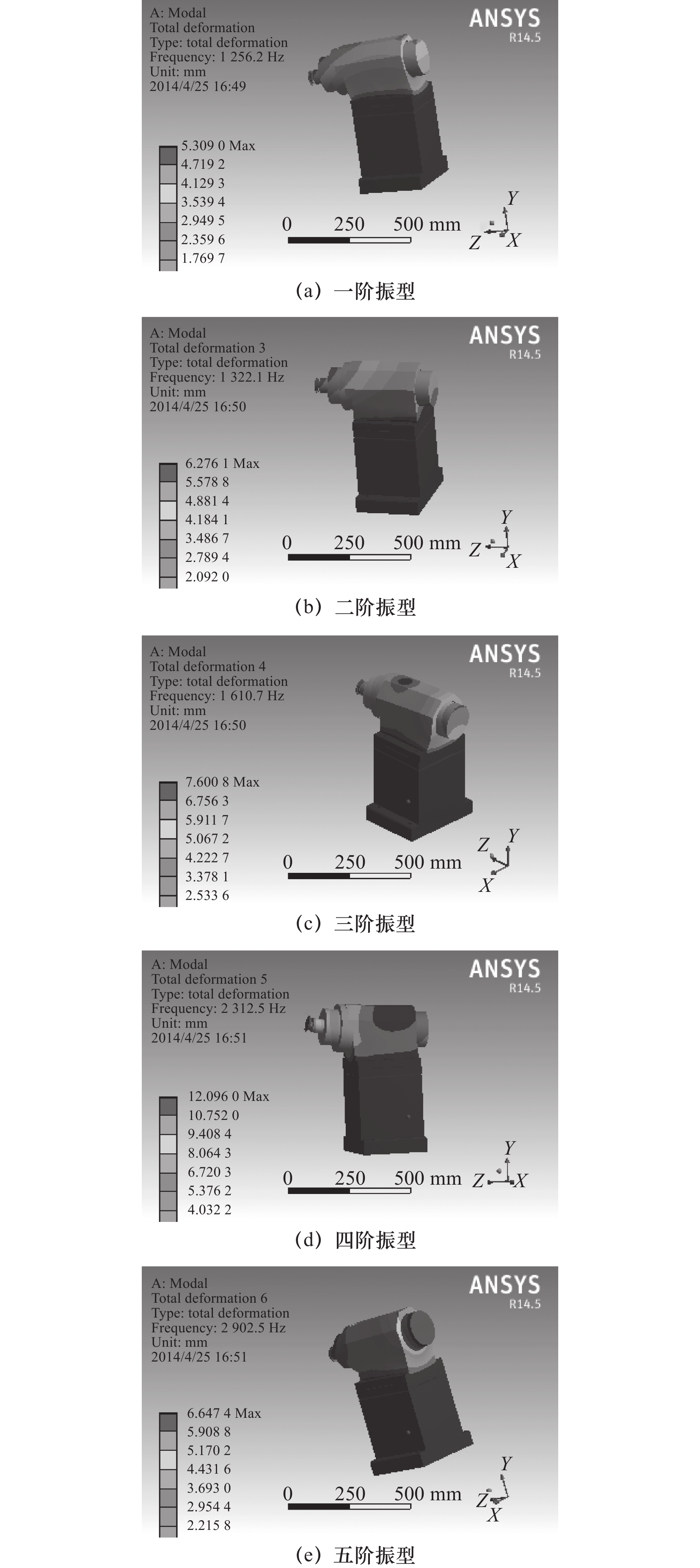
表 6 机床整体模态分析数据
振动
阶次固有
频率/Hz临界转速/
(r/min)振动描述 1 427.72 25 663 磨轮轴首部变形较大,工件轴尾部
变形较大2 475.24 28 514 工件轴部件绕X向扭转,工件轴变形大 3 620.33 37 200 工件轴部件绕Y向扭动,工件轴前后
均有摆动4 630.65 37 839 振型与三阶相似 5 852.67 51 160 磨轮轴变形较小,工件轴绕Z向扭转,工件轴首端变形较大
下载: 导出CSV
表 7 高次非球面面型参数
序号 名称 符号 数值 1 口径/mm D 60 2 分段数 n 20 3 顶点曲率 c 0.163 5 4 回转轴转速/(rad/s) C 0.3 5 二次曲线常数 k −0.943 5 6 高次项系数 a2 1.063 4×10−4 7 高次项系数 a3 1.831 7×10−6
下载: 导出CSV
-
[1] 蔡志华. 基于单光楔补偿拼接检测大口径凸非球面反射镜技术的研究[D]. 长春: 中国科学院大学(中国科学院长春光学精密机械与物理研究所), 2021. [2] 刘锋伟, 吴永前, 陈强, 等. 大口径光学非球面镜先进制造技术概述[J]. 光电工程, 2020, 47(10): 65-87. [3] 聂凤明, 李占国. 中大口径轴对称光学非球面超精密磨削数控机床的研制[J]. 制造业自动化, 2014, 36(18): 143-146. [4] 李明泽, 侯溪, 赵文川,等. 非球面光学表面缺陷检测技术现状和发展趋势(特邀)[J]. 红外与激光工程, 2022, 51(9): 20220457. doi: 10.3788/IRLA20220457 [5] 路文文, 郭景阳, 陈善勇. 鸥翼型非球面元件的白光干涉拼接测量[J]. 光学学报, 2022, 42(9): 112-122. [6] 申冰怡, 王振忠. 小口径非球面碳化钨模具的磁场辅助抛光工艺[J]. 厦门大学学报:自然科学版, 2022, 61(2): 314-320. [7] 梁子健, 杨甬英, 赵宏洋, 等. 非球面光学元件面型检测技术研究进展与最新应用[J]. 中国光学, 2022, 15(2): 161-186. [8] 刘鲁宁. 高速面铣刀模态参数及其对切削性能影响研究[D]. 济南: 山东大学, 2013. [9] 邓聪颖, 叶波, 苗建国, 等. 基于K-means++聚类与概率神经网络的数控机床变位姿动态特性模糊评估[J]. 仪器仪表学报, 2020, 41(12): 227-235. [10] Wang S C, Wang H J, Han Q S, et al. Analysis of dynamic characteristics of five-axis CNC machine tool[J]. The Journal of Engineering, 2019, 23: 8790-8793. -

 下载:
下载:



 点击查看大图
点击查看大图
图(15) / 表(7)
计量
- 文章访问数: 48
- HTML全文浏览量: 31
- PDF下载量: 17
- 被引次数: 0


