Founded in 1951 monthly
ISSN 1005-2402
CN 11-3398/TH
Responsible Department:China Association for Science andTechnology
Sponsors:China Mechanical Engineering Society
Beijing Machine Tool Research Institute Co., Ltd.
Chief Editor: Huang Zhenghua
Deputy Managing Editor: TAN Hongying
Director ofMachine Tool Magazine Agency: HUANG Zuguang
Post Distribution: 2-636
External Code: M397
Price for Mainland China: RMB18/month, RMB 216/year(for 12 issues)
Overseas Price: US$180/year
Download CenterMore
Articles in press have been peer-reviewed and accepted, which are not yet assigned to volumes /issues, but are citable by Digital Object Identifier (DOI).
Display Method:
2024, (4): 5-12.
doi: 10.19287/j.mtmt.1005-2402.2024.04.001
Abstract:
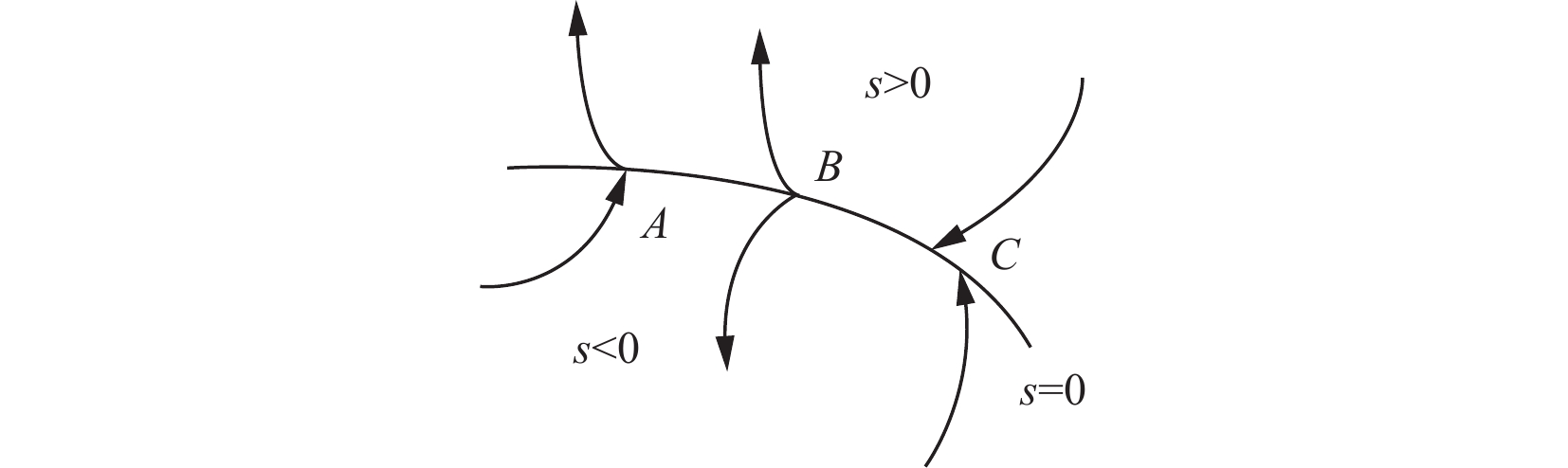
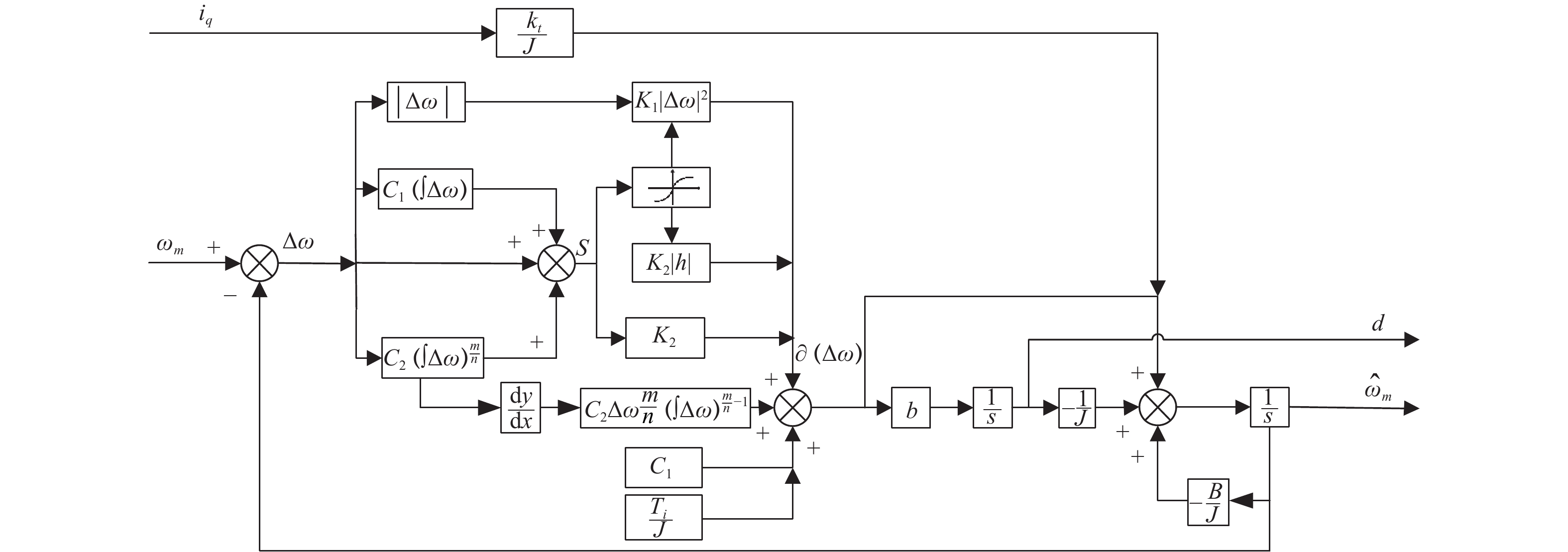
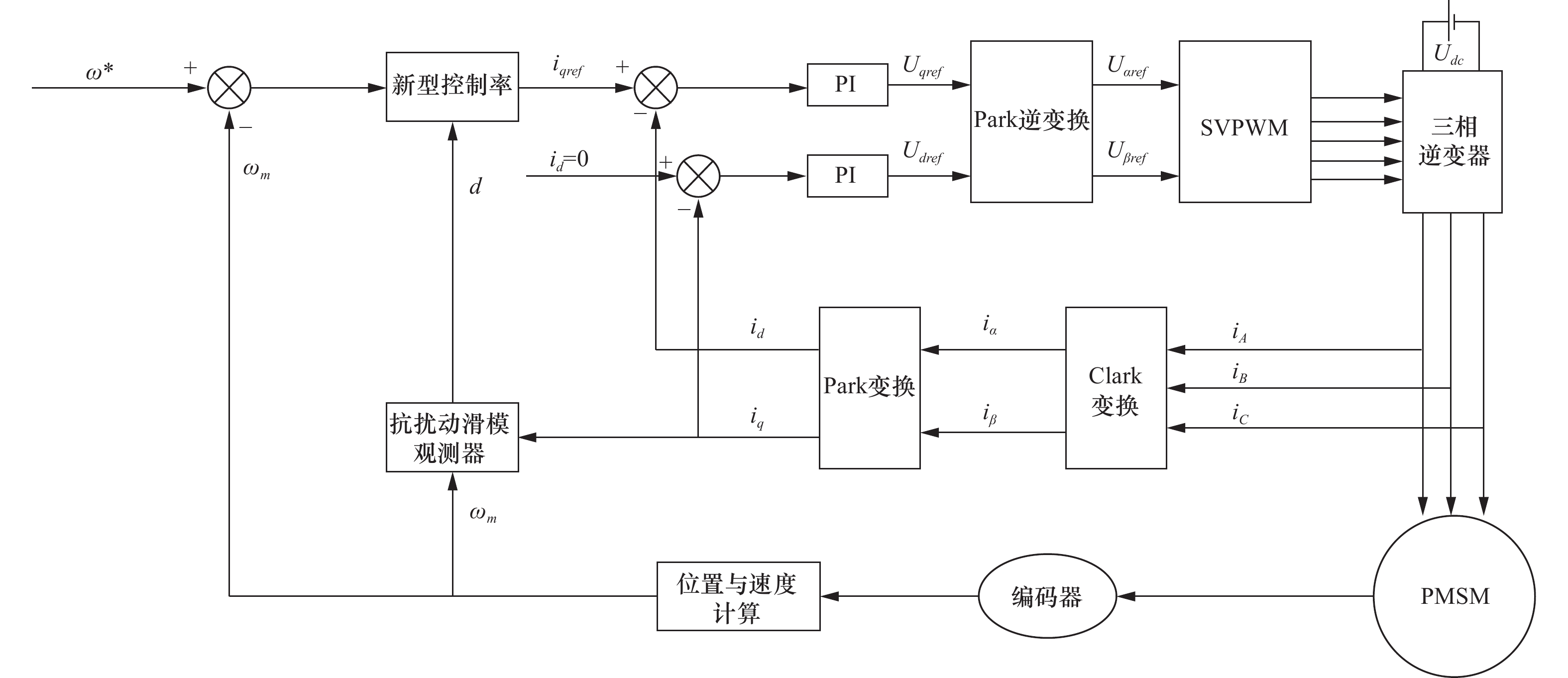
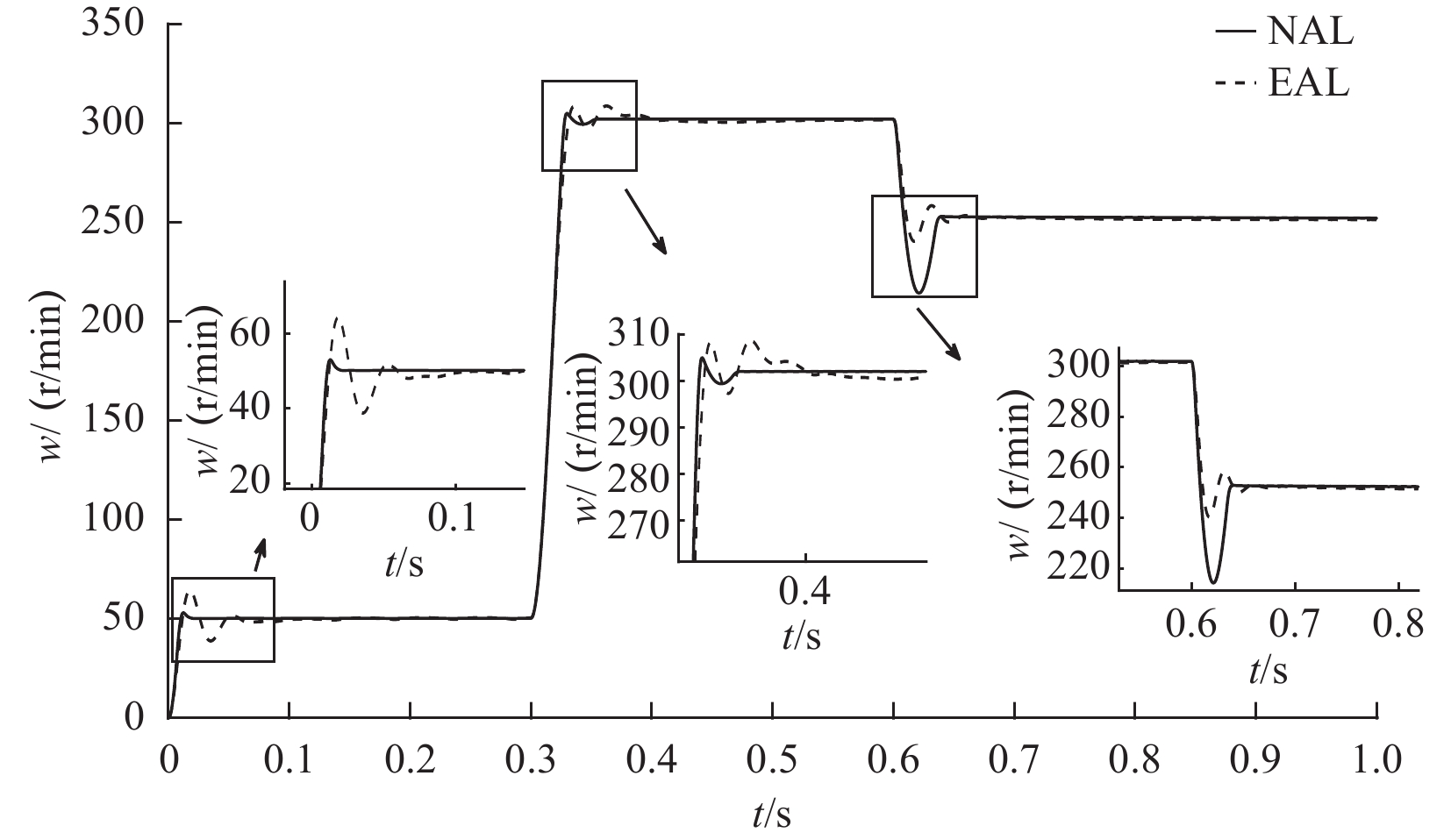
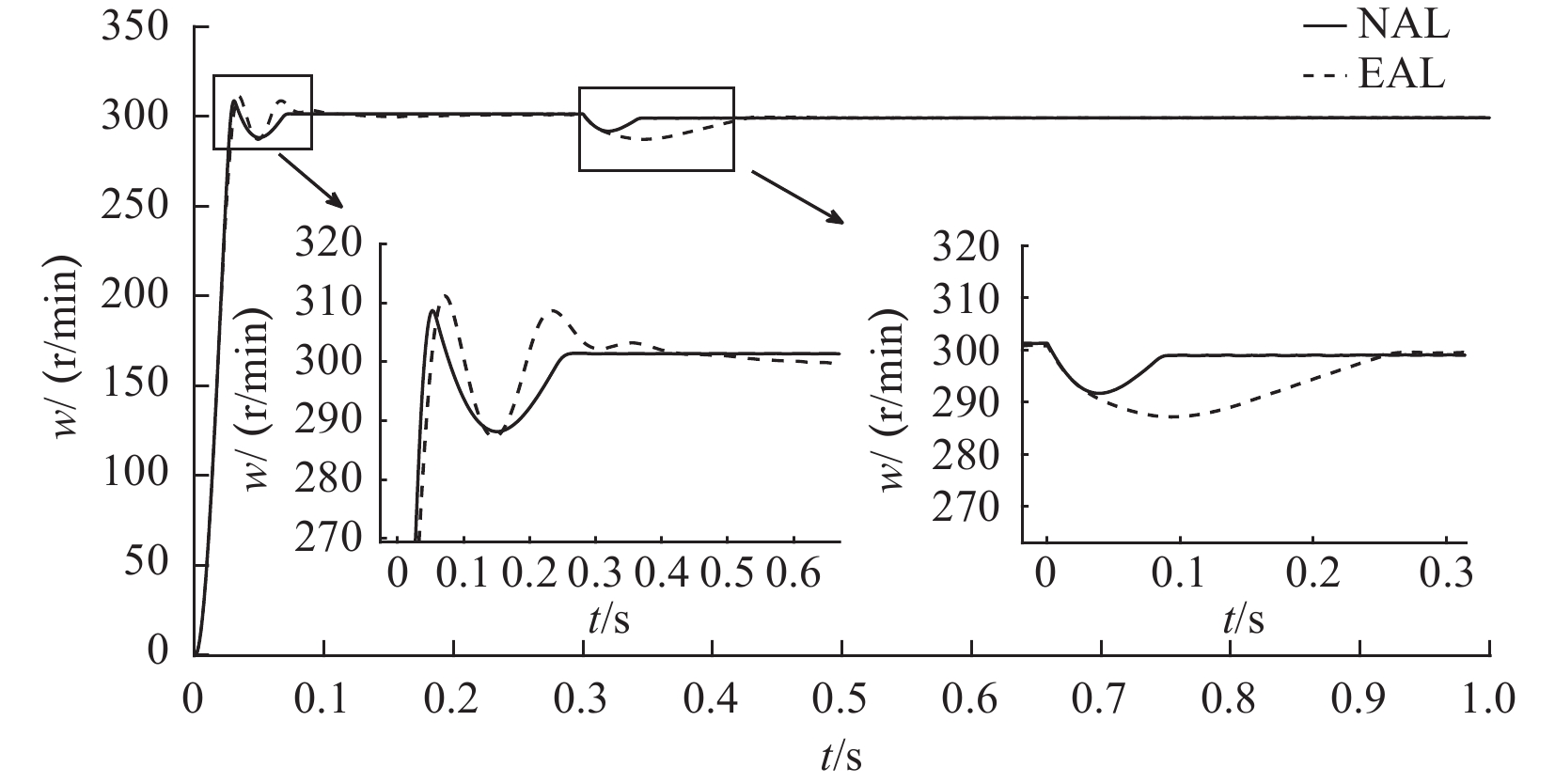
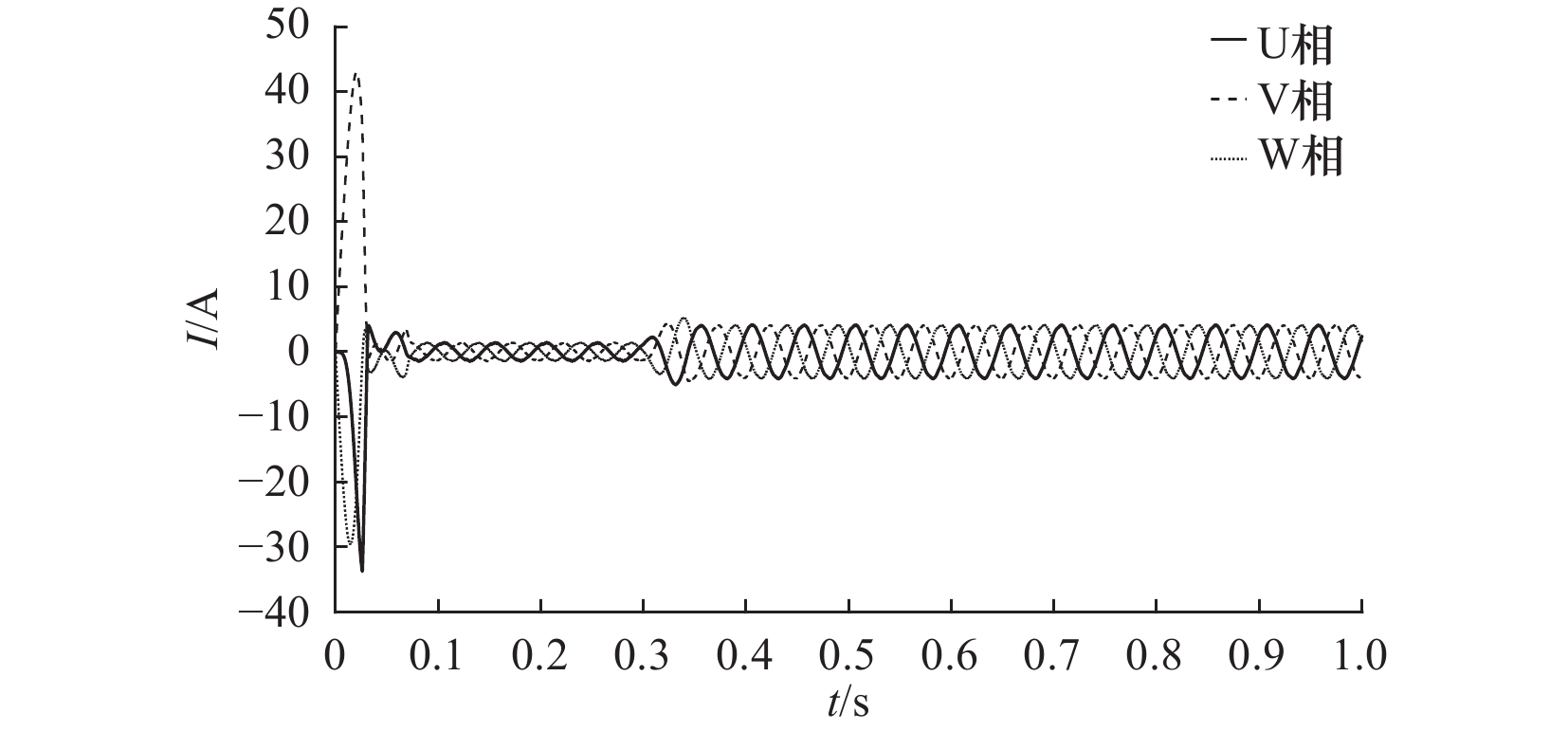
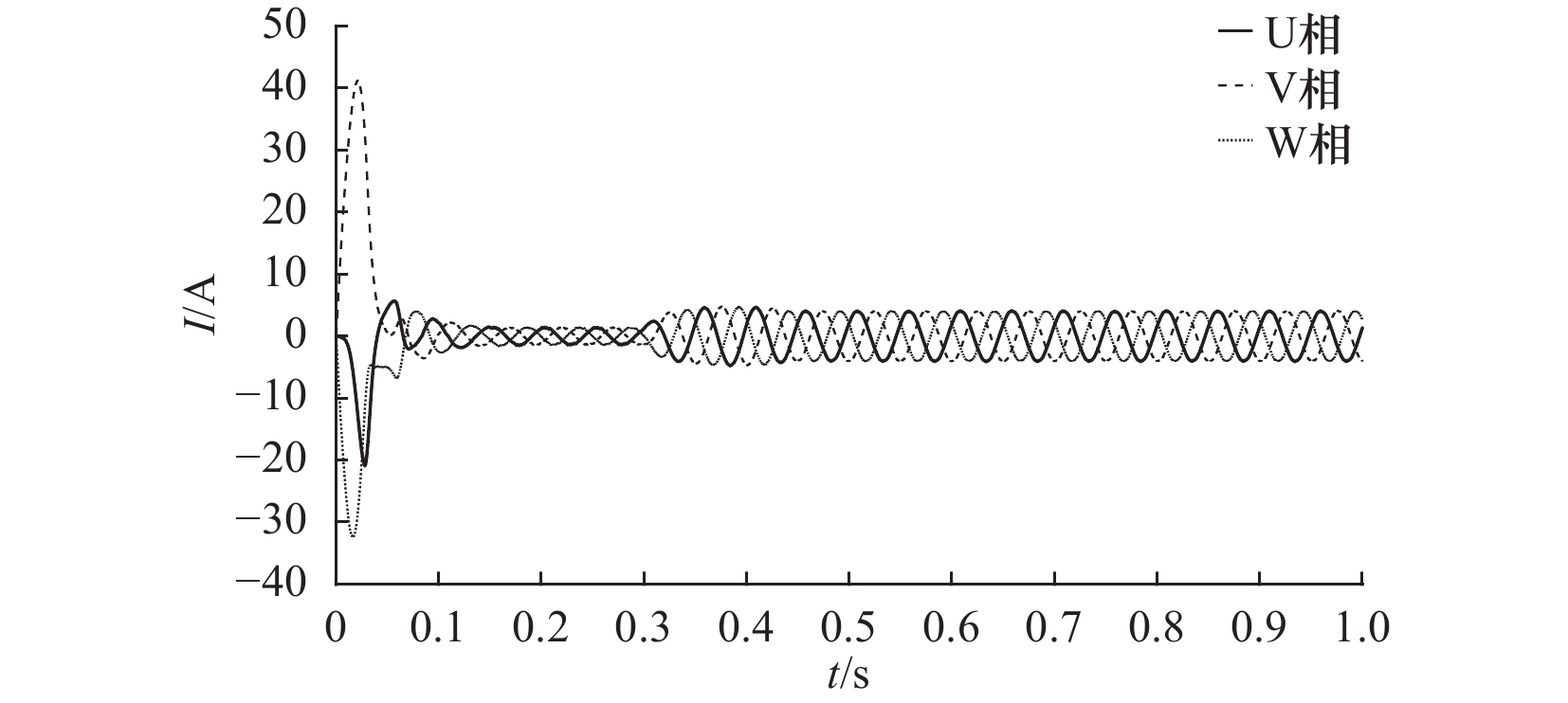
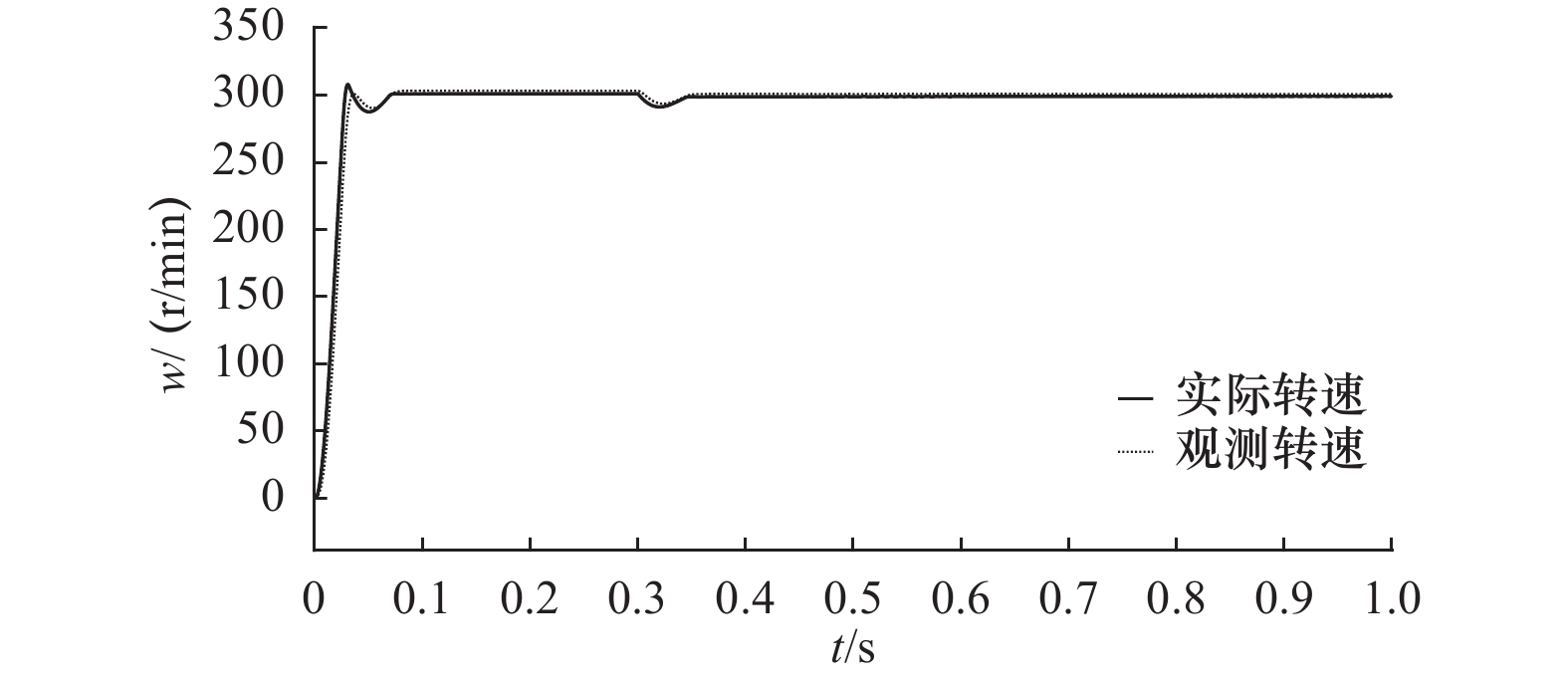
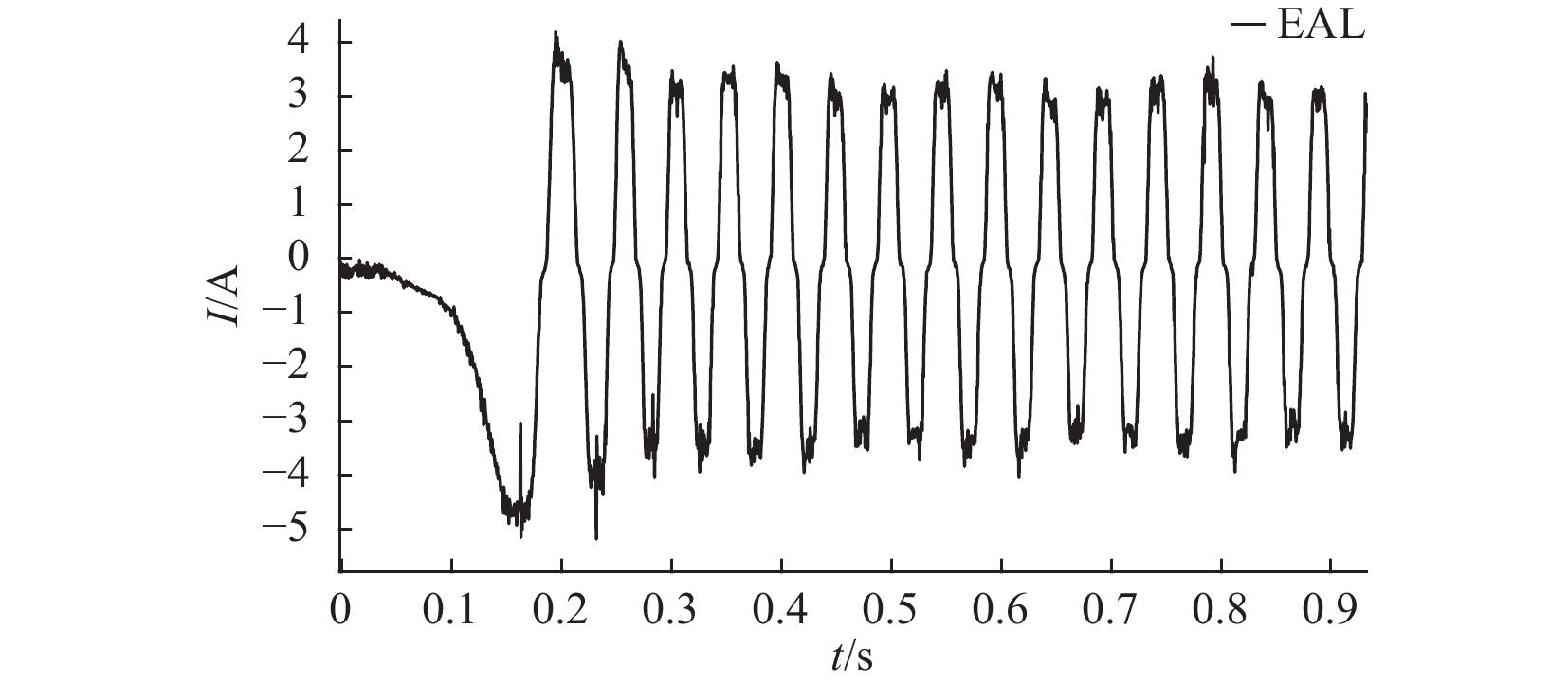
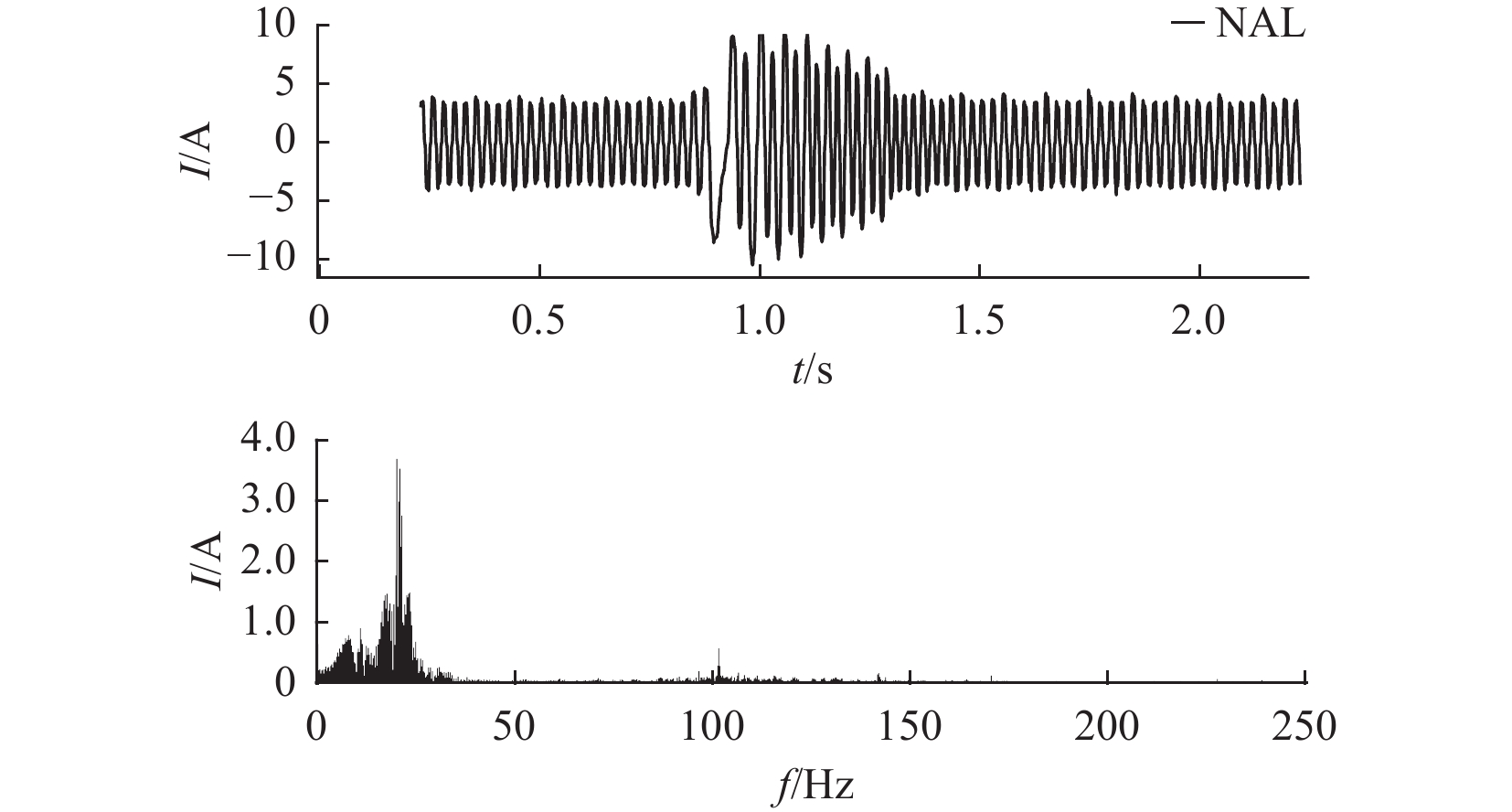
In order to improve the response speed and robustness of permanent magnet synchronous motor (PMSM) servo control system, a control method based on terminal sliding mode is proposed in this paper. Firstly, the convergence of traditional sliding mode surface is analyzed, and the non-singular terminal sliding mode surface is introduced. Secondly, a new approach law is proposed on the basis of the traditional approach law, and a current-speed controller based on the new approach law is designed. Finally, a sliding mode observer is designed to compensate the disturbance and observe the speed of the motor.The new control algorithm proposed has been demonstrated through software simulation and experimental verification to effectively suppress the oscillation issue of the permanent magnet synchronous motor when approaching the equilibrium point, and it has a lower overshoot, good disturbance rejection capability, and faster response speed, confirming the feasibility and effectiveness of the proposed method.
In order to improve the response speed and robustness of permanent magnet synchronous motor (PMSM) servo control system, a control method based on terminal sliding mode is proposed in this paper. Firstly, the convergence of traditional sliding mode surface is analyzed, and the non-singular terminal sliding mode surface is introduced. Secondly, a new approach law is proposed on the basis of the traditional approach law, and a current-speed controller based on the new approach law is designed. Finally, a sliding mode observer is designed to compensate the disturbance and observe the speed of the motor.The new control algorithm proposed has been demonstrated through software simulation and experimental verification to effectively suppress the oscillation issue of the permanent magnet synchronous motor when approaching the equilibrium point, and it has a lower overshoot, good disturbance rejection capability, and faster response speed, confirming the feasibility and effectiveness of the proposed method.




2024, (4): 13-18.
doi: 10.19287/j.mtmt.1005-2402.2024.04.002
Abstract:
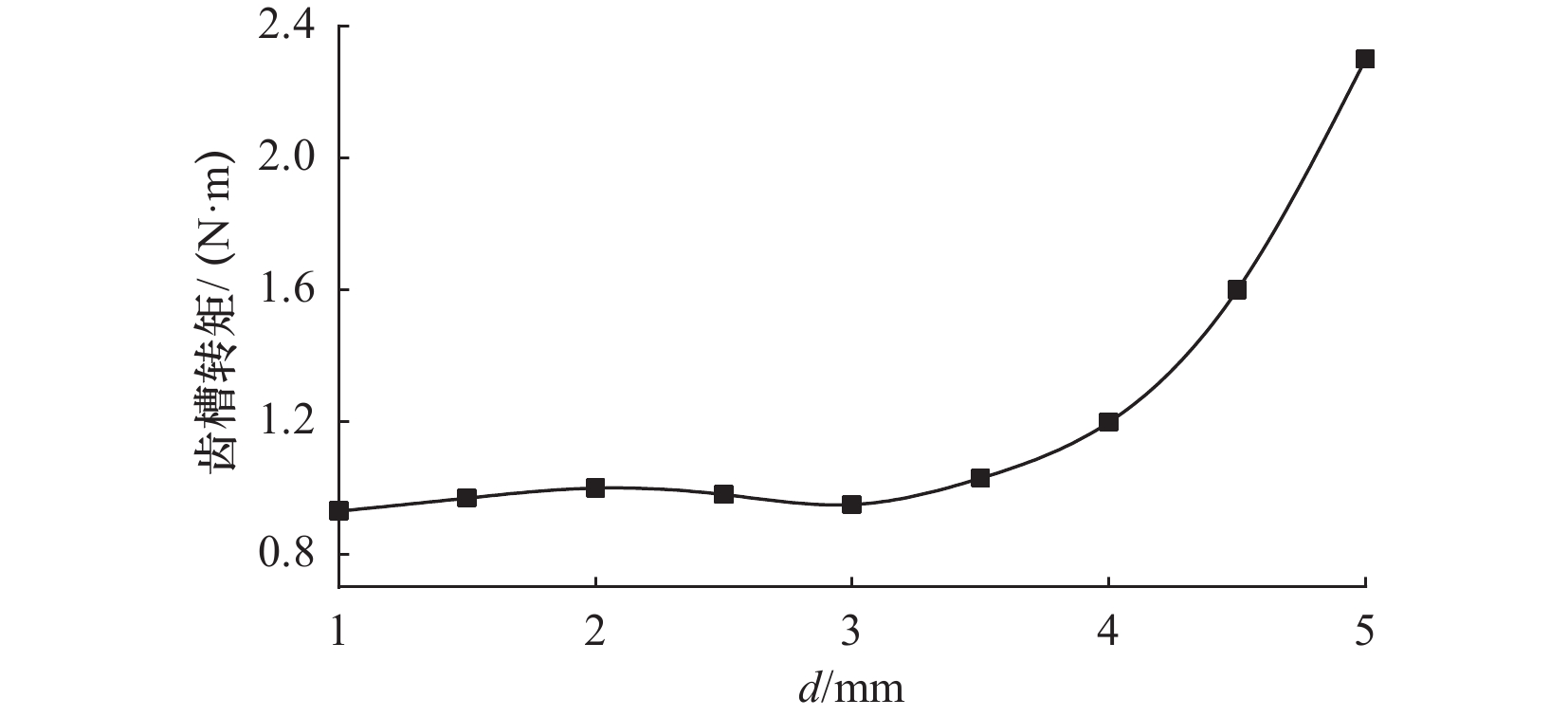
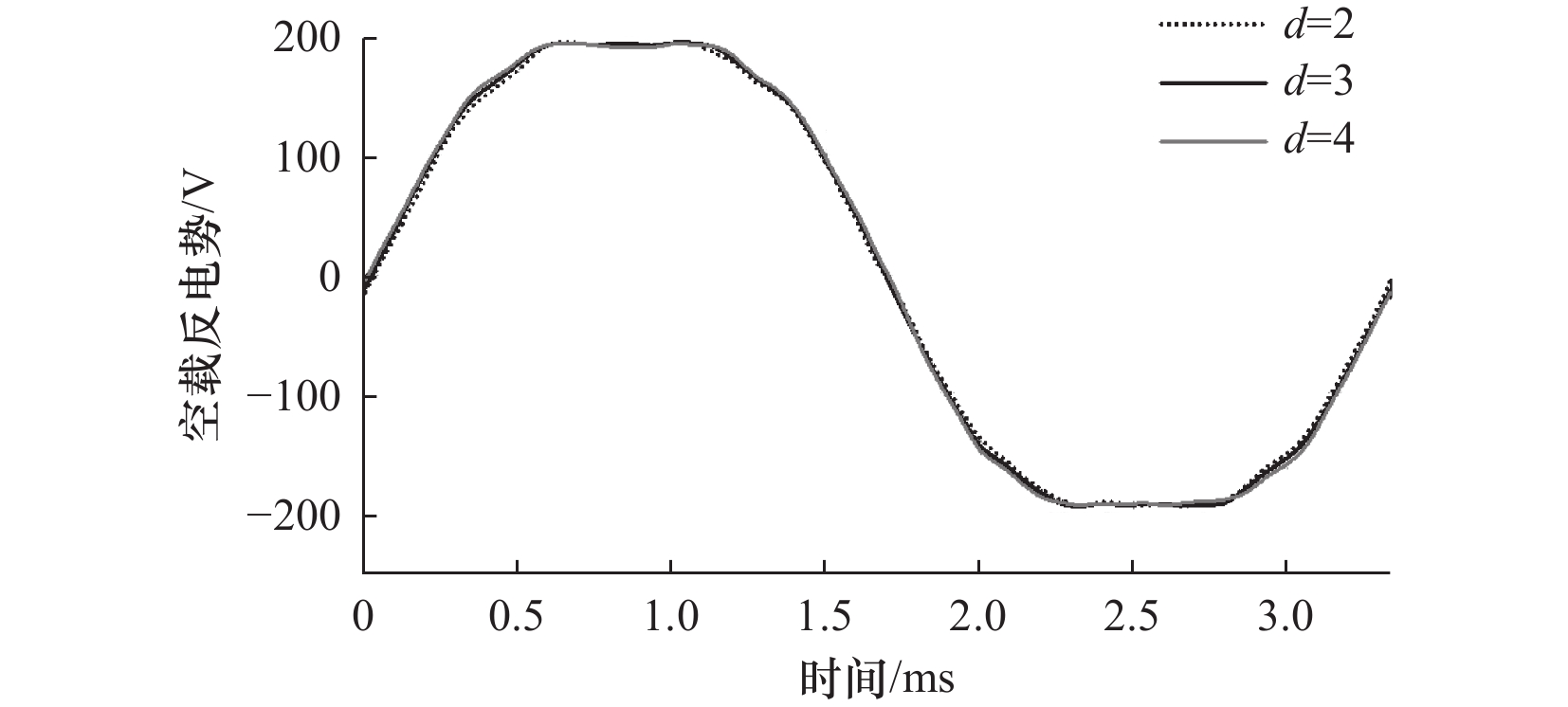
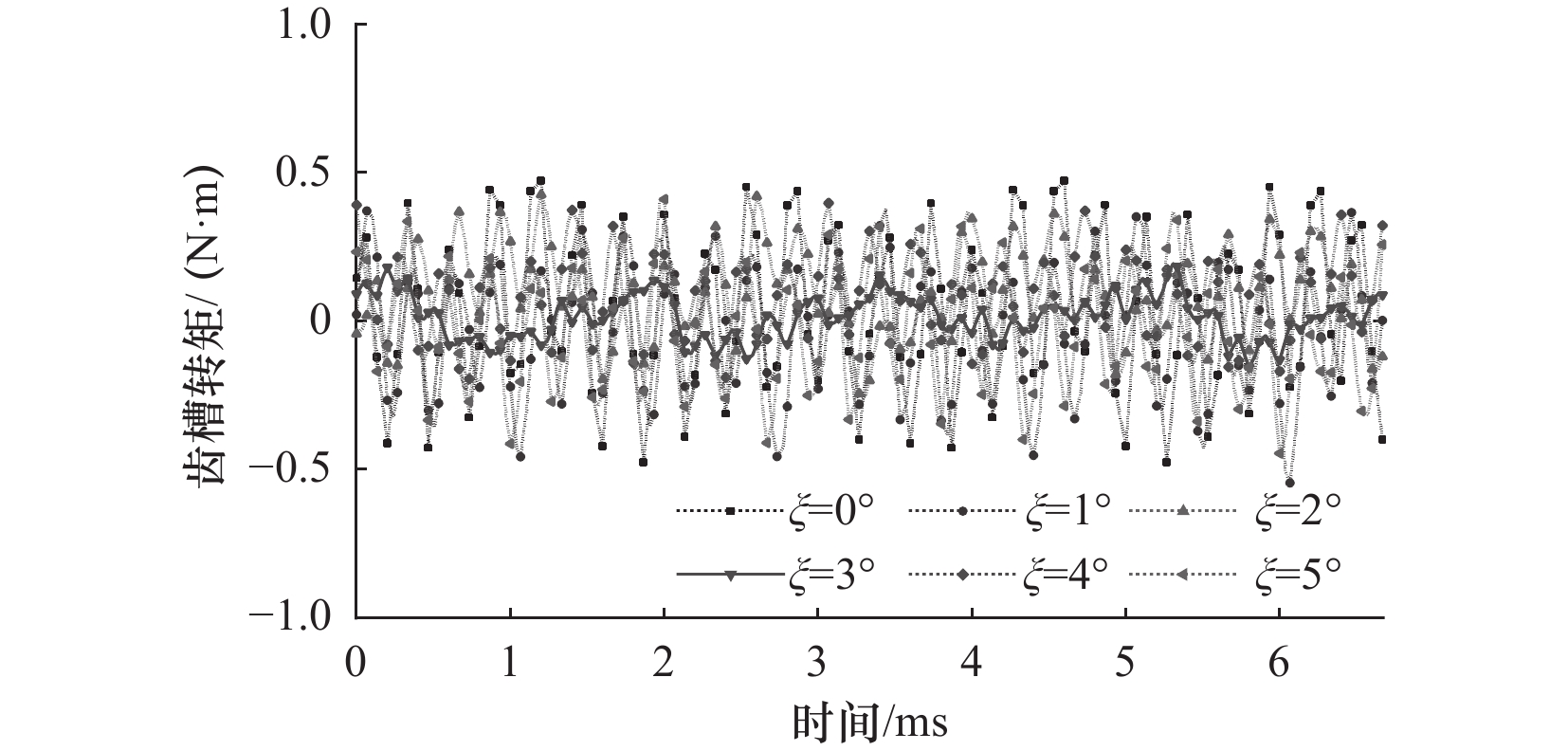
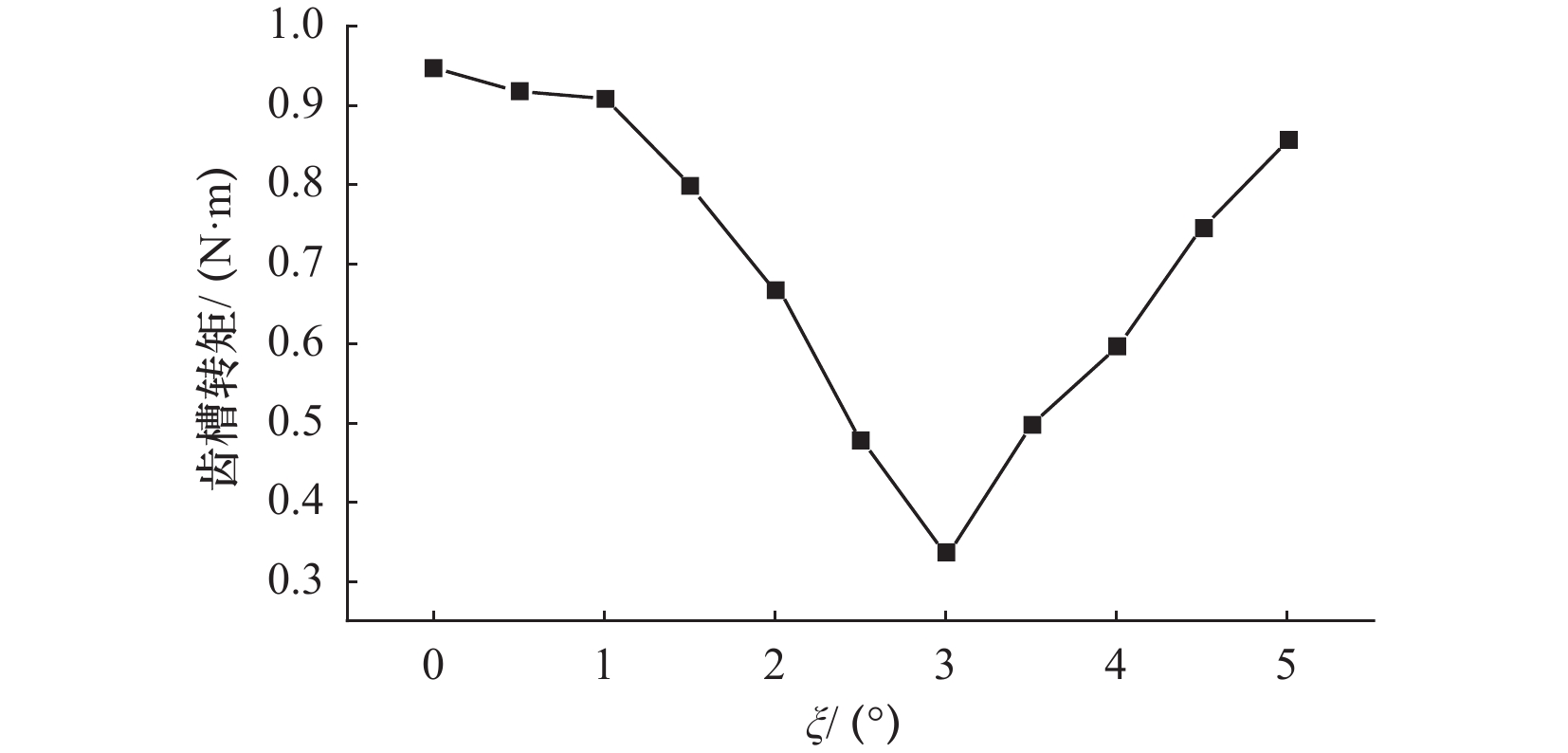
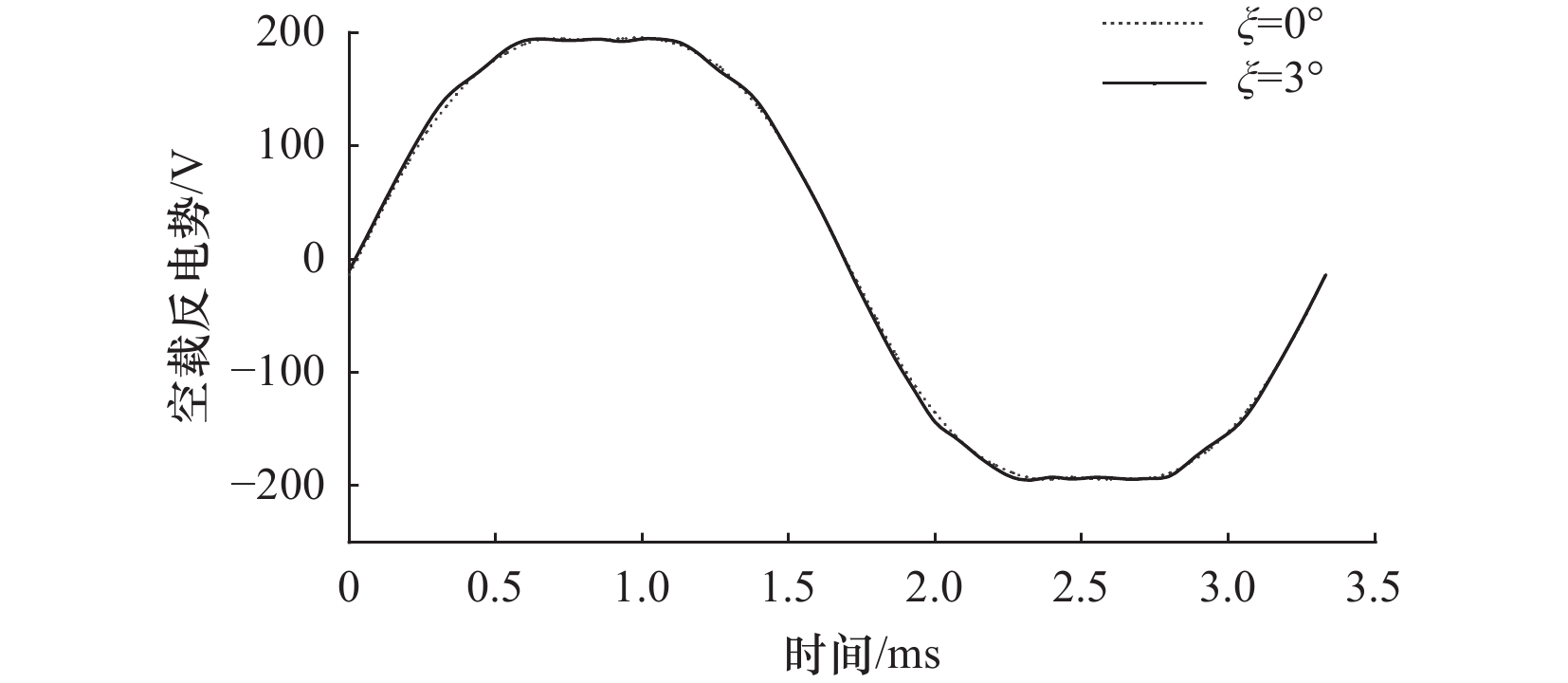
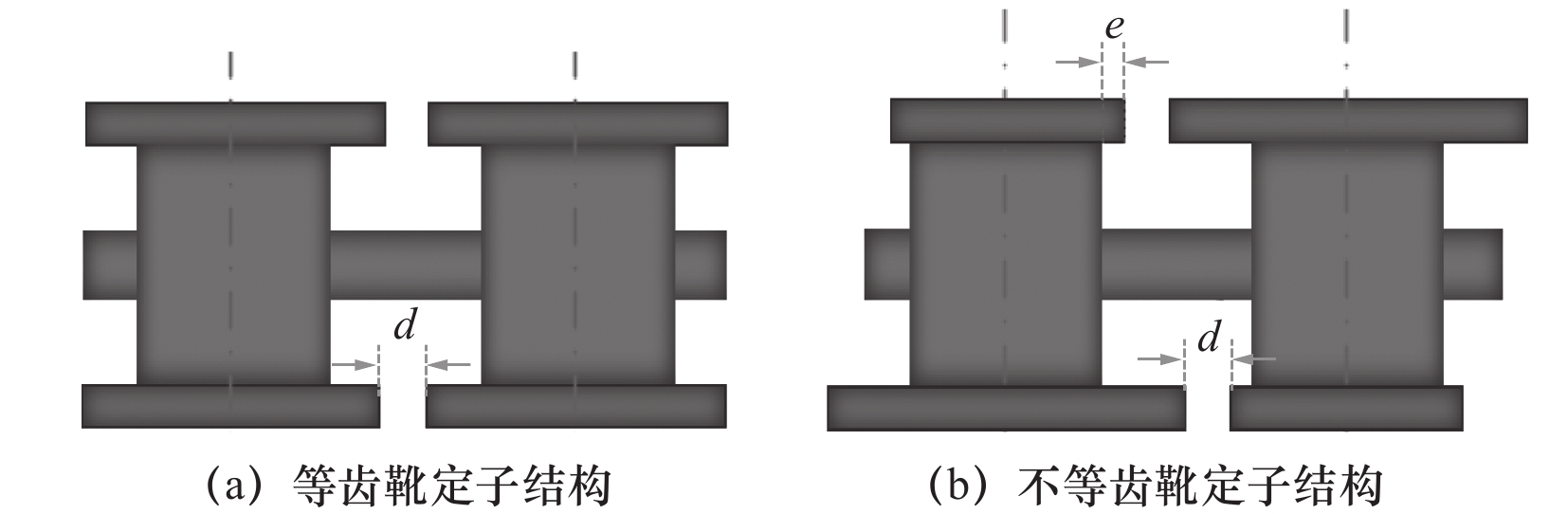
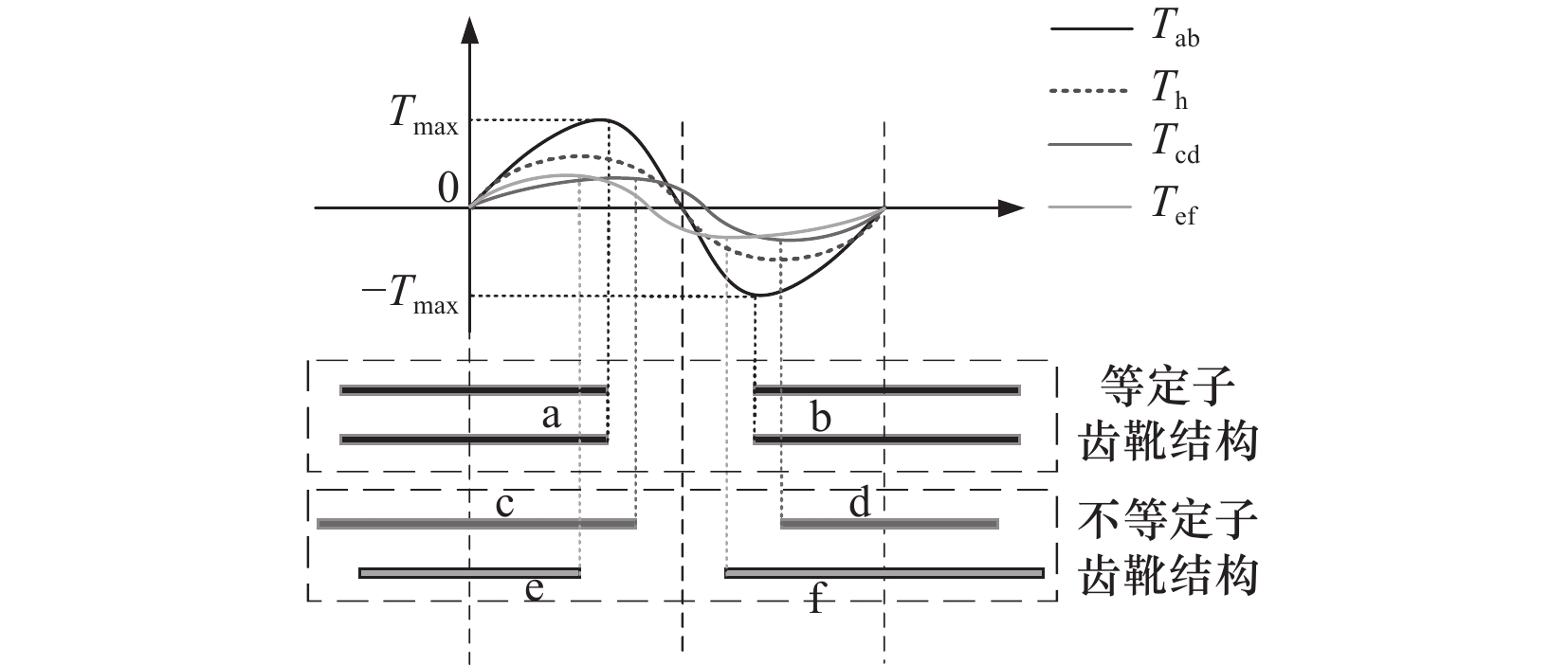
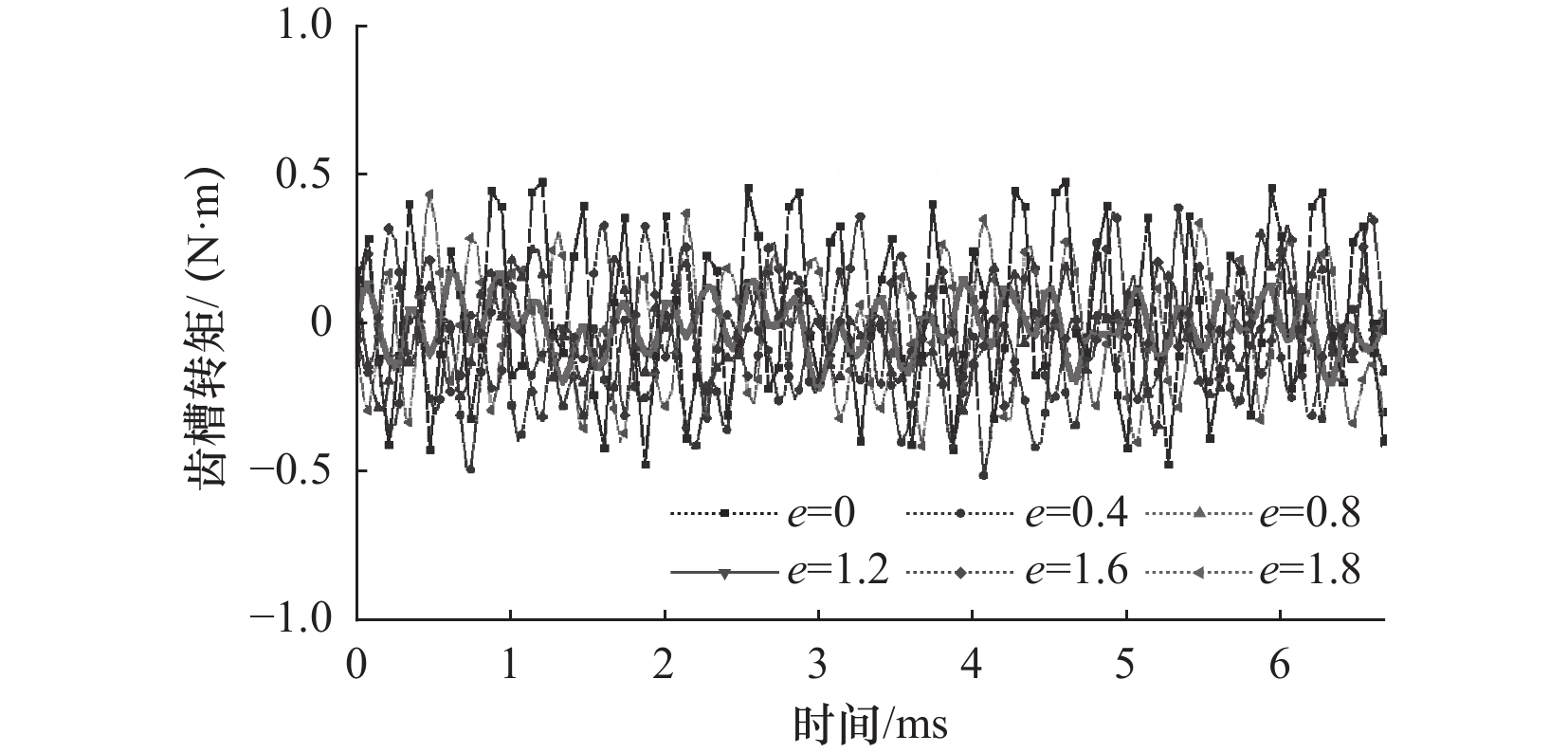
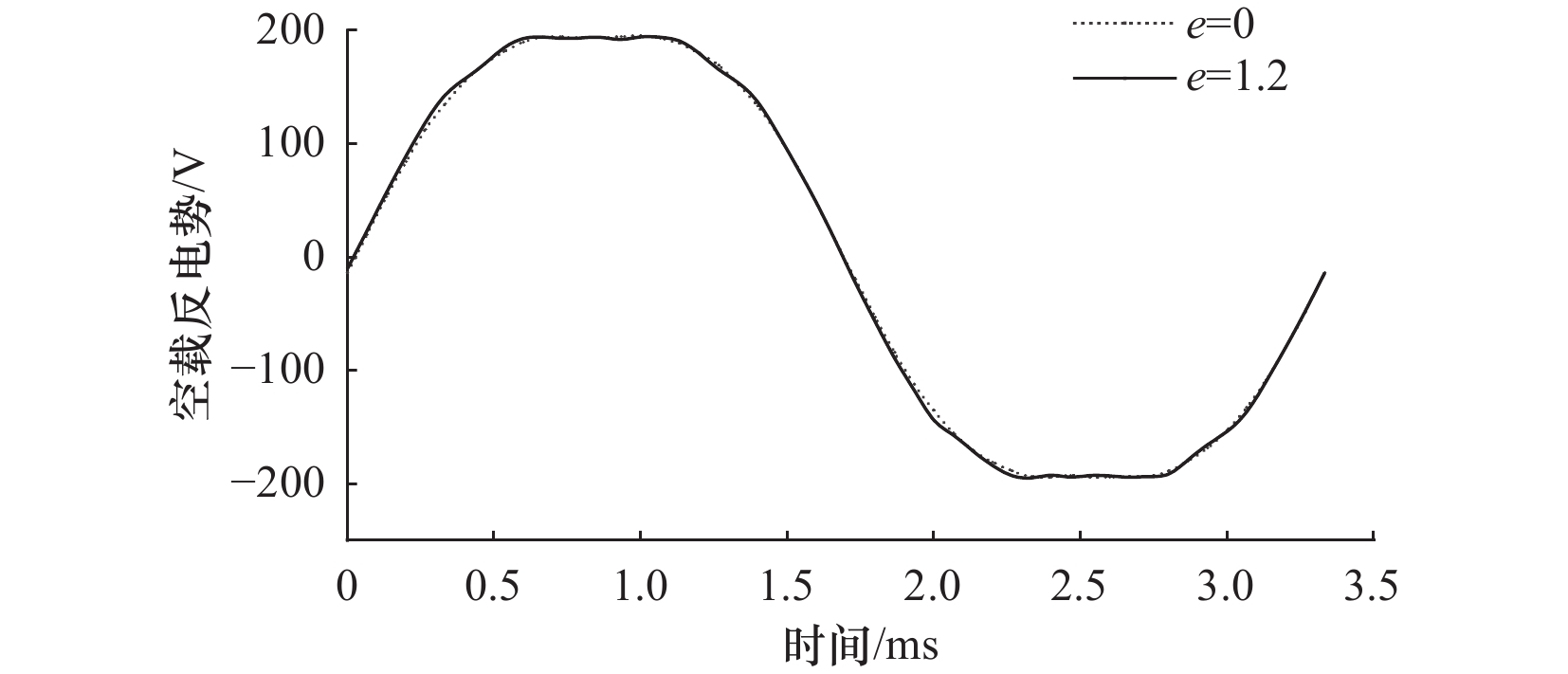
In order to weaken the cogging torque of disk permanent magnet motors, two structural optimization methods of stator offset and unequal stator boot are proposed. The cogging torque formula of axial motor is derived by energy method and Fourier decomposition, and the minimum cogging torque of the original model is obtained by optimizing the width of the stator groove. Then, the offset angle of the stator offset structure is obtained by calculating and finite element analysis. Finally, through theoretical analysis and simulation calculation, the expansion width of the stator gear boots based on the minimum cogging torque is obtained, and the unequal stator gear boots structure can make the stator’s upper and lower cogging torque cancel each other. The comparison results show that the unequal stator boot structure has the best effect on the reduction of cogging torque. When the expansion width is 1.2, the cogging torque is reduced by 71%.
In order to weaken the cogging torque of disk permanent magnet motors, two structural optimization methods of stator offset and unequal stator boot are proposed. The cogging torque formula of axial motor is derived by energy method and Fourier decomposition, and the minimum cogging torque of the original model is obtained by optimizing the width of the stator groove. Then, the offset angle of the stator offset structure is obtained by calculating and finite element analysis. Finally, through theoretical analysis and simulation calculation, the expansion width of the stator gear boots based on the minimum cogging torque is obtained, and the unequal stator gear boots structure can make the stator’s upper and lower cogging torque cancel each other. The comparison results show that the unequal stator boot structure has the best effect on the reduction of cogging torque. When the expansion width is 1.2, the cogging torque is reduced by 71%.



2024, (4): 19-25.
doi: 10.19287/j.mtmt.1005-2402.2024.04.003
Abstract:
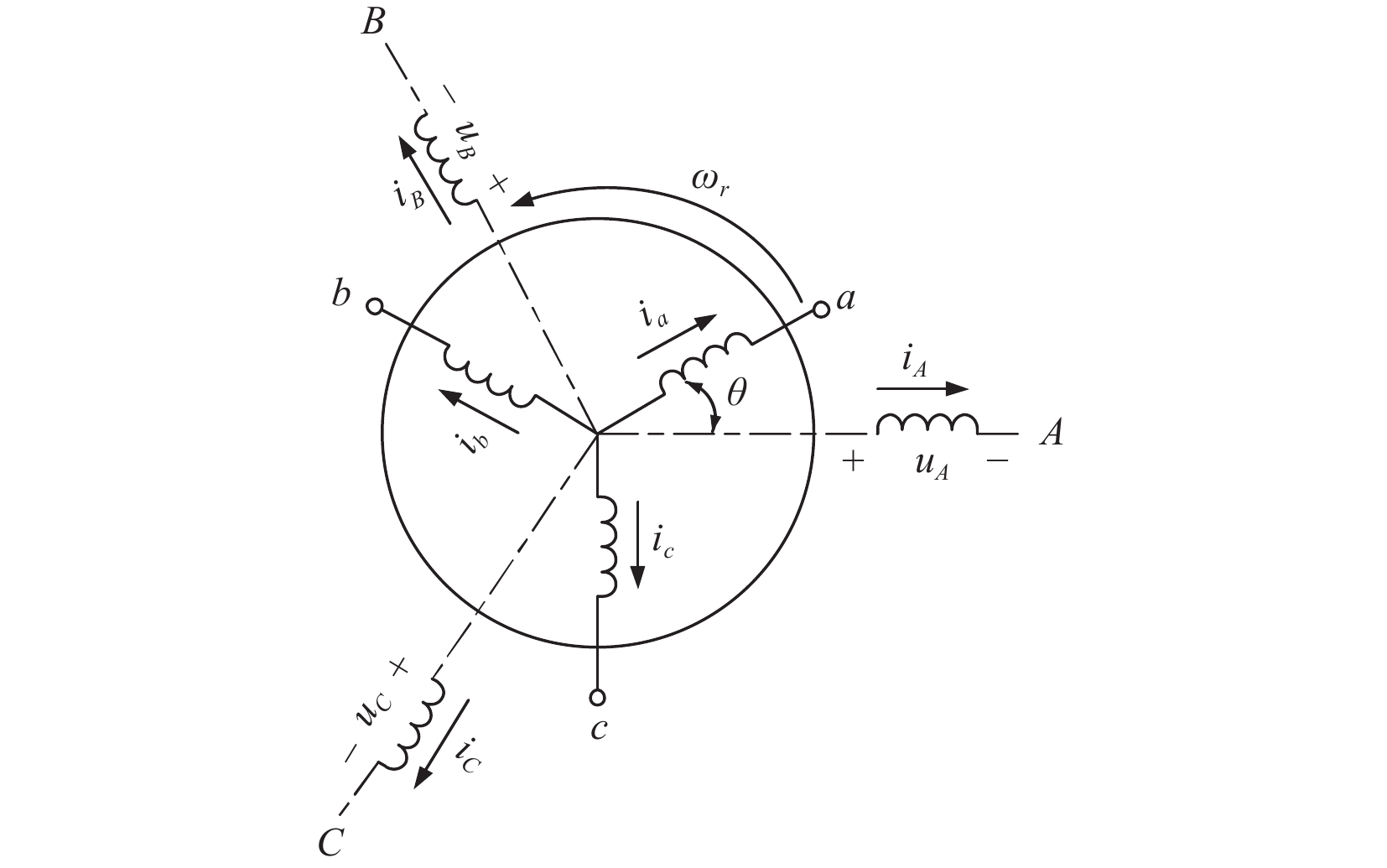
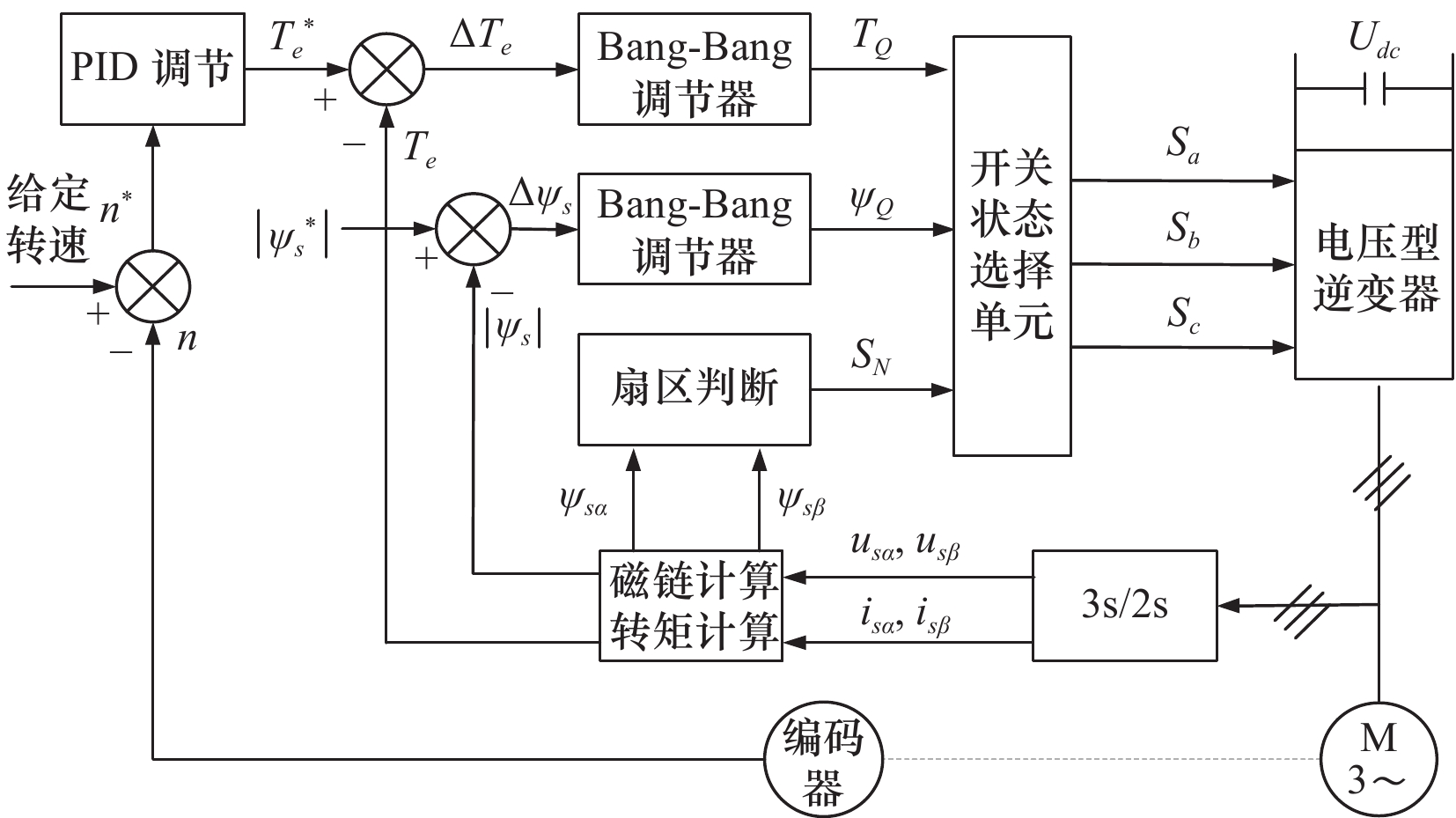
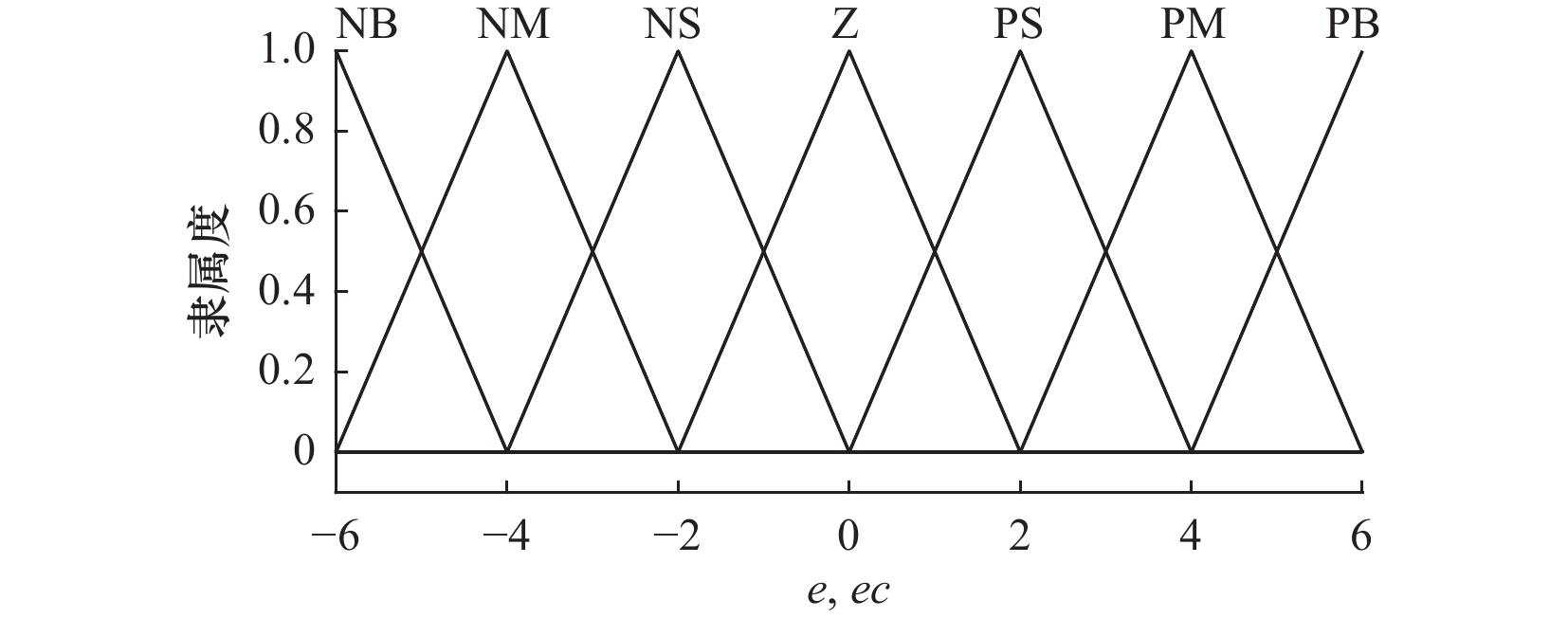
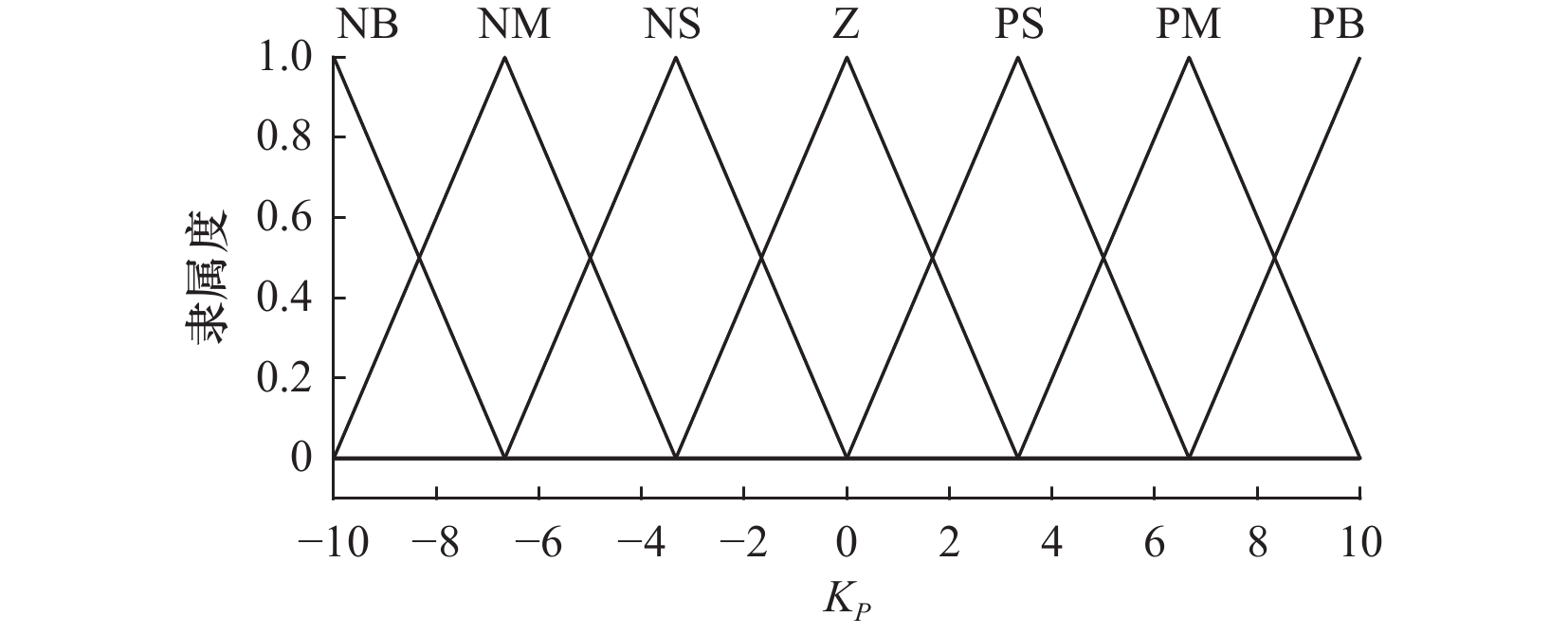
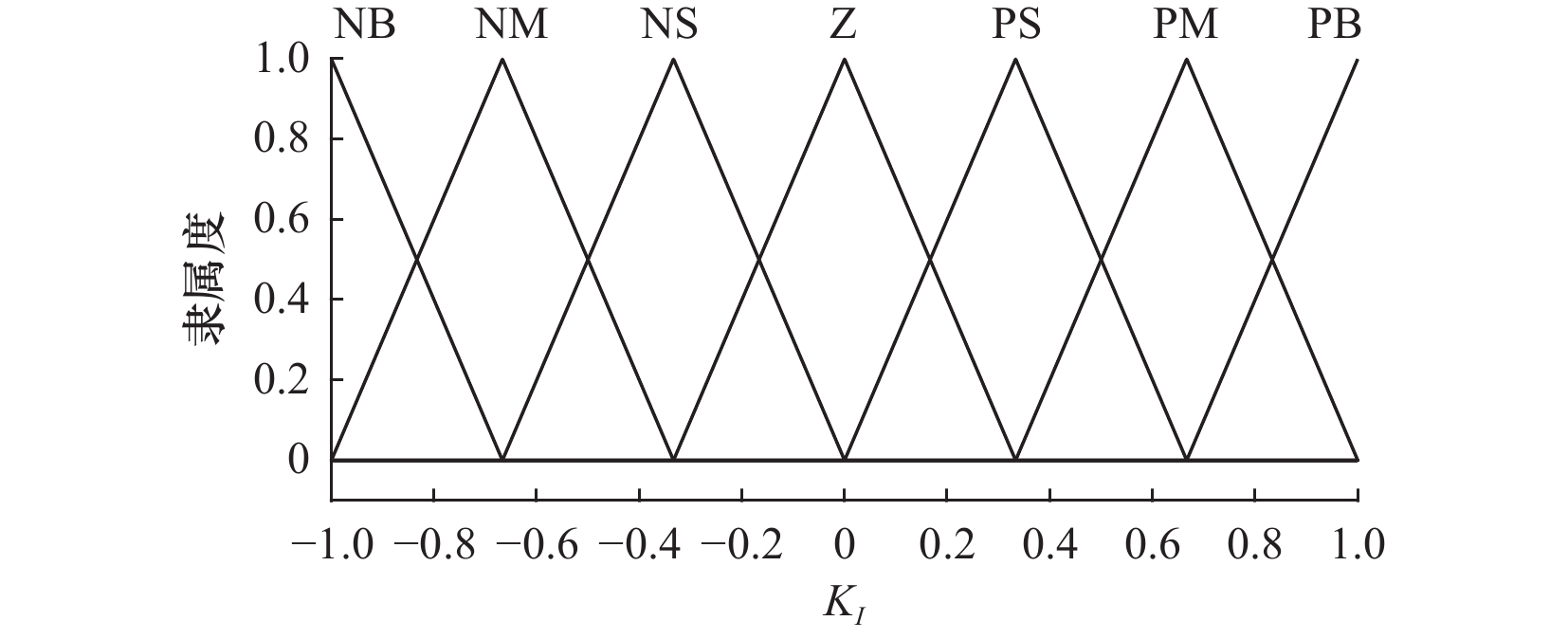
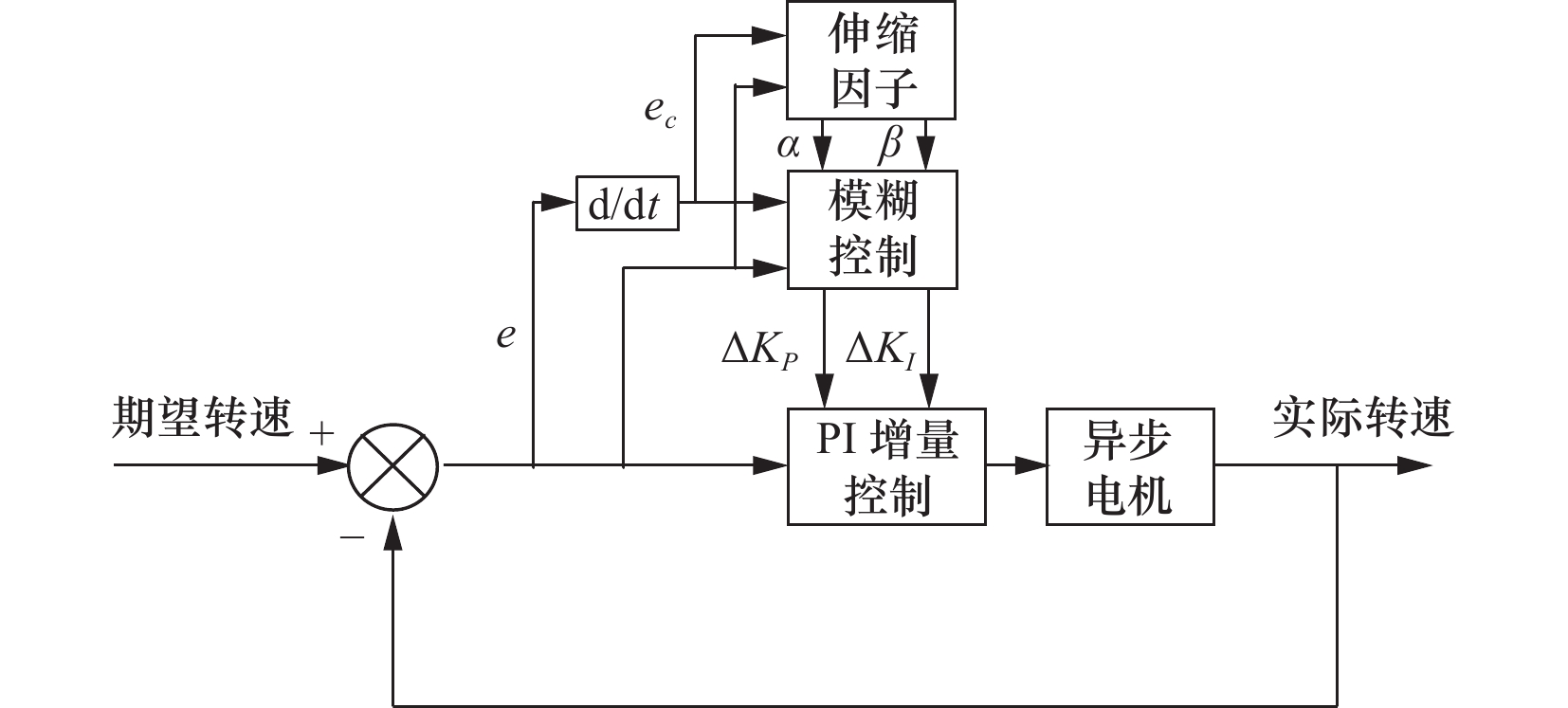
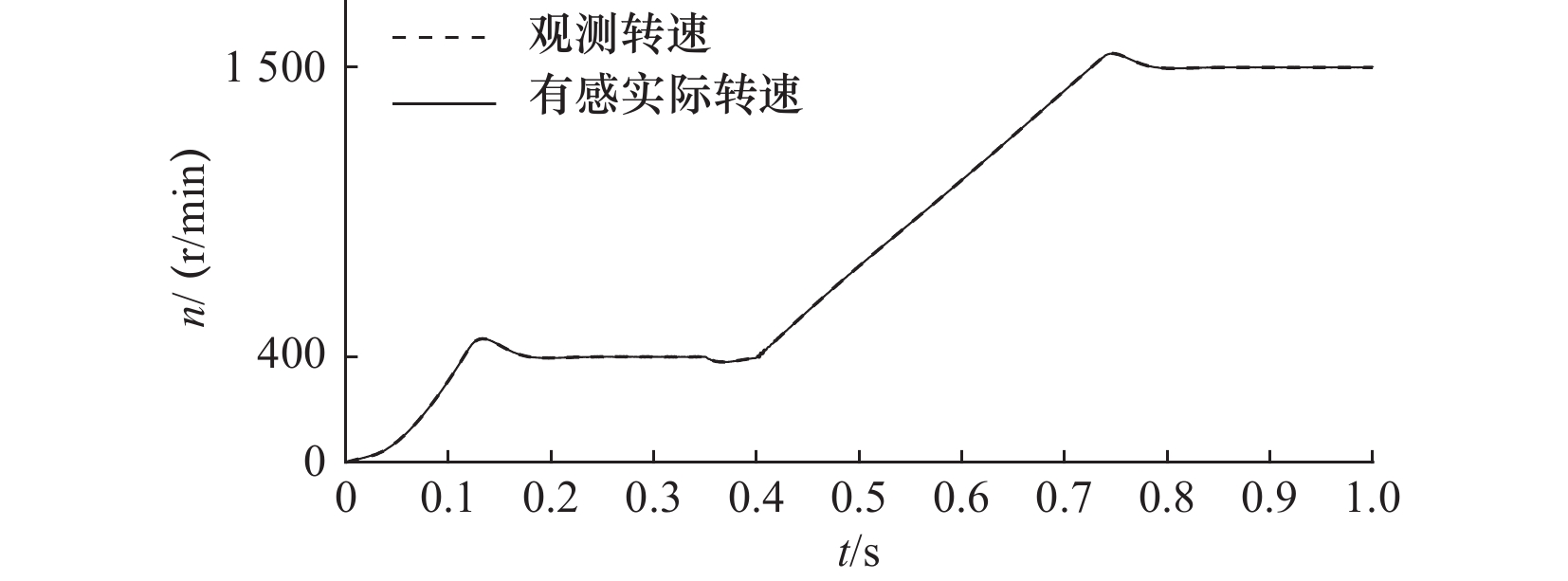
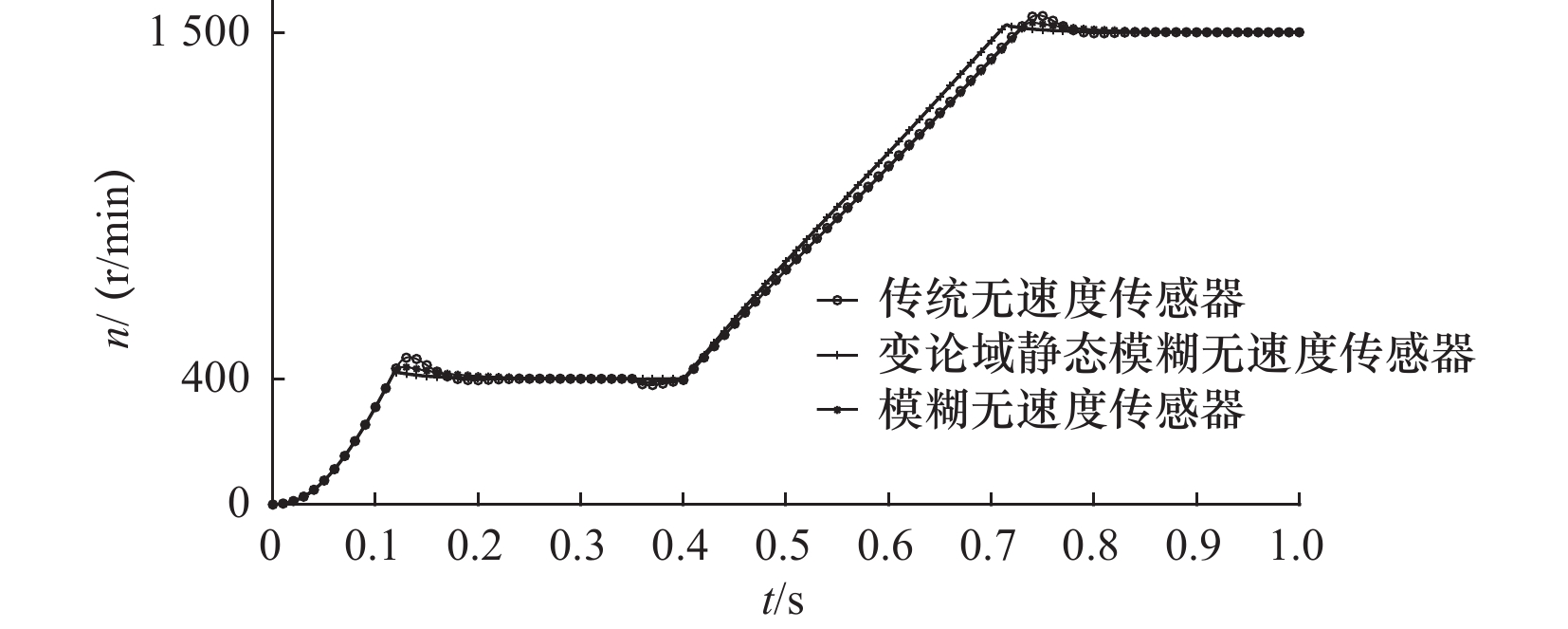
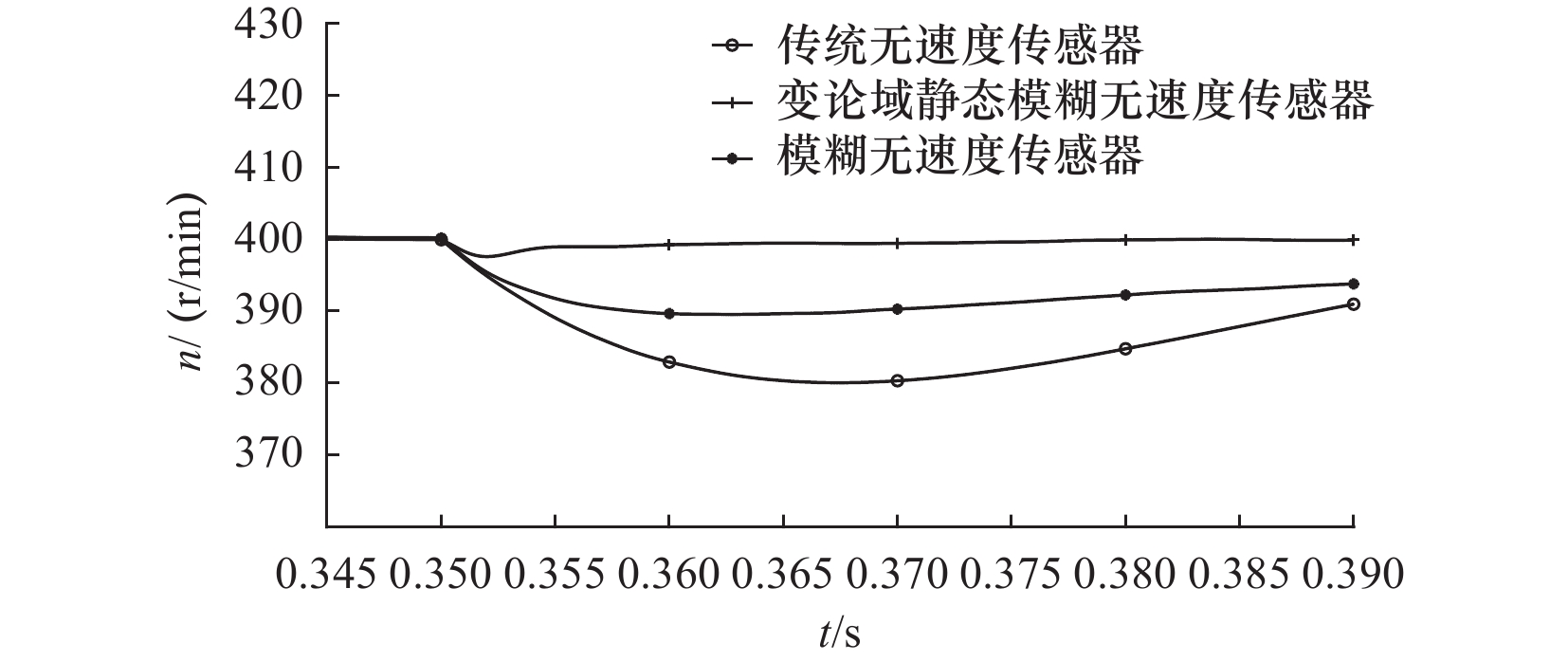
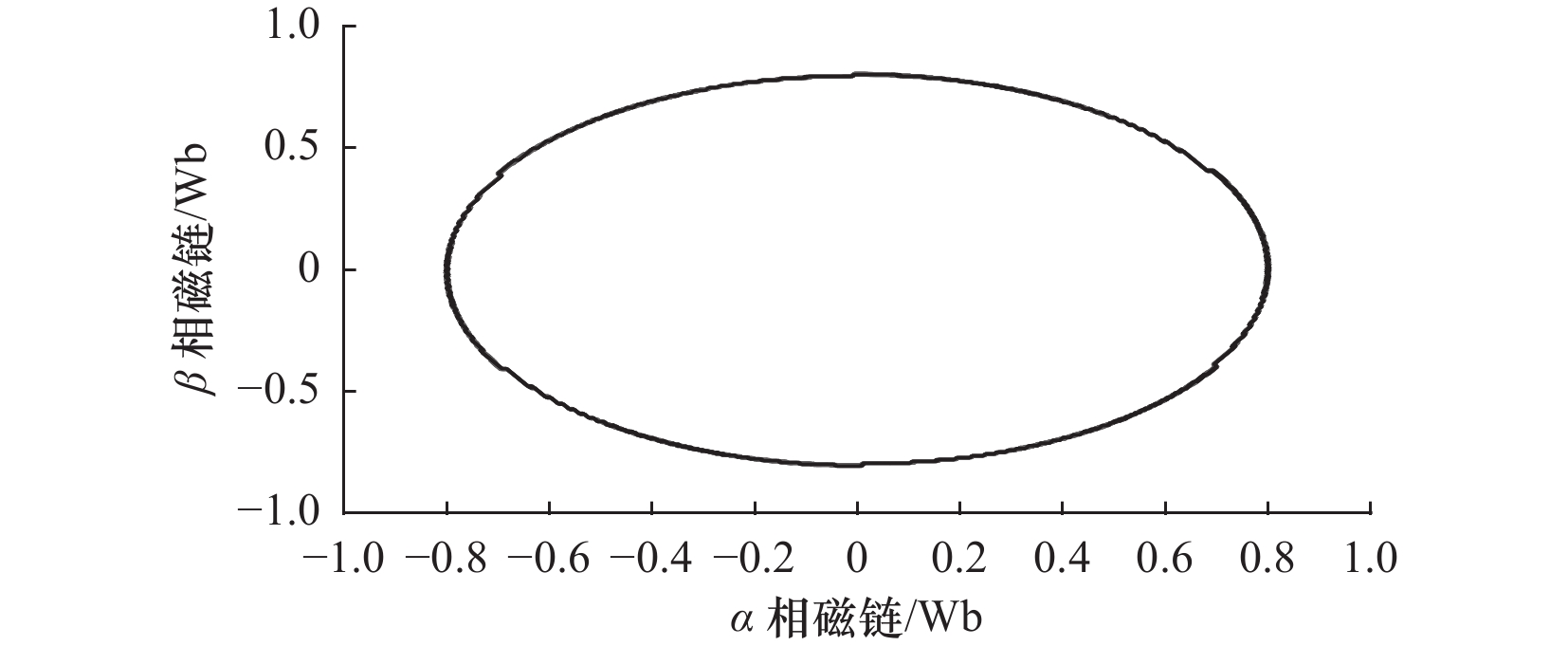
In order to solve the problem of speed instability and large overshoot of speed sensorless direct torque control. Firstly, auto-coupling PI is introduced to improve the speed regulation performance of sensorless direct torque control and reduce steady-state error. Secondly, the variable universe fuzzy adaptive PI control strategy is proposed to reduce the torque ripple and improve the speed regulation performance, aiming at the shortcomings of direct torque control such as large torque ripple and poor speed regulation performance. Finally, it is simulated under Matlab/Simulink and the validity and feasibility of the above are proved. The results show that the simulation results of direct torque control system show that the speed overshoot is reduced, the response time of speed rising to high speed is shortened, and the load resistance is improved.
In order to solve the problem of speed instability and large overshoot of speed sensorless direct torque control. Firstly, auto-coupling PI is introduced to improve the speed regulation performance of sensorless direct torque control and reduce steady-state error. Secondly, the variable universe fuzzy adaptive PI control strategy is proposed to reduce the torque ripple and improve the speed regulation performance, aiming at the shortcomings of direct torque control such as large torque ripple and poor speed regulation performance. Finally, it is simulated under Matlab/Simulink and the validity and feasibility of the above are proved. The results show that the simulation results of direct torque control system show that the speed overshoot is reduced, the response time of speed rising to high speed is shortened, and the load resistance is improved.



2024, (4): 26-32.
doi: 10.19287/j.mtmt.1005-2402.2024.04.004
Abstract:
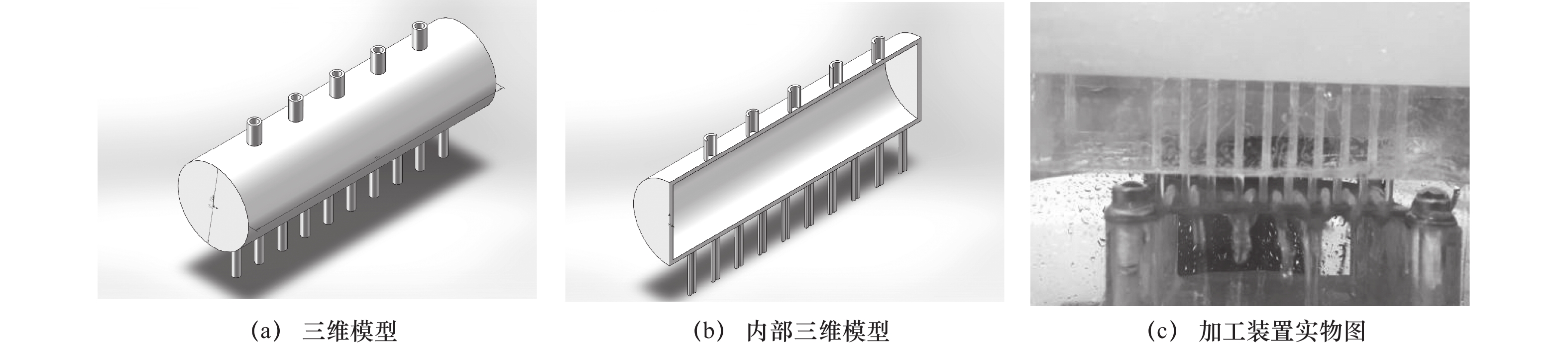
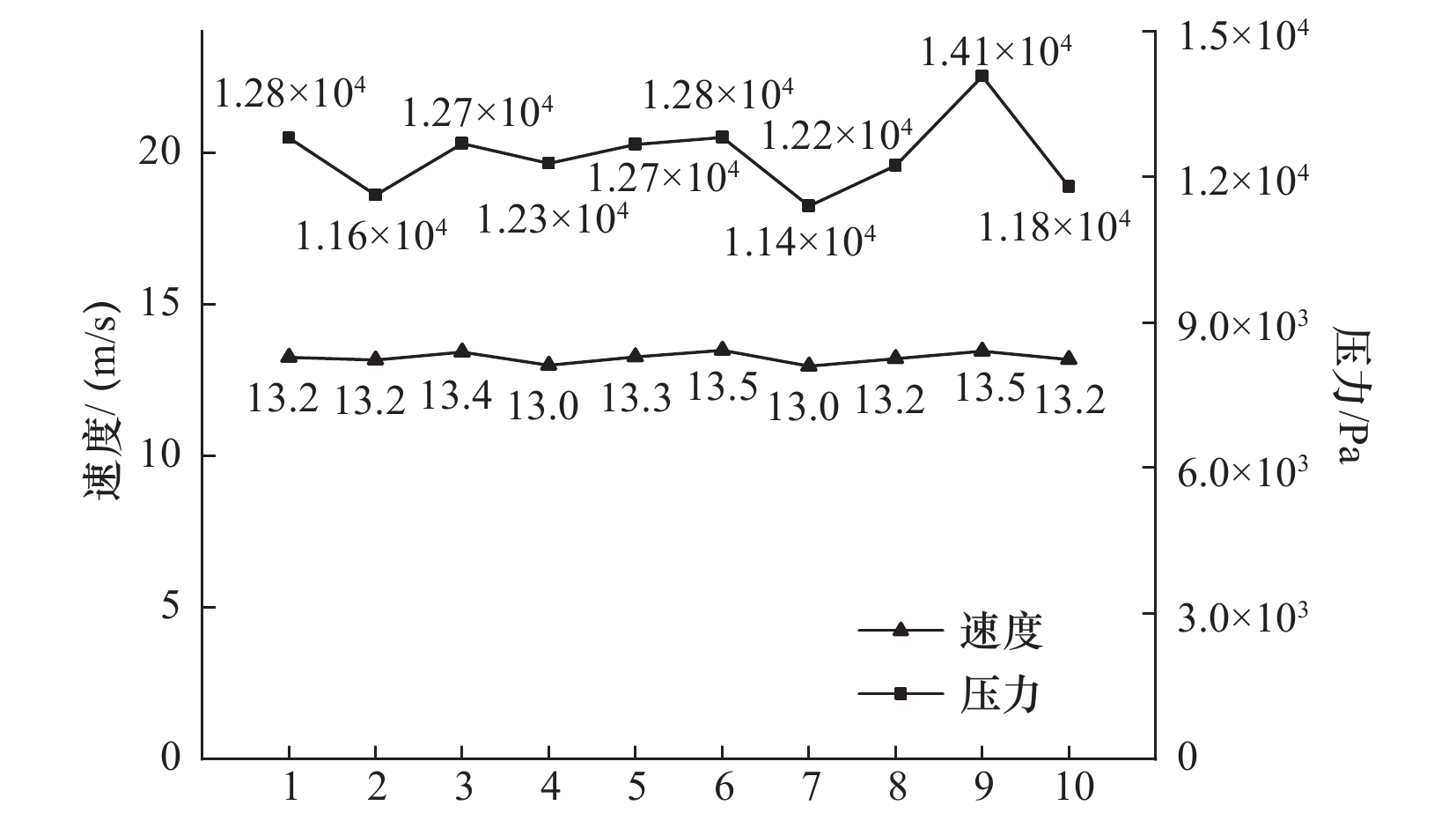
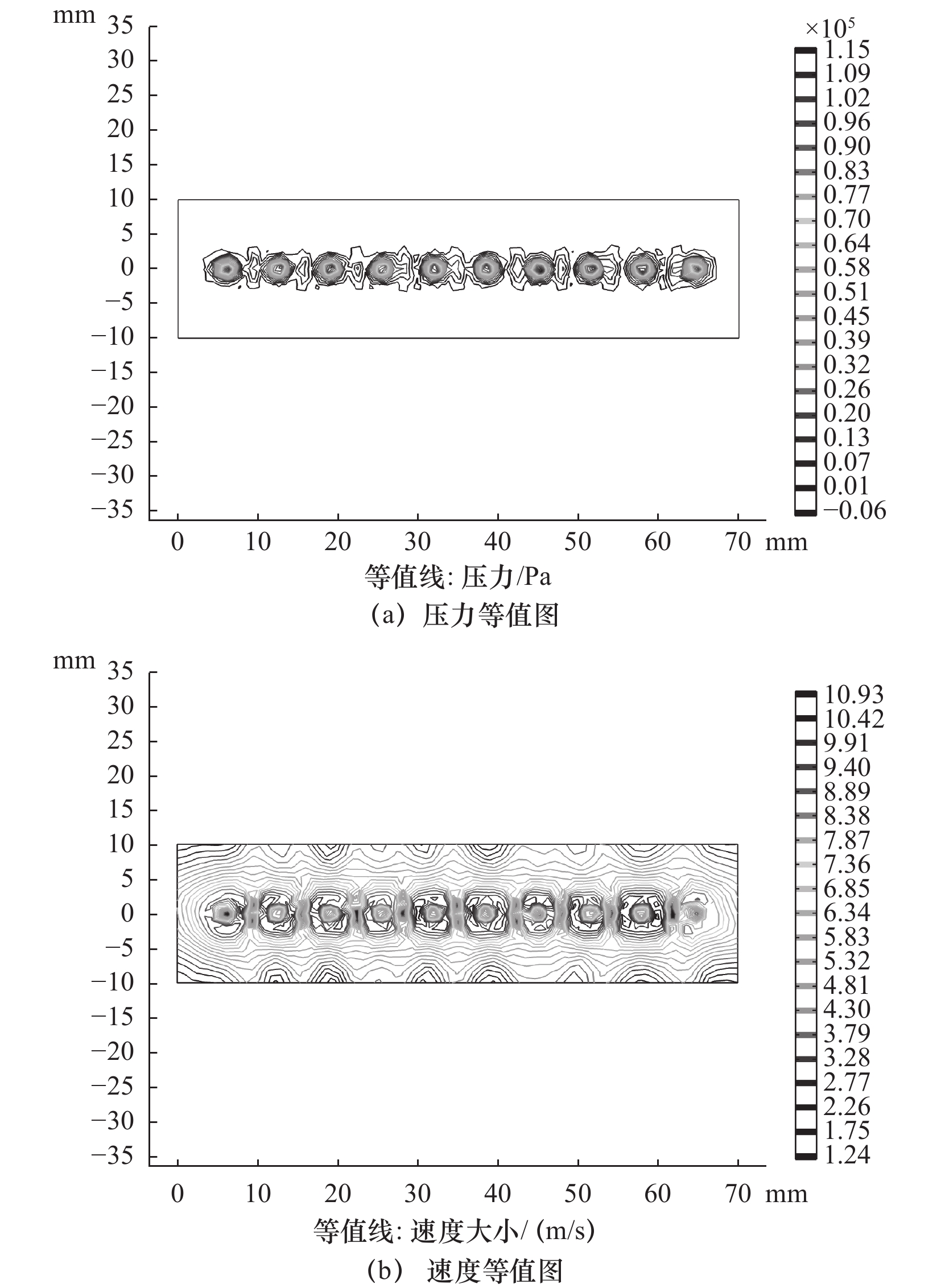
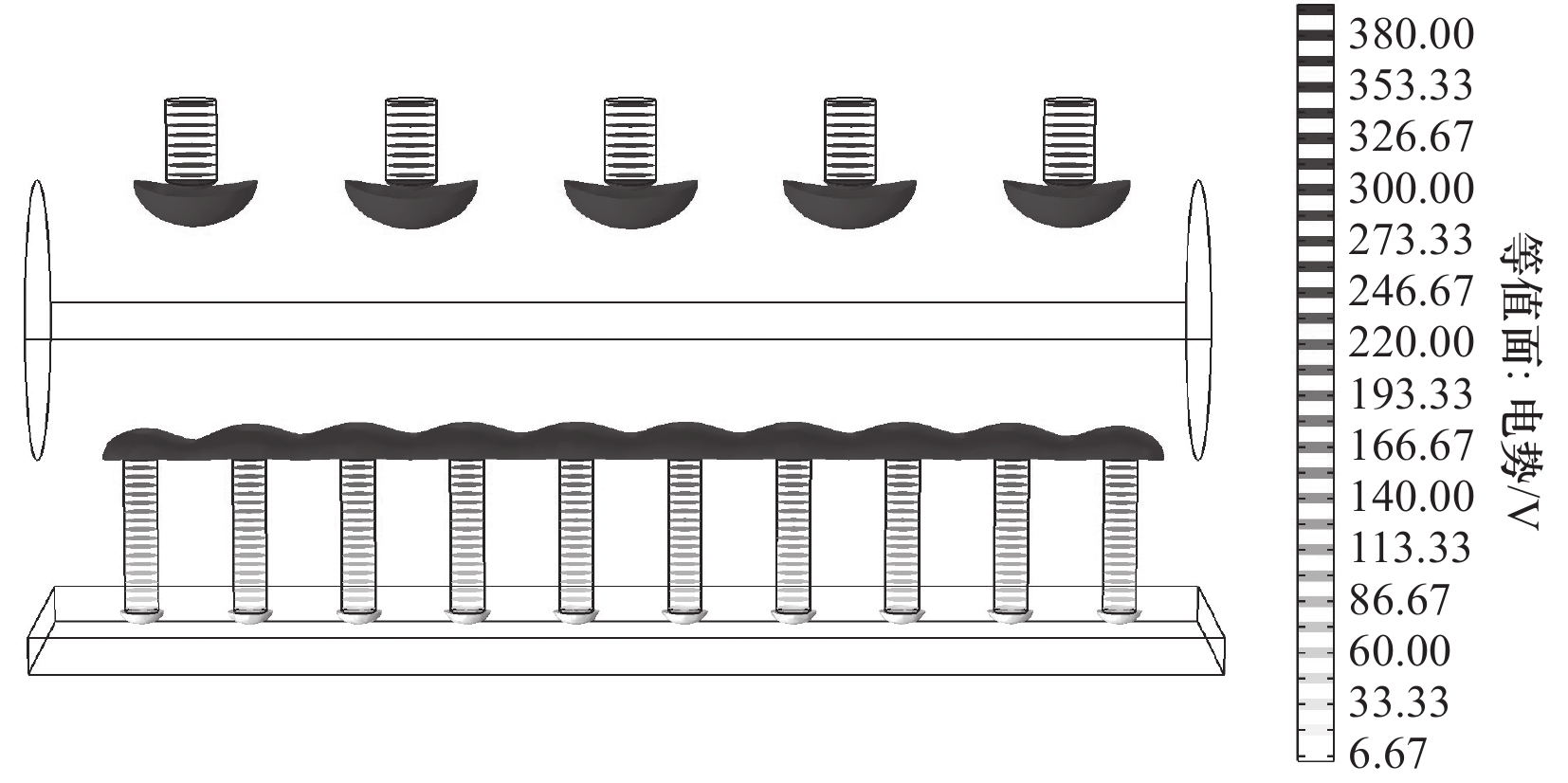
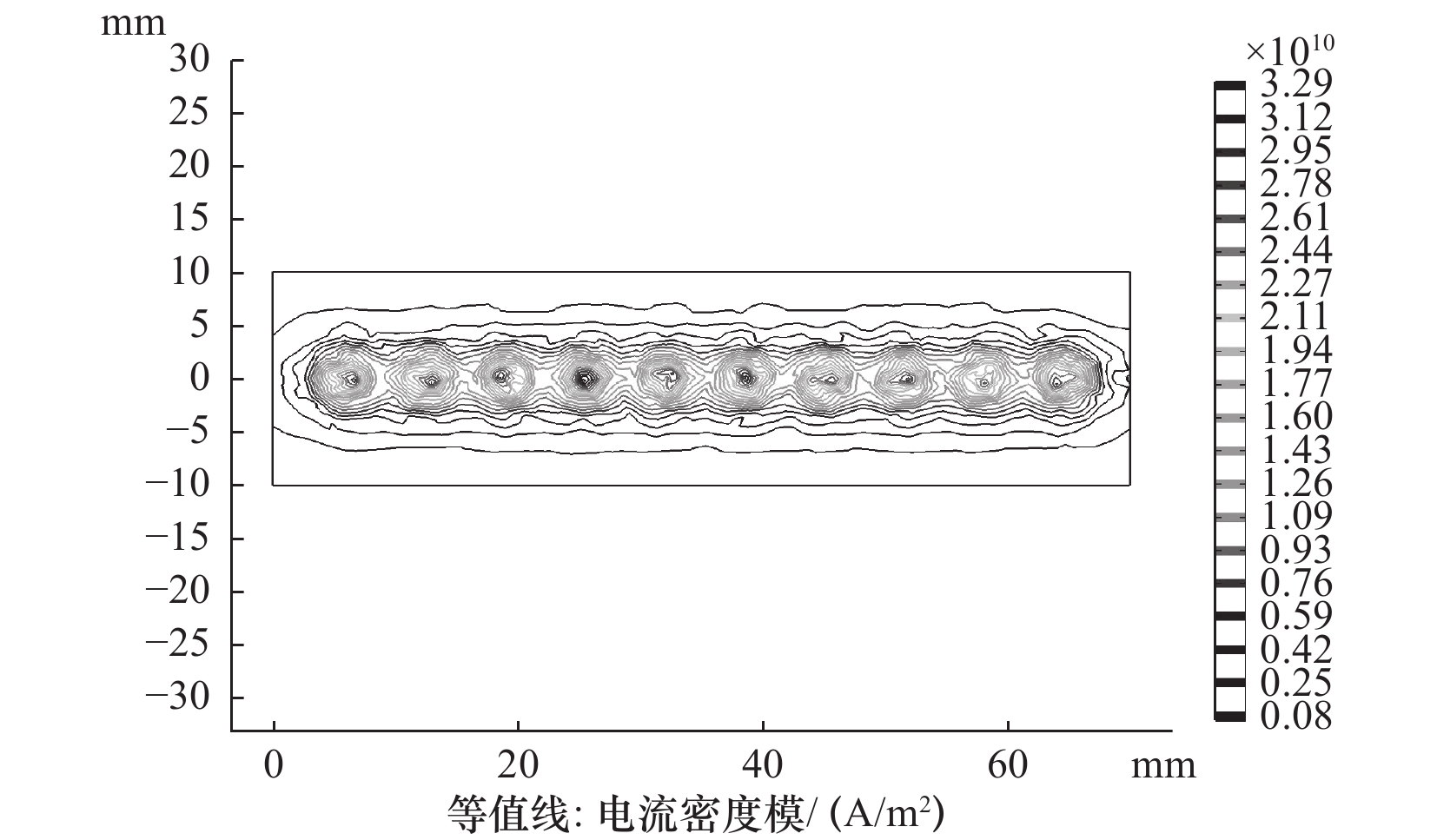
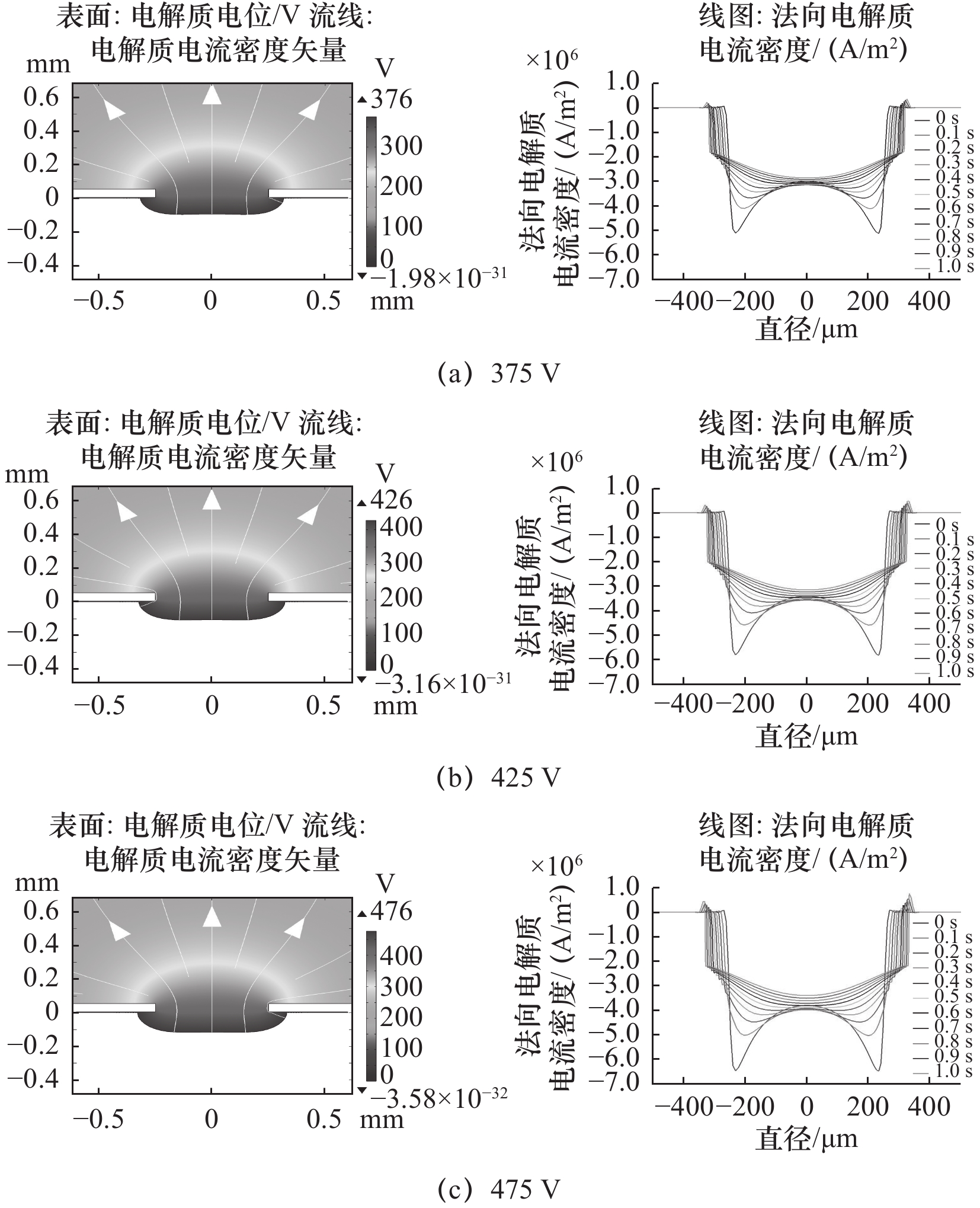
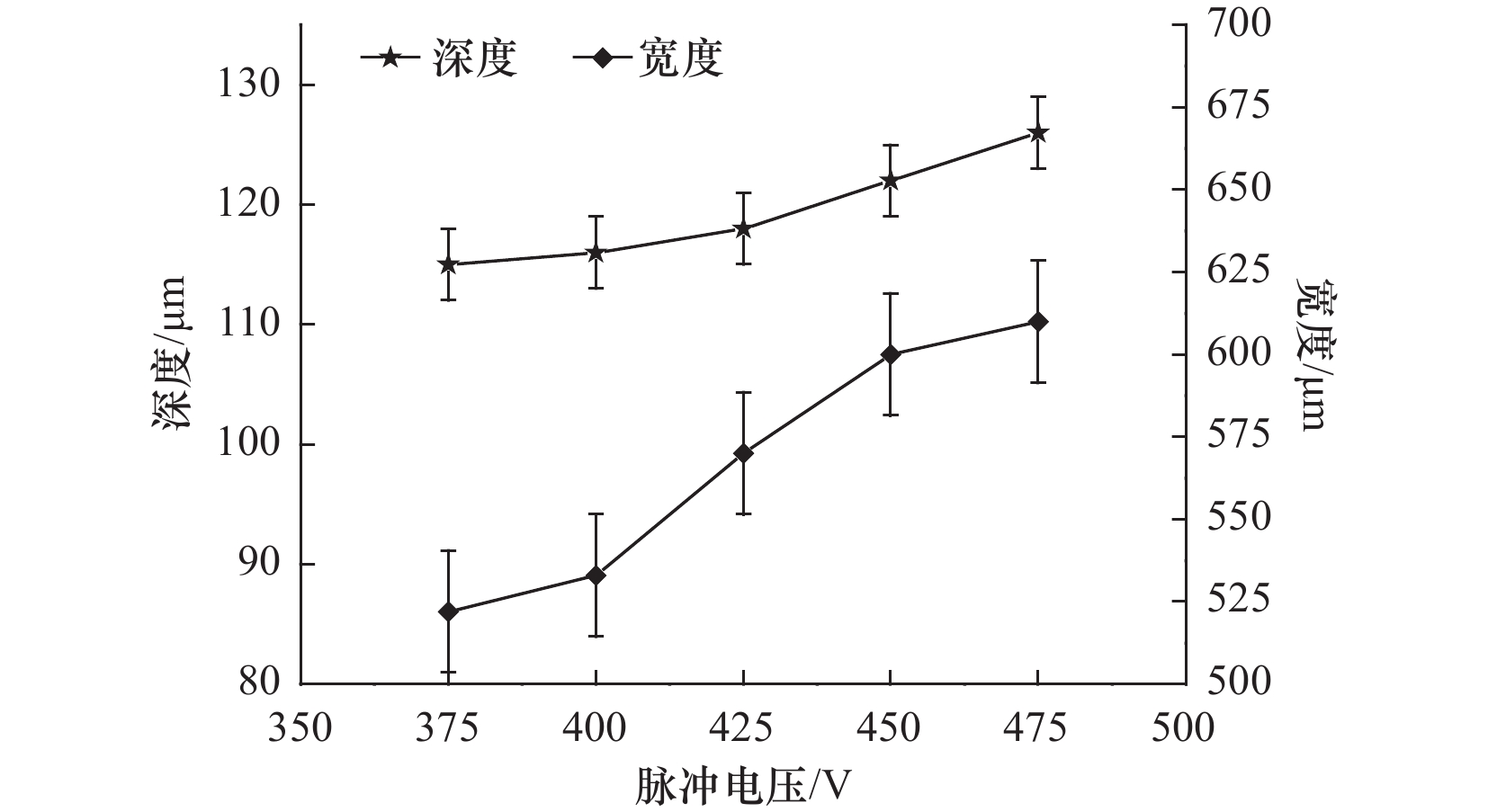
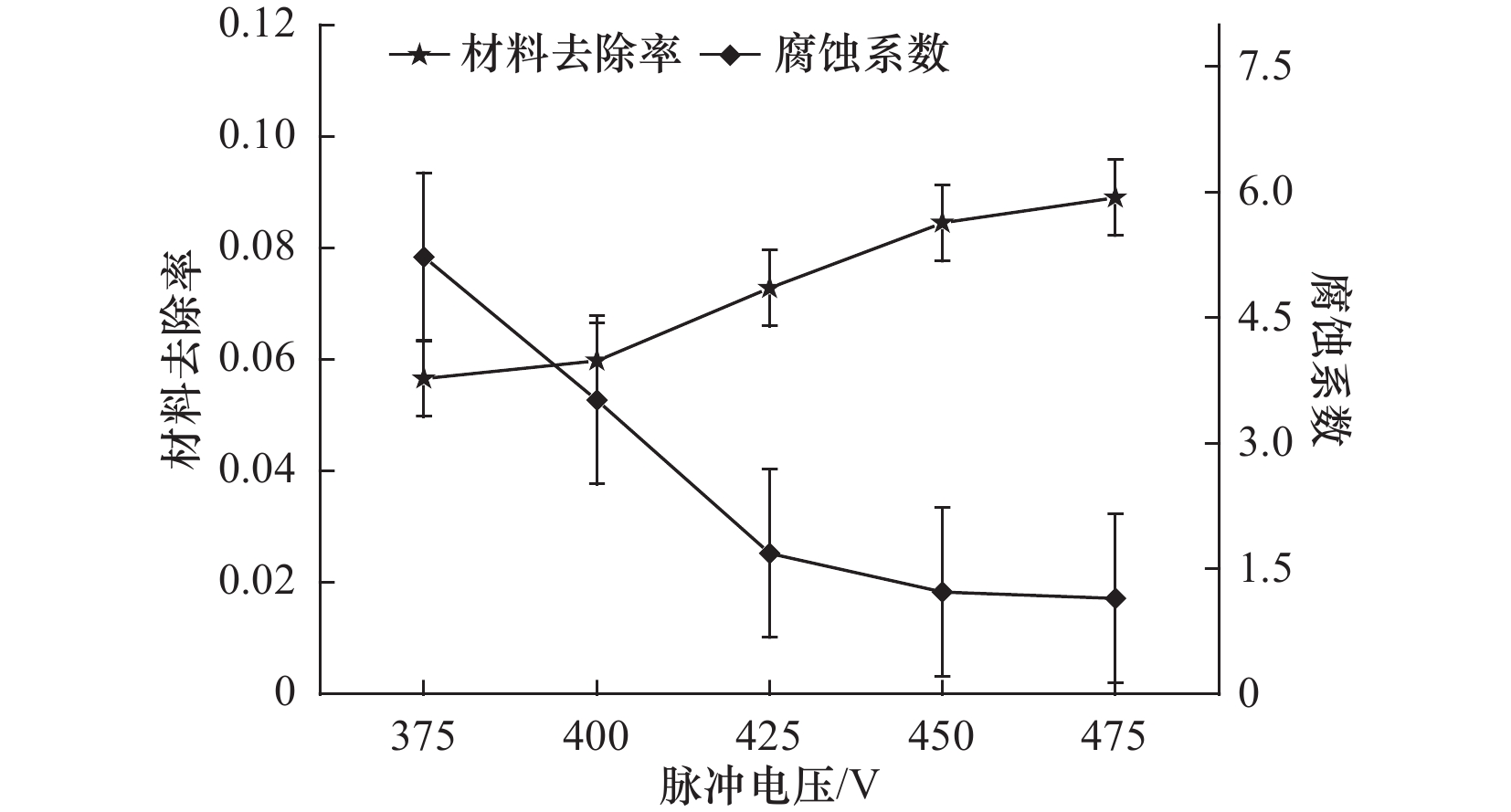
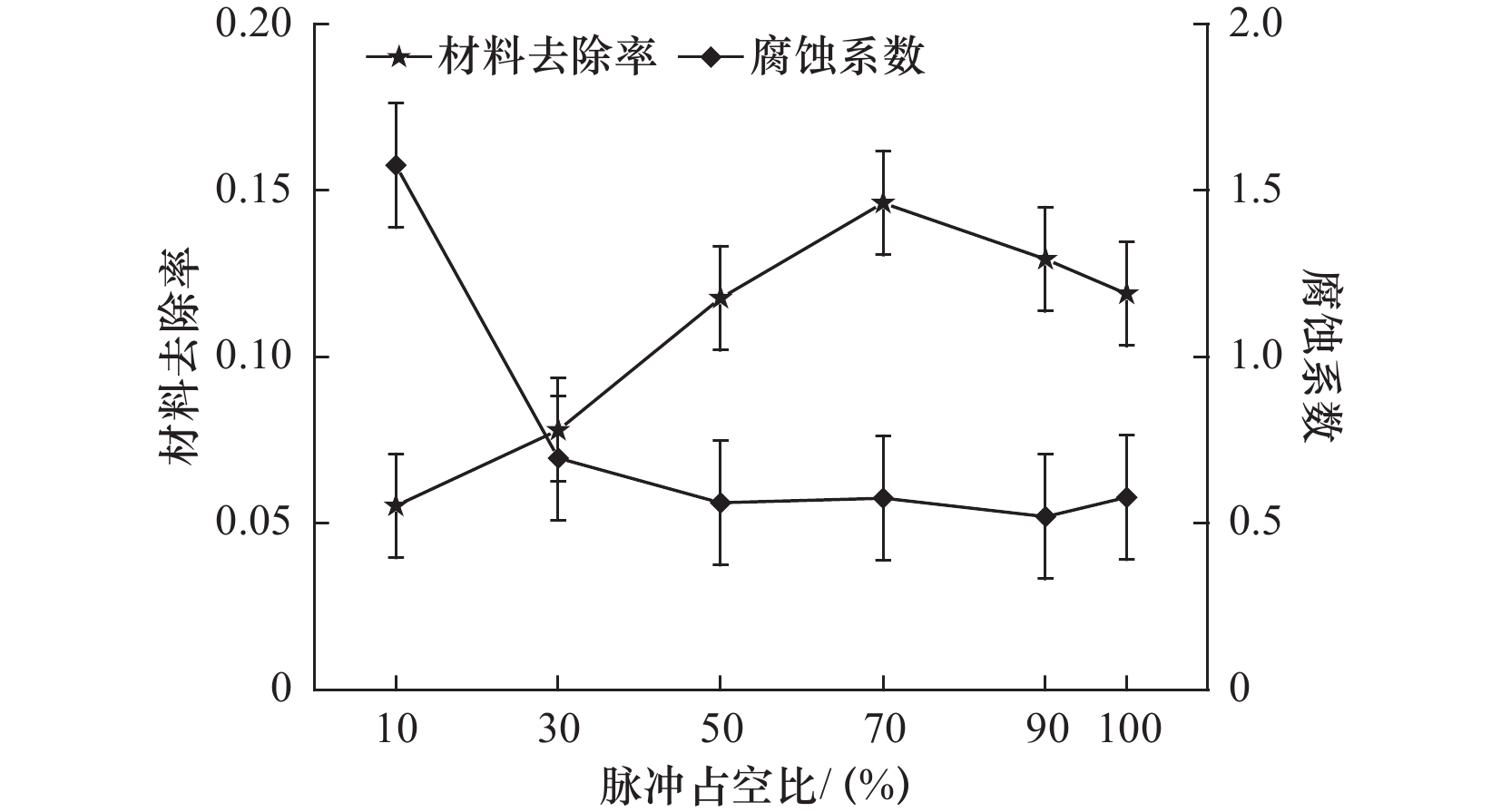
In response to the significant shortcomings of the single-hole nozzle system for jet electrolytic machining, which is not applicable to the field of manufacturing large-scale surface micro-weave structures, a porous strip nozzle machining process is proposed. The porous nozzle structure was fabricated using 3D printing technology, which is not limited by the processing structure, and the jet electrolysis machining device was constructed. Comsol software was used to simulate the flow field and electric field, and the flow channel inside the nozzle cavity was optimised based on the evaluation of the flow rate from the nozzle to the surface of the workpiece and the current density. The study shows that the bar nozzle structure can form a stable jet to achieve efficient machining of the workpiece. The peak material removal rate was achieved at a machining voltage of 475 V and a duty cycle of 70%.
In response to the significant shortcomings of the single-hole nozzle system for jet electrolytic machining, which is not applicable to the field of manufacturing large-scale surface micro-weave structures, a porous strip nozzle machining process is proposed. The porous nozzle structure was fabricated using 3D printing technology, which is not limited by the processing structure, and the jet electrolysis machining device was constructed. Comsol software was used to simulate the flow field and electric field, and the flow channel inside the nozzle cavity was optimised based on the evaluation of the flow rate from the nozzle to the surface of the workpiece and the current density. The study shows that the bar nozzle structure can form a stable jet to achieve efficient machining of the workpiece. The peak material removal rate was achieved at a machining voltage of 475 V and a duty cycle of 70%.



2024, (4): 33-37.
doi: 10.19287/j.mtmt.1005-2402.2024.04.005
Abstract:
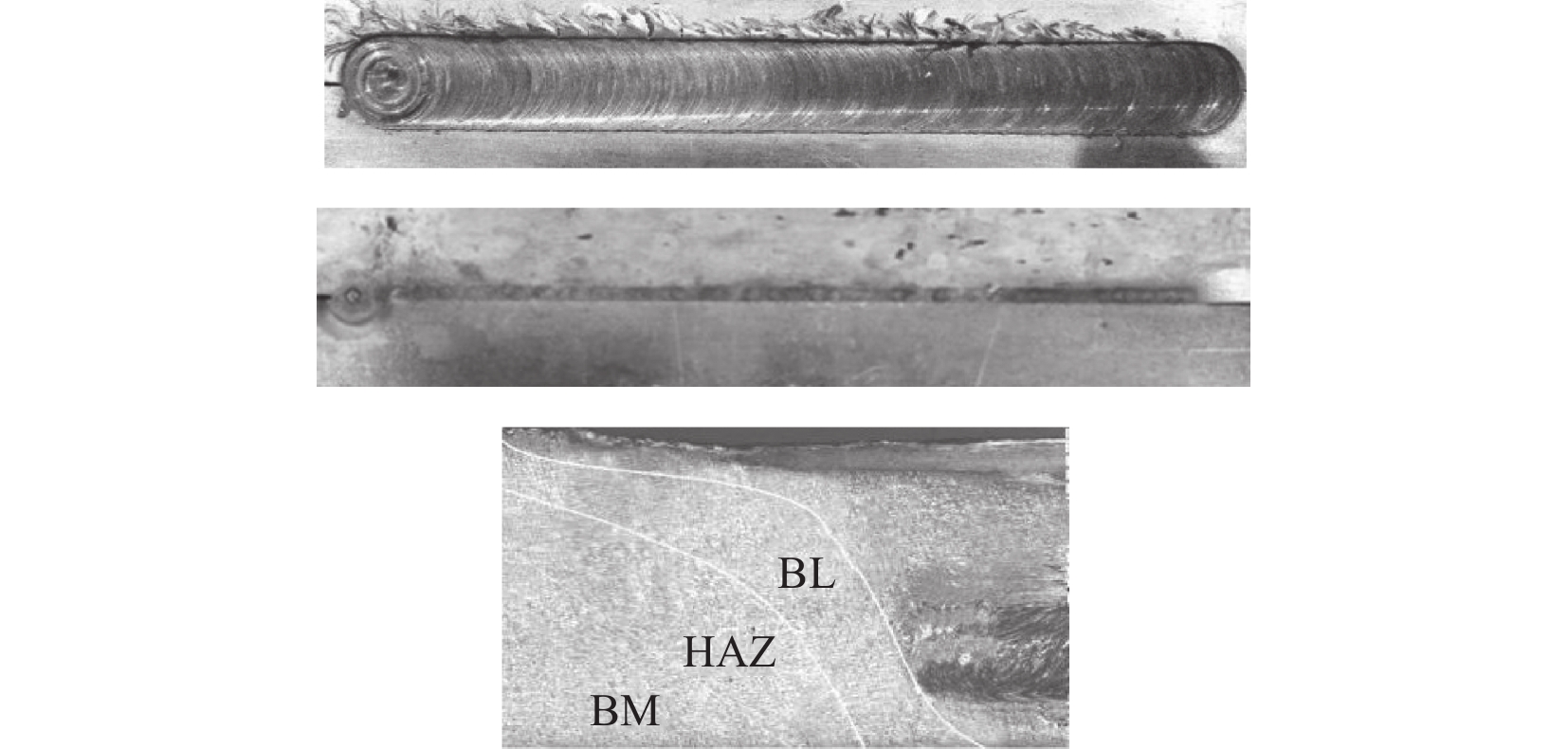
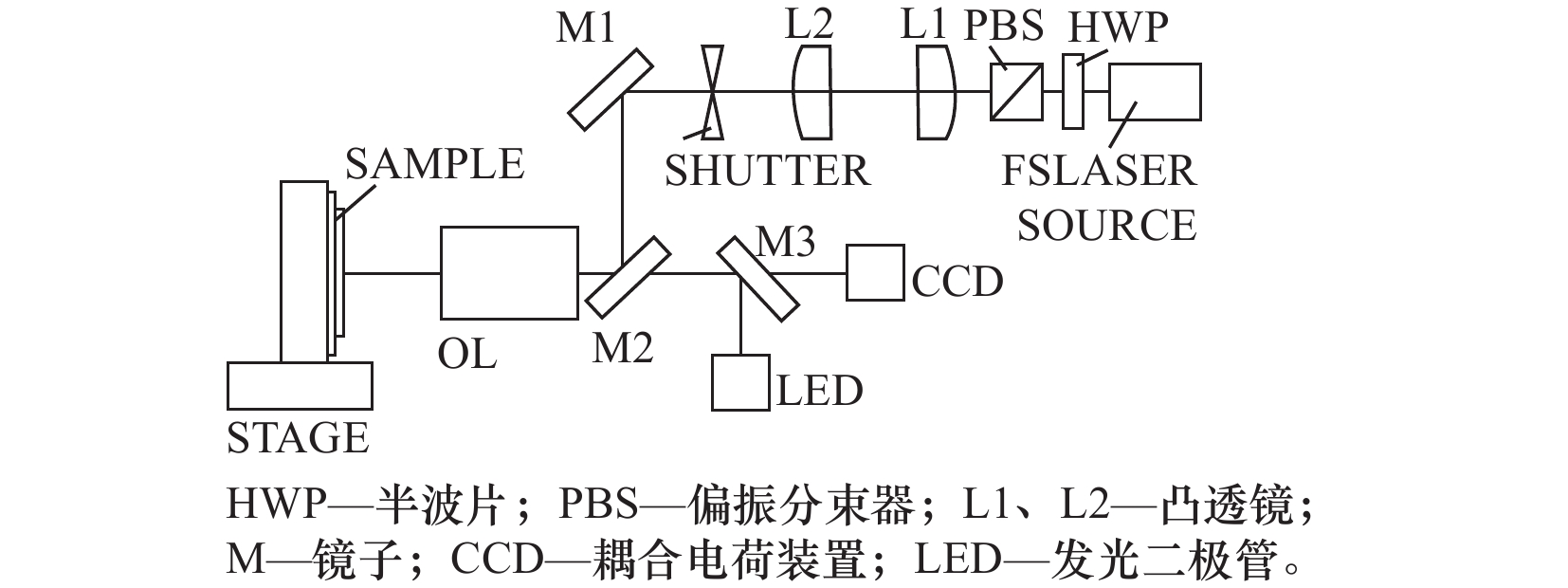
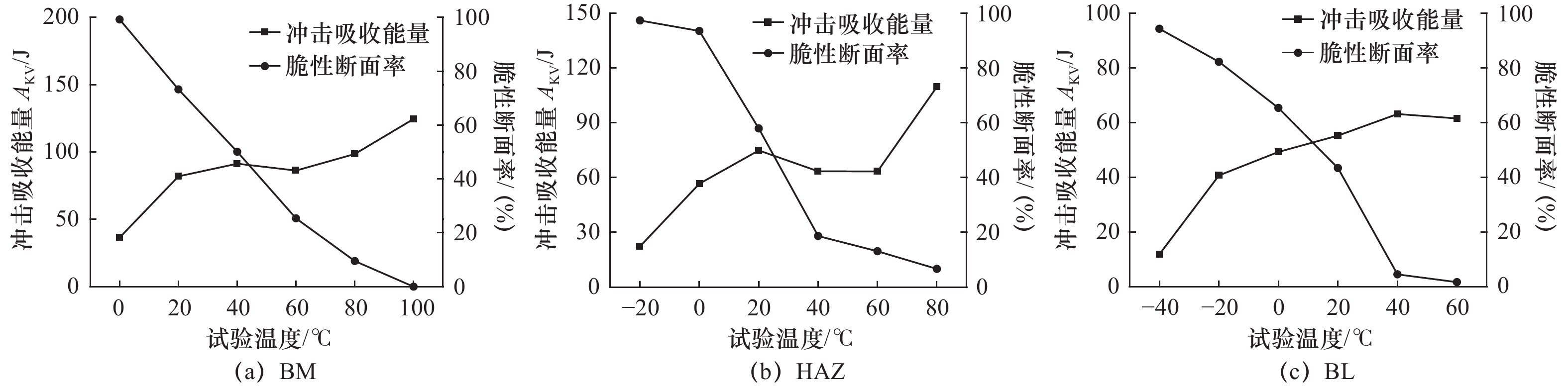
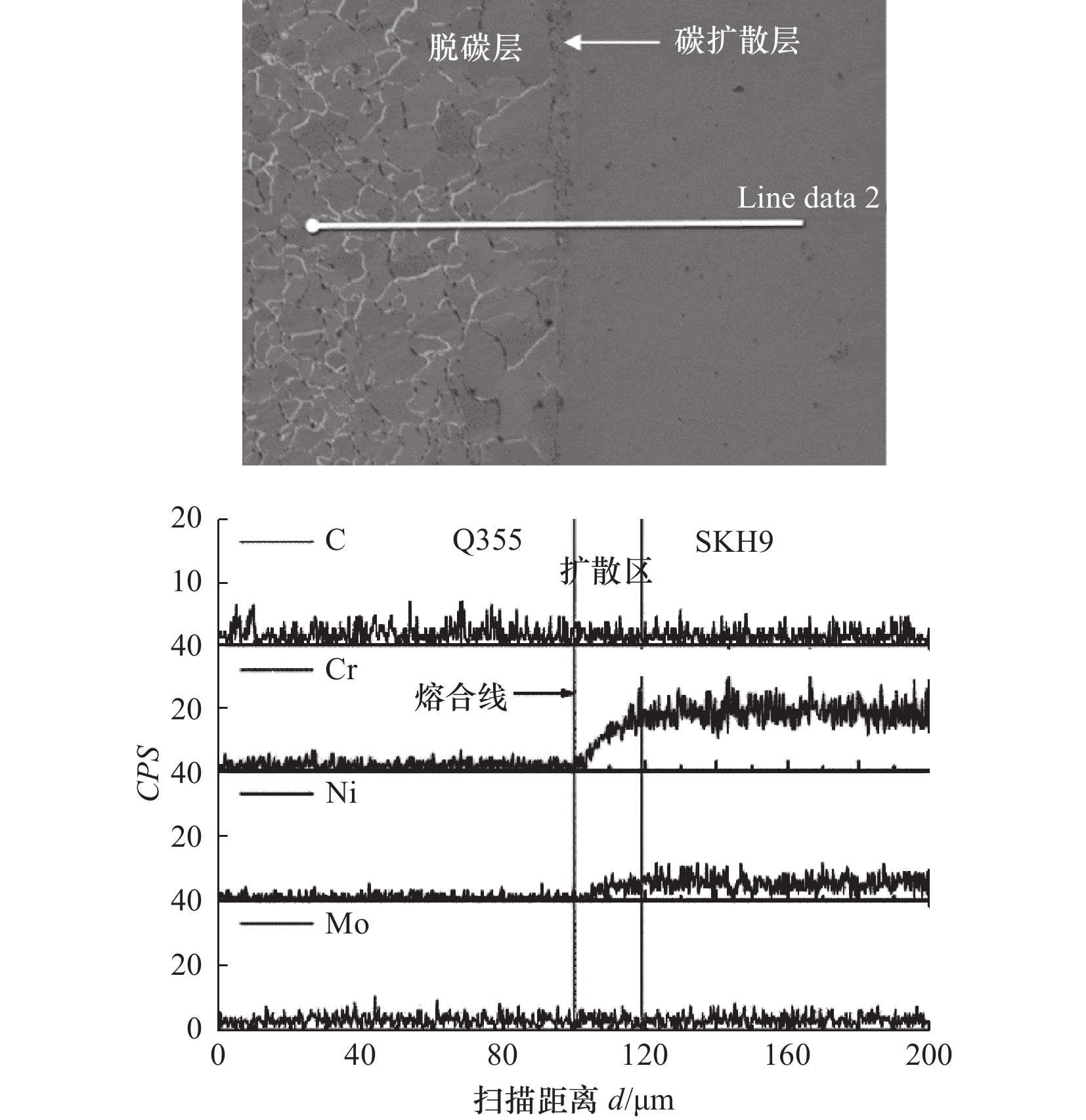
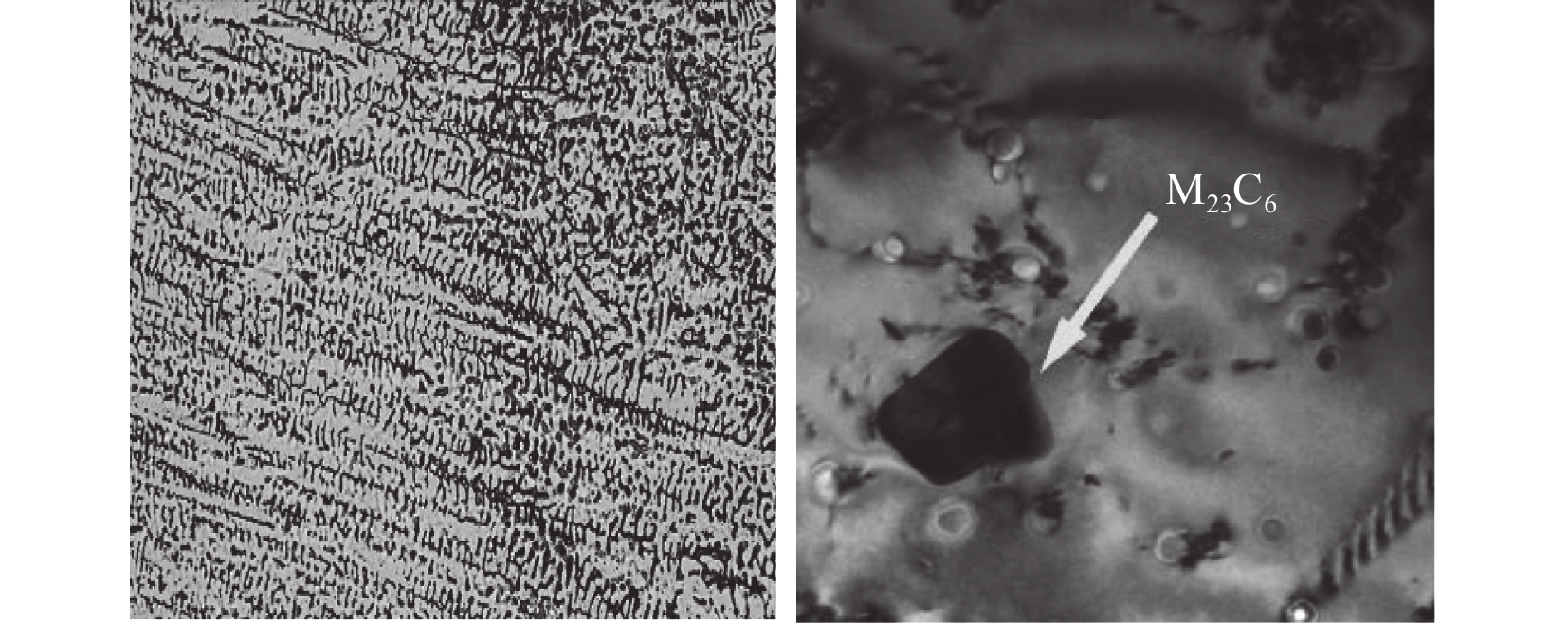
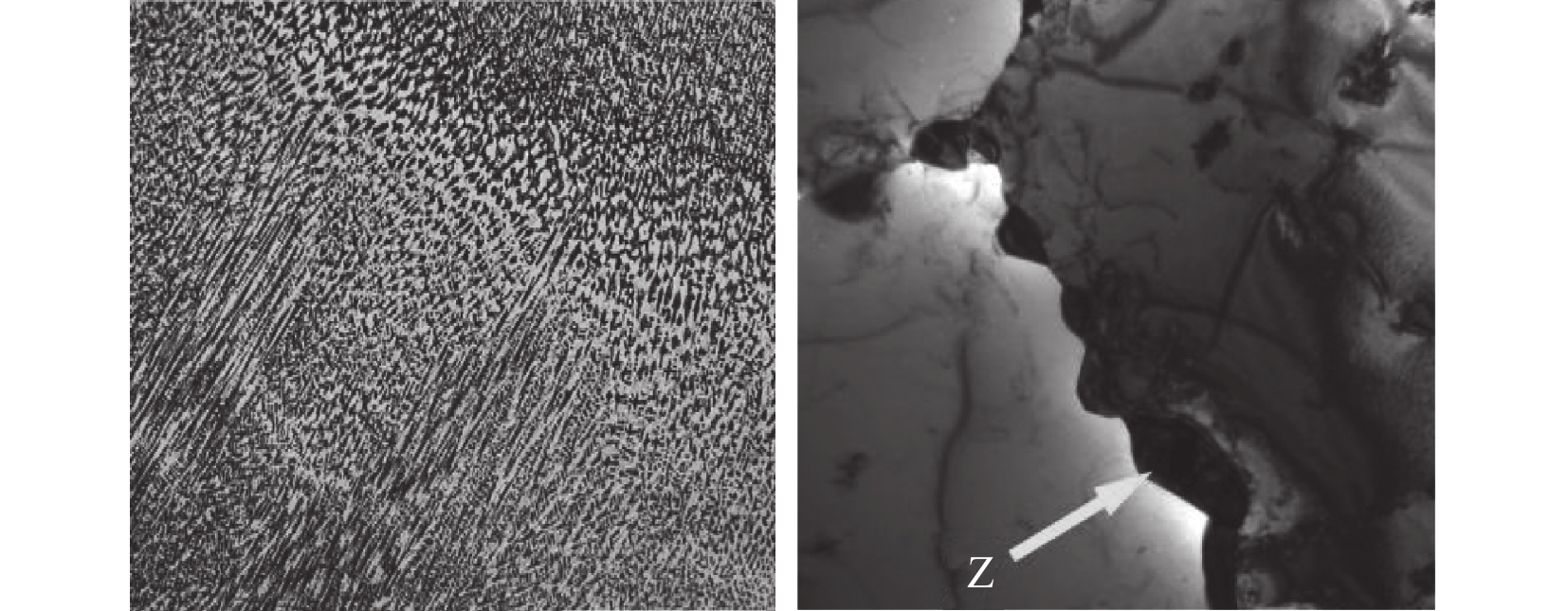
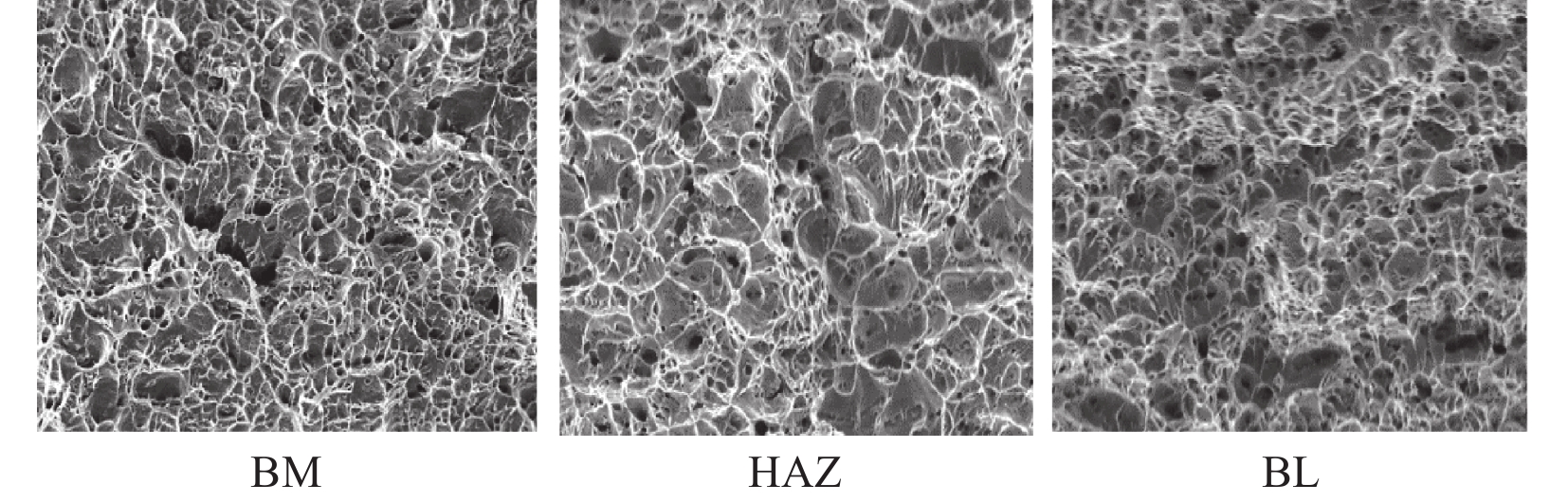
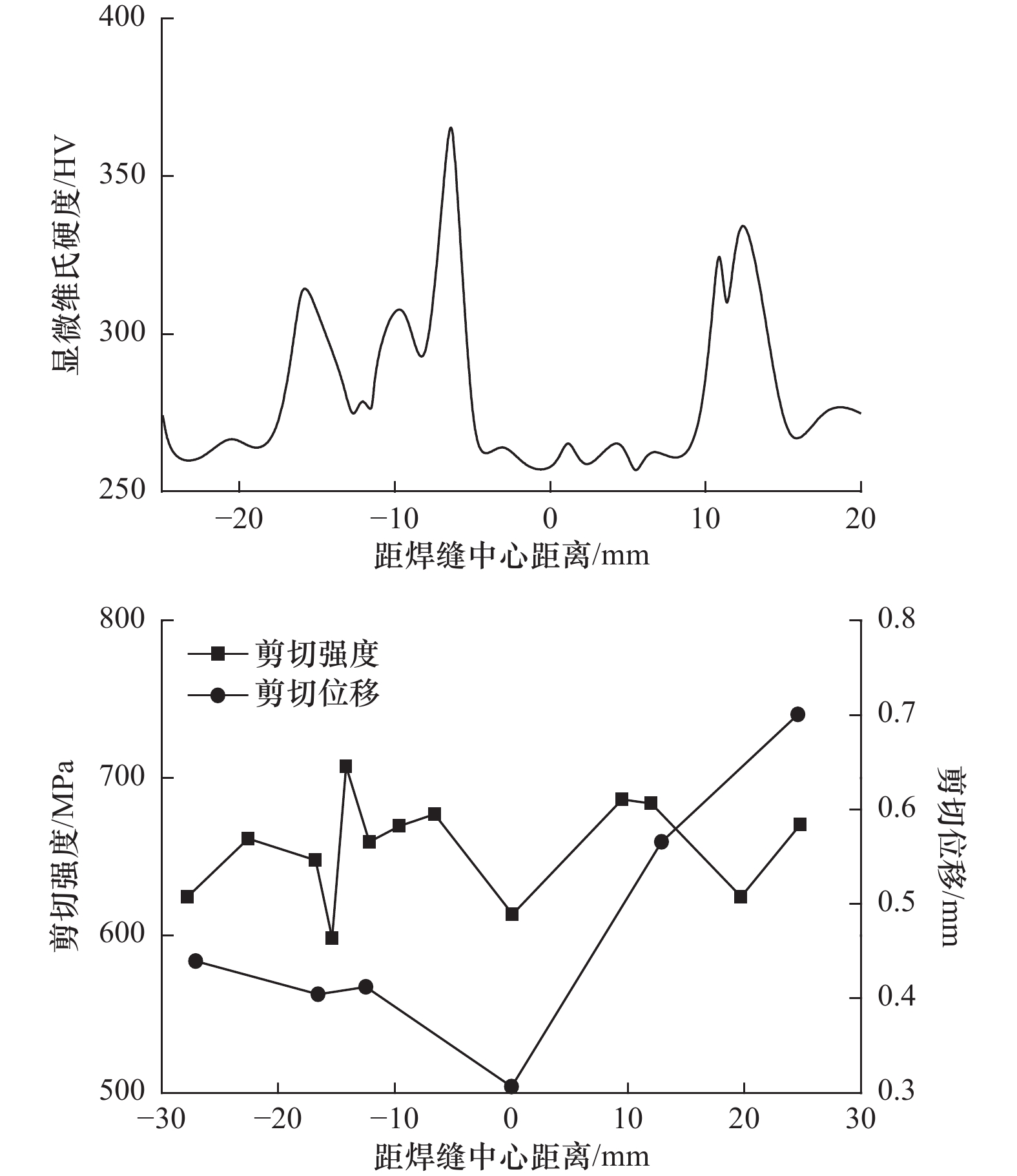
A new technology called Narrow-gap submerged arc welding was used to make a Q355/SKH9 high speed steel joint for fitness equipment, and an experiment on the impact toughness of a V-notch submerged Arc was conducted. The results show that when the test temperature drops, the joint is affected by less impact energy absorption, and the welded joint forms an obvious gradient impact toughness. There are a large number of tempered lath martensite structures in BM, and different welding thermal cycles are formed inside the HAZ heat treatment. Many tearing edges were formed at the BM and HAZ fracture sites, showing quasi-cleavage fracture. HAZ has excellent toughness, which is better than BM. After tempering, lath martensite and granular bainite obtained stronger impact toughness. BM maintains a relatively stable microhardness and shear strength, and HAZ forms a large gradient variation of microhardness and shear strength. After the welding thermal cycle treatment and later tempering process, more carbide is formed between HAZ matrix and grain boundary, which increases the strength and hardness of HAZ.
A new technology called Narrow-gap submerged arc welding was used to make a Q355/SKH9 high speed steel joint for fitness equipment, and an experiment on the impact toughness of a V-notch submerged Arc was conducted. The results show that when the test temperature drops, the joint is affected by less impact energy absorption, and the welded joint forms an obvious gradient impact toughness. There are a large number of tempered lath martensite structures in BM, and different welding thermal cycles are formed inside the HAZ heat treatment. Many tearing edges were formed at the BM and HAZ fracture sites, showing quasi-cleavage fracture. HAZ has excellent toughness, which is better than BM. After tempering, lath martensite and granular bainite obtained stronger impact toughness. BM maintains a relatively stable microhardness and shear strength, and HAZ forms a large gradient variation of microhardness and shear strength. After the welding thermal cycle treatment and later tempering process, more carbide is formed between HAZ matrix and grain boundary, which increases the strength and hardness of HAZ.


2024, (4): 38-43.
doi: 10.19287/j.mtmt.1005-2402.2024.04.006
Abstract:
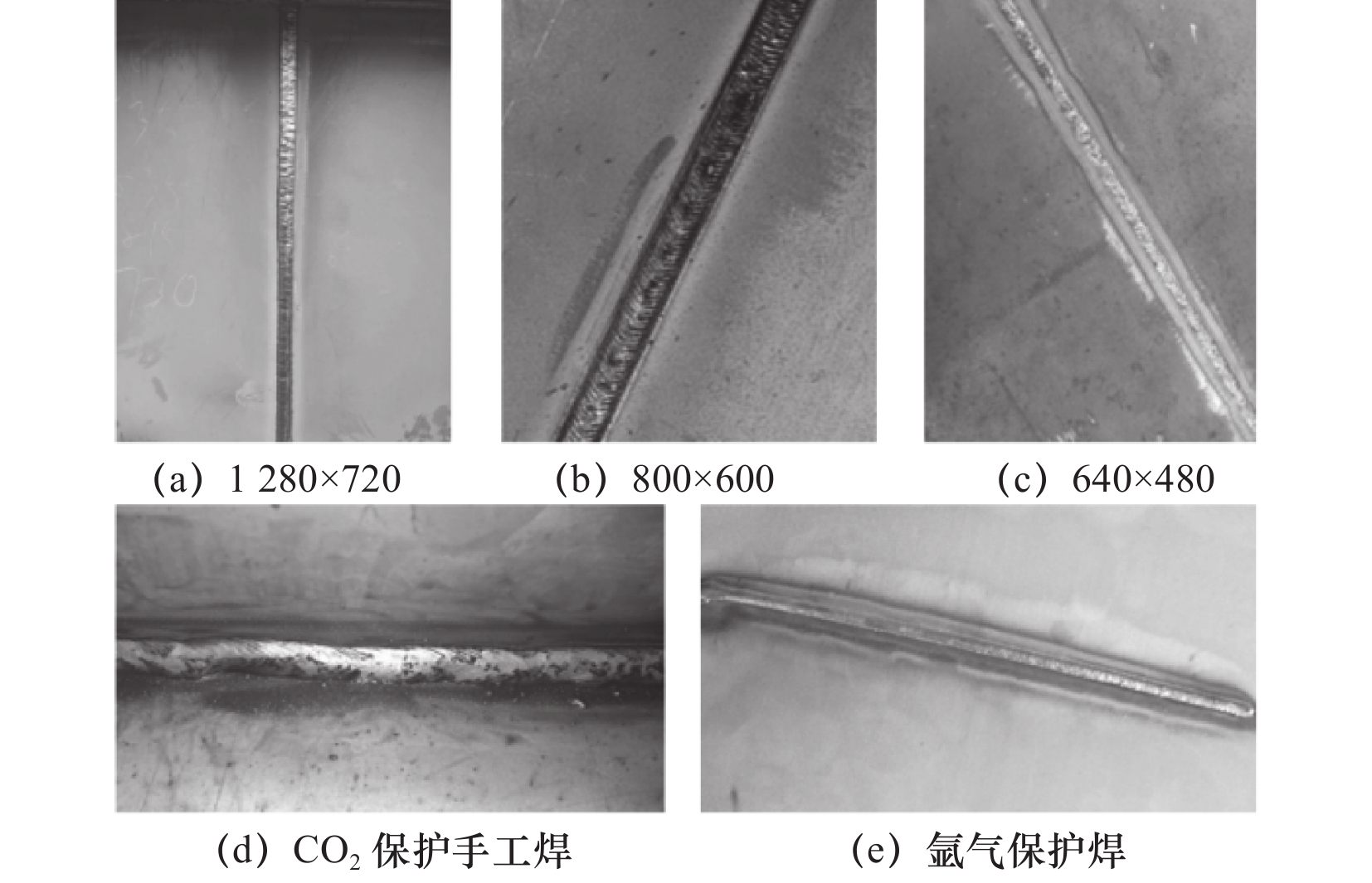
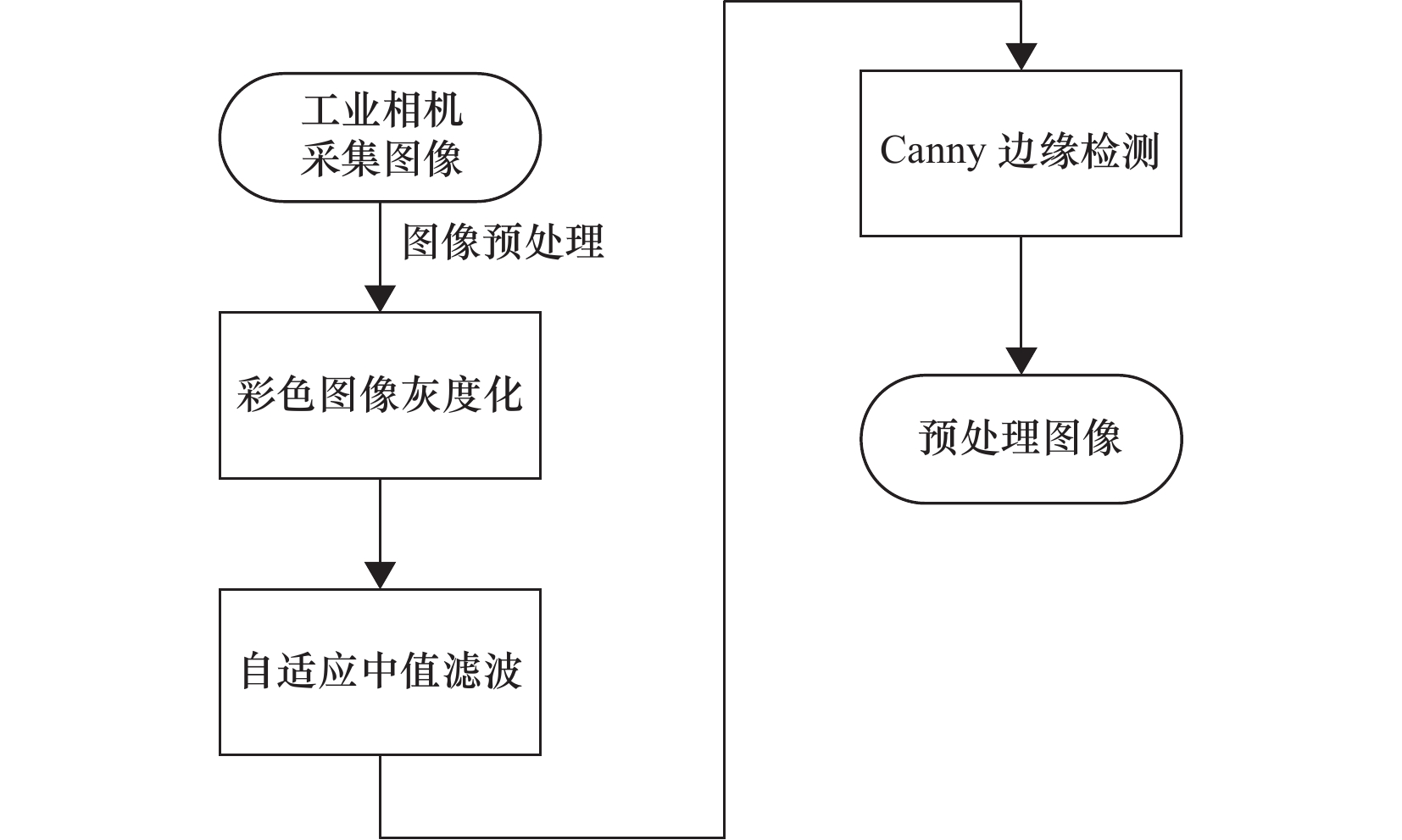
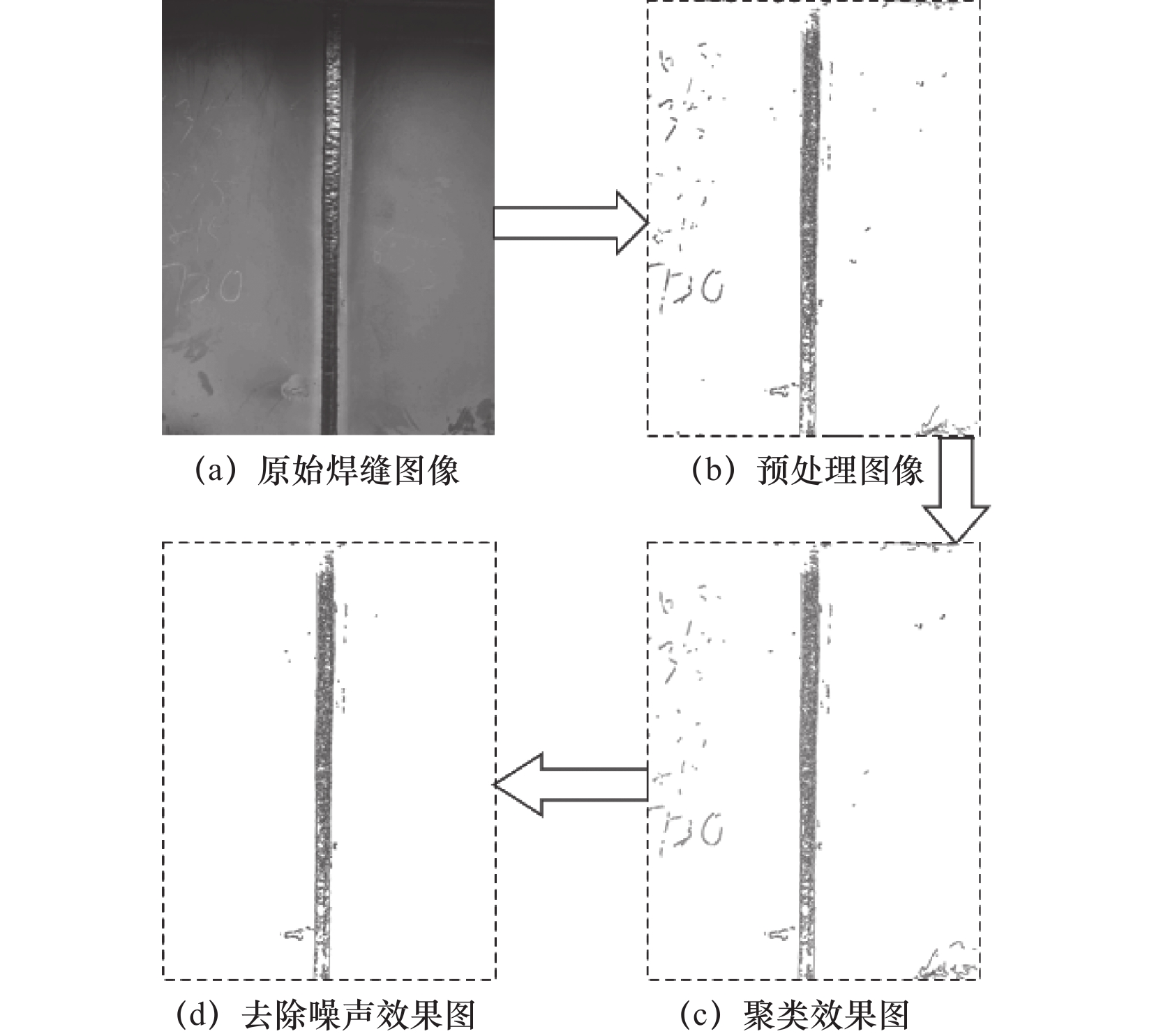
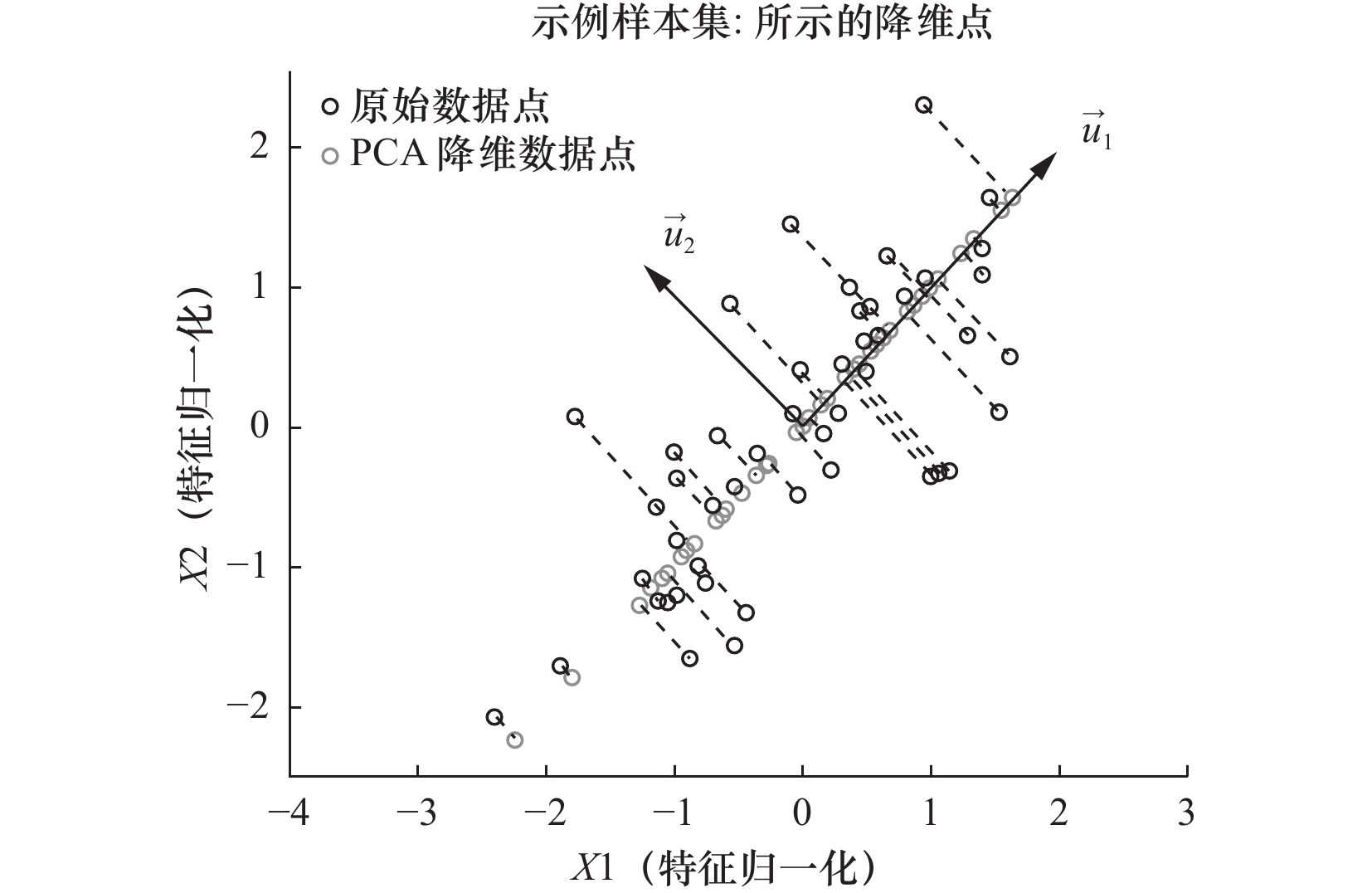
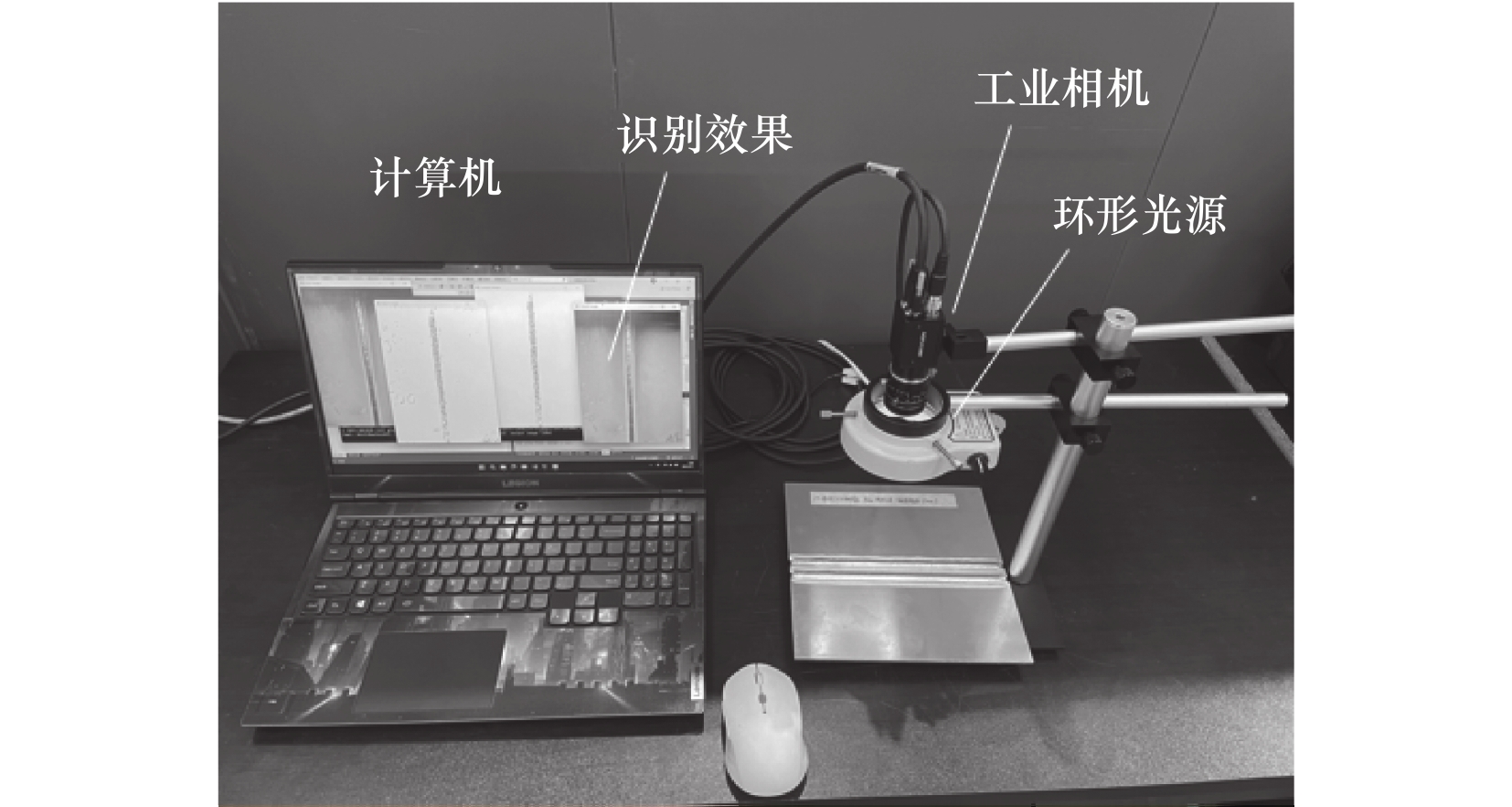
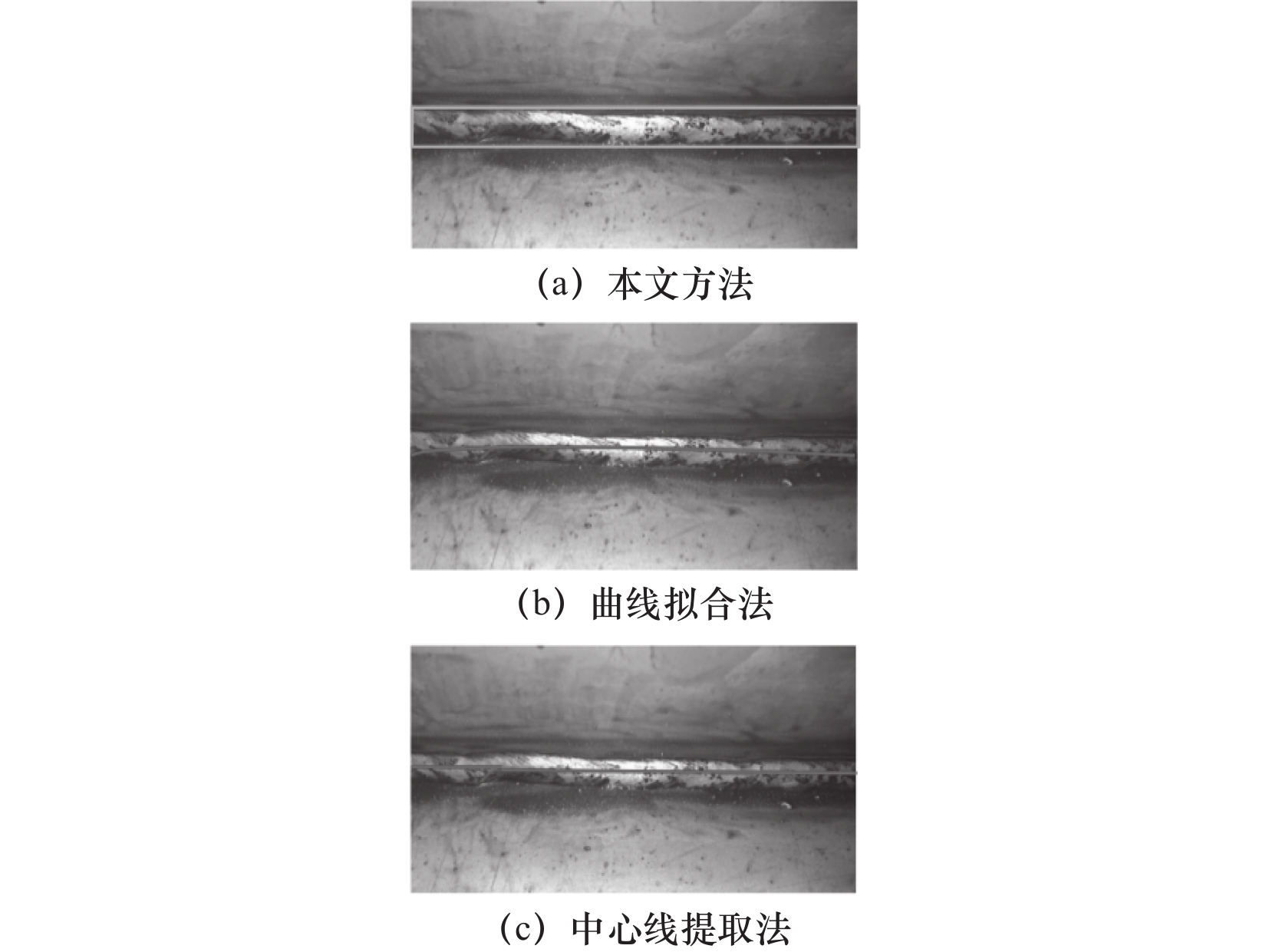
Aiming at the problem that the welding seam extraction after welding has a large error and is not easy to extract, the article proposes a welding seam extraction algorithm that is a fusion of DBSCAN clustering (density-based spatial clustering of applications with noise) and the improved principal component analysis (PCA) algorithm. Firstly, the weld image is pre-processed with grey scale and adaptive median filtering; secondly, the Canny edge detection algorithm is applied to the image to extract the weld edges, and the weld edges are clustered using the DBSCAN density clustering algorithm; after that, the principal components of the weld are searched for based on the improved PCA algorithm, and the weld is mapped to the principal vectors for statistical mapping, and the left and right boundaries of the weld are obtained by automatically assigning a threshold value according to the image resolution. The left and right boundaries of the weld are then reflected to the secondary principal vectors to obtain the upper and lower boundaries of the weld; finally, three groups of comparison experiments were completed according to the method of this paper, which analysed the influence of the algorithm of this paper by the resolution, welding method, light intensity and other factors. The experiment proves that the algorithm of this paper has good effect on straight seam extraction, and the extraction accuracy is more than 95%.
Aiming at the problem that the welding seam extraction after welding has a large error and is not easy to extract, the article proposes a welding seam extraction algorithm that is a fusion of DBSCAN clustering (density-based spatial clustering of applications with noise) and the improved principal component analysis (PCA) algorithm. Firstly, the weld image is pre-processed with grey scale and adaptive median filtering; secondly, the Canny edge detection algorithm is applied to the image to extract the weld edges, and the weld edges are clustered using the DBSCAN density clustering algorithm; after that, the principal components of the weld are searched for based on the improved PCA algorithm, and the weld is mapped to the principal vectors for statistical mapping, and the left and right boundaries of the weld are obtained by automatically assigning a threshold value according to the image resolution. The left and right boundaries of the weld are then reflected to the secondary principal vectors to obtain the upper and lower boundaries of the weld; finally, three groups of comparison experiments were completed according to the method of this paper, which analysed the influence of the algorithm of this paper by the resolution, welding method, light intensity and other factors. The experiment proves that the algorithm of this paper has good effect on straight seam extraction, and the extraction accuracy is more than 95%.





2024, (4): 44-50.
doi: 10.19287/j.mtmt.1005-2402.2024.04.007
Abstract:
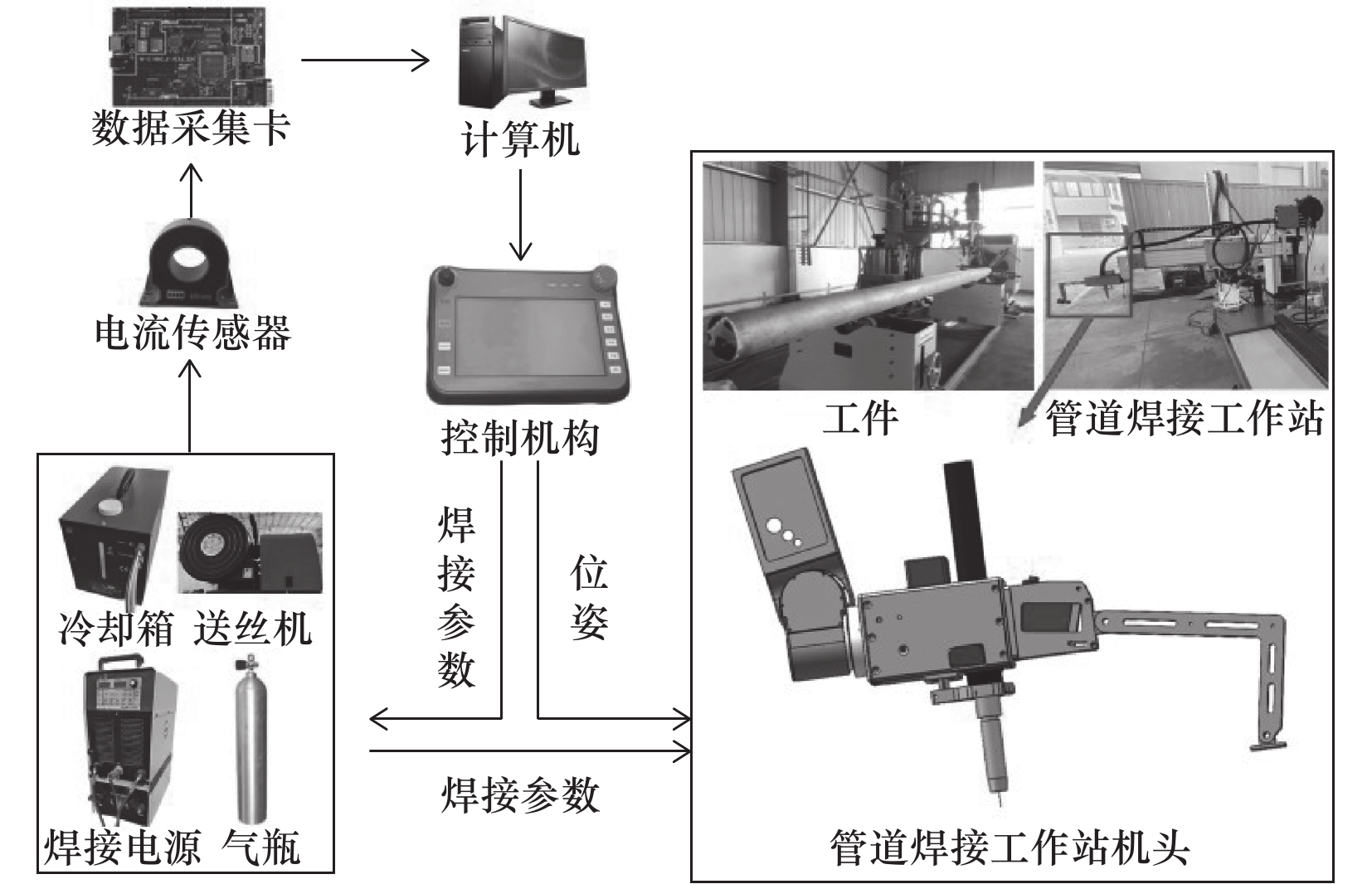
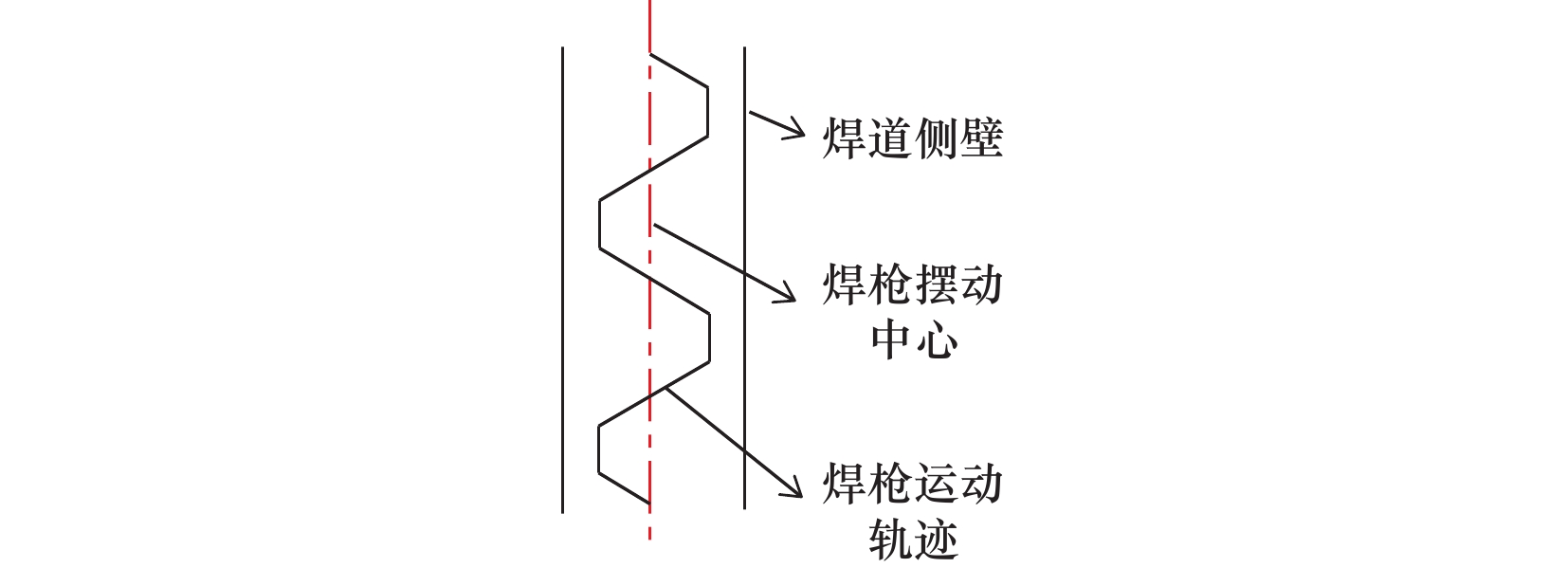
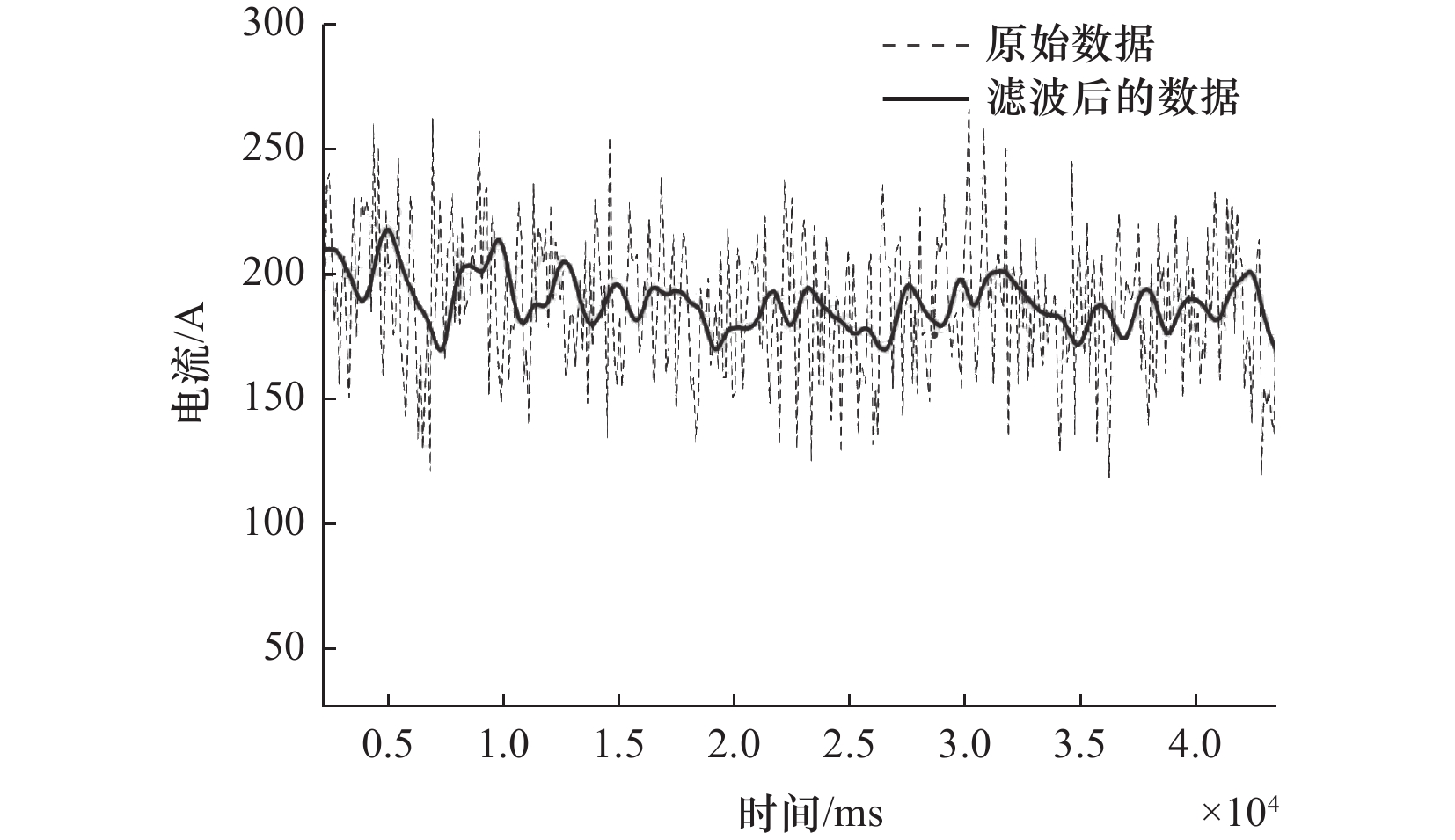
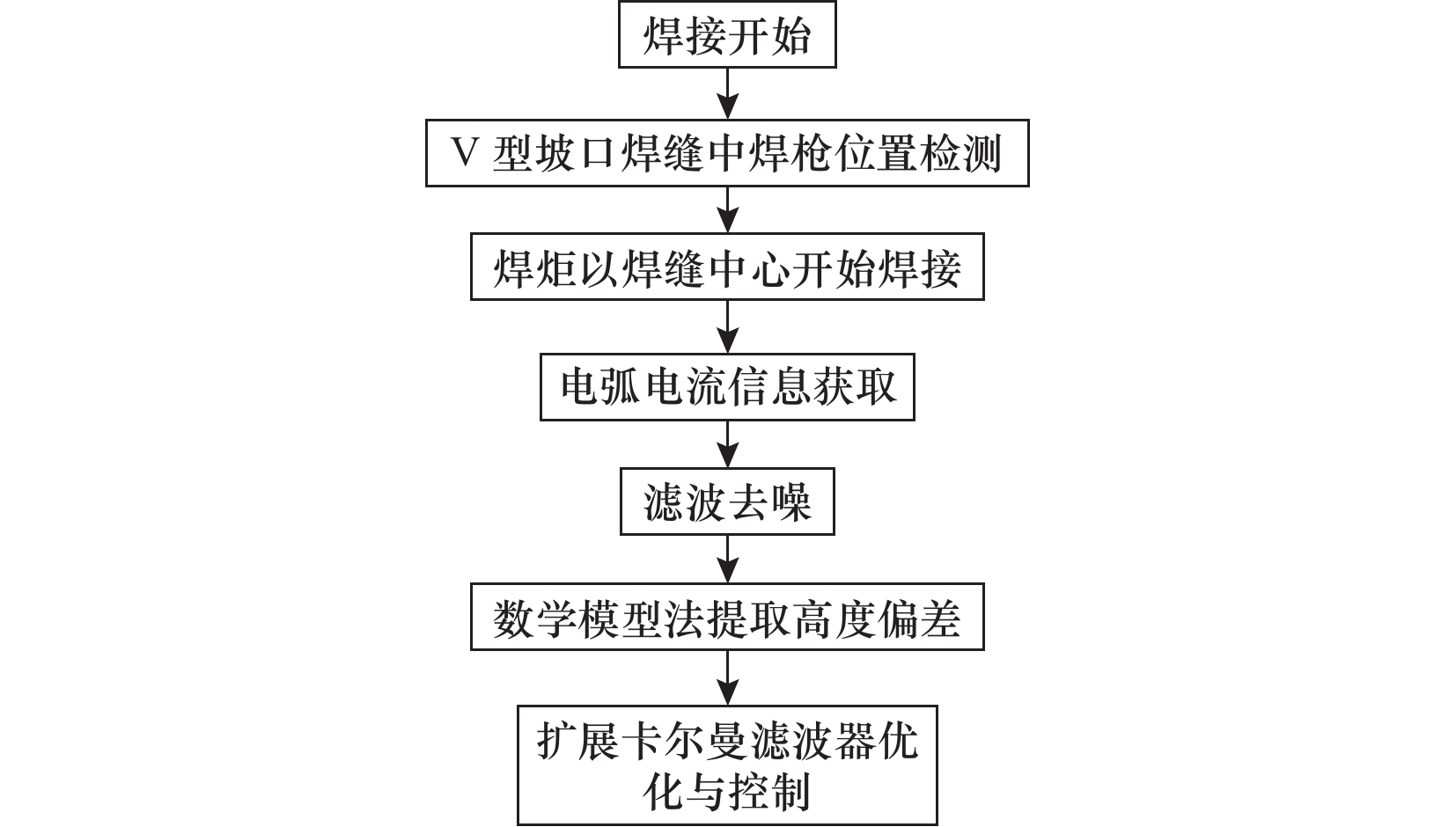
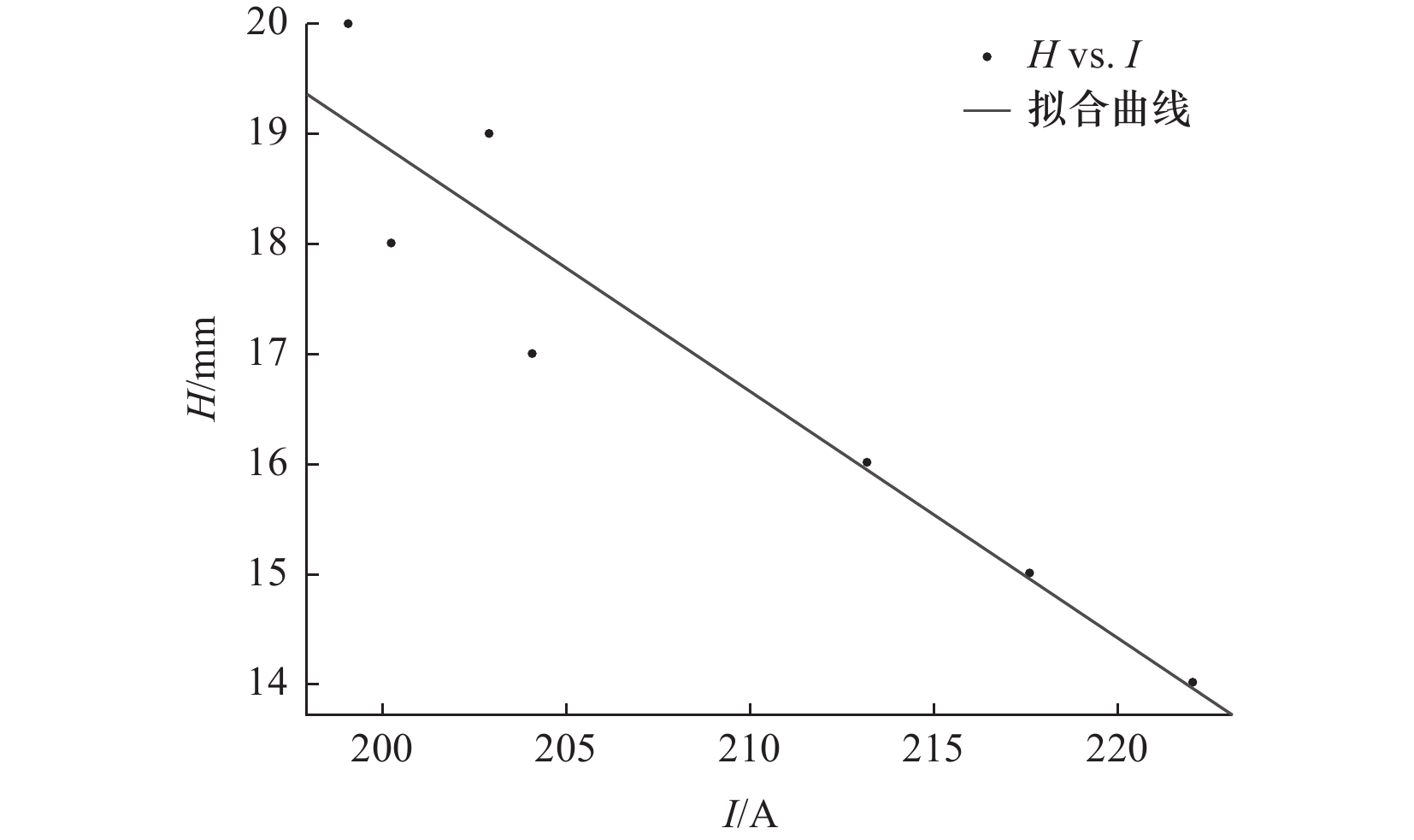
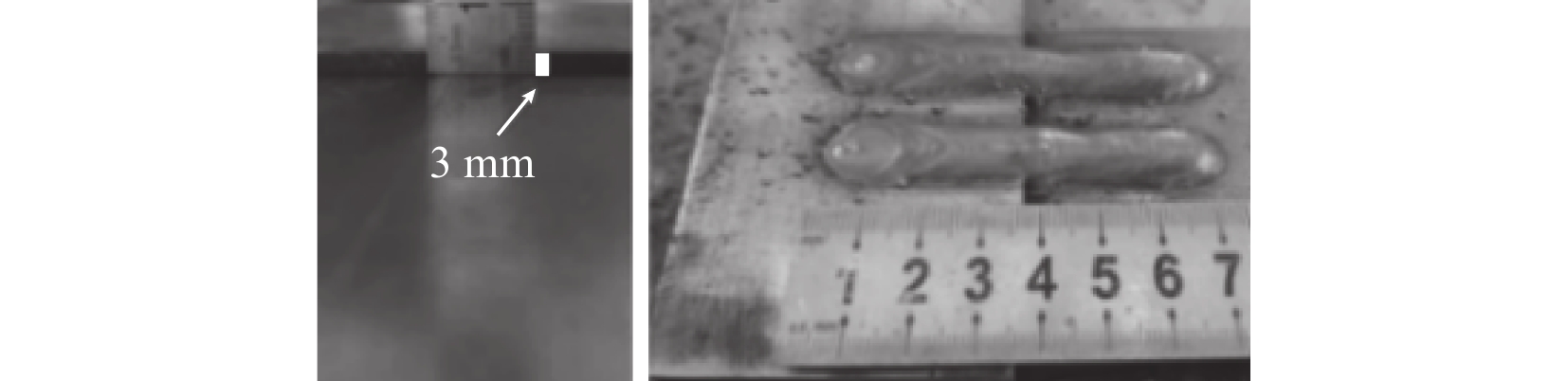
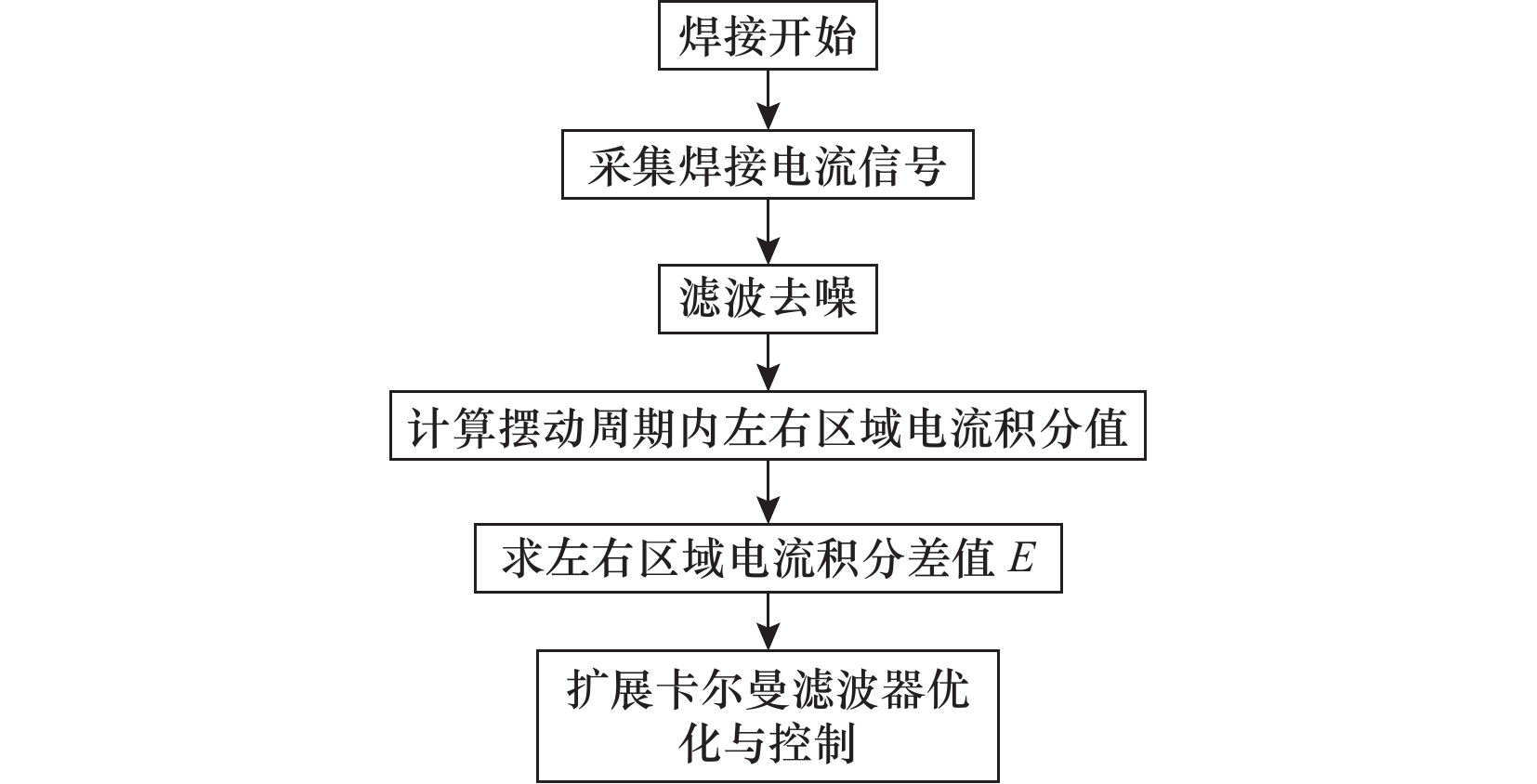
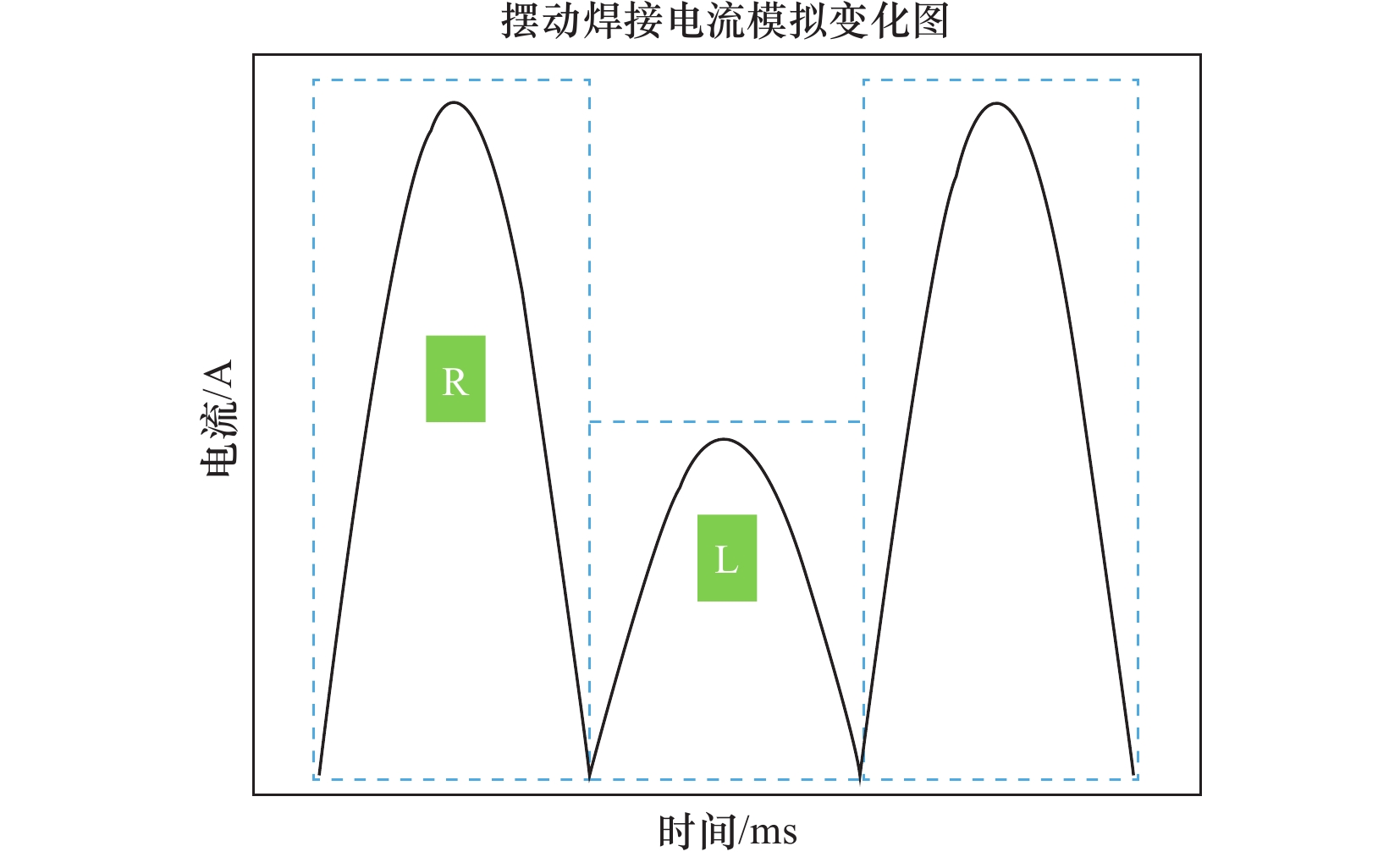
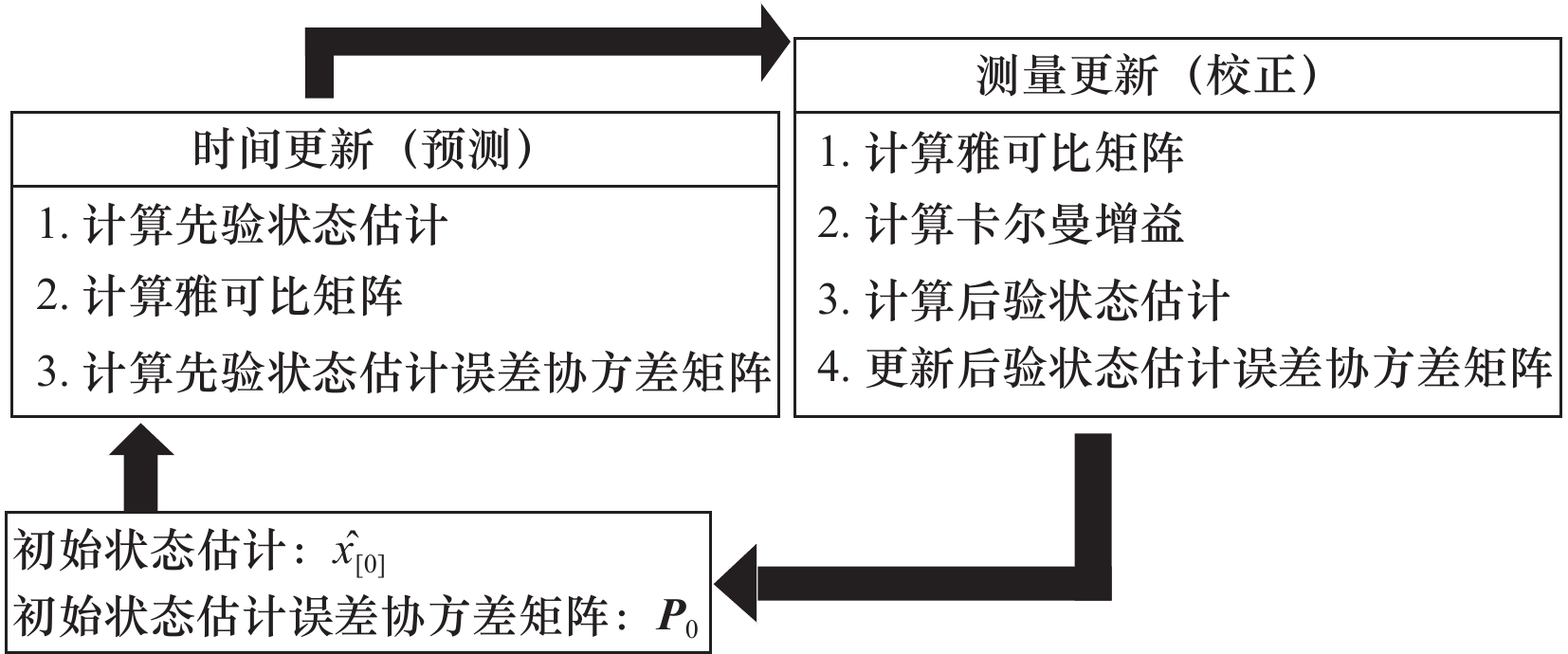
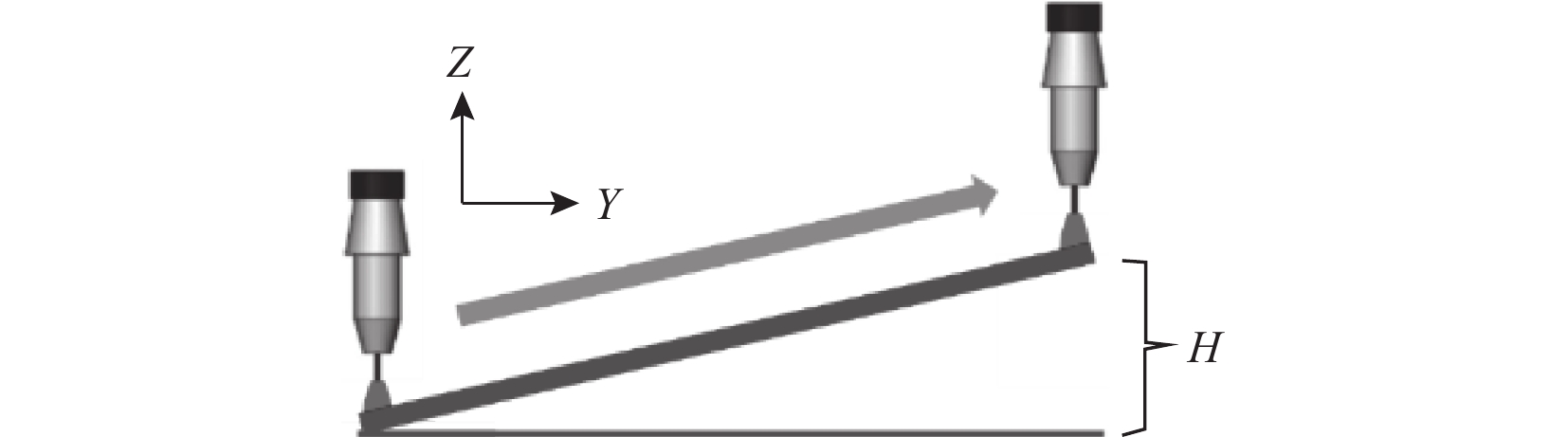
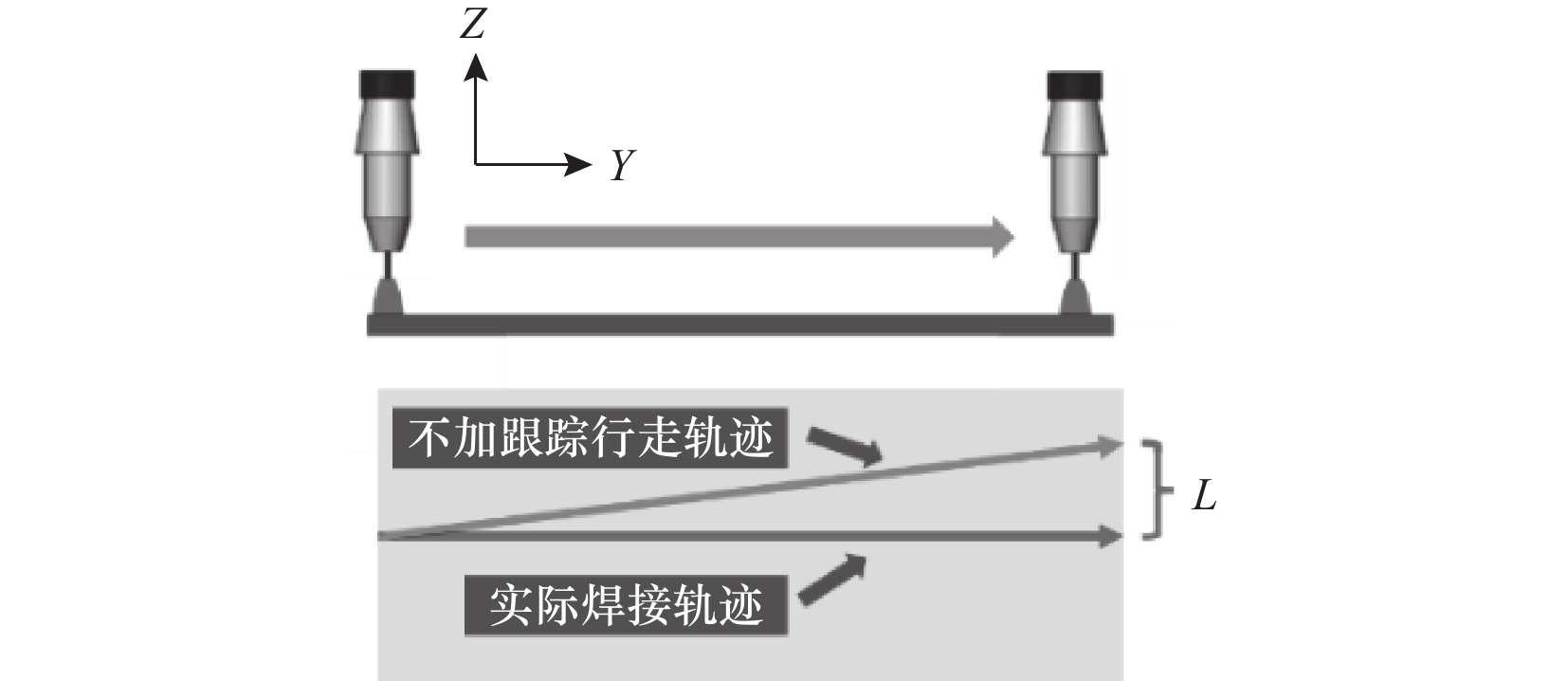
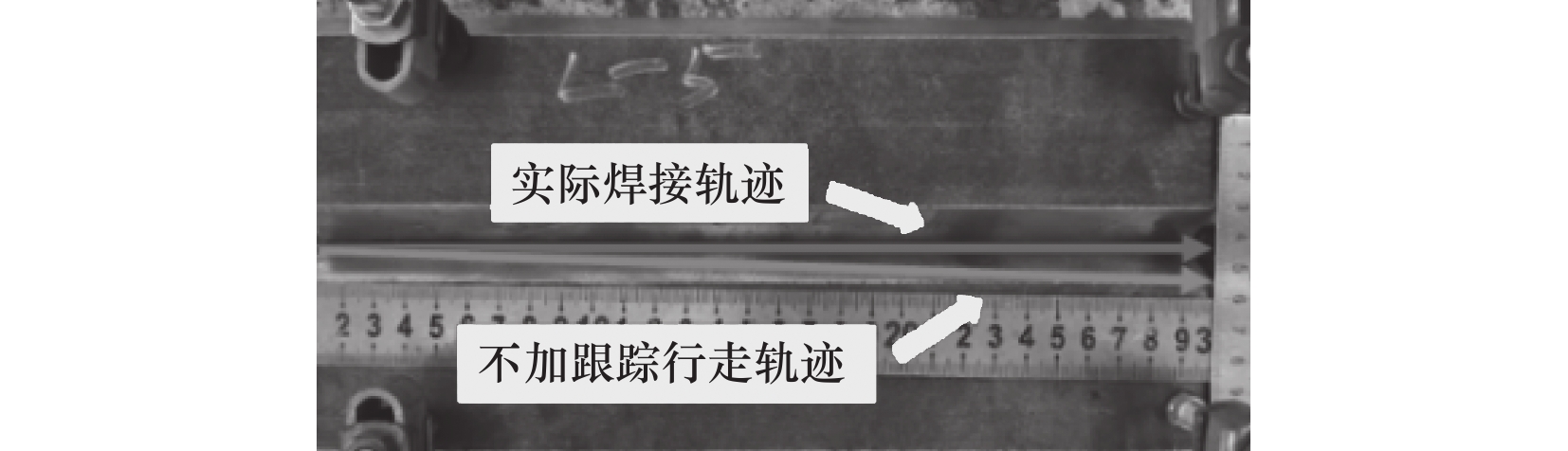
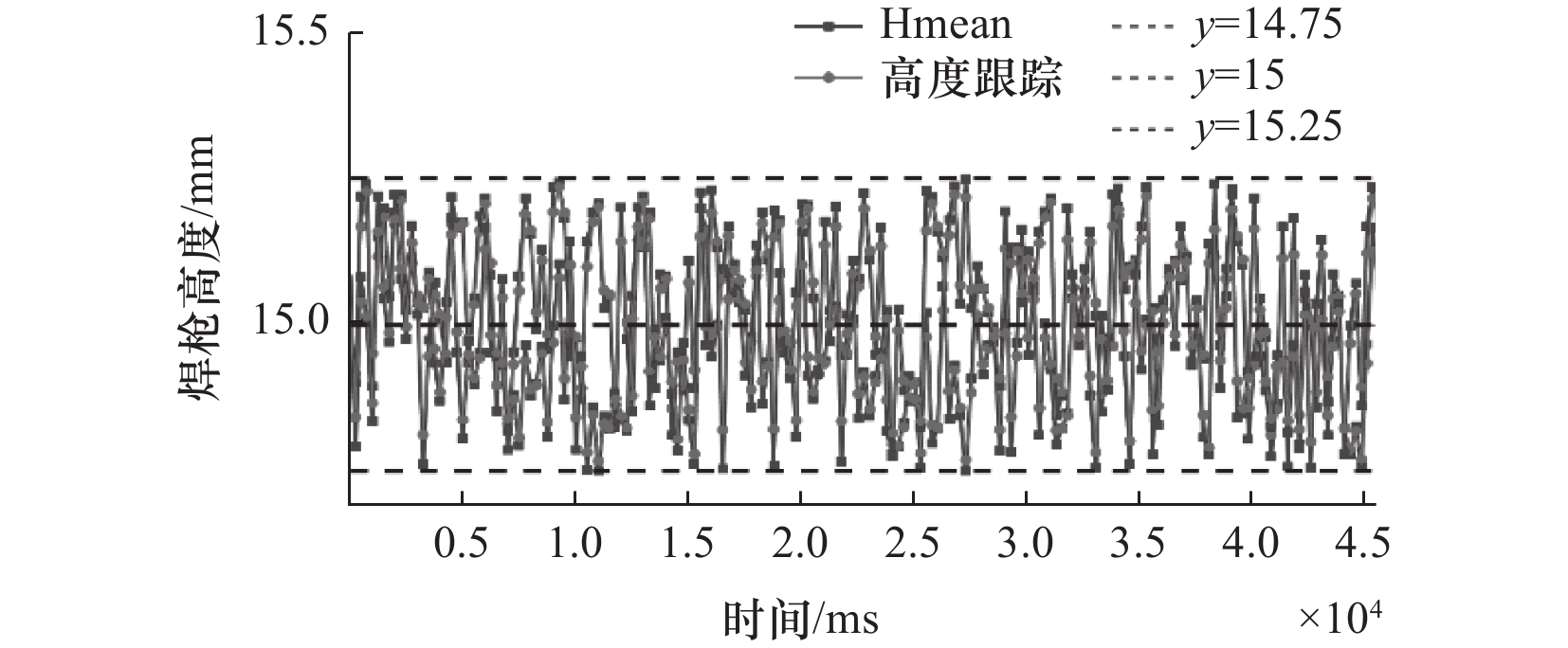
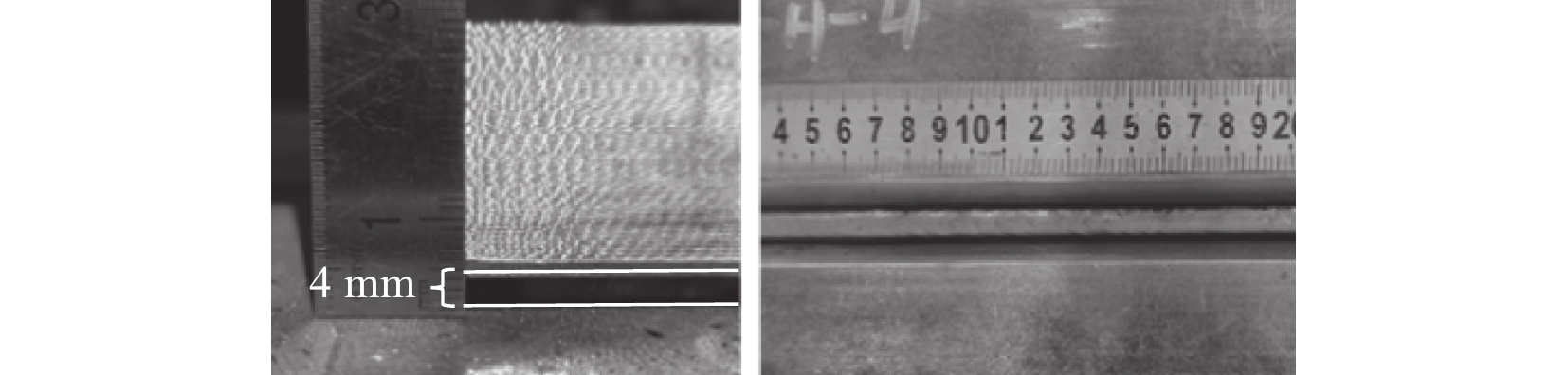
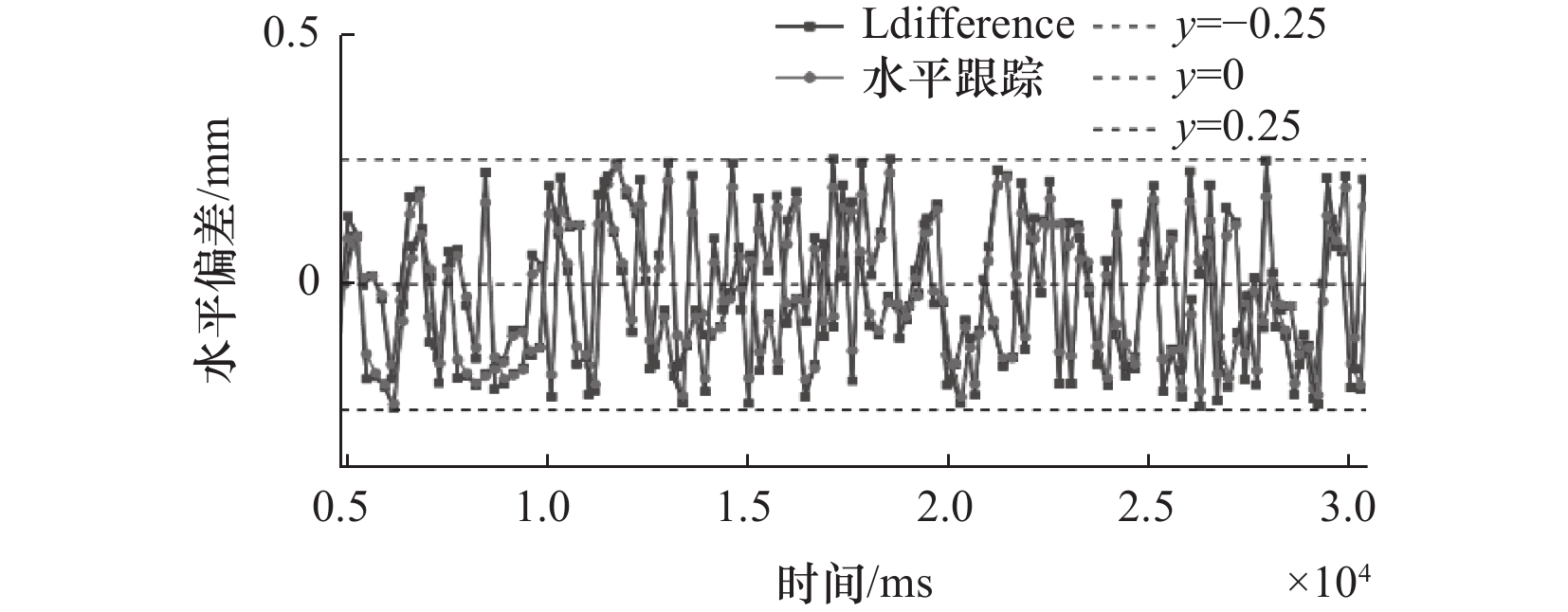
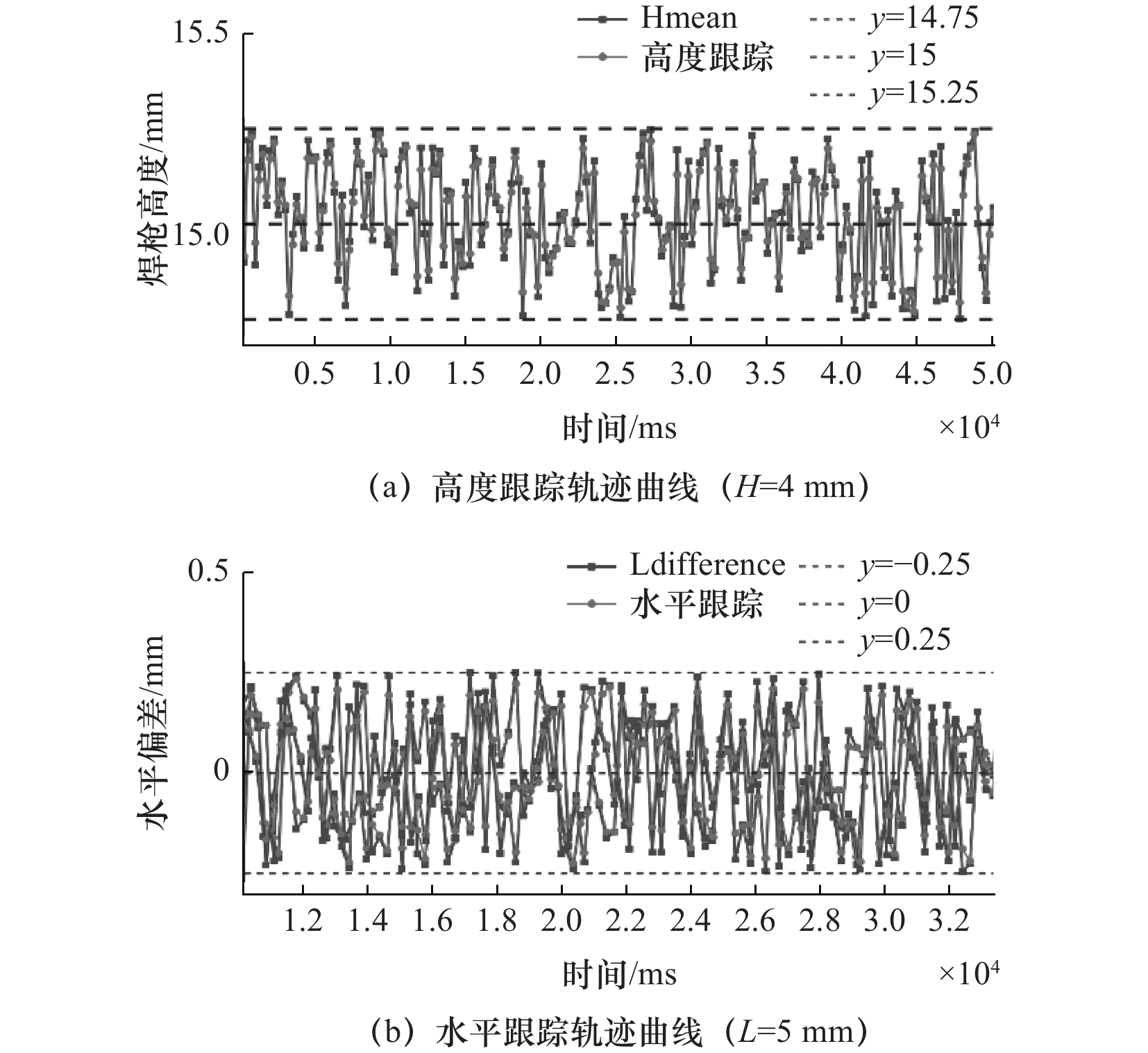
The welding process of gas metal arc welding(GMAW) has nonlinear characteristics such as large inertia, large time delay and uncertain interference factors. In order to improve welding quality, a real-time welding seam tracking technology based on extended kalman filter(EKF) algorithm is proposed in this paper. Hall current sensor is used to capture real-time welding current. In order to realize that the swinging center of the welding torch is always aligned with the weld center, this paper filters the collected current through finite impulse response(FIR), establishes a mathematical model for extracting the height and horizontal deviation of the welding torch, and uses EKF to control the welding torch. Through the experimental verification on the weld with vertical and horizontal deviations, the tracking accuracy can reach ±0.25 mm, so the method can meet the requirements of real-time robot tracking.
The welding process of gas metal arc welding(GMAW) has nonlinear characteristics such as large inertia, large time delay and uncertain interference factors. In order to improve welding quality, a real-time welding seam tracking technology based on extended kalman filter(EKF) algorithm is proposed in this paper. Hall current sensor is used to capture real-time welding current. In order to realize that the swinging center of the welding torch is always aligned with the weld center, this paper filters the collected current through finite impulse response(FIR), establishes a mathematical model for extracting the height and horizontal deviation of the welding torch, and uses EKF to control the welding torch. Through the experimental verification on the weld with vertical and horizontal deviations, the tracking accuracy can reach ±0.25 mm, so the method can meet the requirements of real-time robot tracking.



2024, (4): 51-56.
doi: 10.19287/j.mtmt.1005-2402.2024.04.008
Abstract:
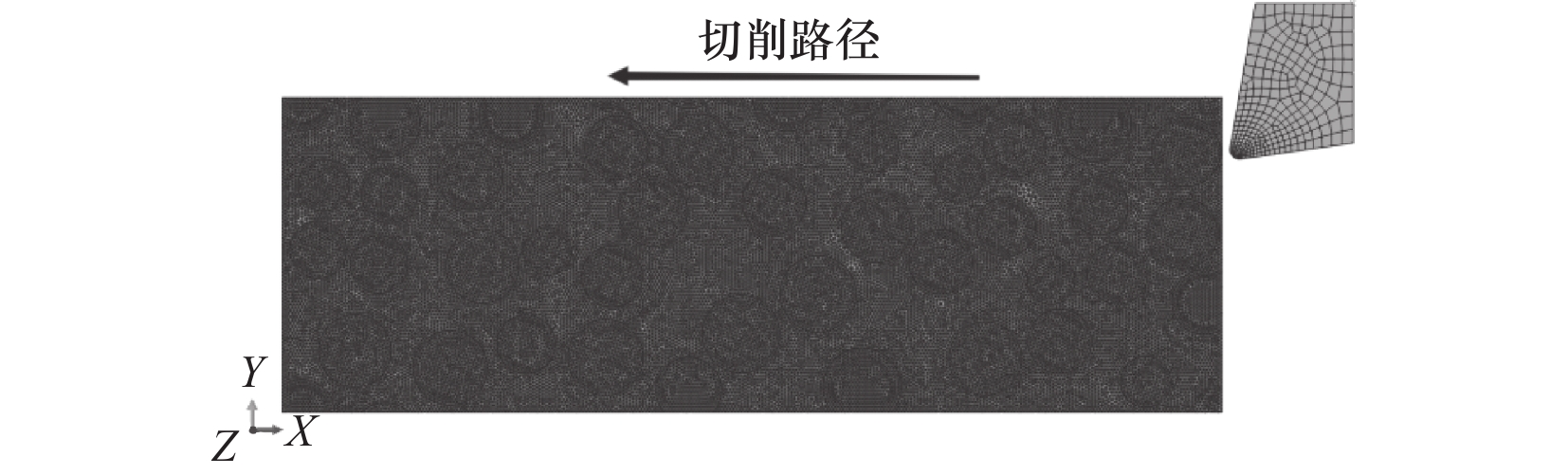
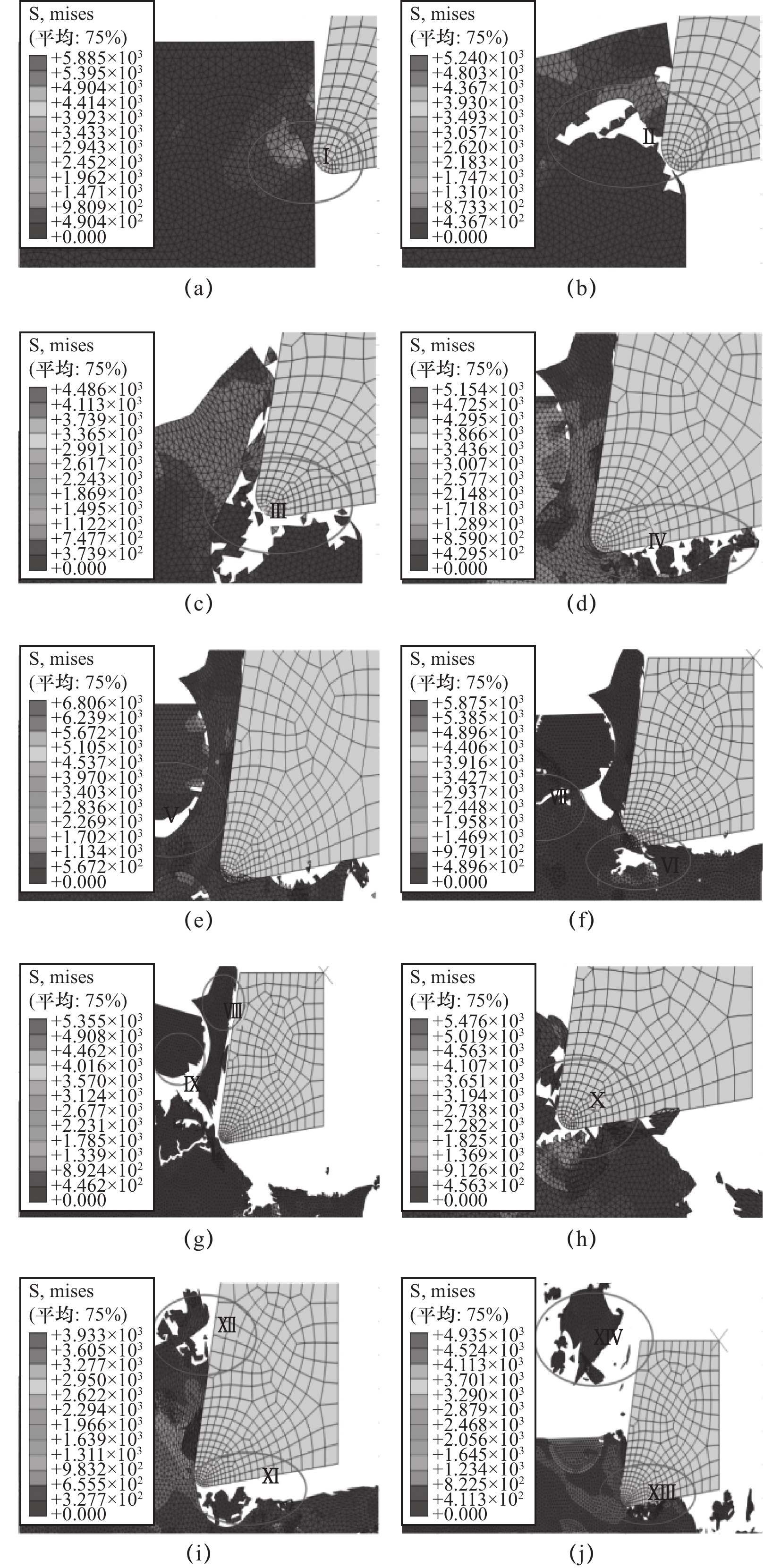
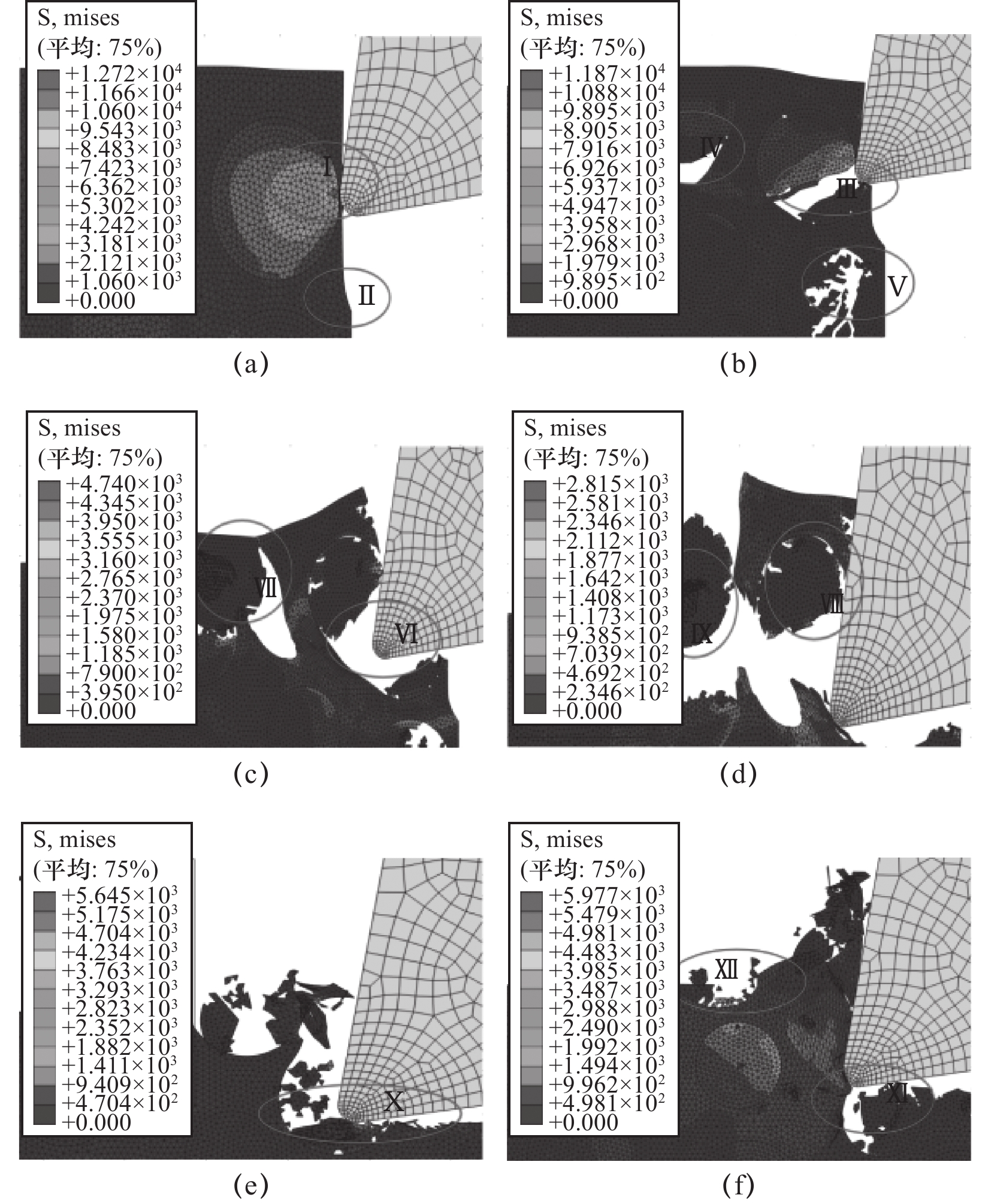
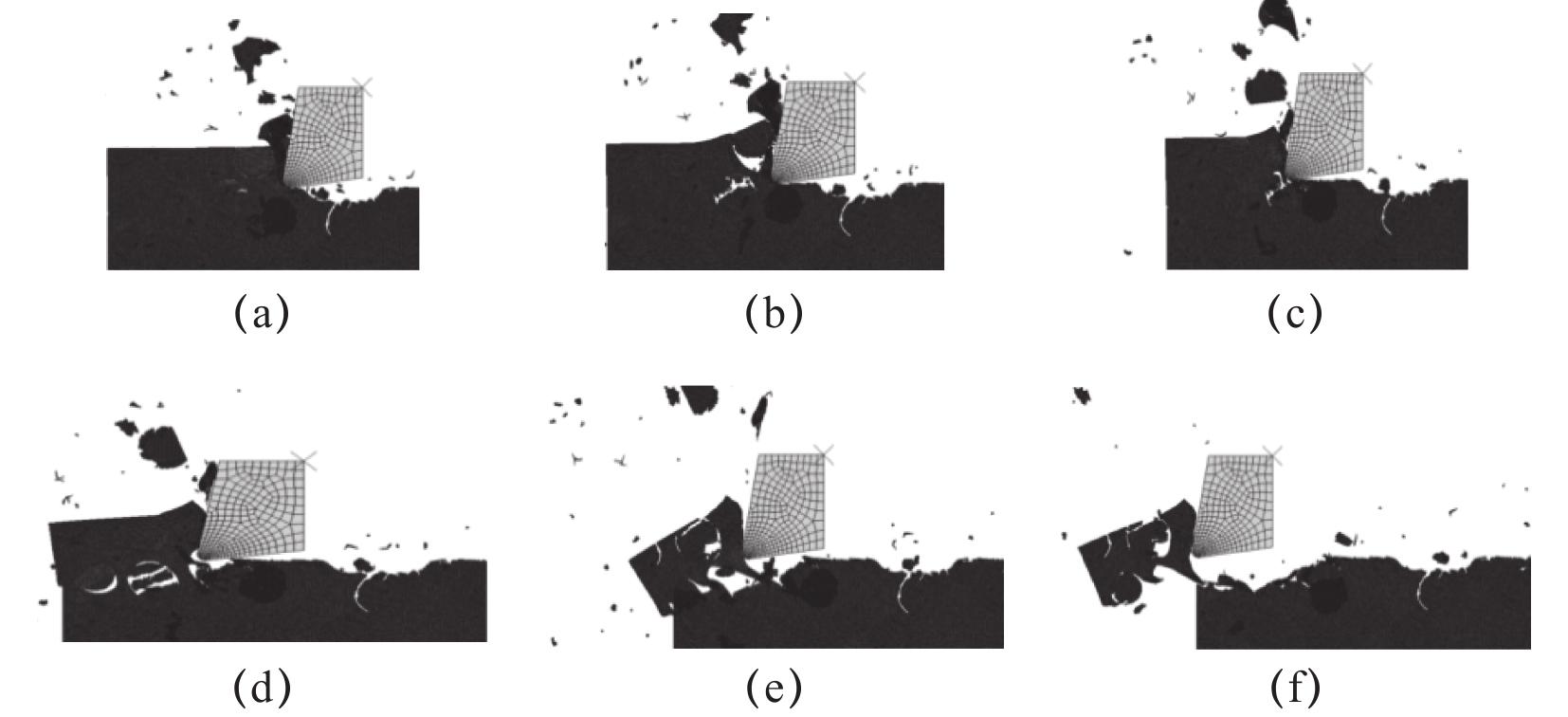
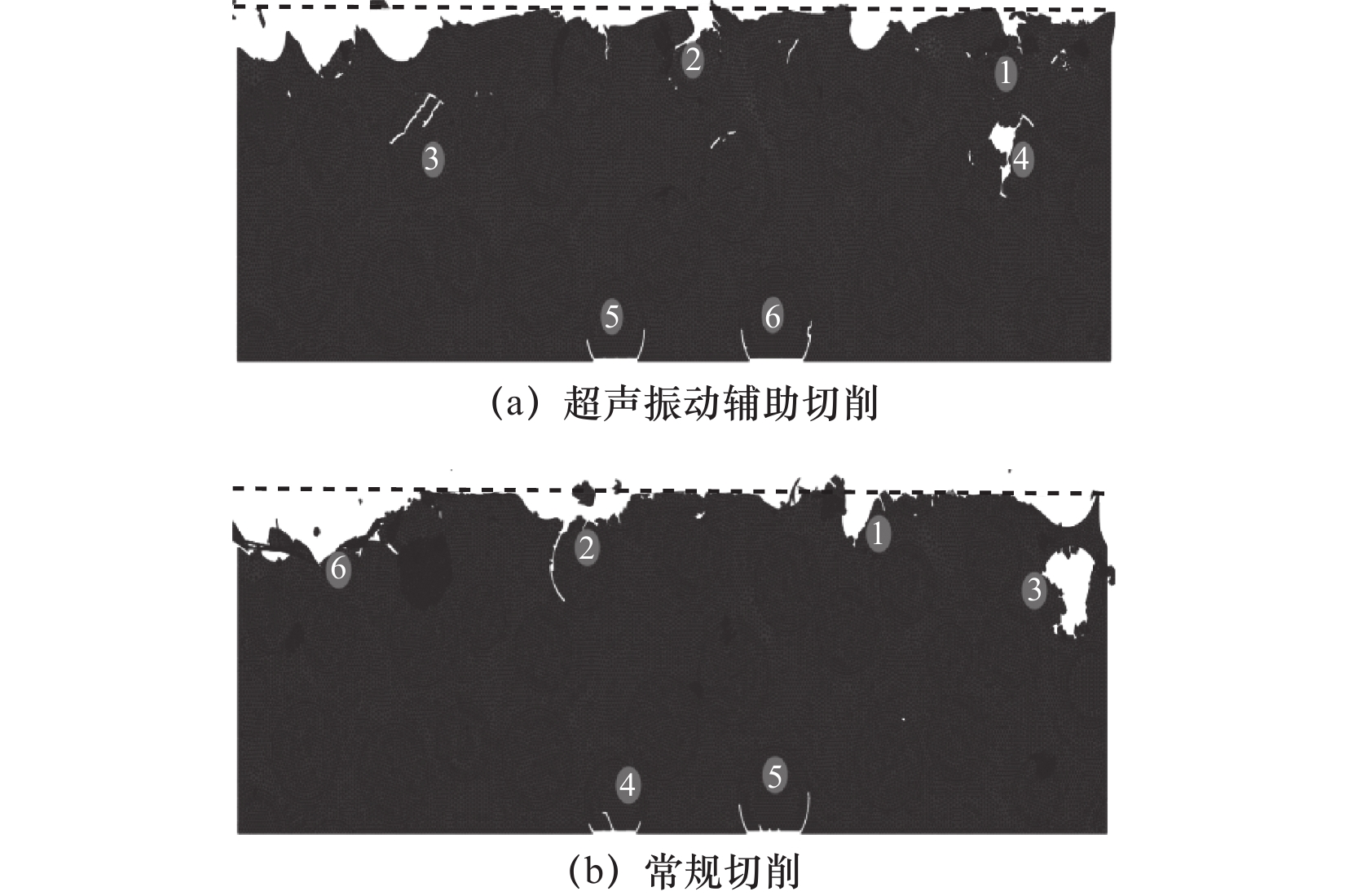
SiCp/Al composite is a typical difficult-to-machine material. Due to the presence of particle reinforcement in its matrix, it leads to poor machining quality, high cutting resistance, high machining damage and poor machinability under conventional cutting conditions. Conventional cutting can not meet the processing requirements. Through cutting simulation, the cutting process of composite materials, the damage characteristics of SiC particles, the surface morphology and subsurface damage of workpieces under conventional and ultrasonic vibration assisted cutting conditions are compared and analyzed. The results show that compared with conventional cutting, ultrasonic vibration assisted cutting can improve the surface integrity of the composite material, reduce the subsurface damage of the composite material, and improve the surface quality of the workpiece.
SiCp/Al composite is a typical difficult-to-machine material. Due to the presence of particle reinforcement in its matrix, it leads to poor machining quality, high cutting resistance, high machining damage and poor machinability under conventional cutting conditions. Conventional cutting can not meet the processing requirements. Through cutting simulation, the cutting process of composite materials, the damage characteristics of SiC particles, the surface morphology and subsurface damage of workpieces under conventional and ultrasonic vibration assisted cutting conditions are compared and analyzed. The results show that compared with conventional cutting, ultrasonic vibration assisted cutting can improve the surface integrity of the composite material, reduce the subsurface damage of the composite material, and improve the surface quality of the workpiece.


2024, (4): 57-62.
doi: 10.19287/j.mtmt.1005-2402.2024.04.009
Abstract:
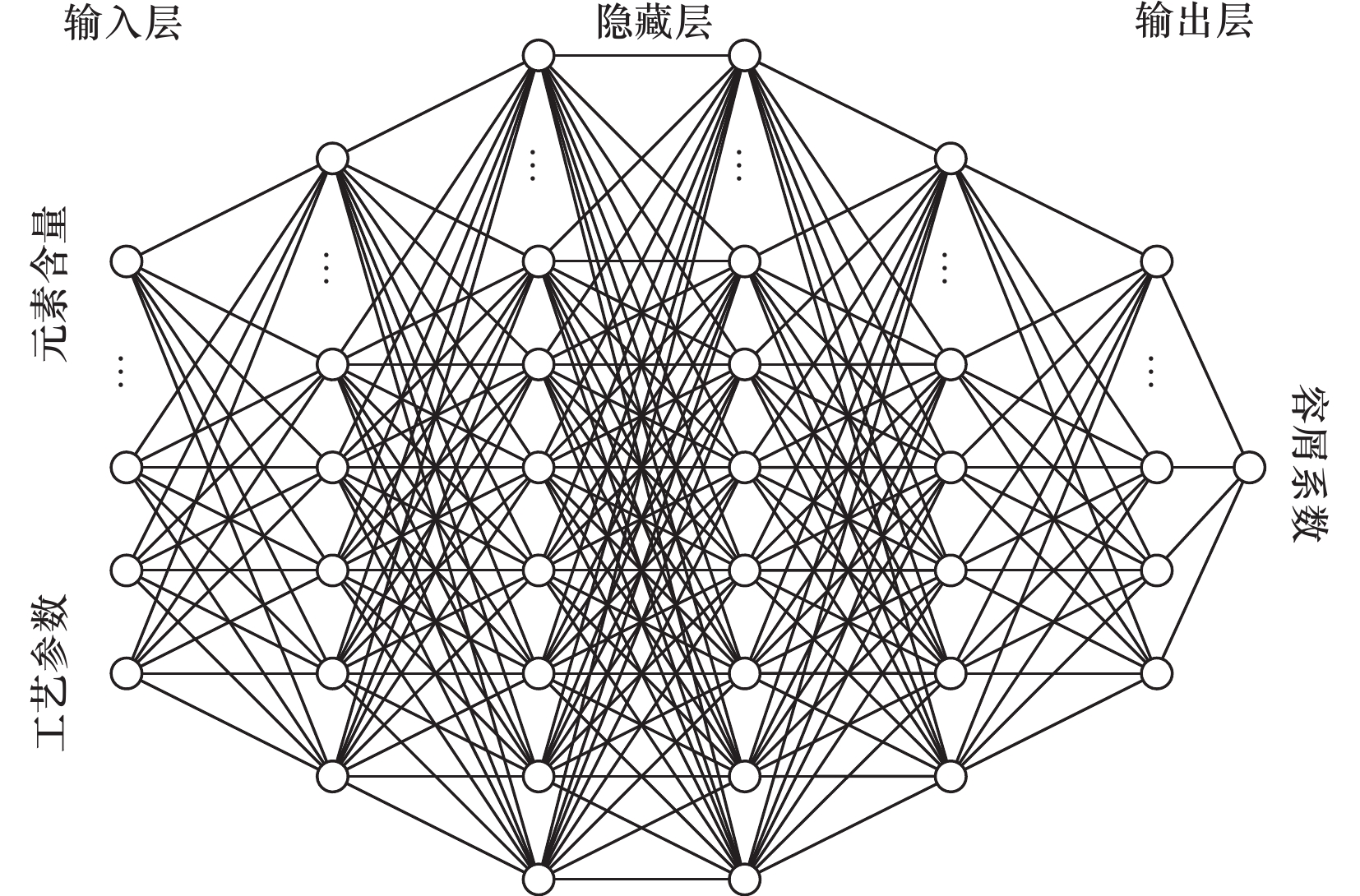
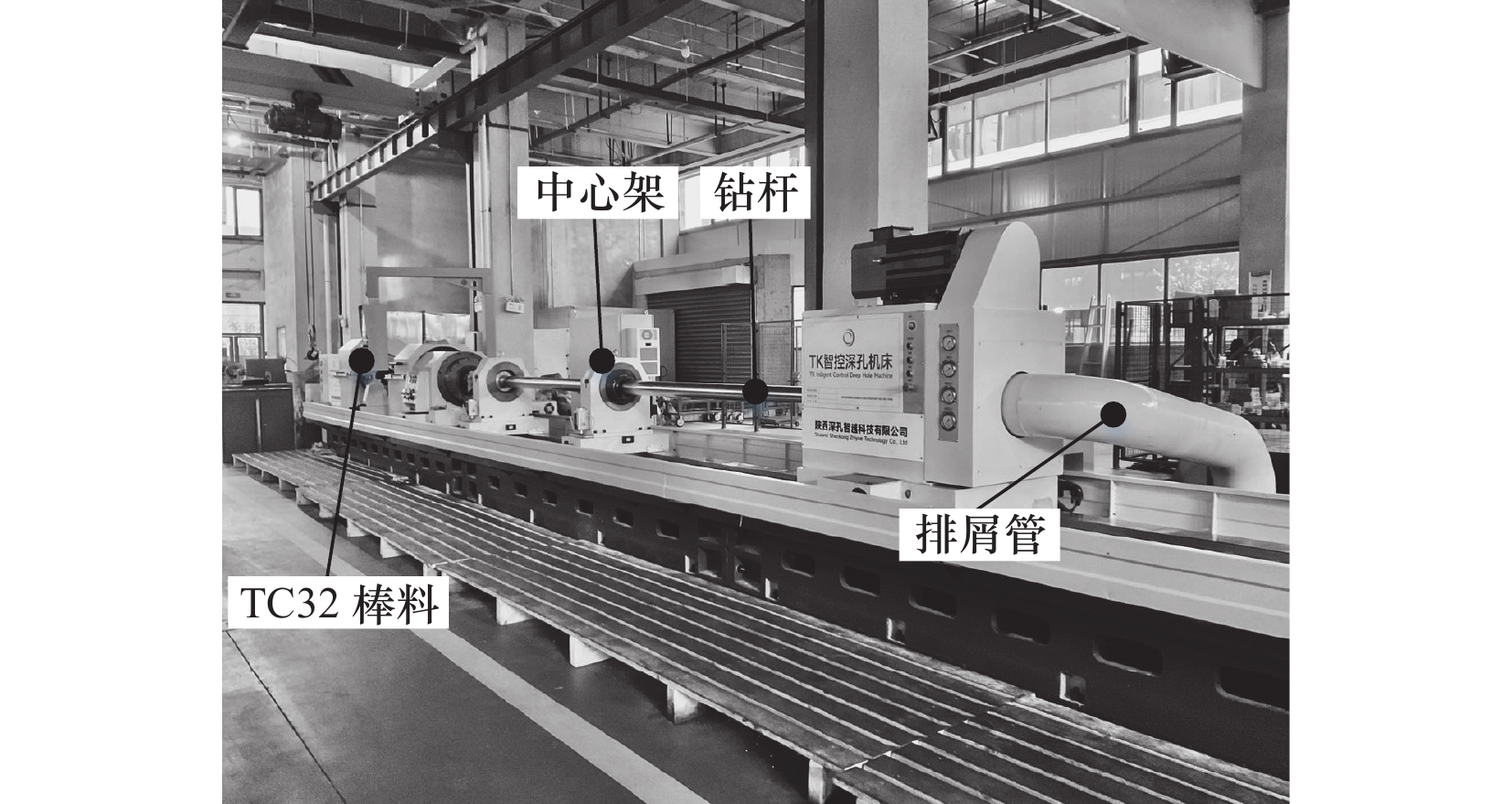
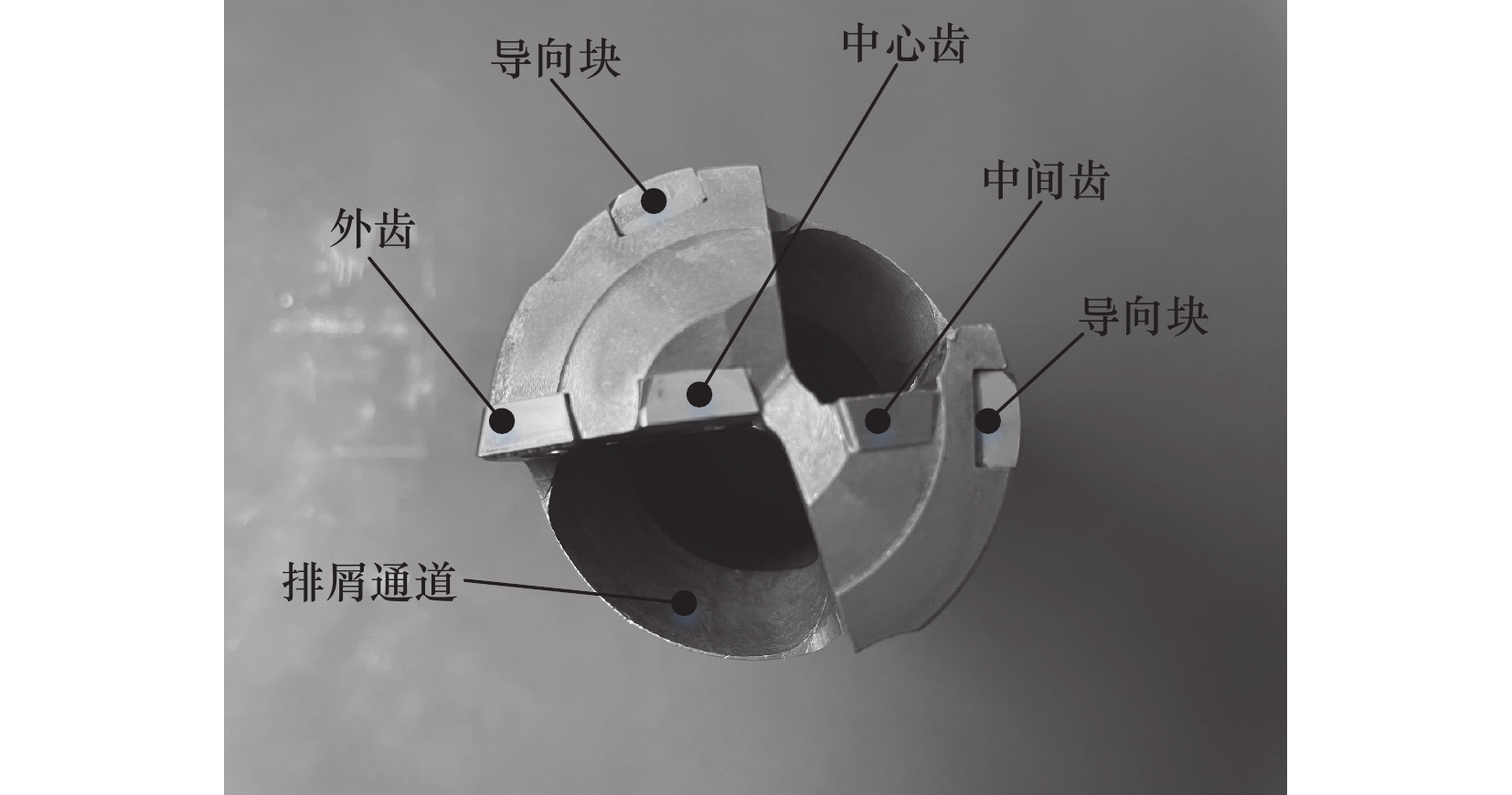
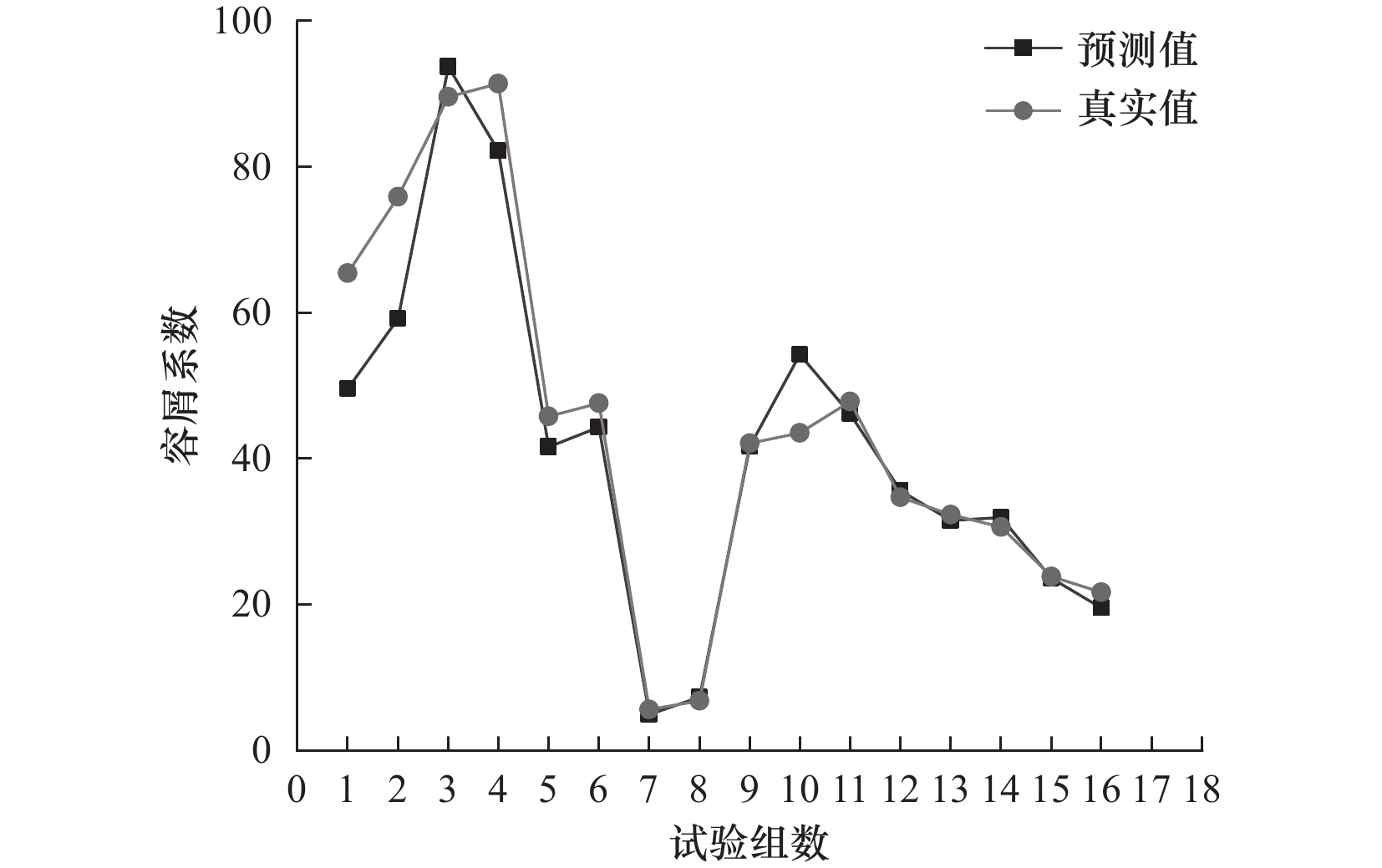
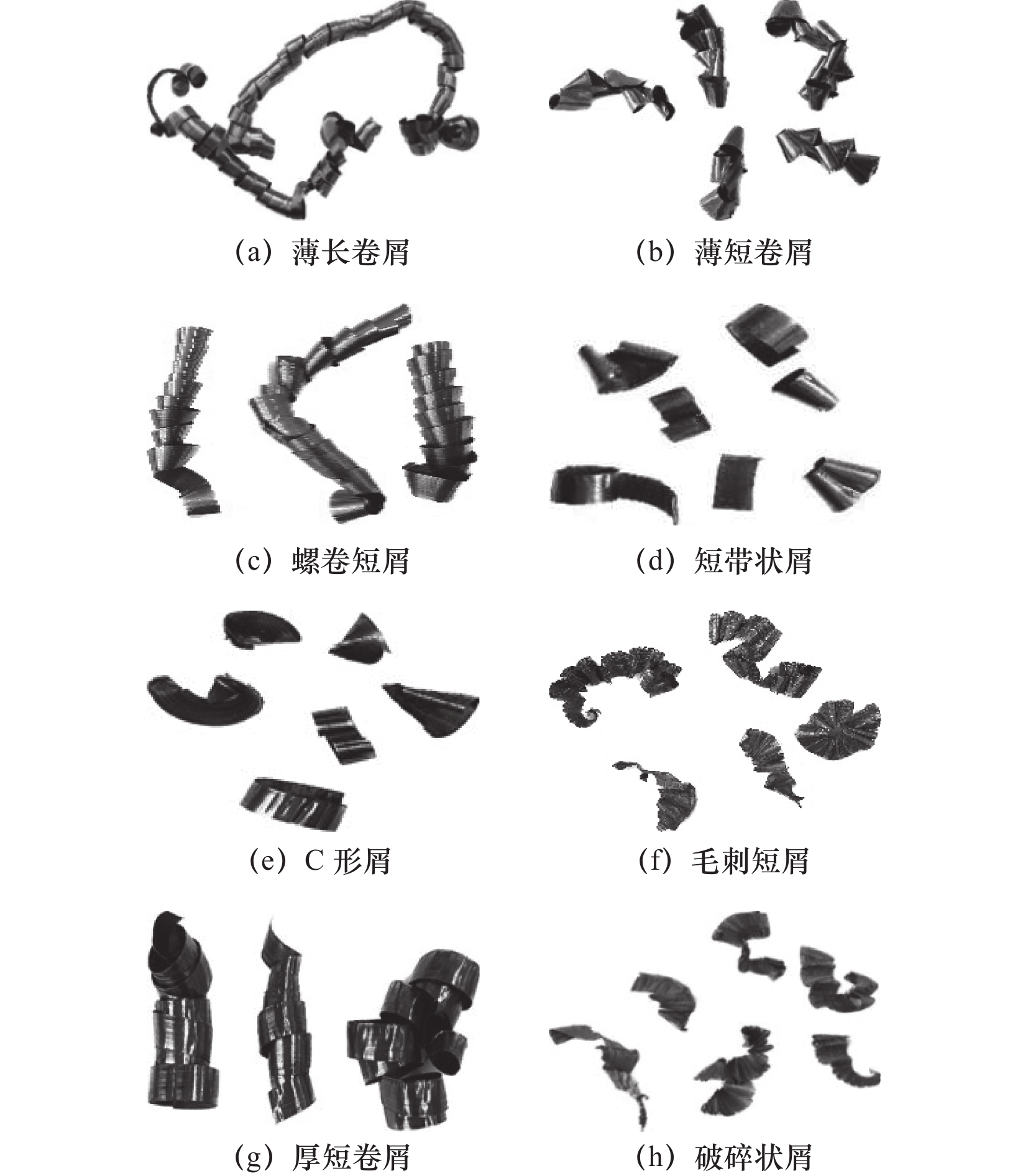
In the process of deep hole drilling of titanium alloy, due to its difficulty in processing, there are often problems such as serious tool wear, difficult chip removal and poor surface quality of the inner hole.In order to obtain titanium alloy deep hole parts with good bore surface quality and chip morphology, the new titanium alloy TC32 was taken as the research object, and the gullet-to-chip area ratio prediction and processing test verification of TC32 titanium alloy were carried out based on deep learning and BP neural network under different process parameters. The results indicate that the determination coefficient of the prediction model is 0.921, with a high degree of fitting and accuracy, and good prediction performance. When the feed rate is 0.08 mm/r and the spindle speed is 435 r/min, the gullet -to-chip area ratio is 5.6, The chip morphology is dominated by C-shaped chips and short strip chips,the chip removal smooth and the machining process stable.
In the process of deep hole drilling of titanium alloy, due to its difficulty in processing, there are often problems such as serious tool wear, difficult chip removal and poor surface quality of the inner hole.In order to obtain titanium alloy deep hole parts with good bore surface quality and chip morphology, the new titanium alloy TC32 was taken as the research object, and the gullet-to-chip area ratio prediction and processing test verification of TC32 titanium alloy were carried out based on deep learning and BP neural network under different process parameters. The results indicate that the determination coefficient of the prediction model is 0.921, with a high degree of fitting and accuracy, and good prediction performance. When the feed rate is 0.08 mm/r and the spindle speed is 435 r/min, the gullet -to-chip area ratio is 5.6, The chip morphology is dominated by C-shaped chips and short strip chips,the chip removal smooth and the machining process stable.

2024, (4): 63-70.
doi: 10.19287/j.mtmt.1005-2402.2024.04.010
Abstract:
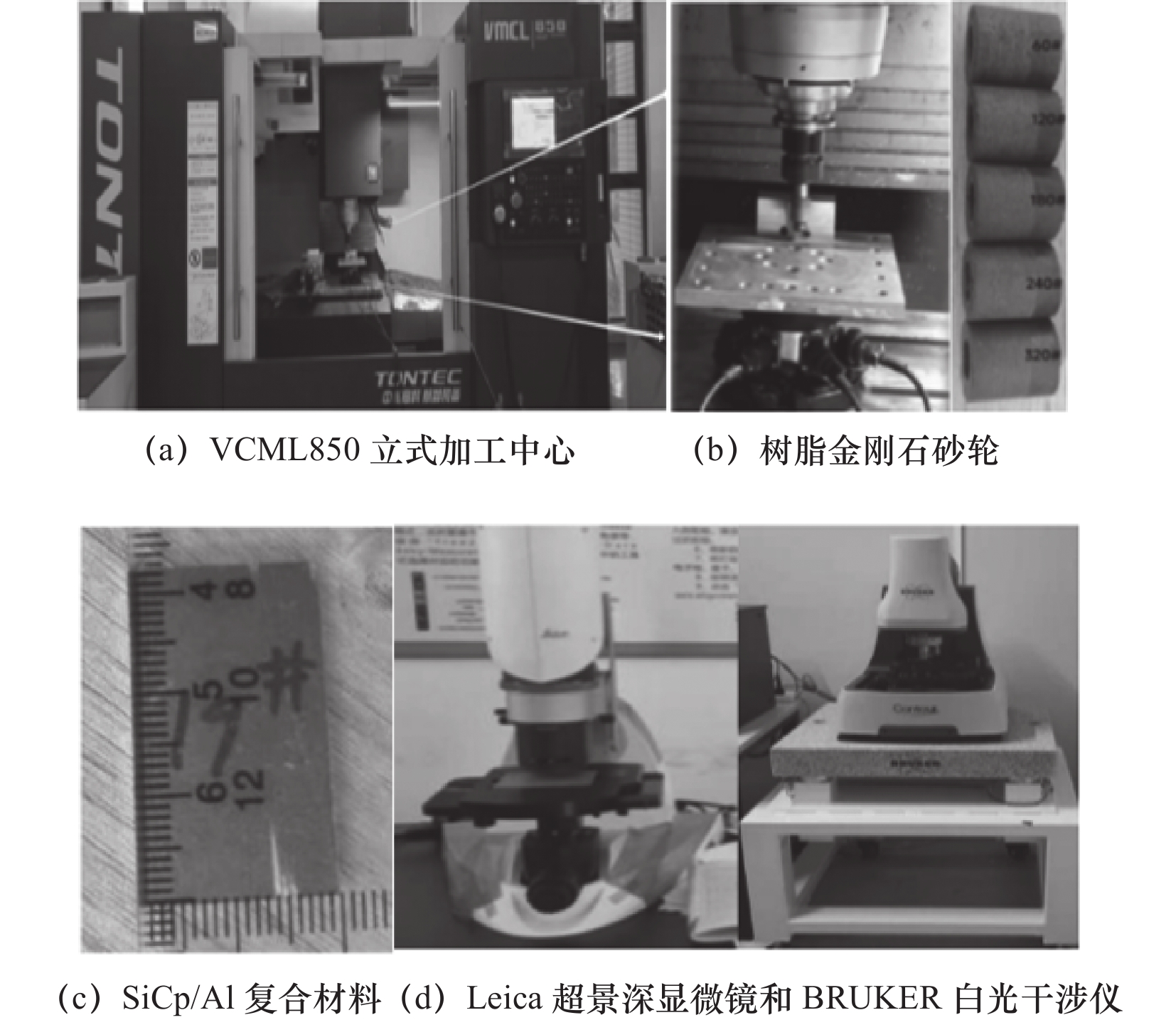
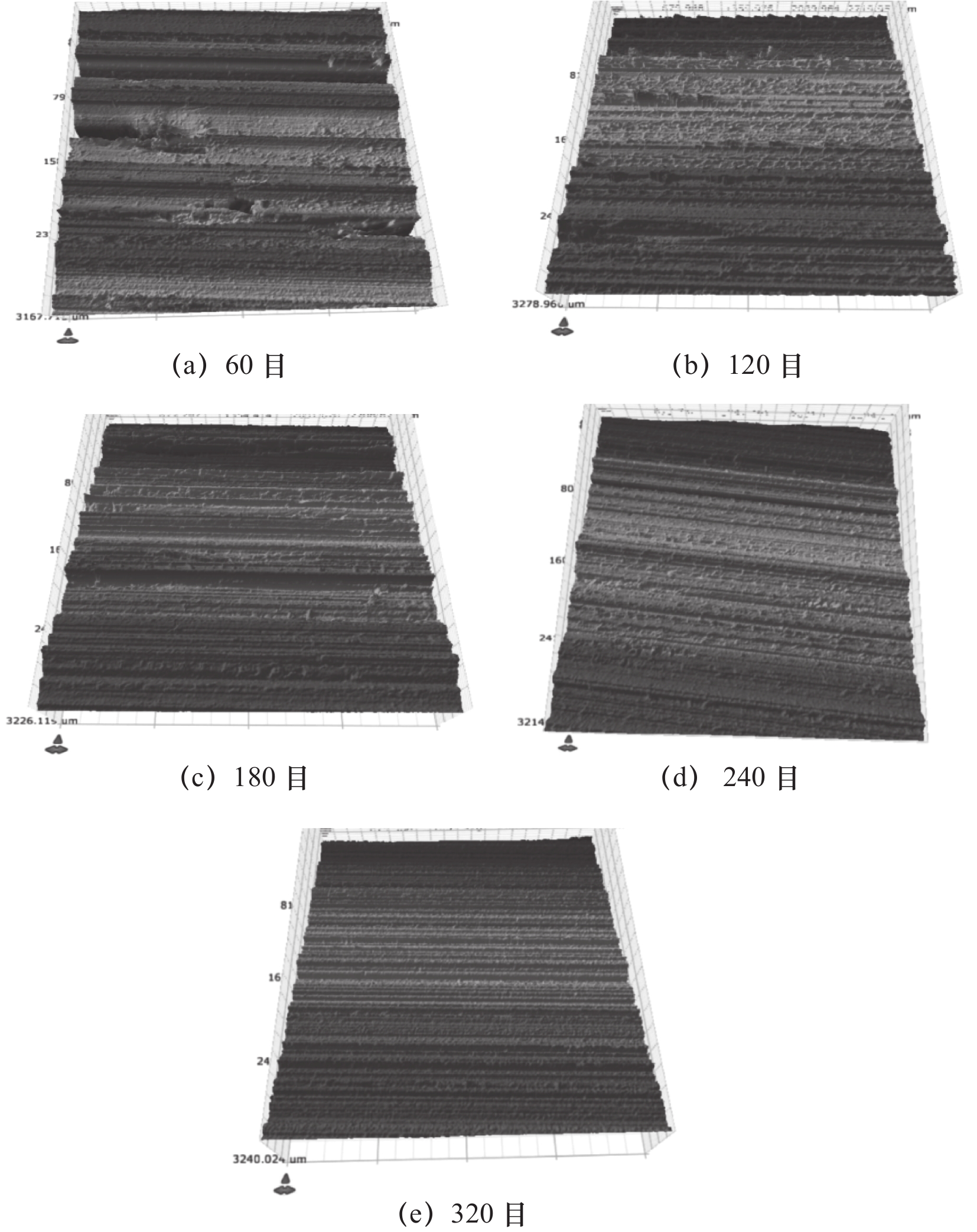
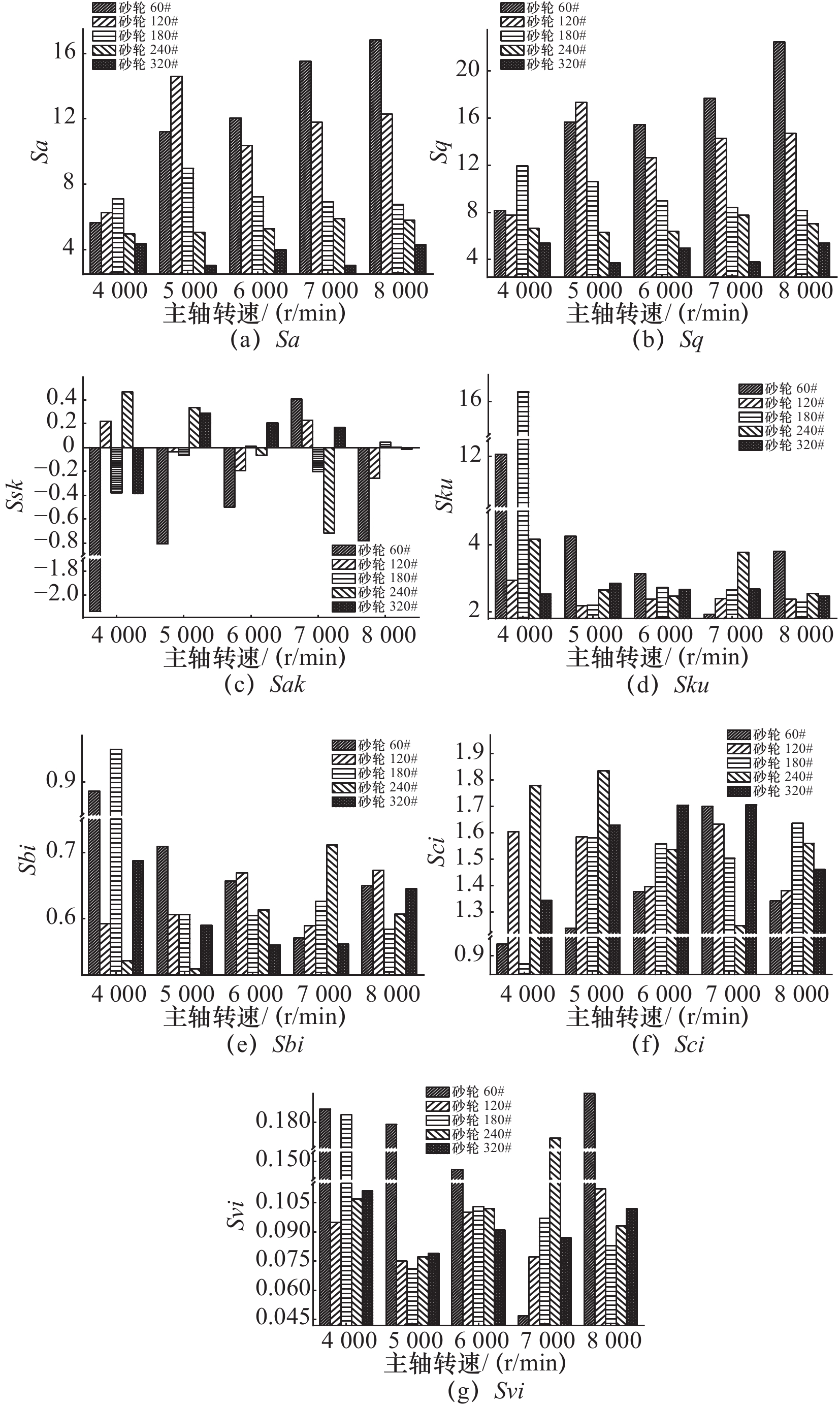
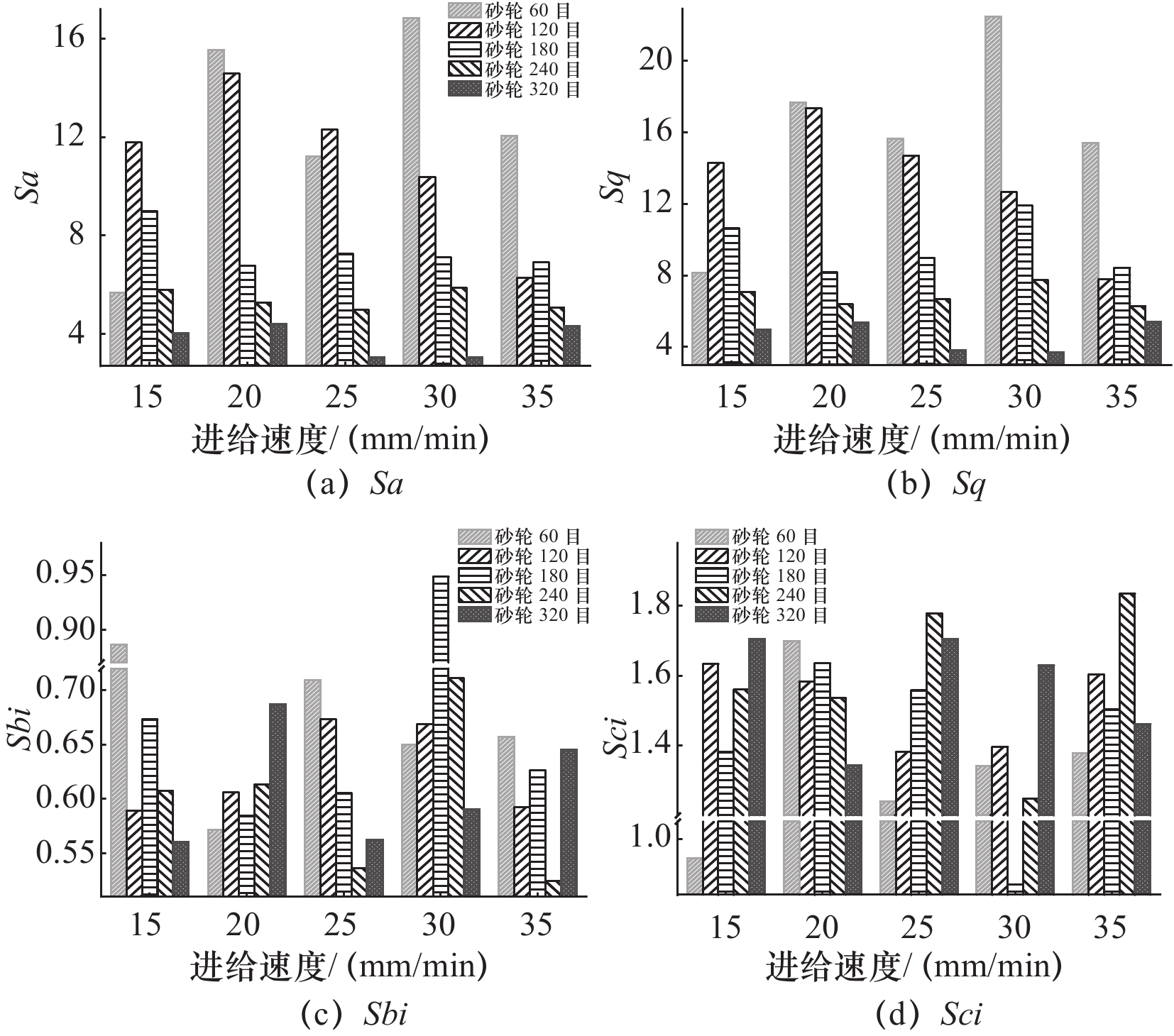
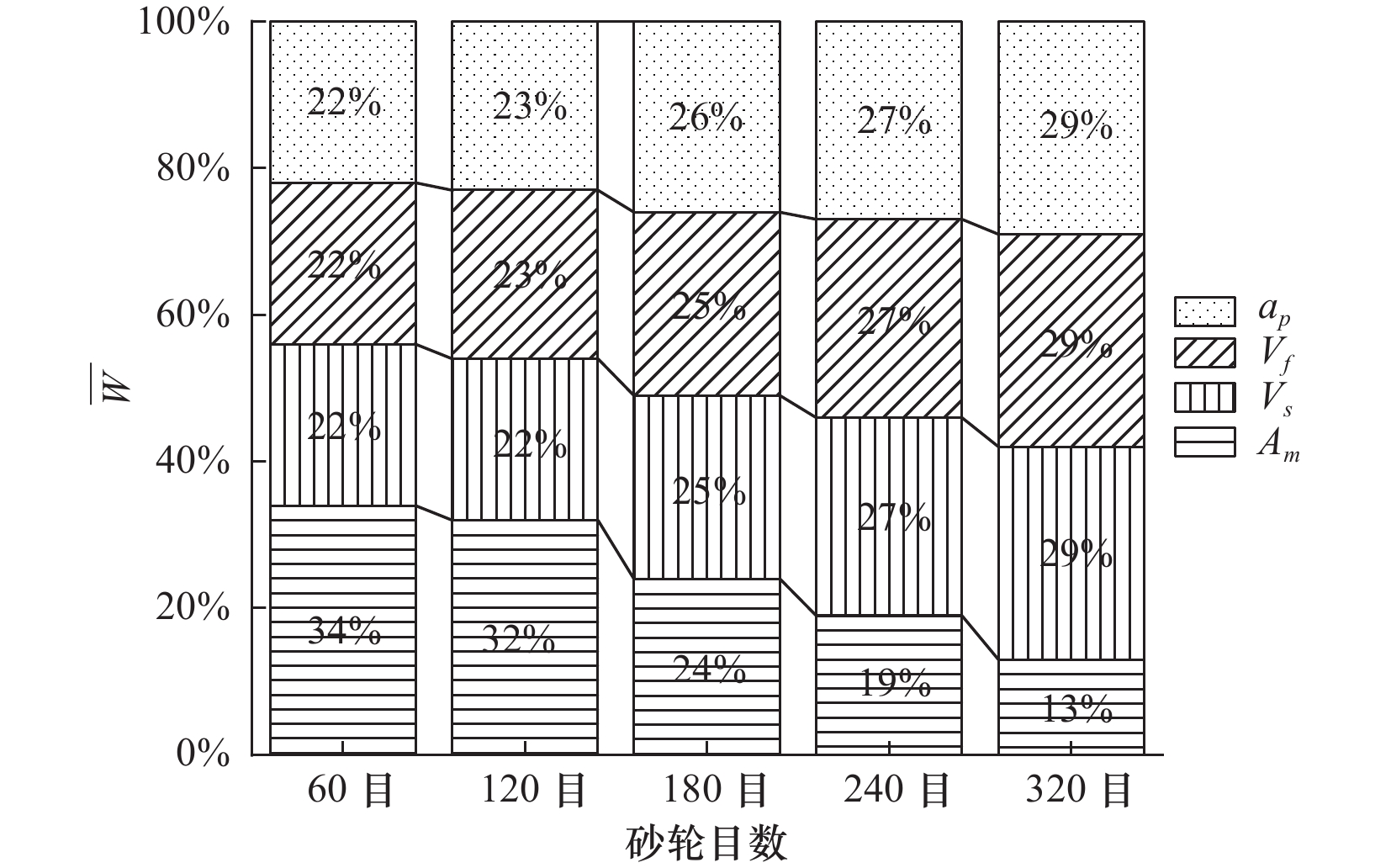
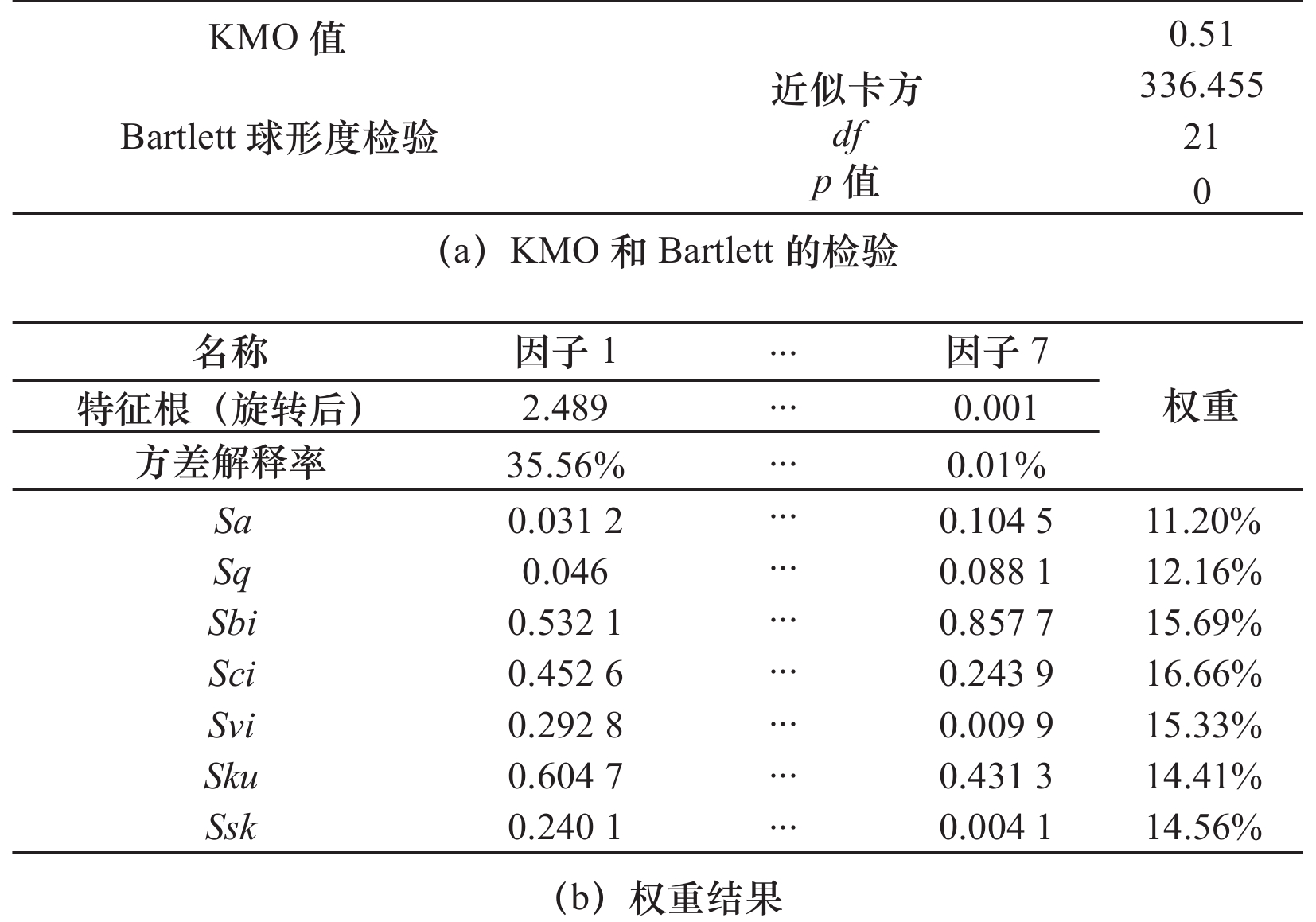
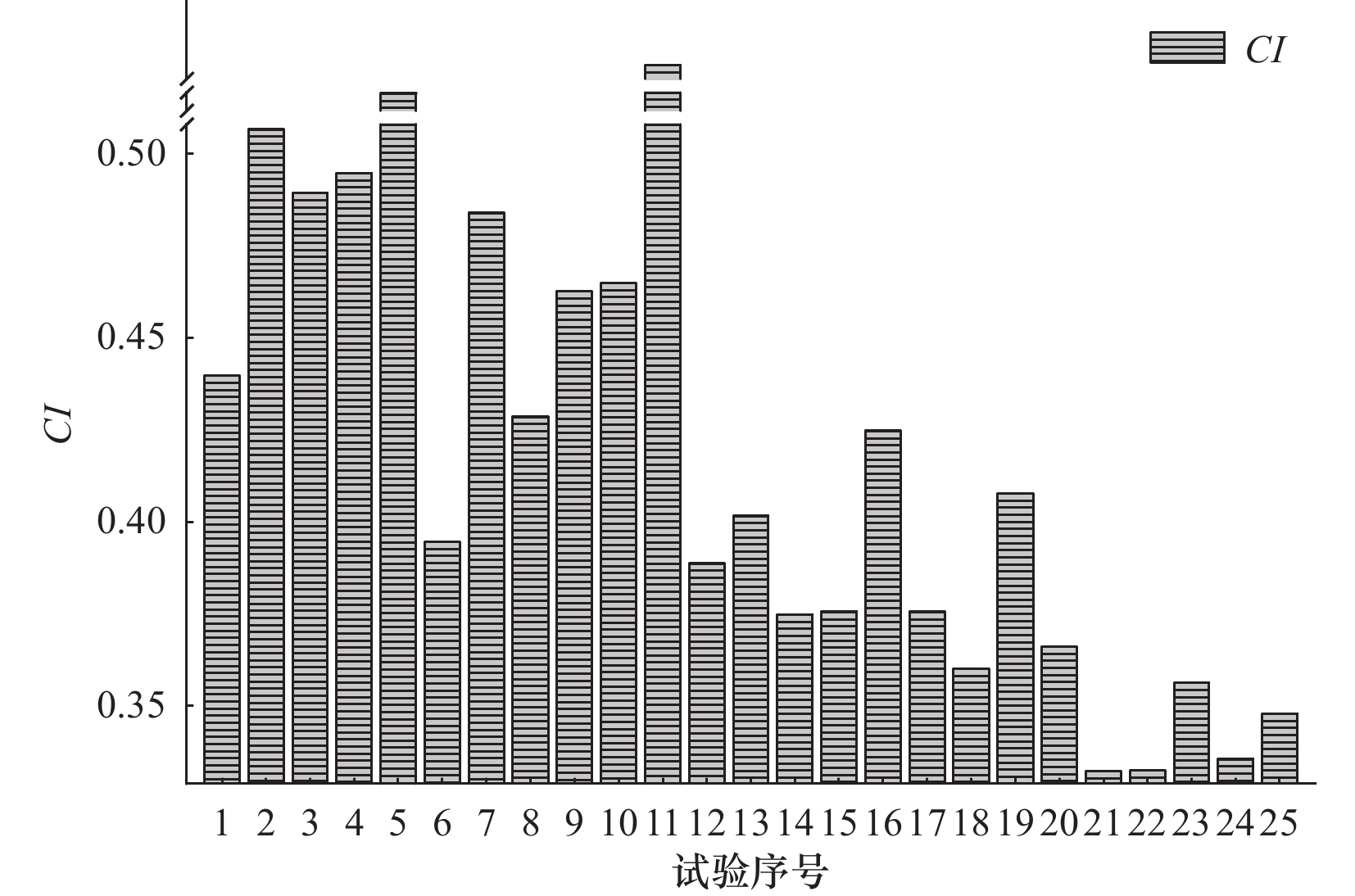
Due to the local inhomogeneity of the internal structure of metal matrix composites represented by SiCp/Al, the traditional two-dimensional roughness parameter index is limited to describe and study the surface topography of the specimens of such materials, while the three-dimensional roughness parameter can reflect the surface characteristics of the specimens in a more comprehensive and detailed way. In this paper, $ 3\mathrm{D} $ parameters were used to characterize the surface of SiCp/Al specimens. Orthogonal tests were used to make the relationship between grinding process parameters and $ 3\mathrm{D} $ parameters (Sa, Sq, Ssk, Sku, Sbi, Sci, Svi) transparent and data-based, such as the influence weights of grinding parameters on $ 3\mathrm{D} $ indexes and the comprehensive indexes of multiple $ 3\mathrm{D} $ parameters. The surface morphology of the specimen is complex, including grooves caused by grinding wheel abrasive particles scratching on the soft aluminum matrix, pits caused by SiC particles being pulled out, and scratches caused by falling or broken SiC particles dragging with the grinding wheel. Due to the melting of aluminum matrix caused by grinding heat, there is the phenomenon of aluminum matrix smearing. Surface topography is significantly affected by grinding parameter changes, and it is found that different grinding parameters have different weights on the $ 3\mathrm{D} $ surface topography index, revealing that the number of grinding wheels has the most prominent influence on Sa index. With the increase of the grinding wheel mesh, the weight decreases from 34% to 13%, and the spindle speed, feed speed and grinding depth begin to become significant influencing factors, all gradually increasing from the initial weight of 22% to 29%. The optimal grinding parameter combination corresponding to the comprehensive evaluation index of 3D parameters is Am 320#, Vs is 4 000 r/min, Vf is 20 mm/min, and ap is 20 μm.
Due to the local inhomogeneity of the internal structure of metal matrix composites represented by SiCp/Al, the traditional two-dimensional roughness parameter index is limited to describe and study the surface topography of the specimens of such materials, while the three-dimensional roughness parameter can reflect the surface characteristics of the specimens in a more comprehensive and detailed way. In this paper, $ 3\mathrm{D} $ parameters were used to characterize the surface of SiCp/Al specimens. Orthogonal tests were used to make the relationship between grinding process parameters and $ 3\mathrm{D} $ parameters (Sa, Sq, Ssk, Sku, Sbi, Sci, Svi) transparent and data-based, such as the influence weights of grinding parameters on $ 3\mathrm{D} $ indexes and the comprehensive indexes of multiple $ 3\mathrm{D} $ parameters. The surface morphology of the specimen is complex, including grooves caused by grinding wheel abrasive particles scratching on the soft aluminum matrix, pits caused by SiC particles being pulled out, and scratches caused by falling or broken SiC particles dragging with the grinding wheel. Due to the melting of aluminum matrix caused by grinding heat, there is the phenomenon of aluminum matrix smearing. Surface topography is significantly affected by grinding parameter changes, and it is found that different grinding parameters have different weights on the $ 3\mathrm{D} $ surface topography index, revealing that the number of grinding wheels has the most prominent influence on Sa index. With the increase of the grinding wheel mesh, the weight decreases from 34% to 13%, and the spindle speed, feed speed and grinding depth begin to become significant influencing factors, all gradually increasing from the initial weight of 22% to 29%. The optimal grinding parameter combination corresponding to the comprehensive evaluation index of 3D parameters is Am 320#, Vs is 4 000 r/min, Vf is 20 mm/min, and ap is 20 μm.


2024, (4): 71-77.
doi: 10.19287/j.mtmt.1005-2402.2024.04.011
Abstract:
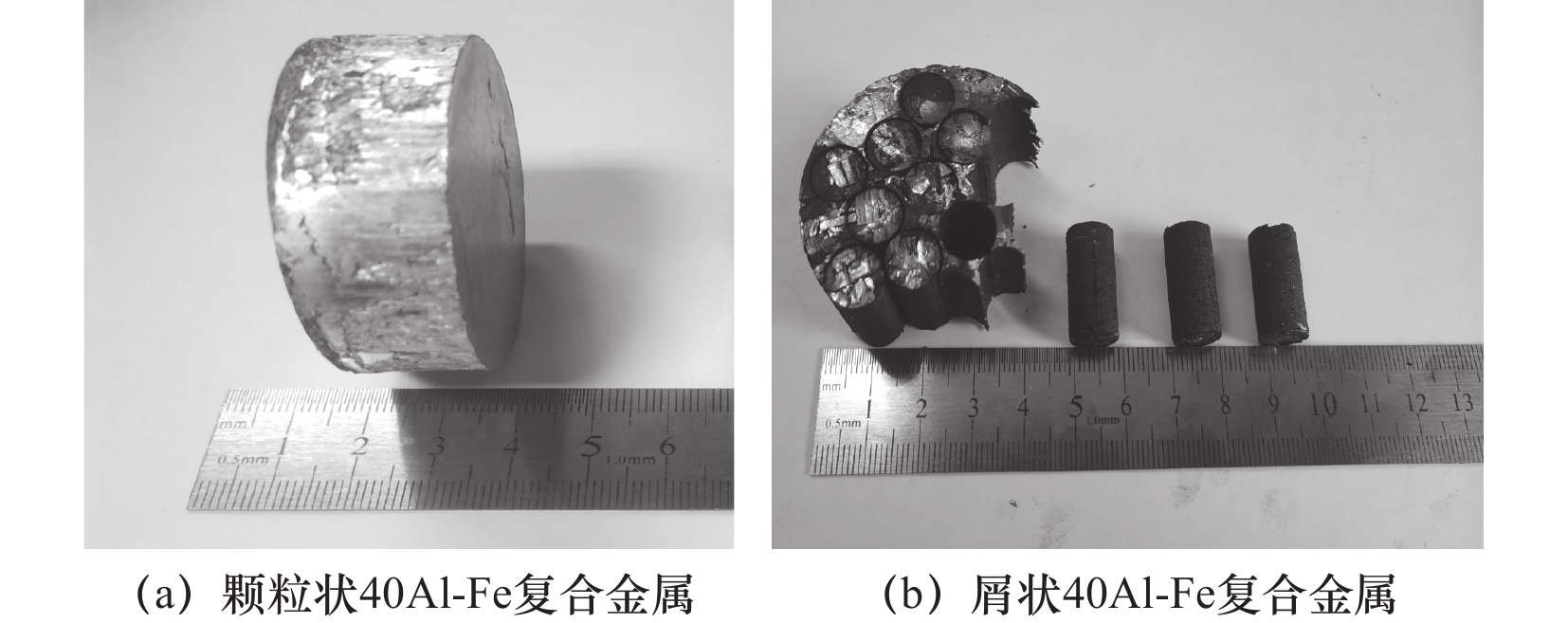
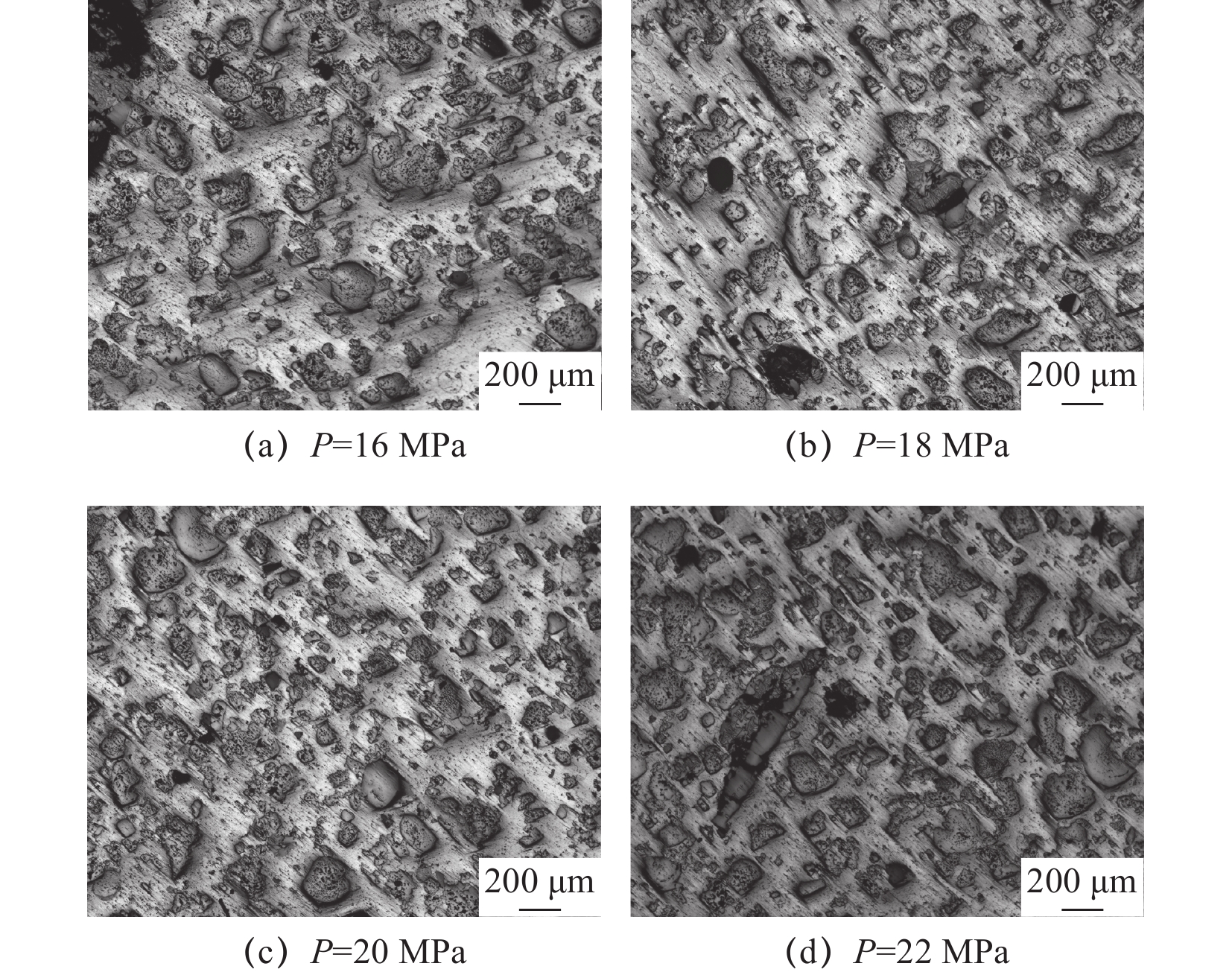
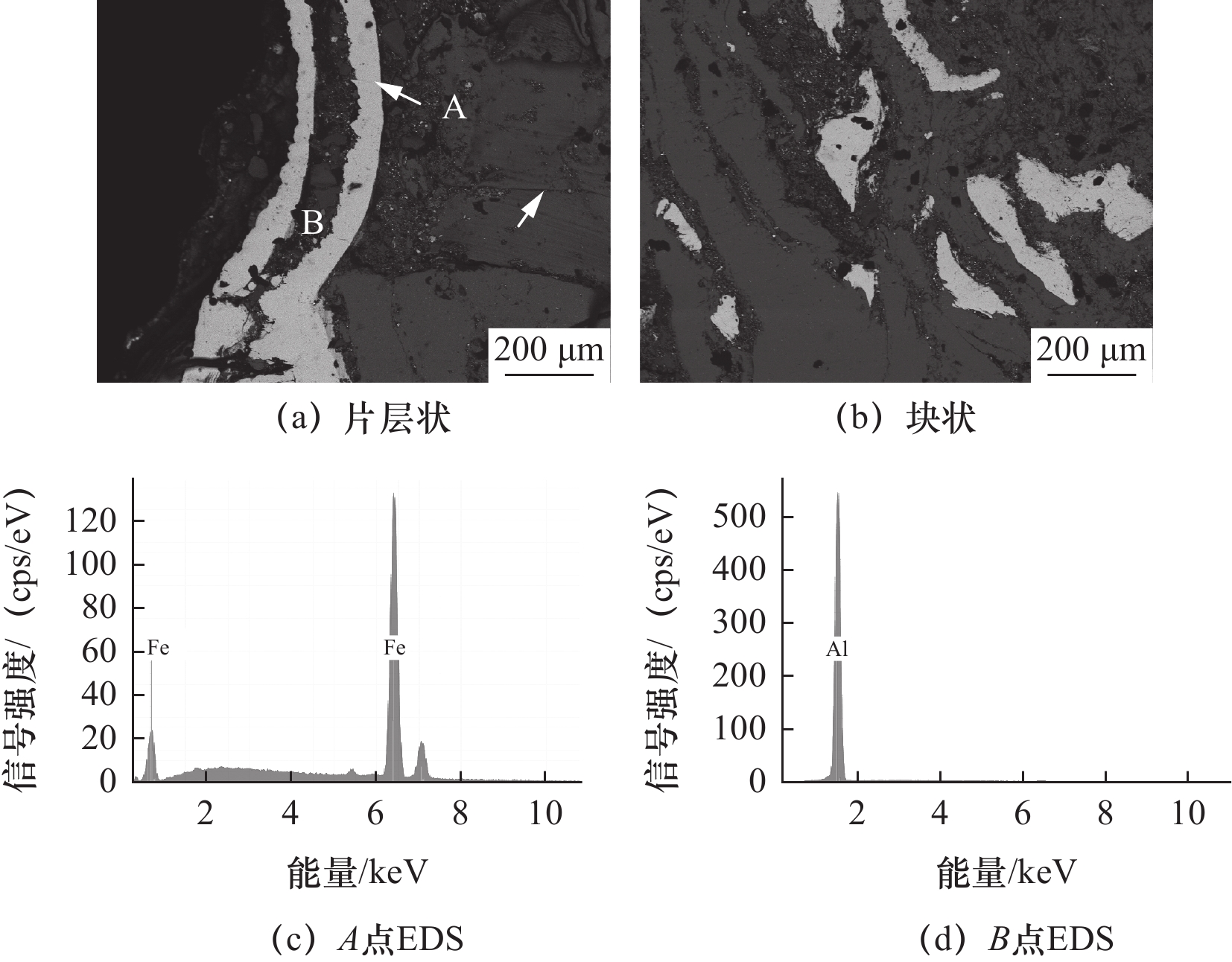
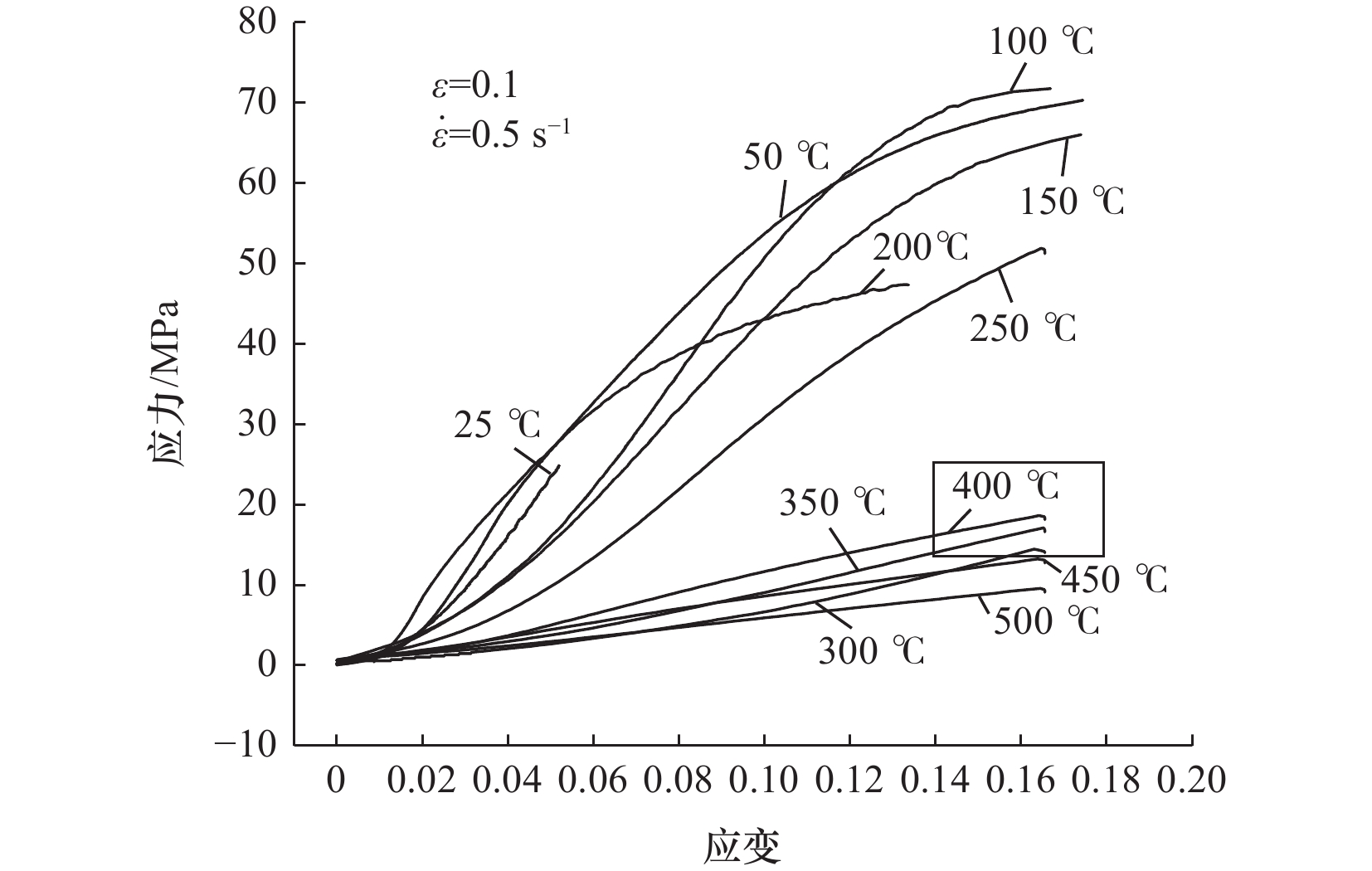
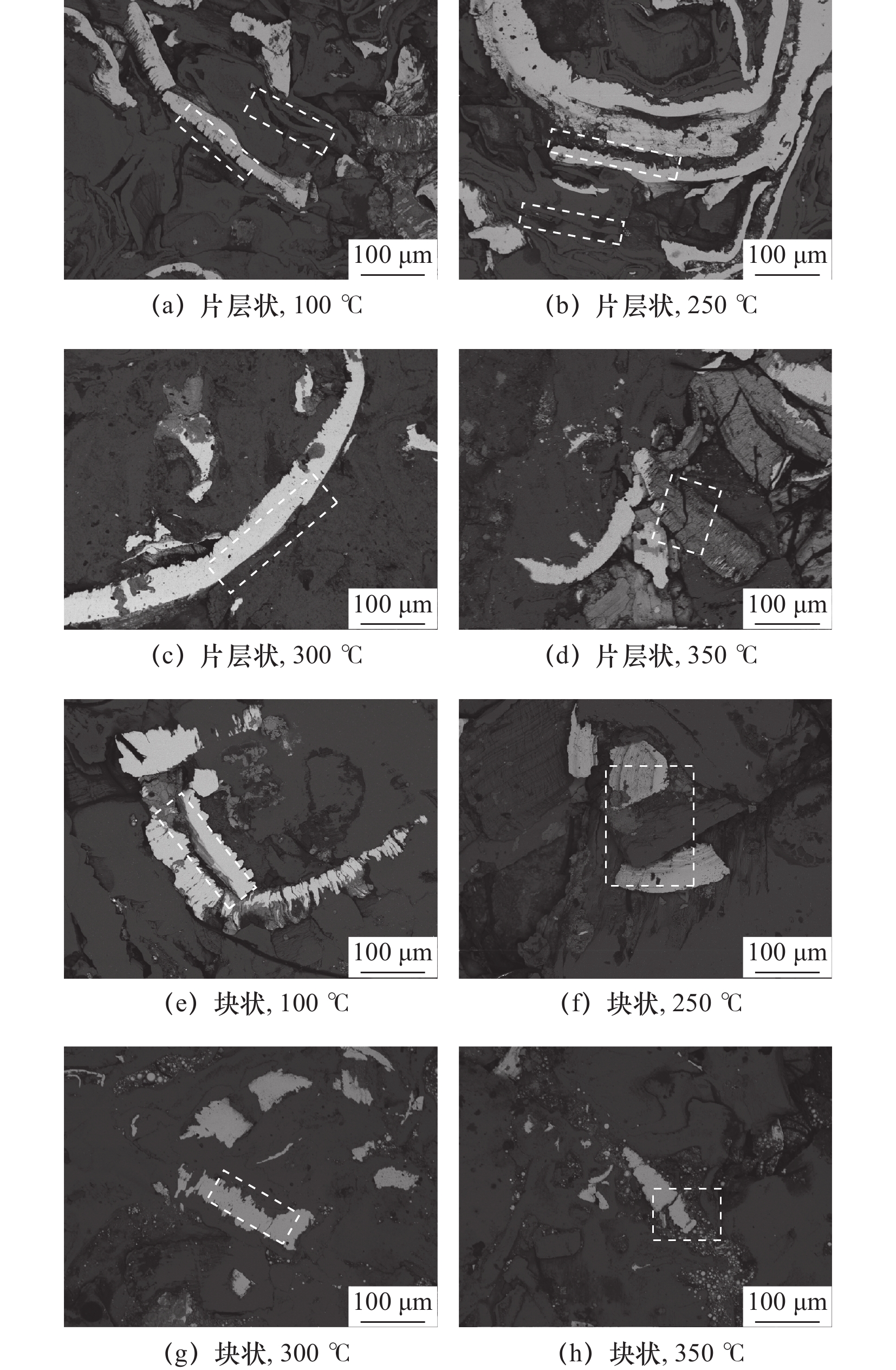
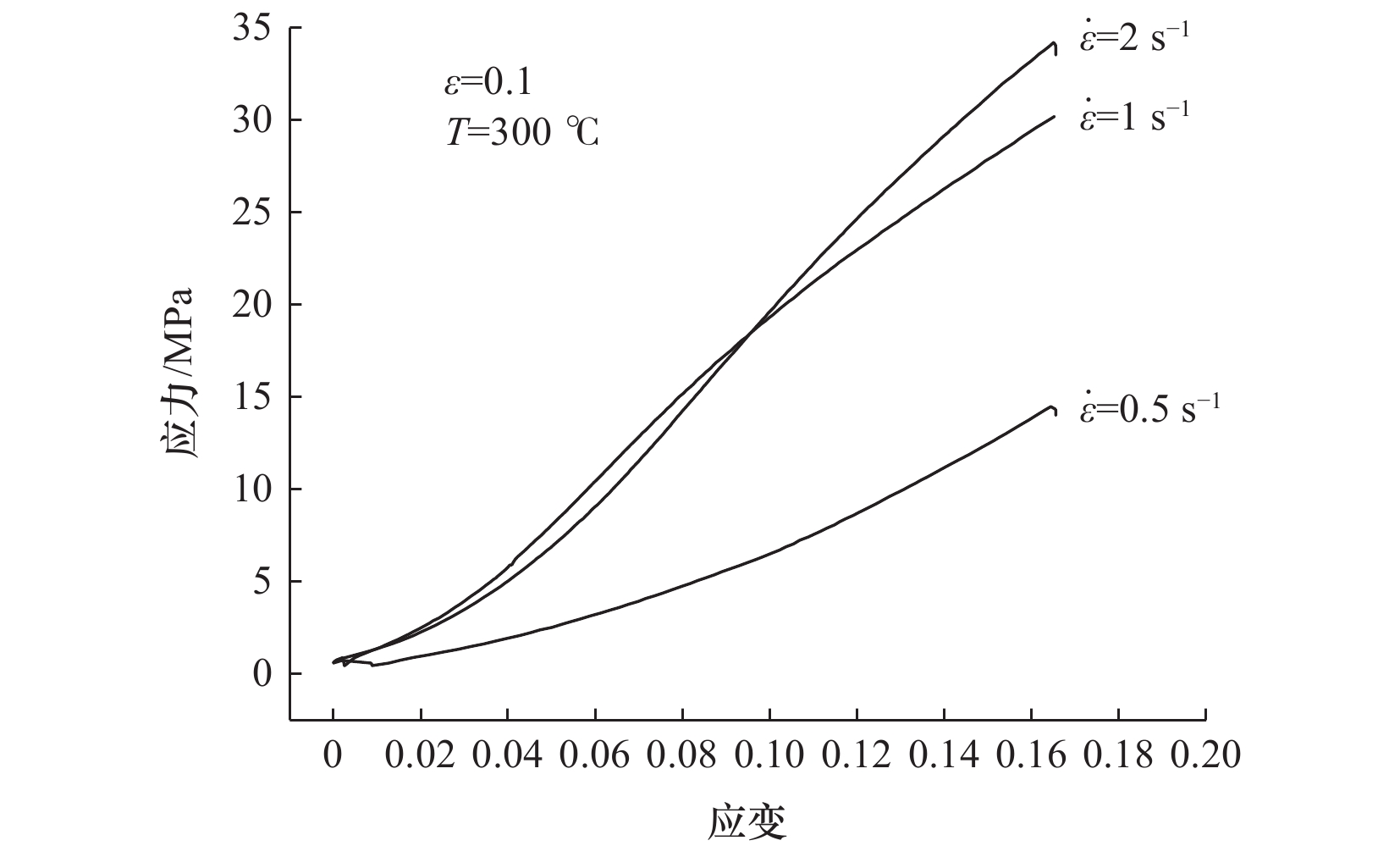
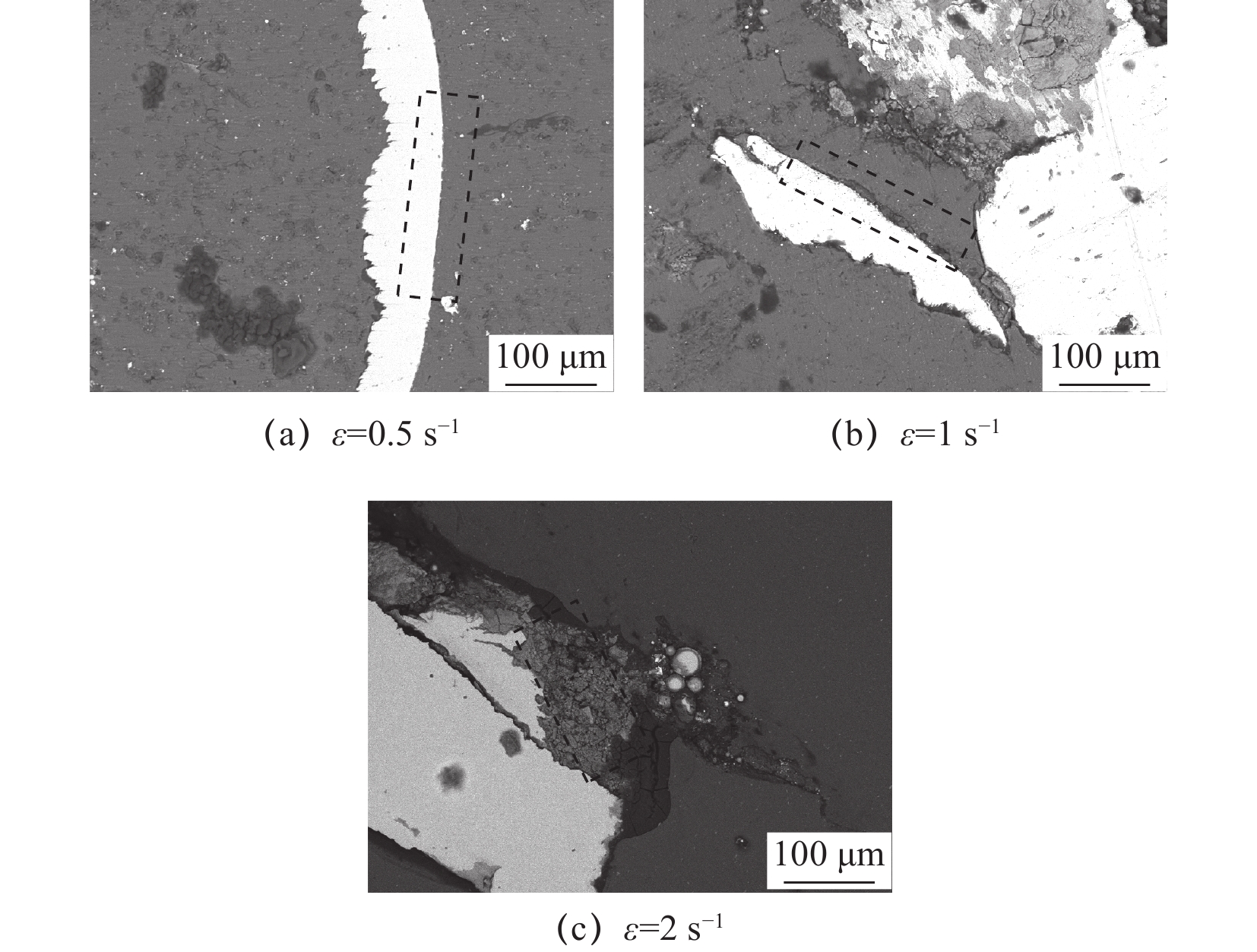
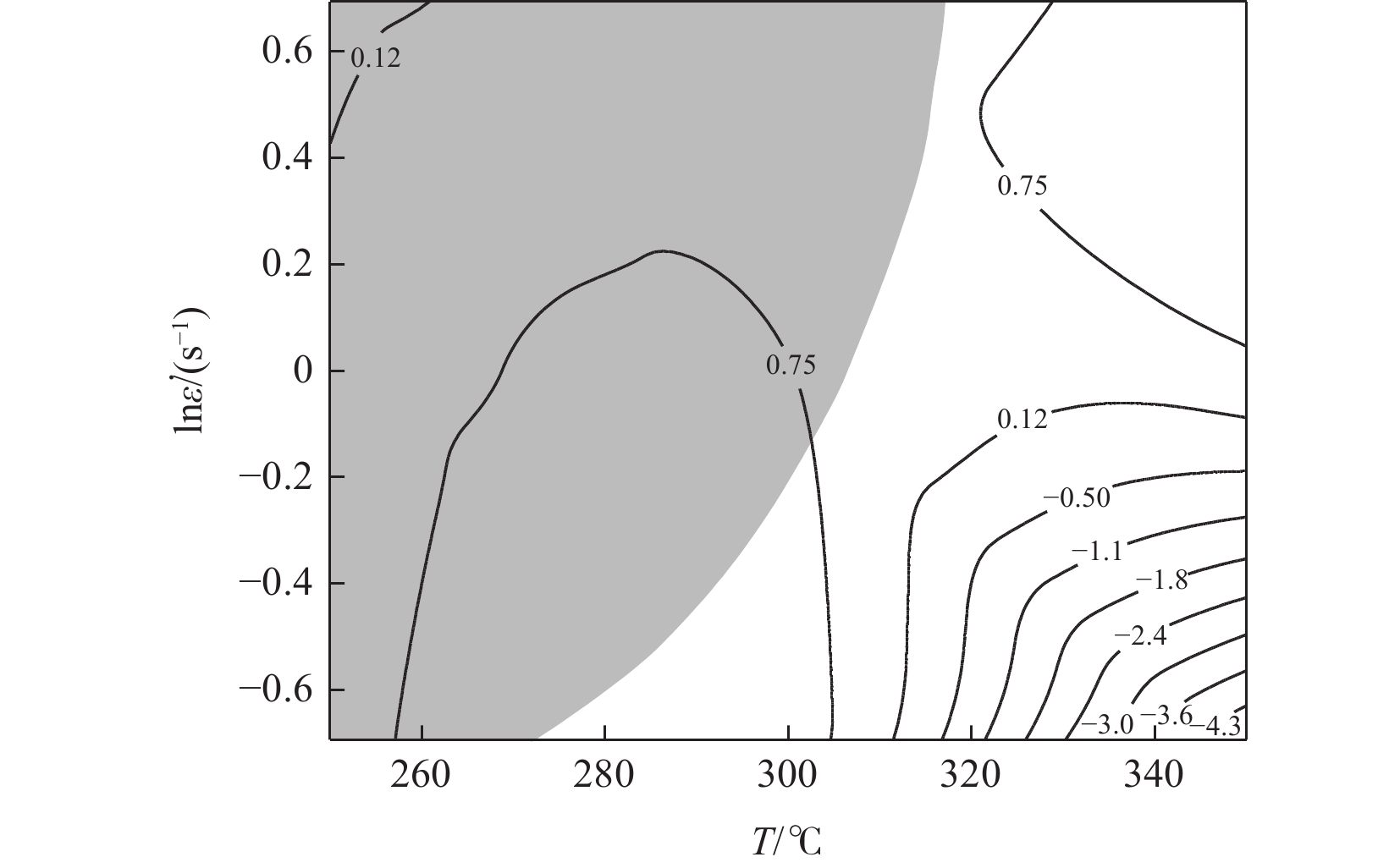
In this paper, the Al-Fe composite metal containing 40% of Al is taken as the research object, and the granular 40Al-Fe composite metal and chip Al-Fe composite metal are pressed and predeformed respectively, focusing on the second hot compression deformation of the chip Al-Fe composite metal preformed billet, to study the effect of pressing predeformation and hot compression on the formability and interface of Al-Fe composite metal. The results show that the granular 40Al-Fe composite metal preforms (density of 4.54 g/cm3) at a pressure of 16 MPa have good formability and form a dense interface. Pressure of 16 MPa when the chip-like 40Al-Fe composite metal prefabricated billet (density of 3.50 g/cm3) can be molded but there are holes in the interface, Al chips are mainly “lamellar”, “dogtooth”, “circle”, “wave”, after the second hot compression deformation “circle” Al chips into a whole, “dogtooth” and “wavy”, “dogtooth” and “wavy”. “Circle-like”, “wave-like”, after the second thermal compression deformation “circle-like” Al shavings connected to a whole, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings. “Wave-like” Al chips are evolved into “lamellar”, after the second thermal compression deformation Fe chips are still “lamellar”, “blocky”, without obvious deformation occurs. The deformation temperature of 300 ℃, deformation rate of 0.5 s−1, and the degree of deformation of 0.1 are the best parameters of the current production process, at which time the shavings of 40Al-Fe composite metal have the best formability and good interfacial bonding (density of 4.66 g/cm3).
In this paper, the Al-Fe composite metal containing 40% of Al is taken as the research object, and the granular 40Al-Fe composite metal and chip Al-Fe composite metal are pressed and predeformed respectively, focusing on the second hot compression deformation of the chip Al-Fe composite metal preformed billet, to study the effect of pressing predeformation and hot compression on the formability and interface of Al-Fe composite metal. The results show that the granular 40Al-Fe composite metal preforms (density of 4.54 g/cm3) at a pressure of 16 MPa have good formability and form a dense interface. Pressure of 16 MPa when the chip-like 40Al-Fe composite metal prefabricated billet (density of 3.50 g/cm3) can be molded but there are holes in the interface, Al chips are mainly “lamellar”, “dogtooth”, “circle”, “wave”, after the second hot compression deformation “circle” Al chips into a whole, “dogtooth” and “wavy”, “dogtooth” and “wavy”. “Circle-like”, “wave-like”, after the second thermal compression deformation “circle-like” Al shavings connected to a whole, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings, “dogtooth-like” and “wave-like” Al shavings. “Wave-like” Al chips are evolved into “lamellar”, after the second thermal compression deformation Fe chips are still “lamellar”, “blocky”, without obvious deformation occurs. The deformation temperature of 300 ℃, deformation rate of 0.5 s−1, and the degree of deformation of 0.1 are the best parameters of the current production process, at which time the shavings of 40Al-Fe composite metal have the best formability and good interfacial bonding (density of 4.66 g/cm3).
2024, (4): 78-83.
doi: 10.19287/j.mtmt.1005-2402.2024.04.012
Abstract:
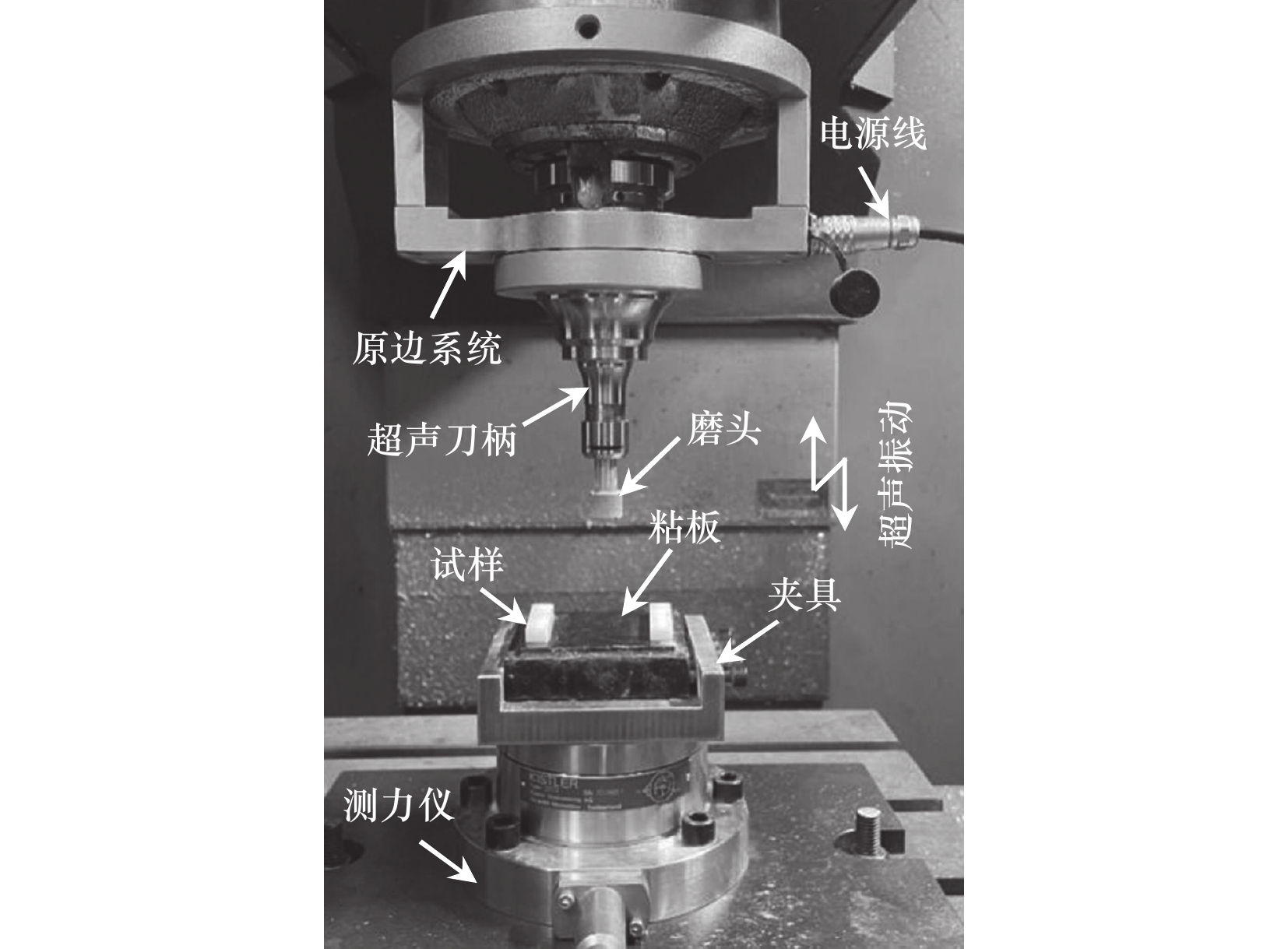
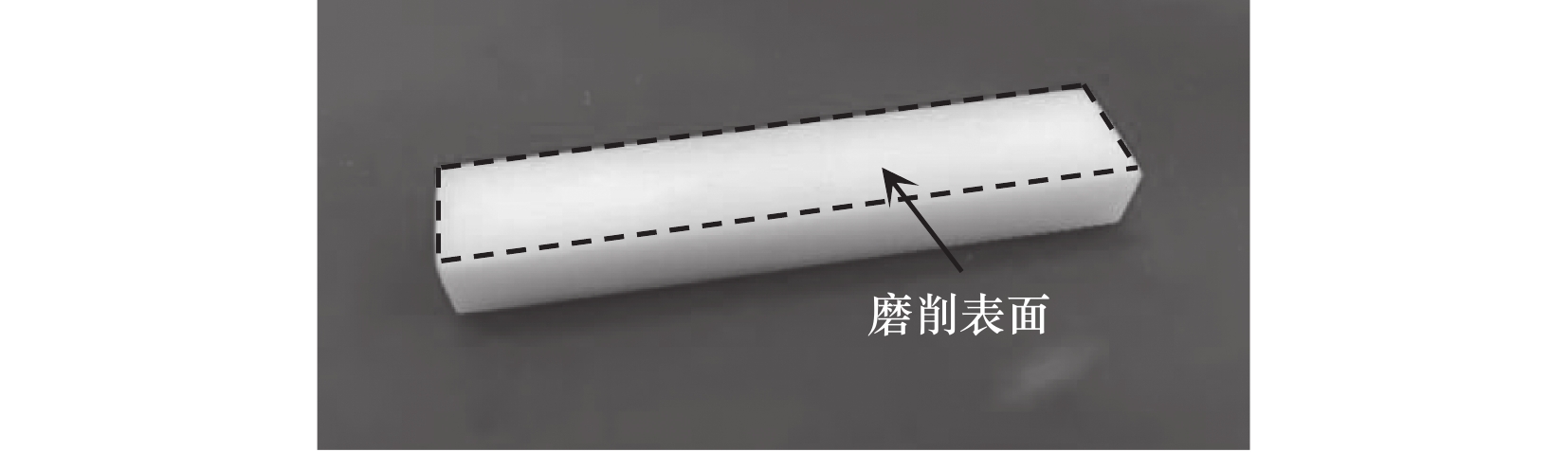
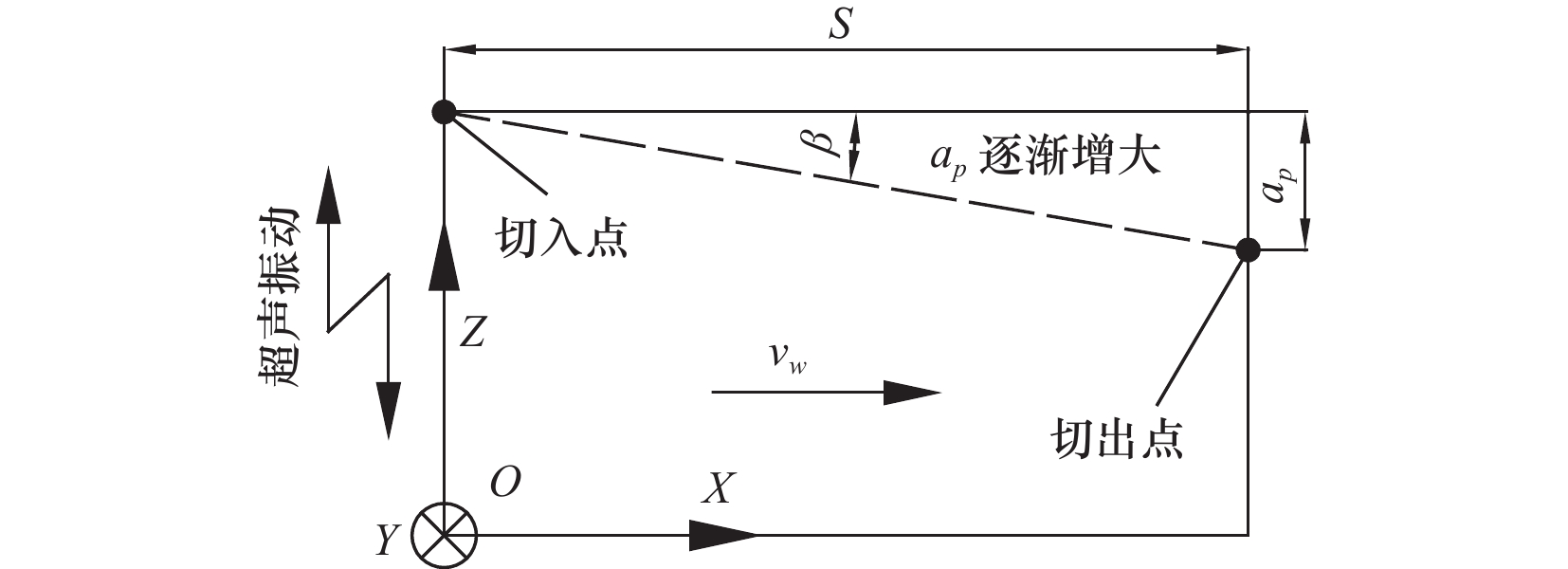
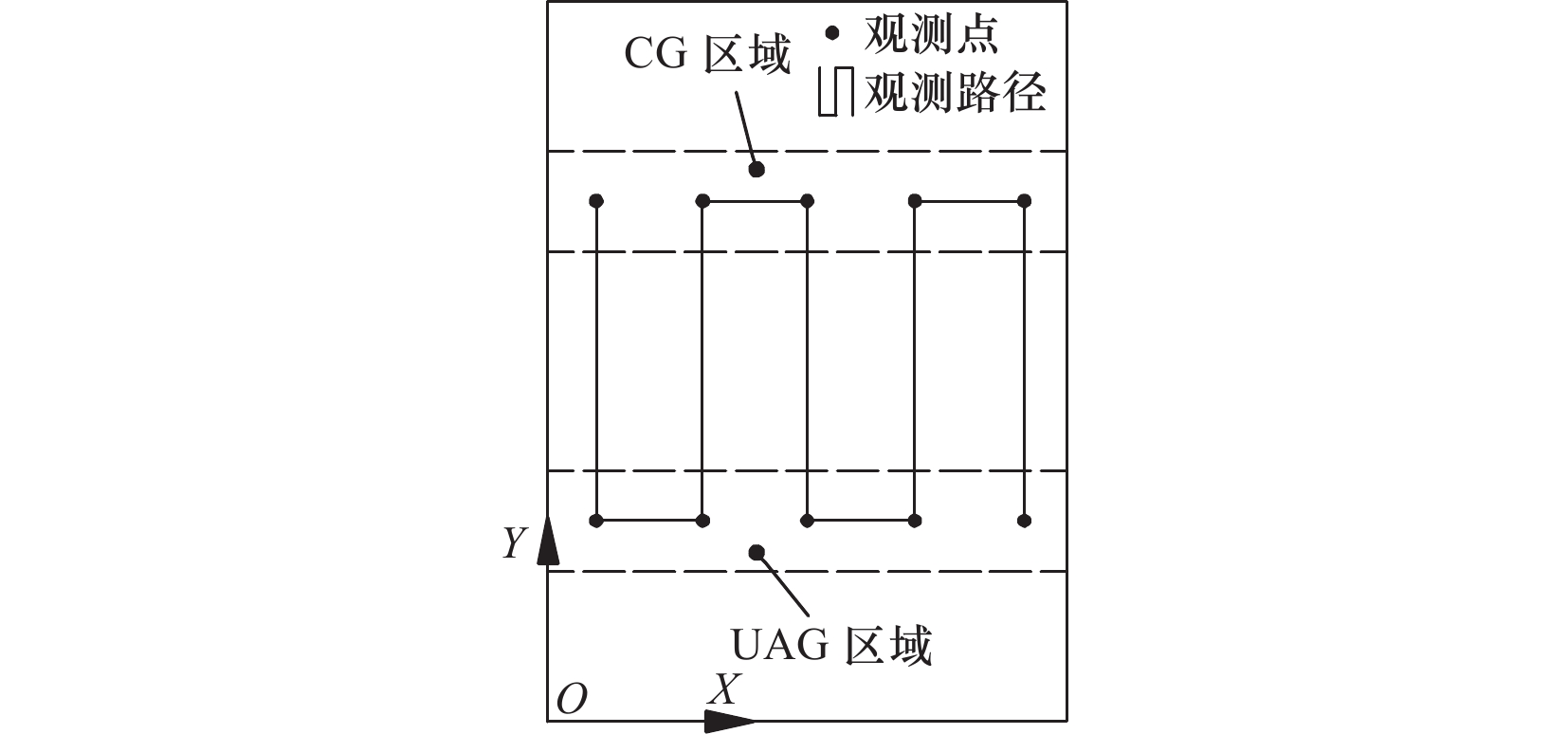
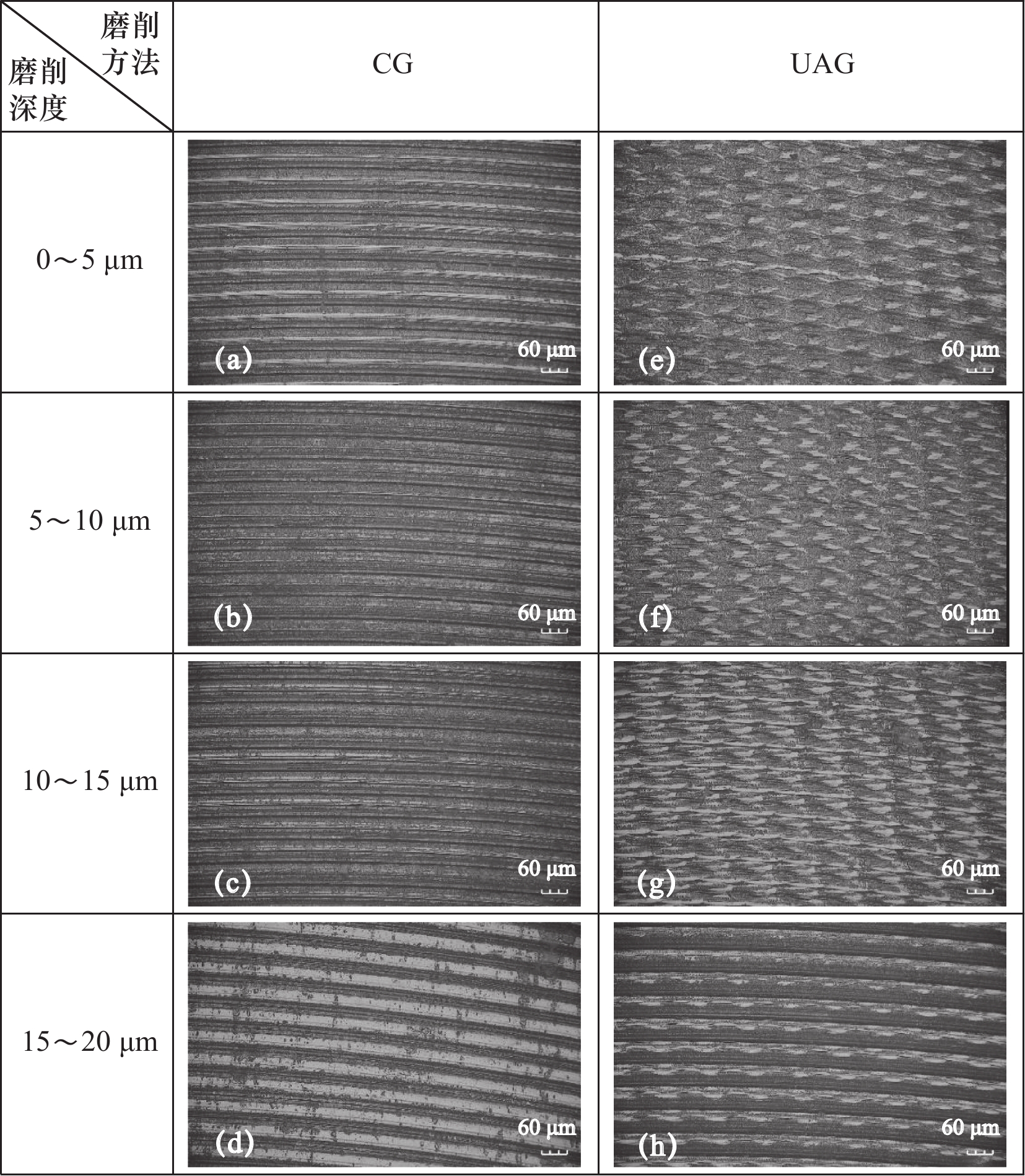
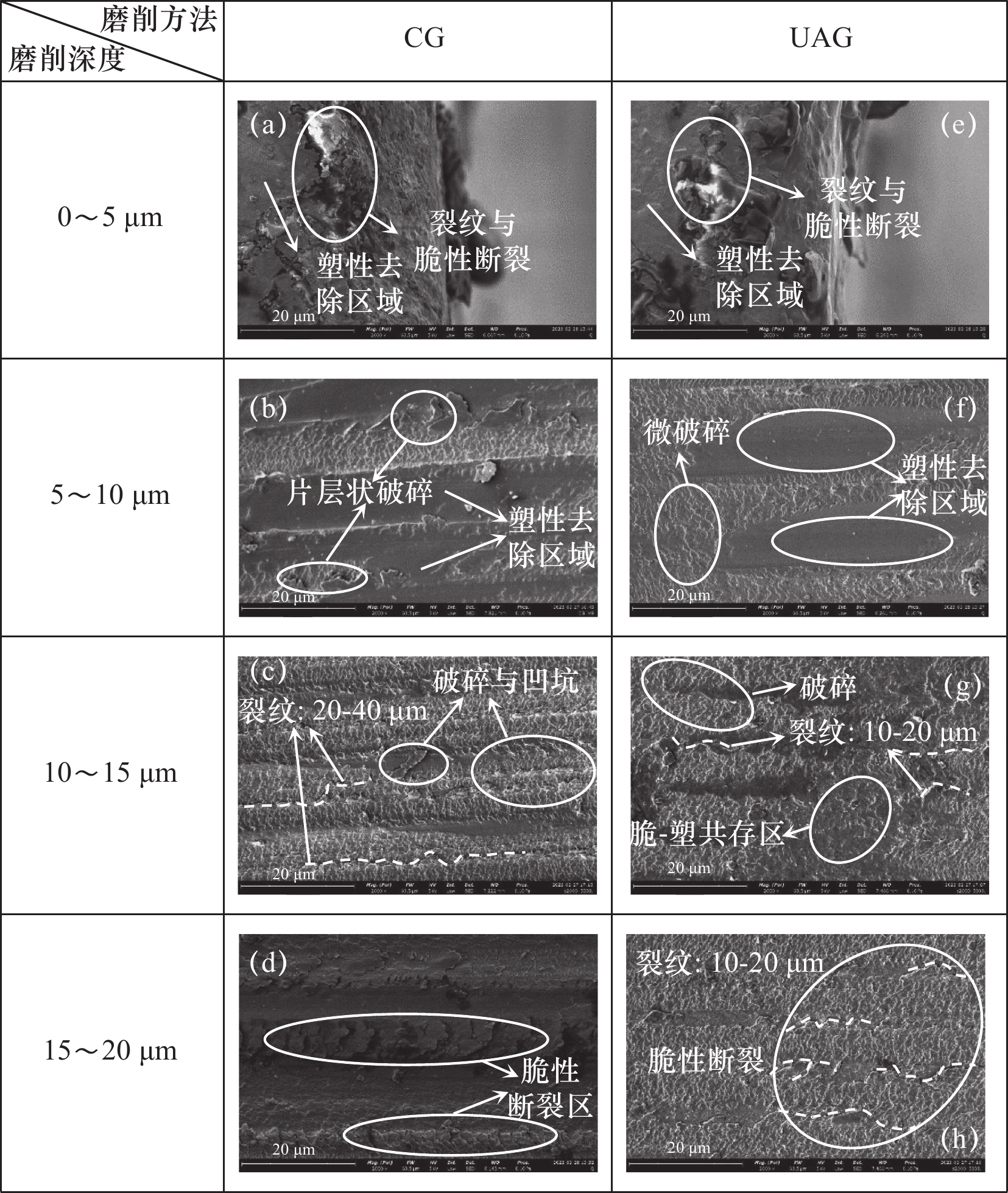
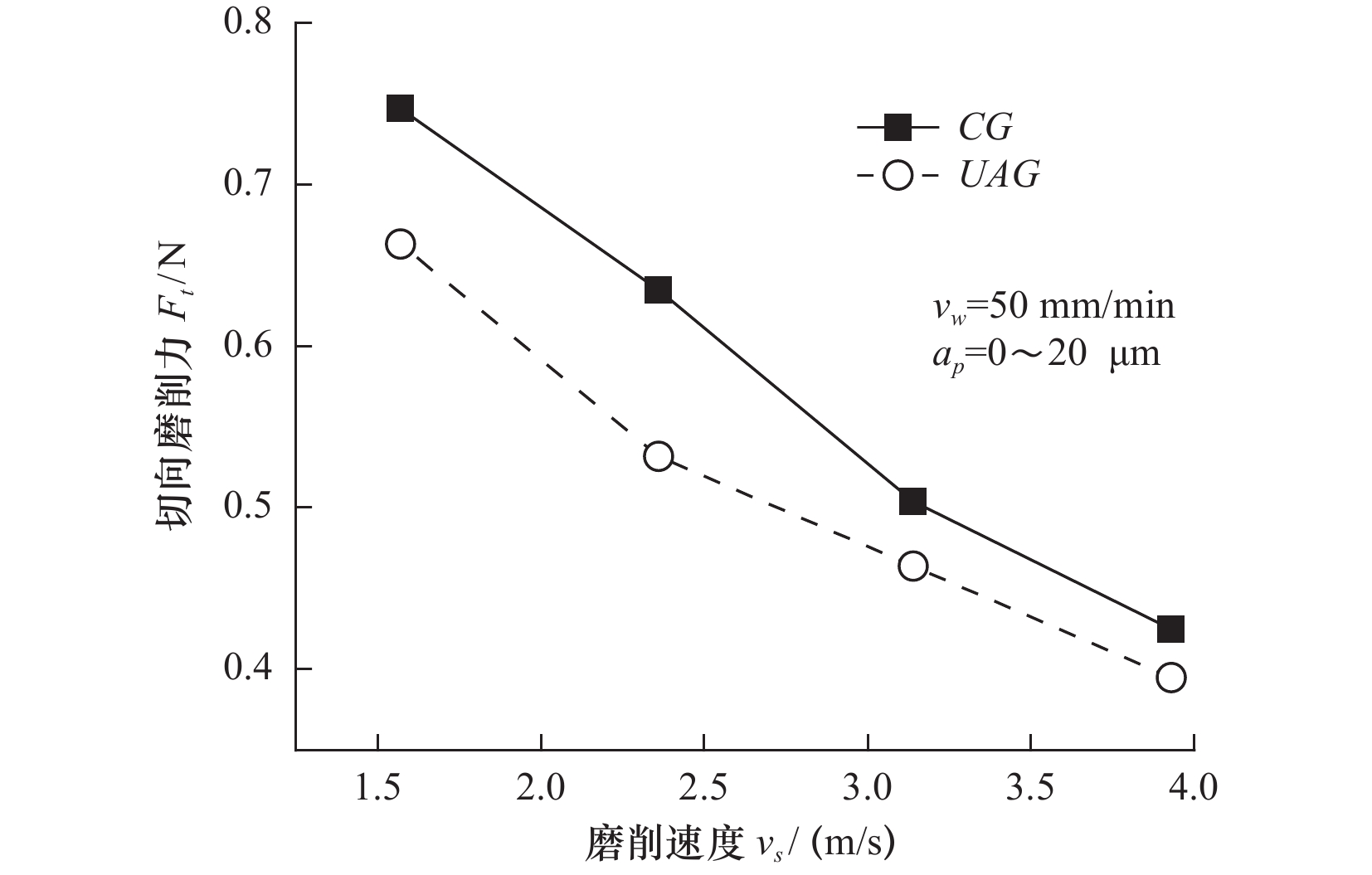
In order to study the effect of ultrasonic vibration on the material removal mechanism during grinding of advanced ceramics, the ultrasonic assisted grinding (UAG) test of zirconia ceramics was carried out by brazing grinding head with ultrasonic vibration direction perpendicular to the grinding surface. Based on the analysis of the ground surface micromorphology, grinding force and grinding specific energy, the material removal mechanism of conventional grinding (CG) and UAG under variable grinding depth is compared. The results show that when the grinding depth is less than 10 μm, the material removal mechanism caused by CG and UAG is mainly plastic mode, and the surface produced by CG is accompanied by lamellar fracture, while UAG has smaller grain-like micro fracture. In addition, UAG also caused lower grinding force and grinding specific energy. When the grinding depth exceeds 10 μm, the material removal mechanism is transformed into a brittle fracture mode, and micro-cracks appear on the ground surface, but the size produced by UAG is smaller than CG under the same conditions.
In order to study the effect of ultrasonic vibration on the material removal mechanism during grinding of advanced ceramics, the ultrasonic assisted grinding (UAG) test of zirconia ceramics was carried out by brazing grinding head with ultrasonic vibration direction perpendicular to the grinding surface. Based on the analysis of the ground surface micromorphology, grinding force and grinding specific energy, the material removal mechanism of conventional grinding (CG) and UAG under variable grinding depth is compared. The results show that when the grinding depth is less than 10 μm, the material removal mechanism caused by CG and UAG is mainly plastic mode, and the surface produced by CG is accompanied by lamellar fracture, while UAG has smaller grain-like micro fracture. In addition, UAG also caused lower grinding force and grinding specific energy. When the grinding depth exceeds 10 μm, the material removal mechanism is transformed into a brittle fracture mode, and micro-cracks appear on the ground surface, but the size produced by UAG is smaller than CG under the same conditions.



2024, (4): 84-89.
doi: 10.19287/j.mtmt.1005-2402.2024.04.013
Abstract:
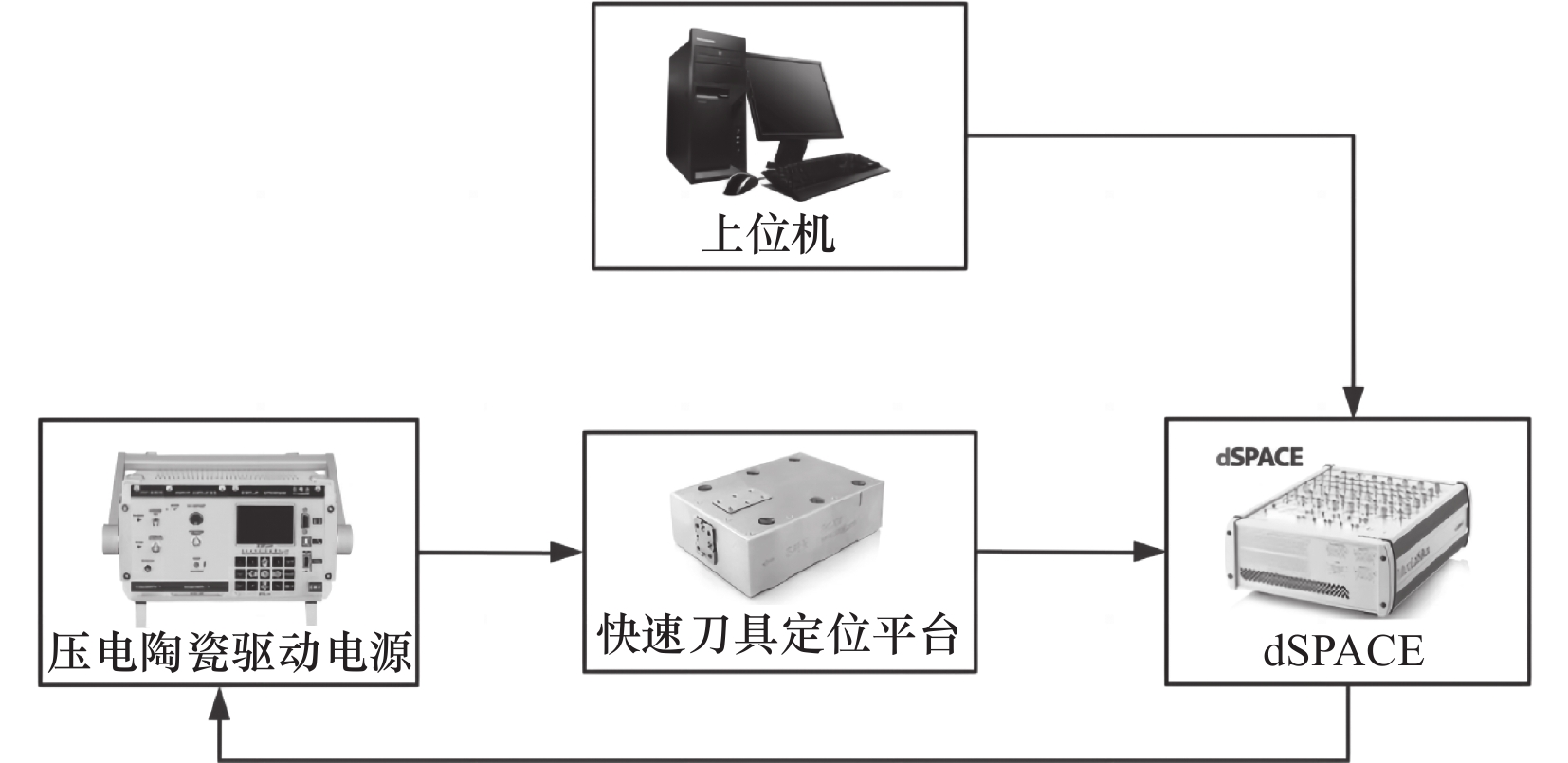
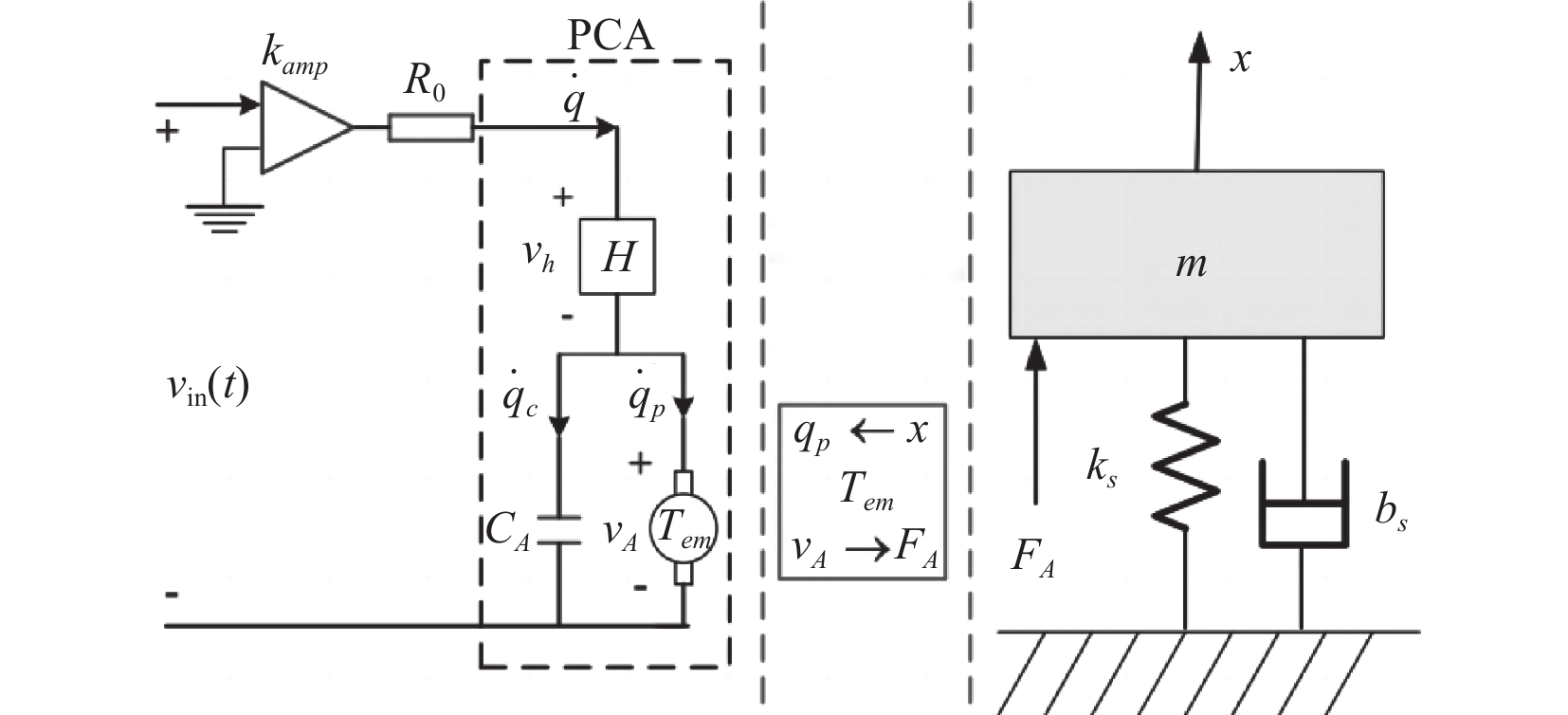
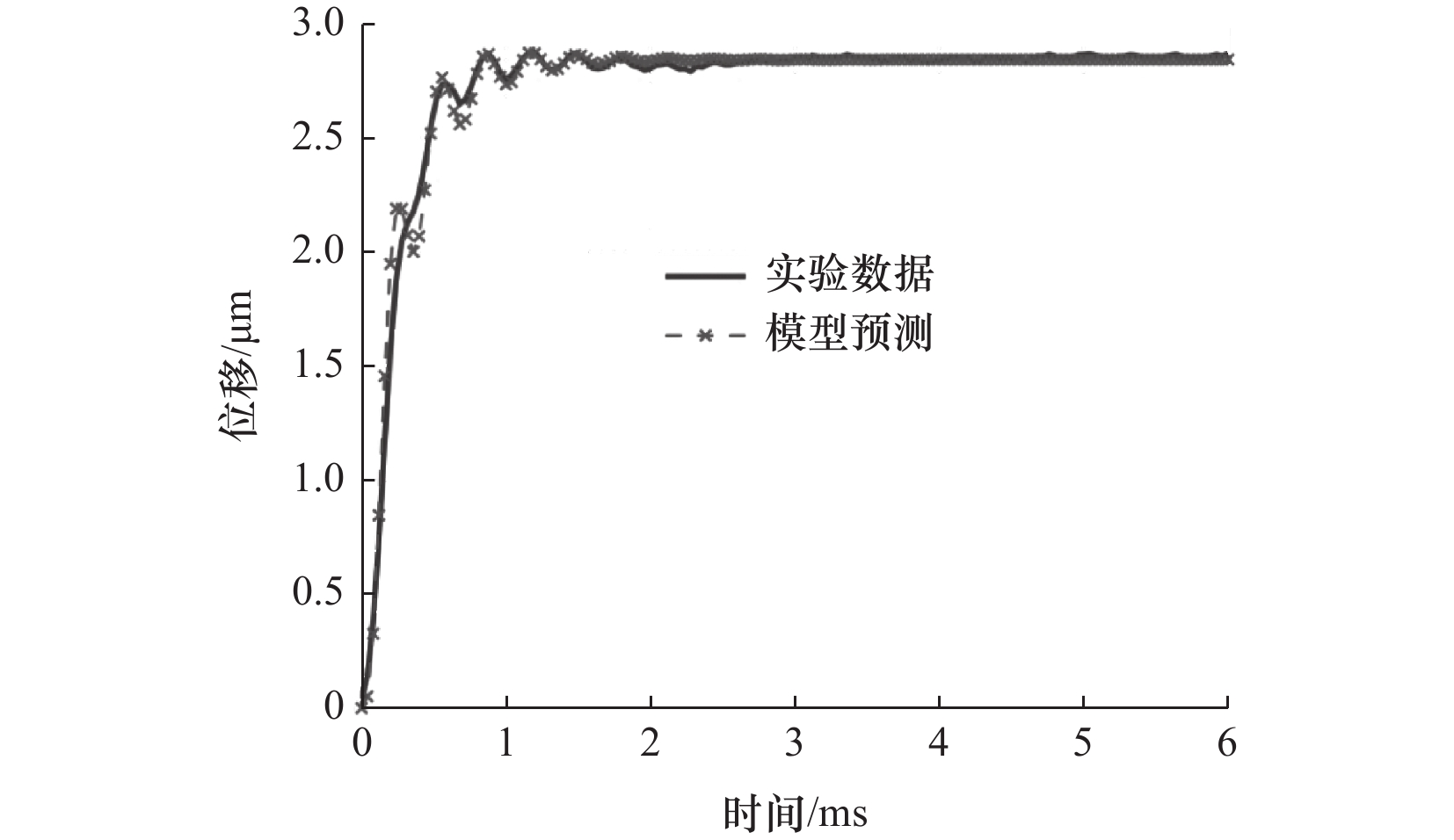
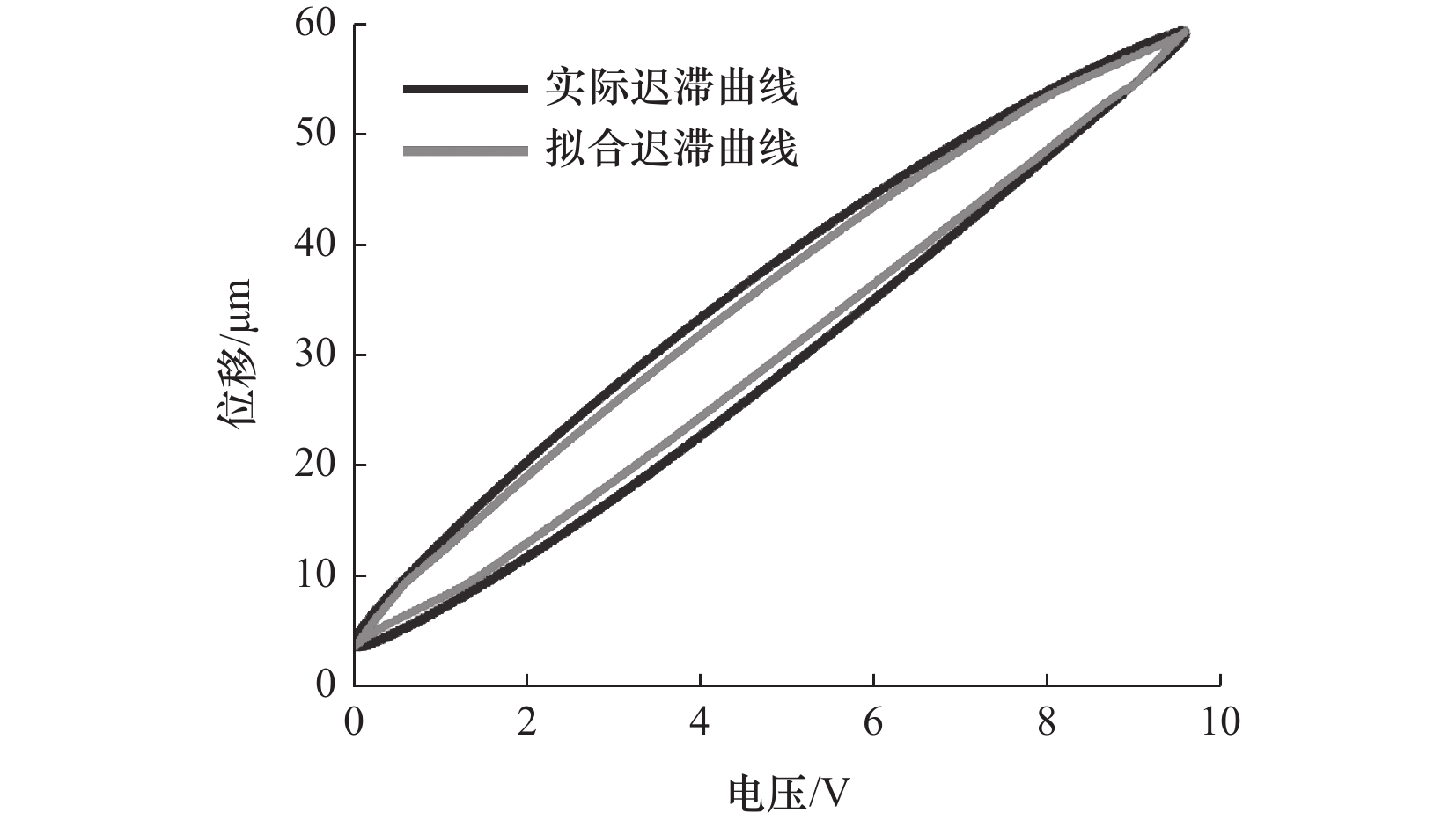
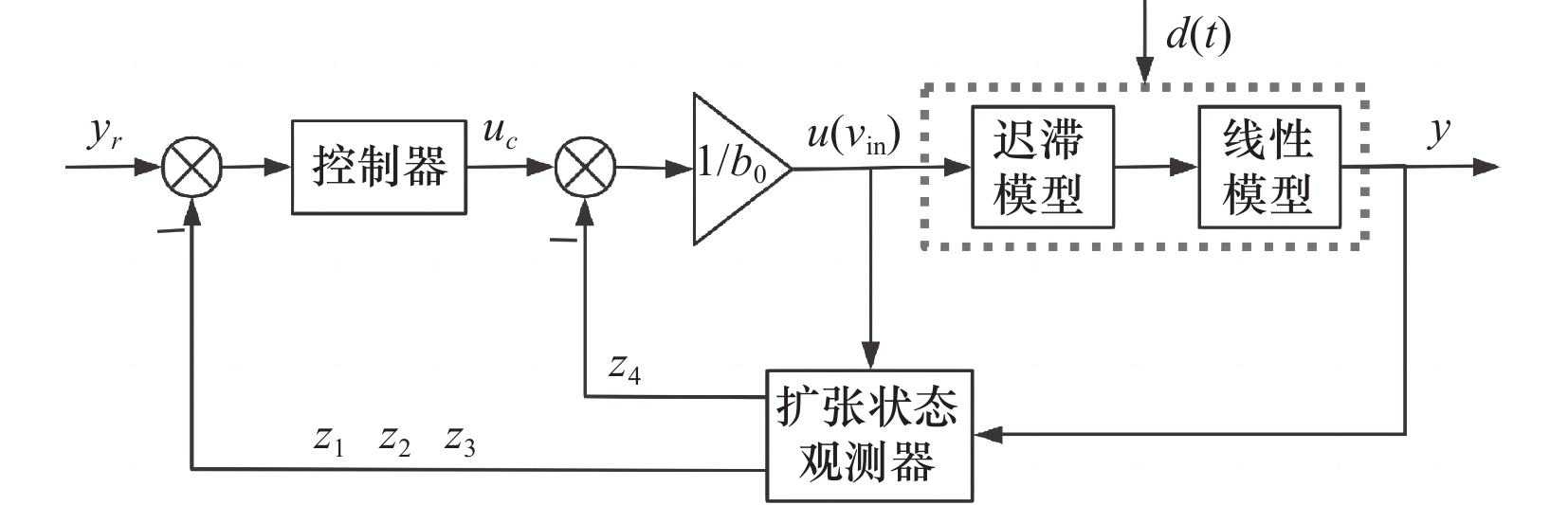
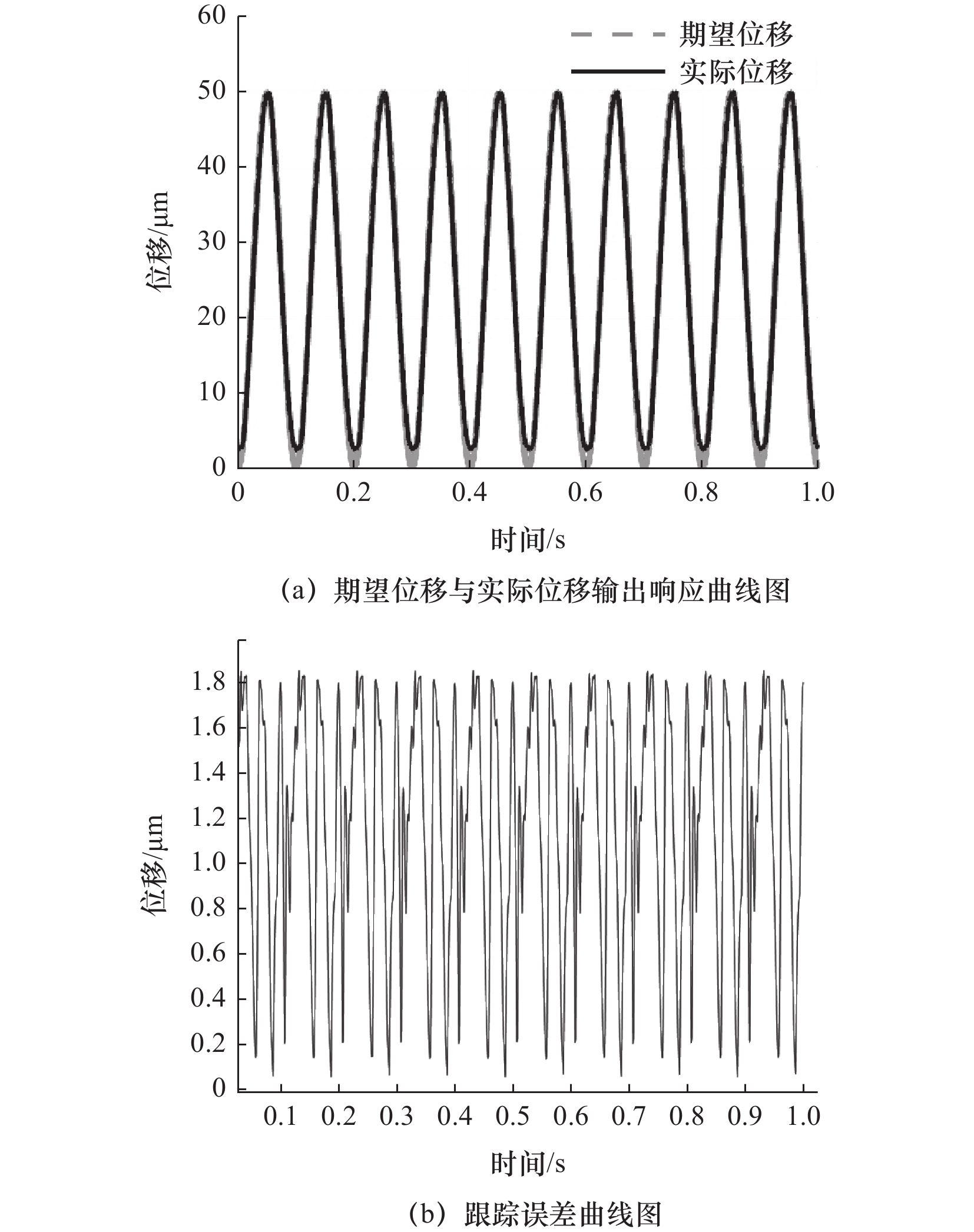
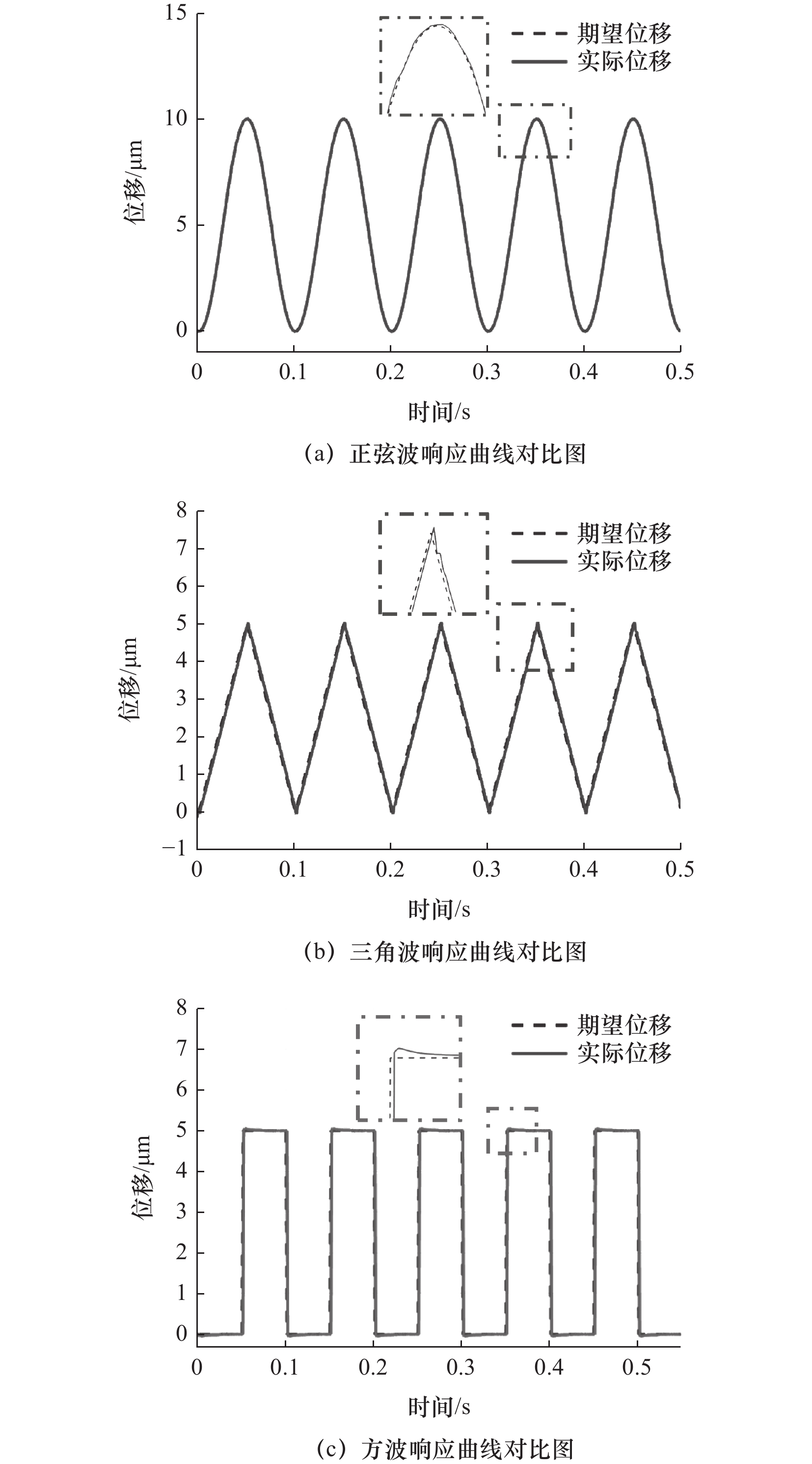
Aiming at the dynamic hysteresis characteristics of input voltage and output displacement of piezoelectric drivers, a piezoelectric dynamic hysteresis model based on Prandtl-Ishlinskii is used, for precise control of the tool positioning table. The results show that under the single-frequency input signal, the root mean square error of the system using the active disturbance rejection control algorithm is 1.137~1.1375 μm lower than that of the inverse model feedforward control. The relative error of the system has decreased significantly. The results show that the active disturbance rejection control successfully reduces the hysteresis characteristics of the positioning station, improves the control accuracy, and has better advantages than the inverse model feed-forward compensation compensation control.
Aiming at the dynamic hysteresis characteristics of input voltage and output displacement of piezoelectric drivers, a piezoelectric dynamic hysteresis model based on Prandtl-Ishlinskii is used, for precise control of the tool positioning table. The results show that under the single-frequency input signal, the root mean square error of the system using the active disturbance rejection control algorithm is 1.137~1.1375 μm lower than that of the inverse model feedforward control. The relative error of the system has decreased significantly. The results show that the active disturbance rejection control successfully reduces the hysteresis characteristics of the positioning station, improves the control accuracy, and has better advantages than the inverse model feed-forward compensation compensation control.

2024, (4): 90-93.
doi: 10.19287/j.mtmt.1005-2402.2024.04.014
Abstract:
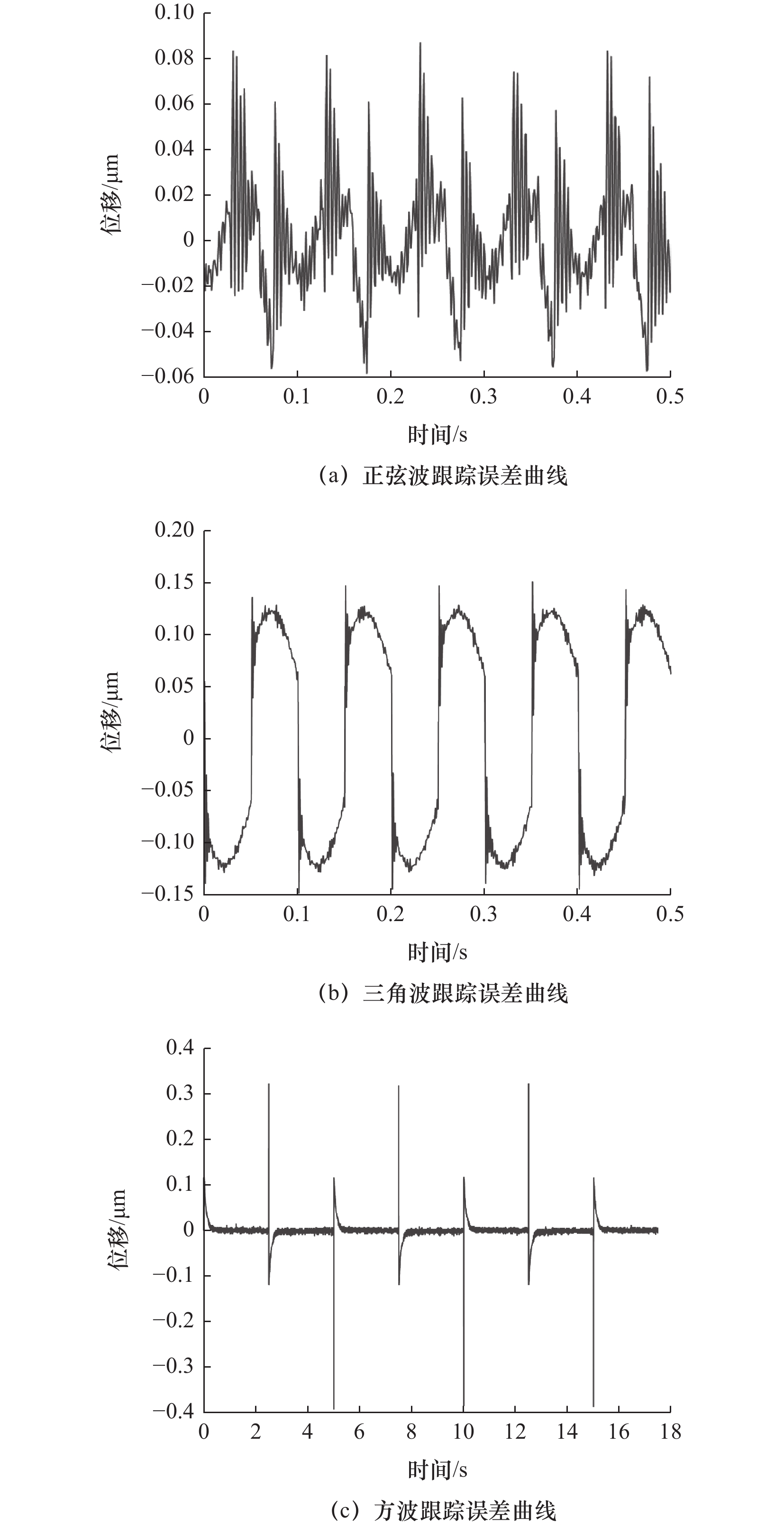
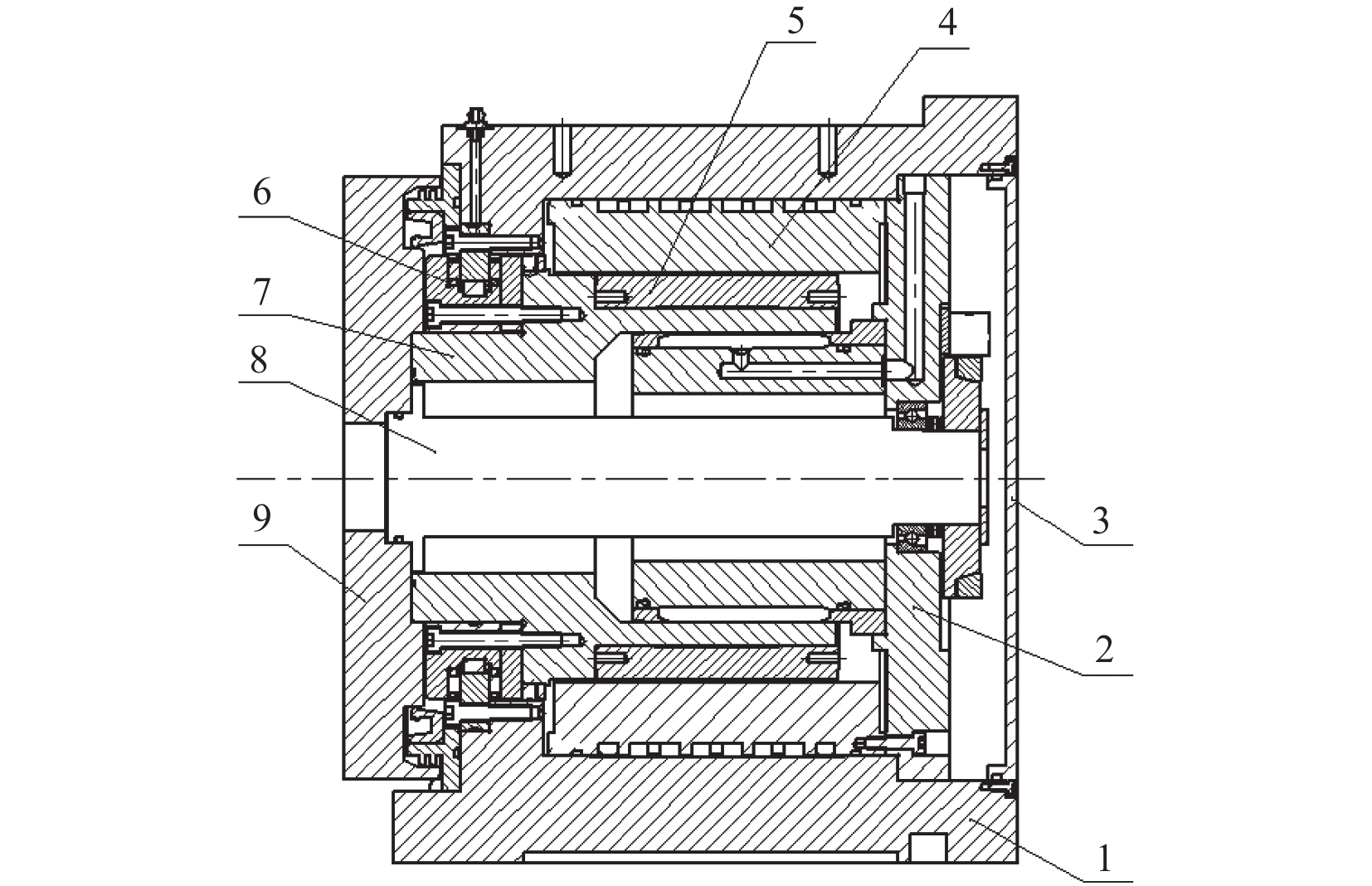
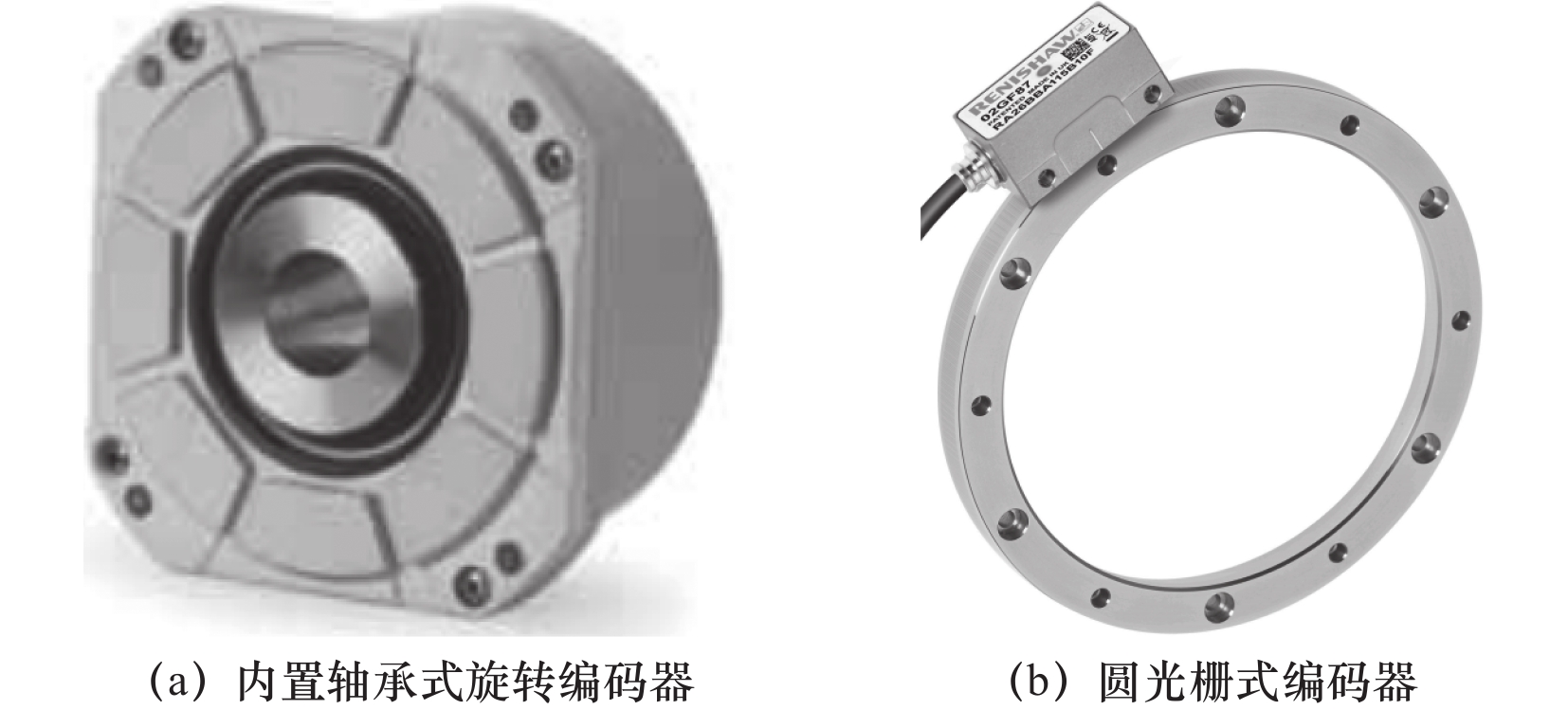
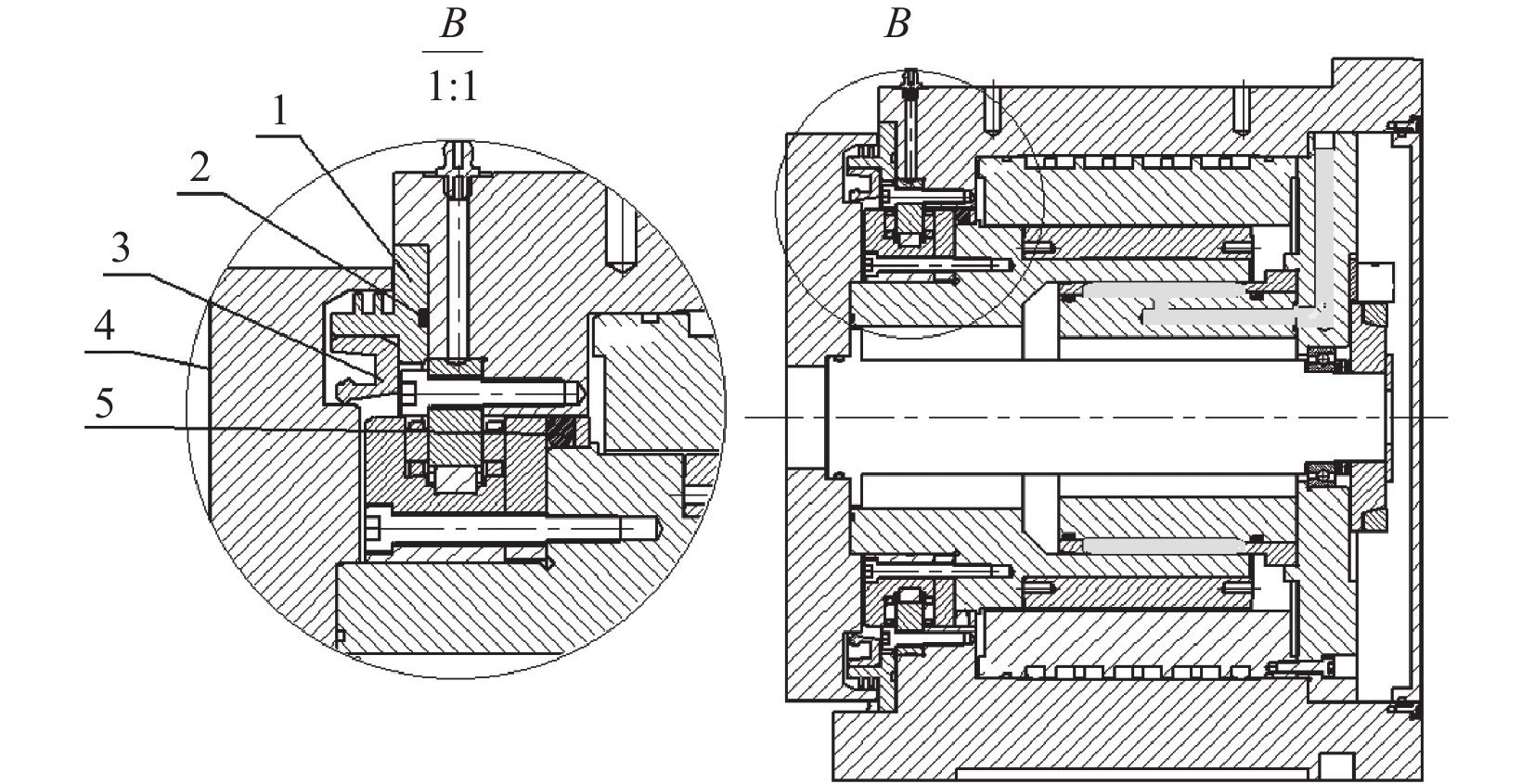
A research proposal for a single-axis direct-drive CNC rotary table has been introduced. Key technologies in the development process, including internal structure, component selection, locking and sealing mechanism design, and assembly debugging, have been thoroughly analyzed. This research serves as a useful reference for similar single-axis or dual-axis direct-drive CNC rotary table development.
A research proposal for a single-axis direct-drive CNC rotary table has been introduced. Key technologies in the development process, including internal structure, component selection, locking and sealing mechanism design, and assembly debugging, have been thoroughly analyzed. This research serves as a useful reference for similar single-axis or dual-axis direct-drive CNC rotary table development.

2024, (4): 94-99.
doi: 10.19287/j.mtmt.1005-2402.2024.04.015
Abstract:
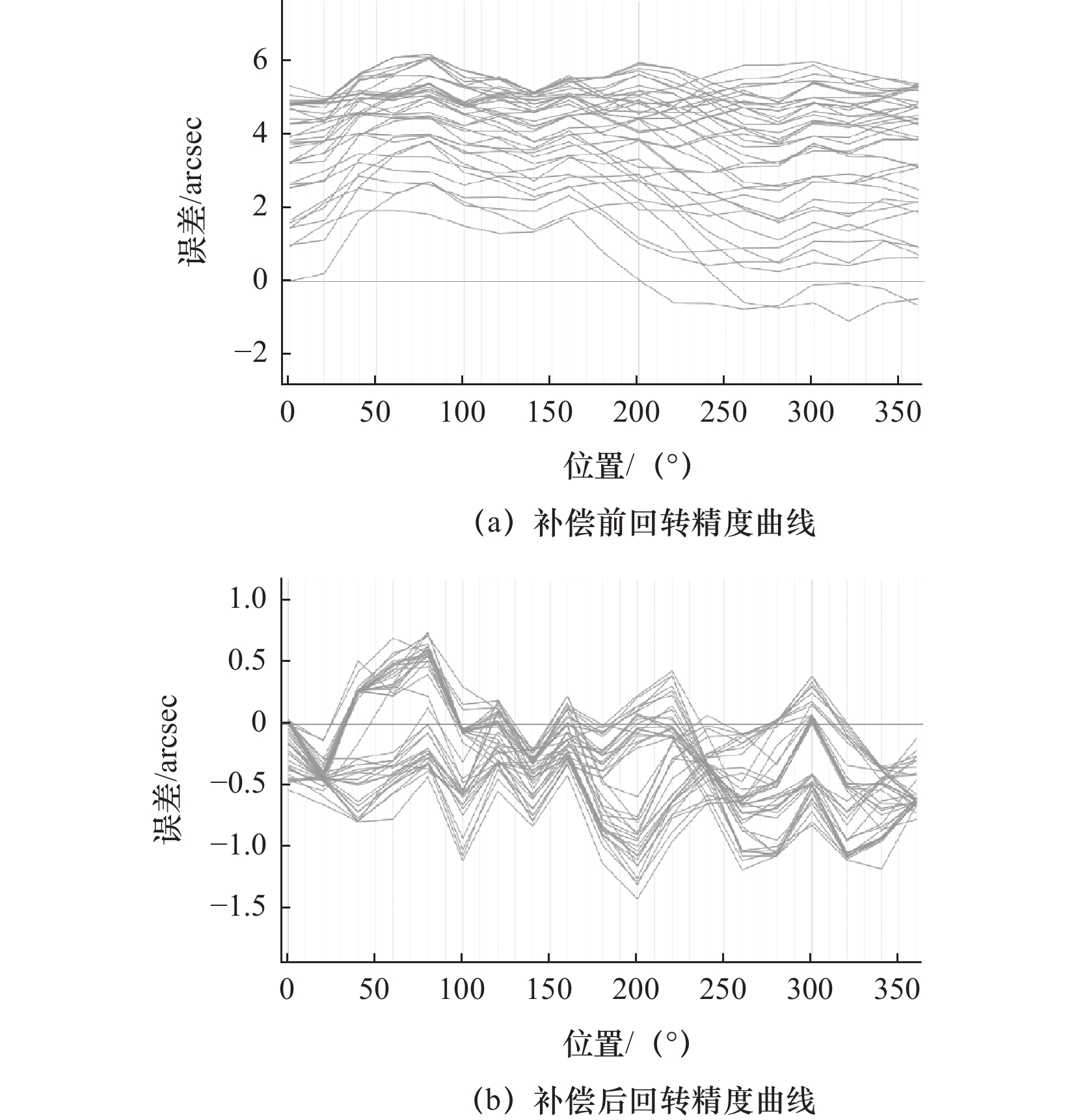
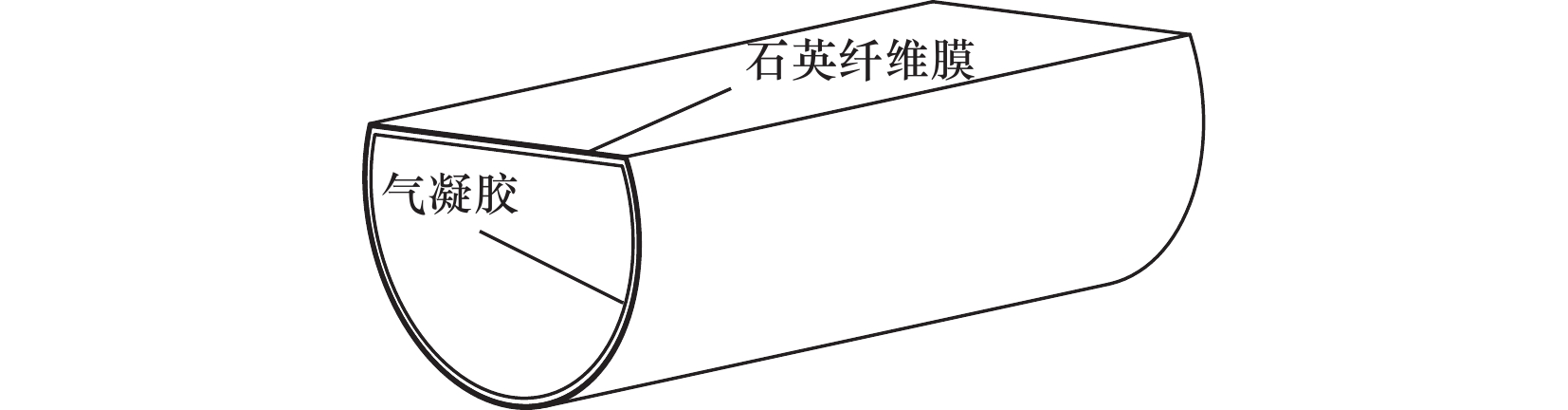
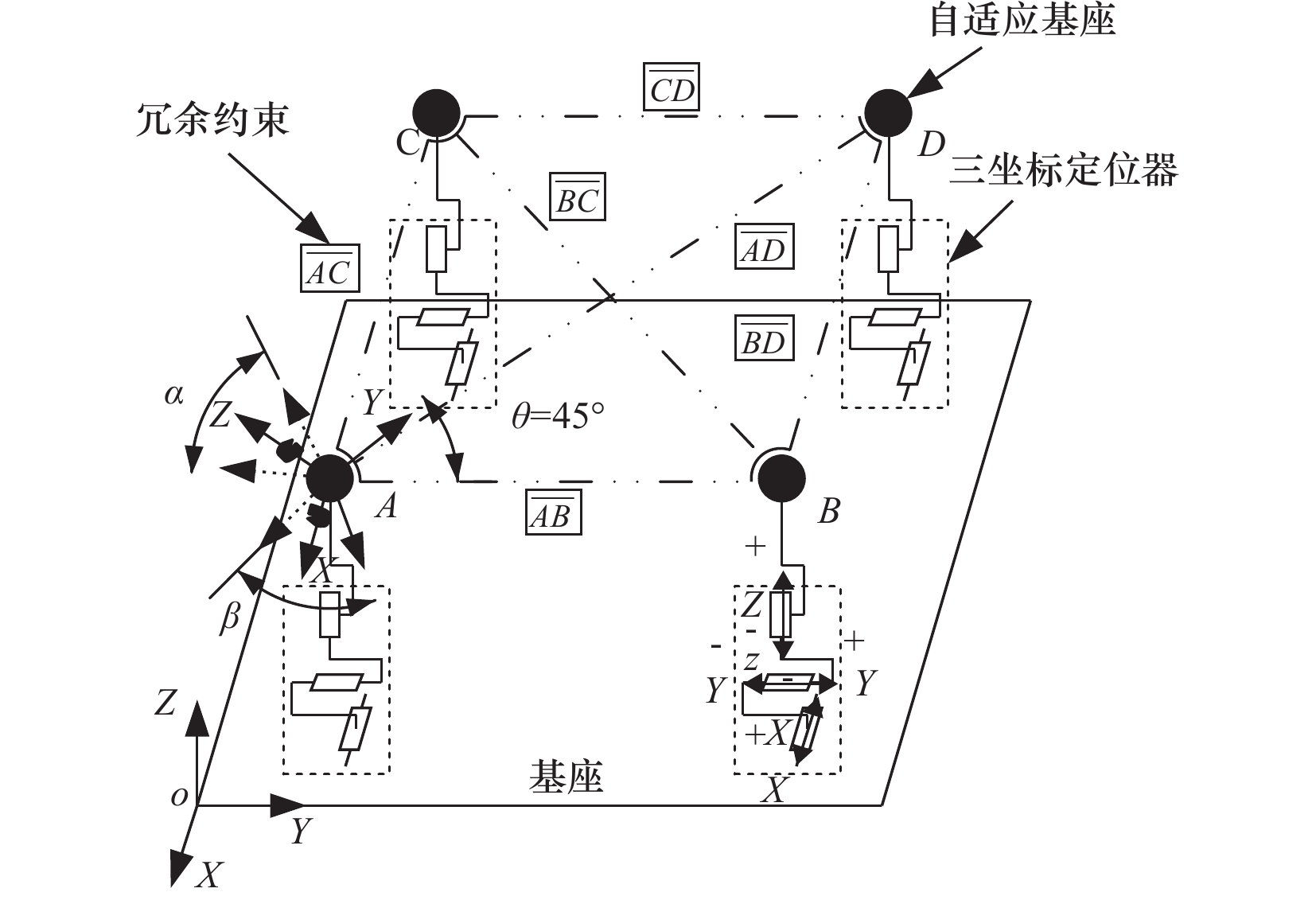
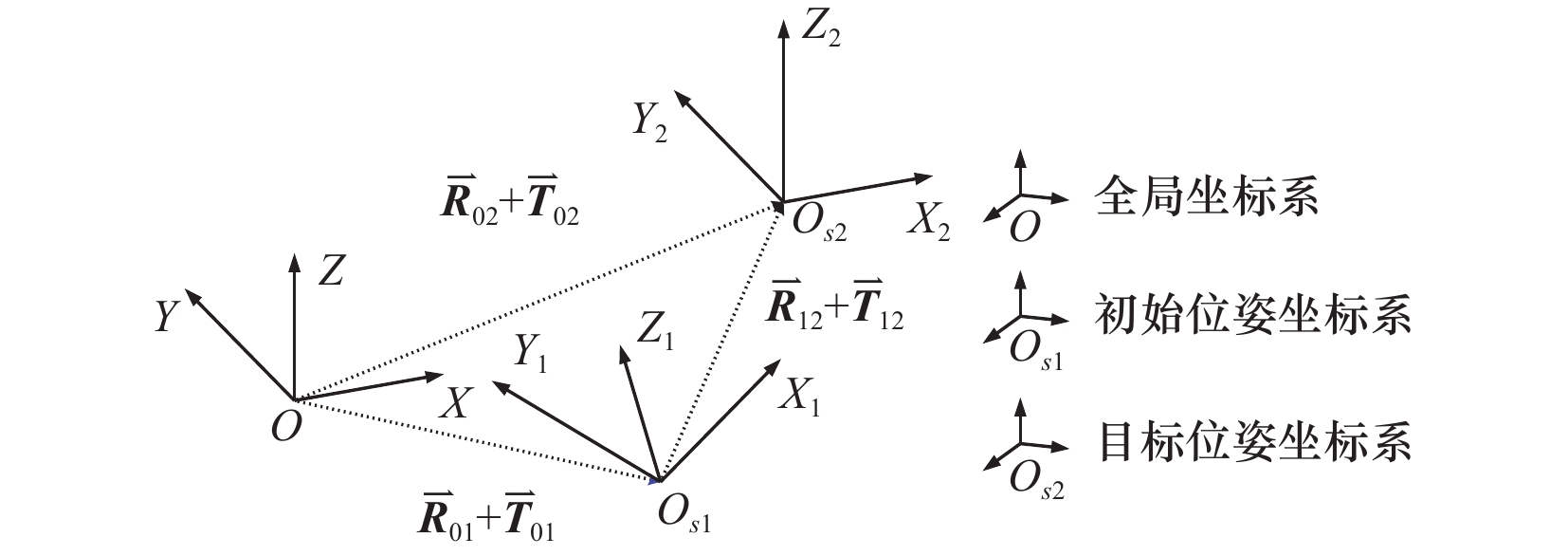
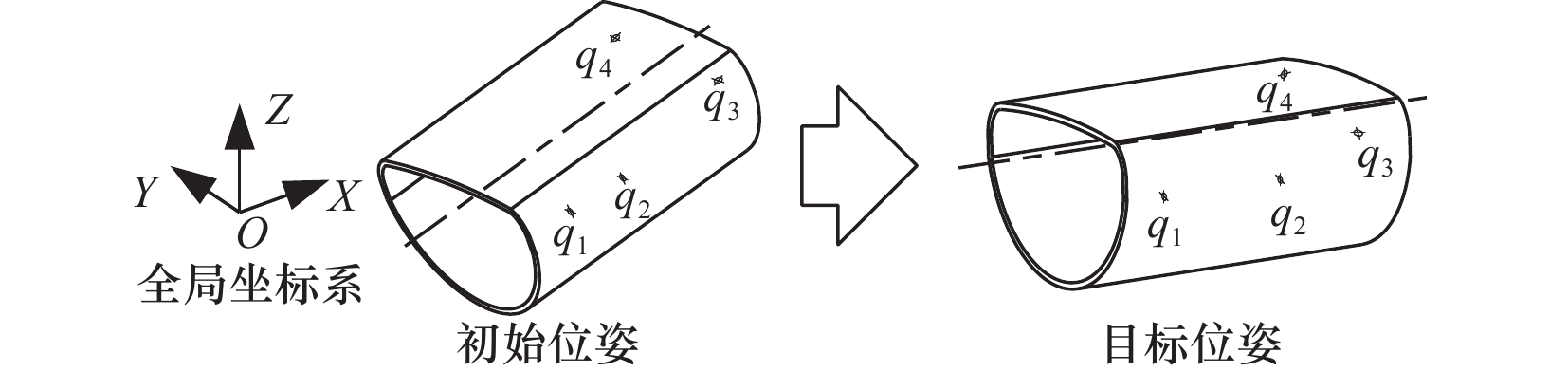
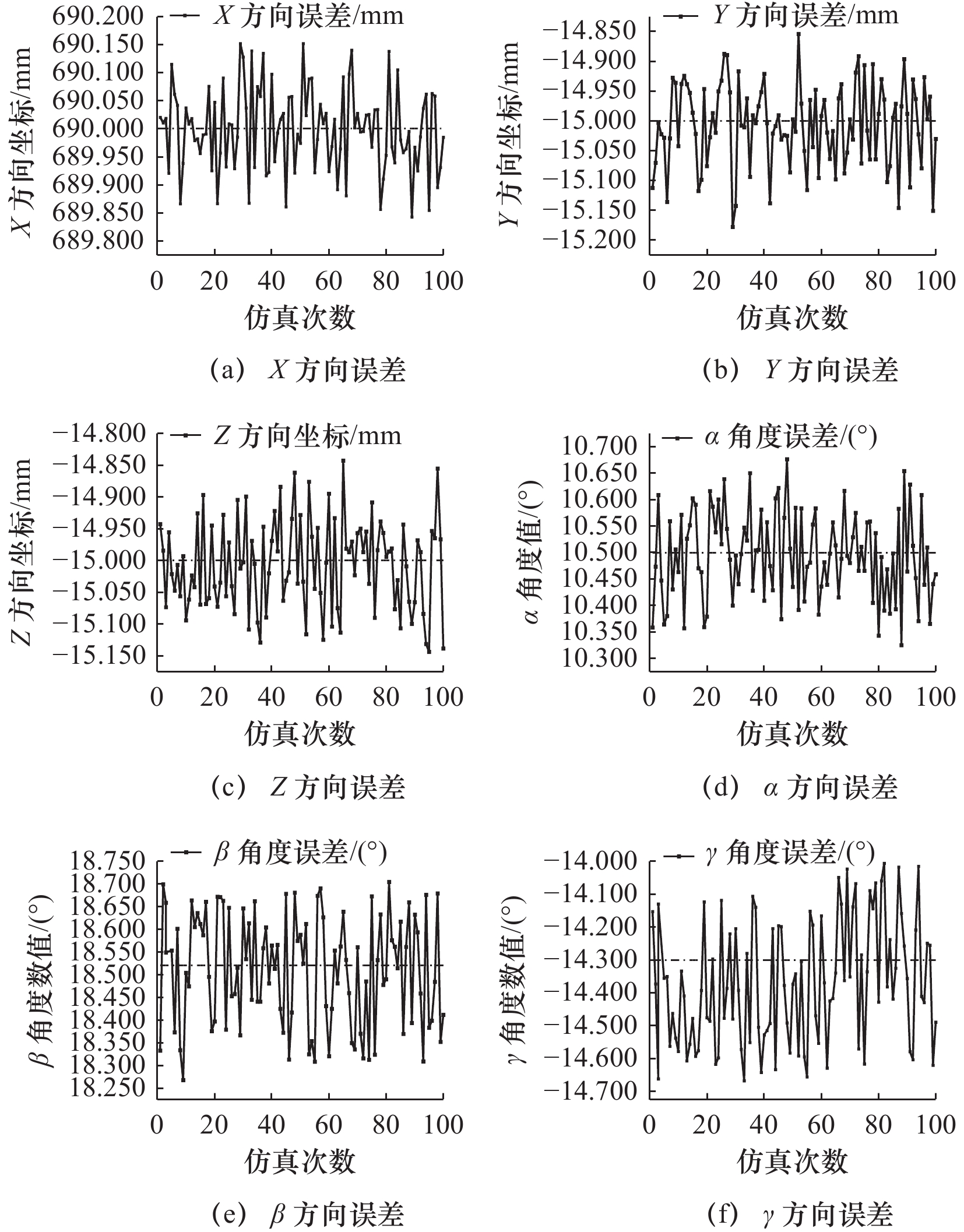
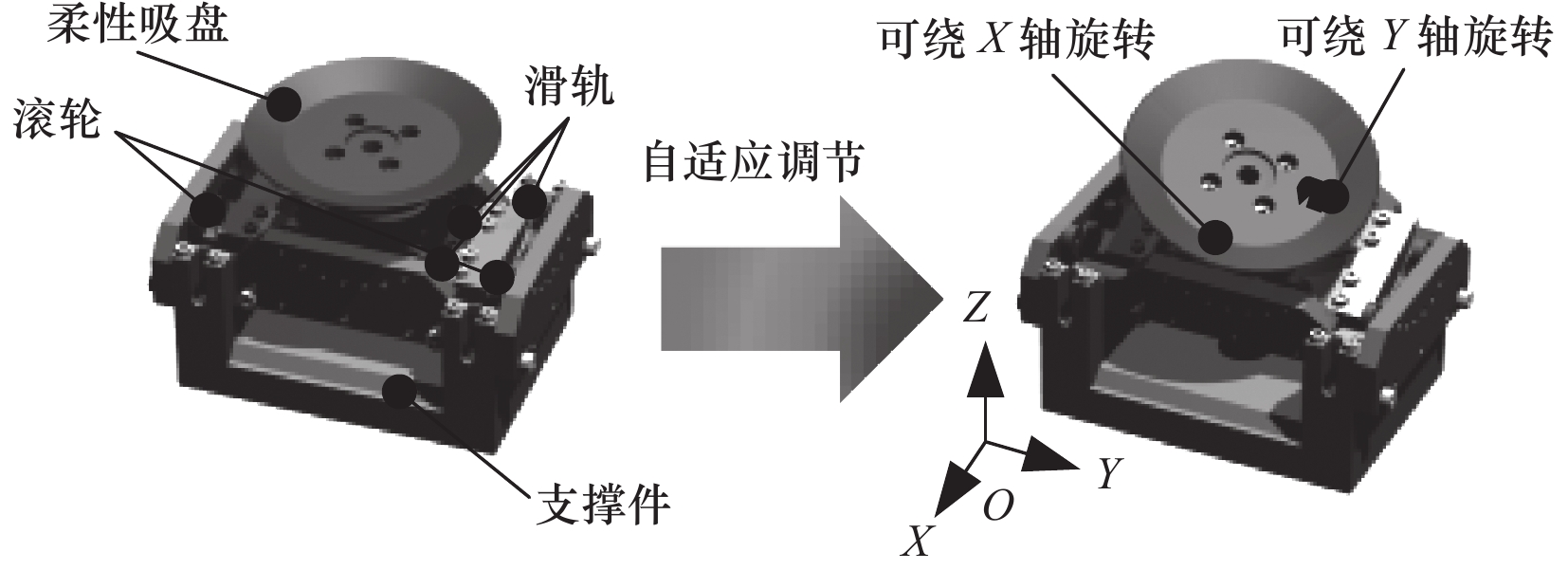
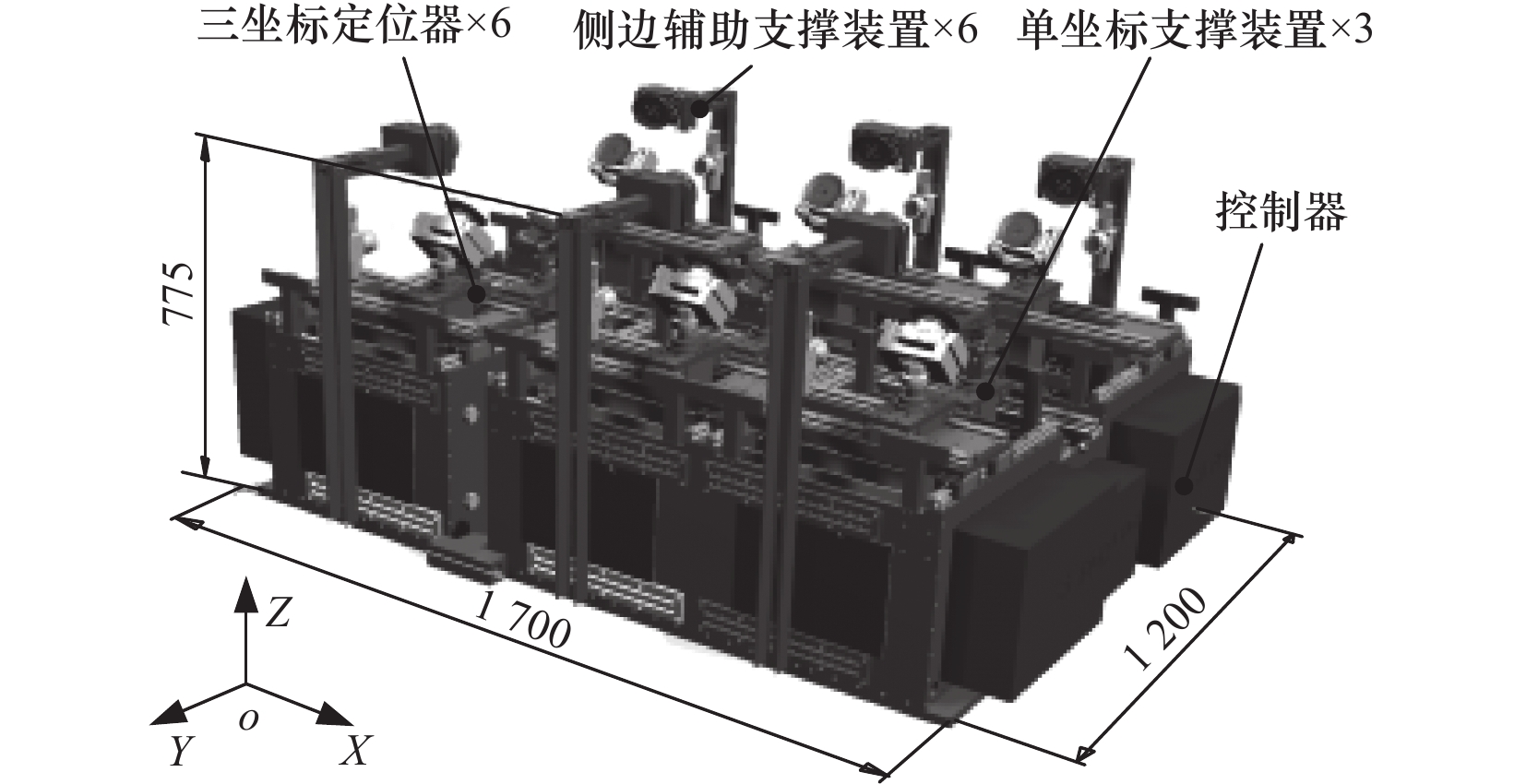
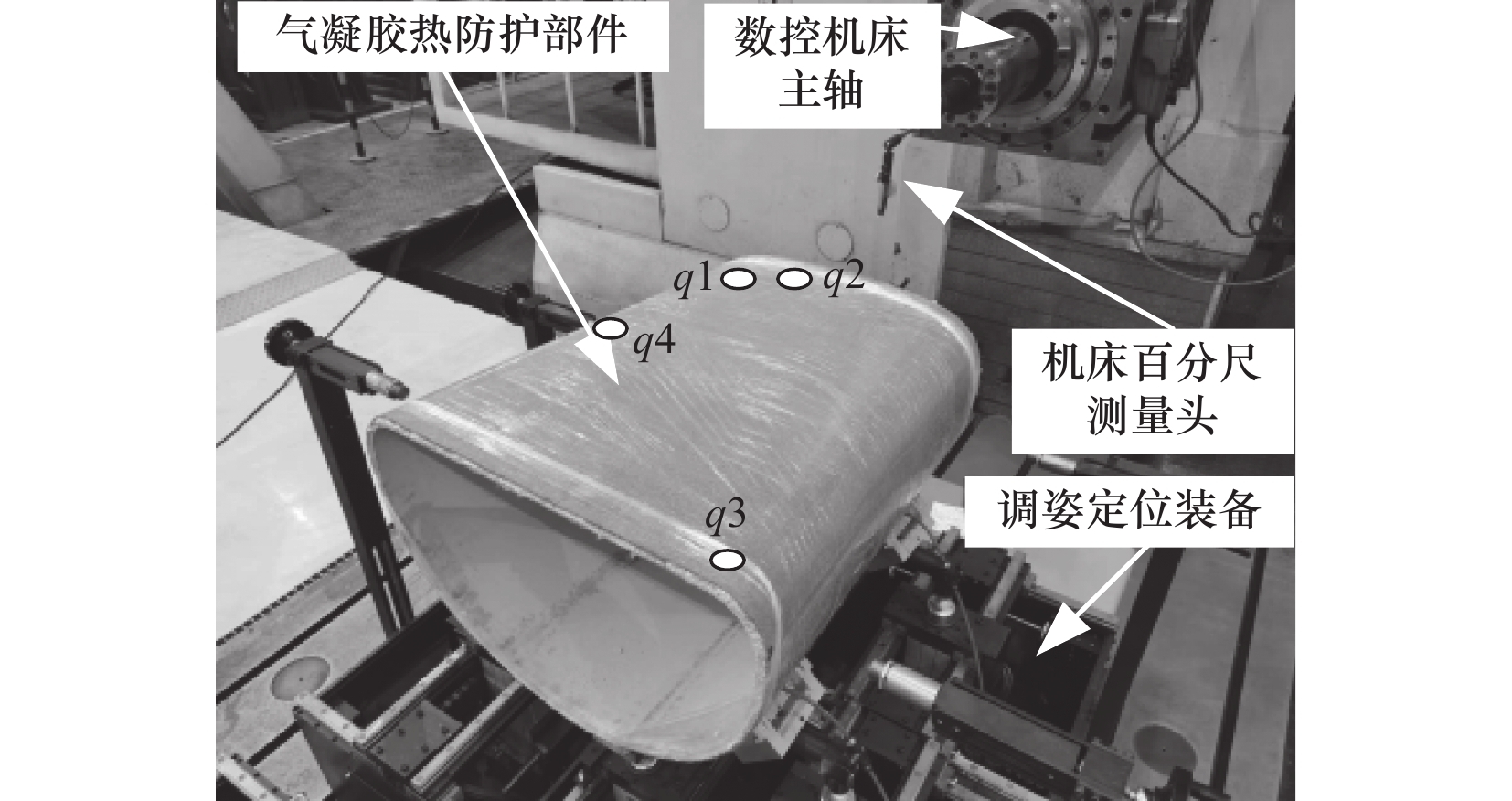
In view of the problems such as cumbersome manual posture adjustment and easy surface damage of the thermal protective layer parts based on aerogel in the machining process, combined with the material properties of the thermal protective layer of aerogel, a scheme design for lossless clamp and automatic posture adjustment was proposed, the non-destructive clamping of the workpiece was realized through a flexible vacuum adsorption device, the six-degree-of-freedom posture adjustment of the workpiece was realized through four three-coordinate positioners. Based on the fast pose algorithm, combined with the error weight distribution method, the Levenberg-Marquard algorithm was used to correct the posture adjustment parameters with errors to obtain more accurate target posture parameters. The simulation results show that the error of posture adjustment parameters after correction is reduced by 50%~90%. Finally, the experiments verify that the position error of the workpiece posture adjustment parameters is less than 0.6 mm and the attitude error is less than 0.25° after correction, and the device performance meets the current process requirements, which can effectively improve the production efficiency of composite material machining with aerogel as matrix.
In view of the problems such as cumbersome manual posture adjustment and easy surface damage of the thermal protective layer parts based on aerogel in the machining process, combined with the material properties of the thermal protective layer of aerogel, a scheme design for lossless clamp and automatic posture adjustment was proposed, the non-destructive clamping of the workpiece was realized through a flexible vacuum adsorption device, the six-degree-of-freedom posture adjustment of the workpiece was realized through four three-coordinate positioners. Based on the fast pose algorithm, combined with the error weight distribution method, the Levenberg-Marquard algorithm was used to correct the posture adjustment parameters with errors to obtain more accurate target posture parameters. The simulation results show that the error of posture adjustment parameters after correction is reduced by 50%~90%. Finally, the experiments verify that the position error of the workpiece posture adjustment parameters is less than 0.6 mm and the attitude error is less than 0.25° after correction, and the device performance meets the current process requirements, which can effectively improve the production efficiency of composite material machining with aerogel as matrix.
2024, (4): 100-106.
doi: 10.19287/j.mtmt.1005-2402.2024.04.016
Abstract:
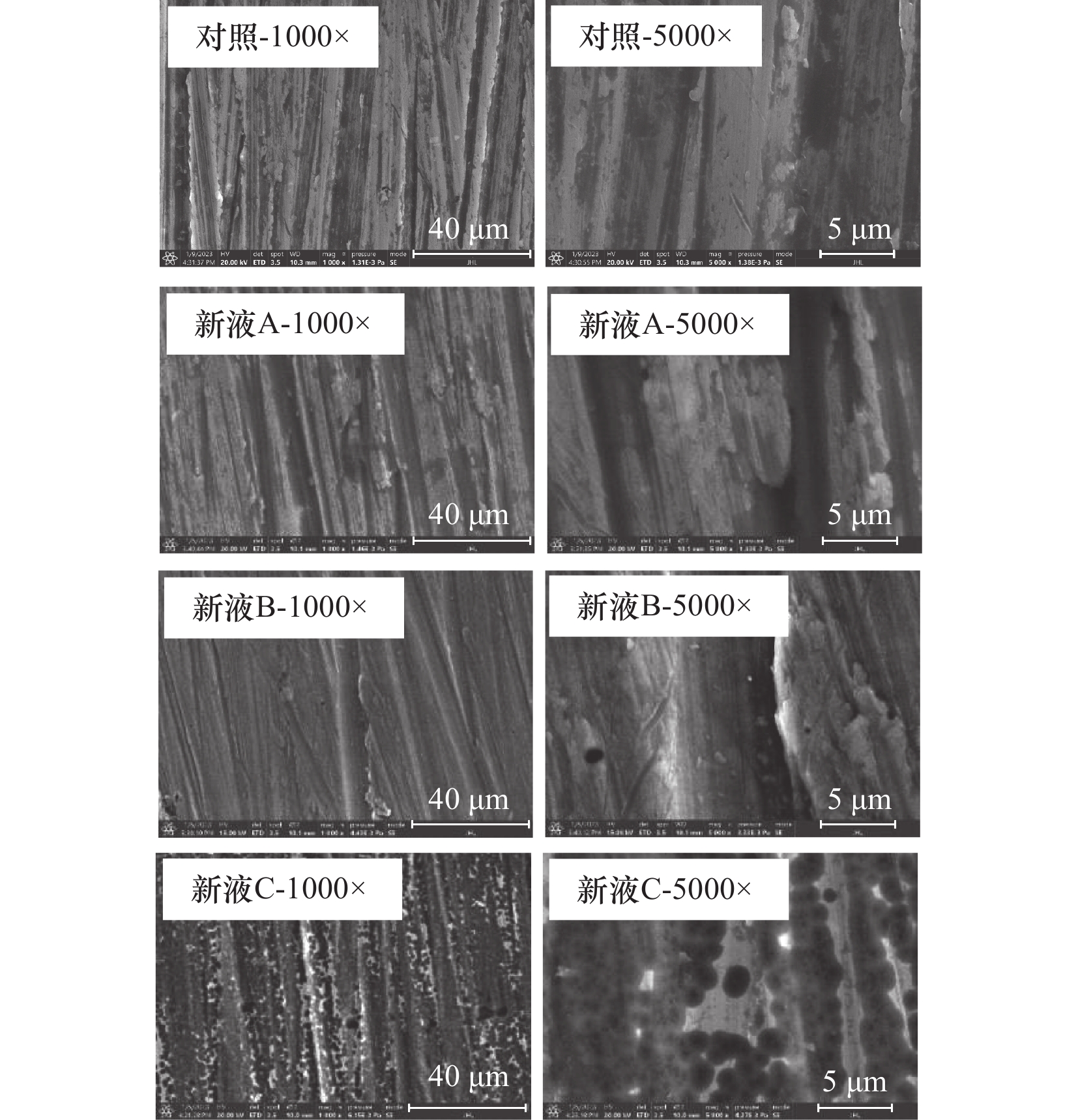
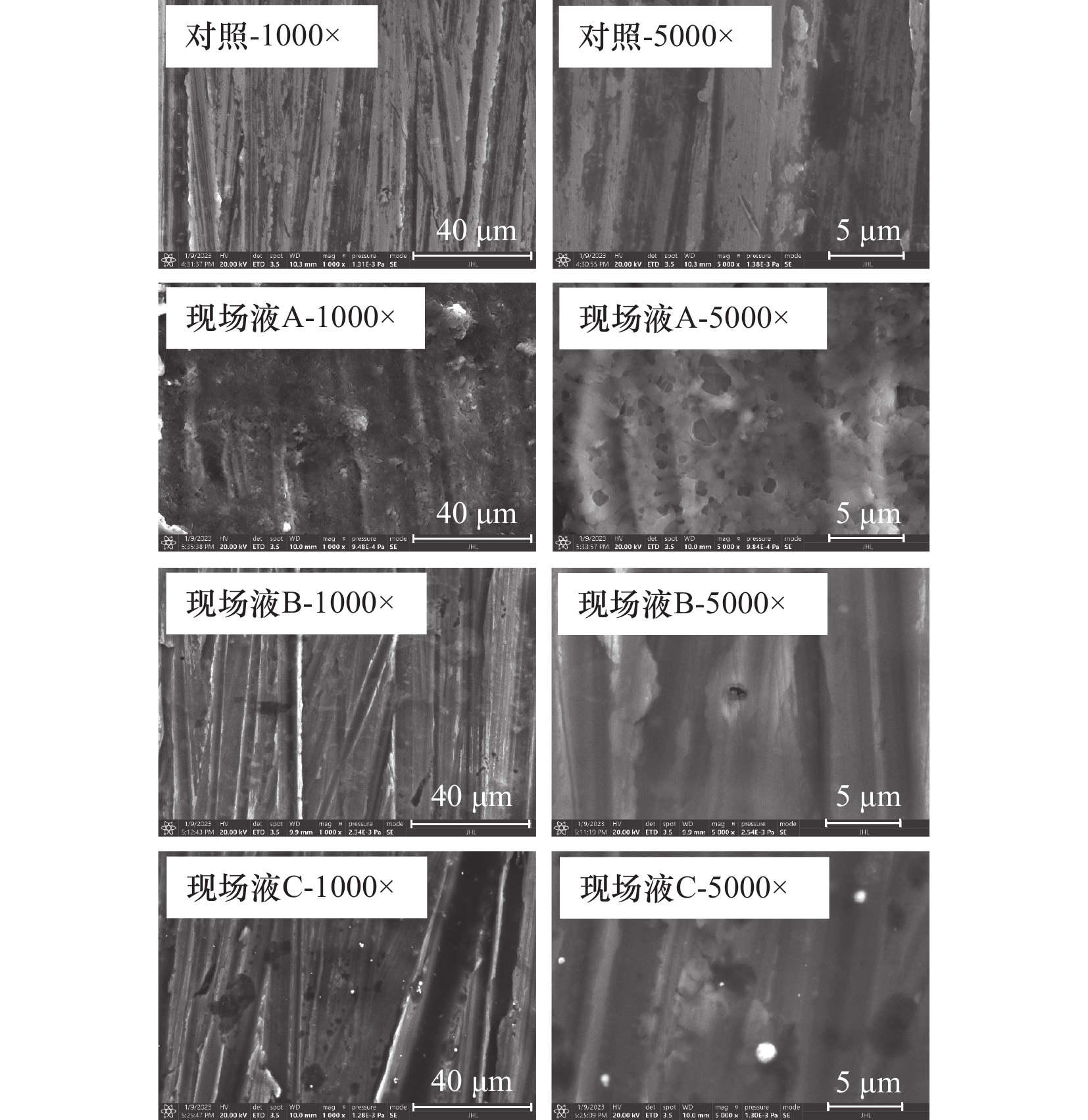
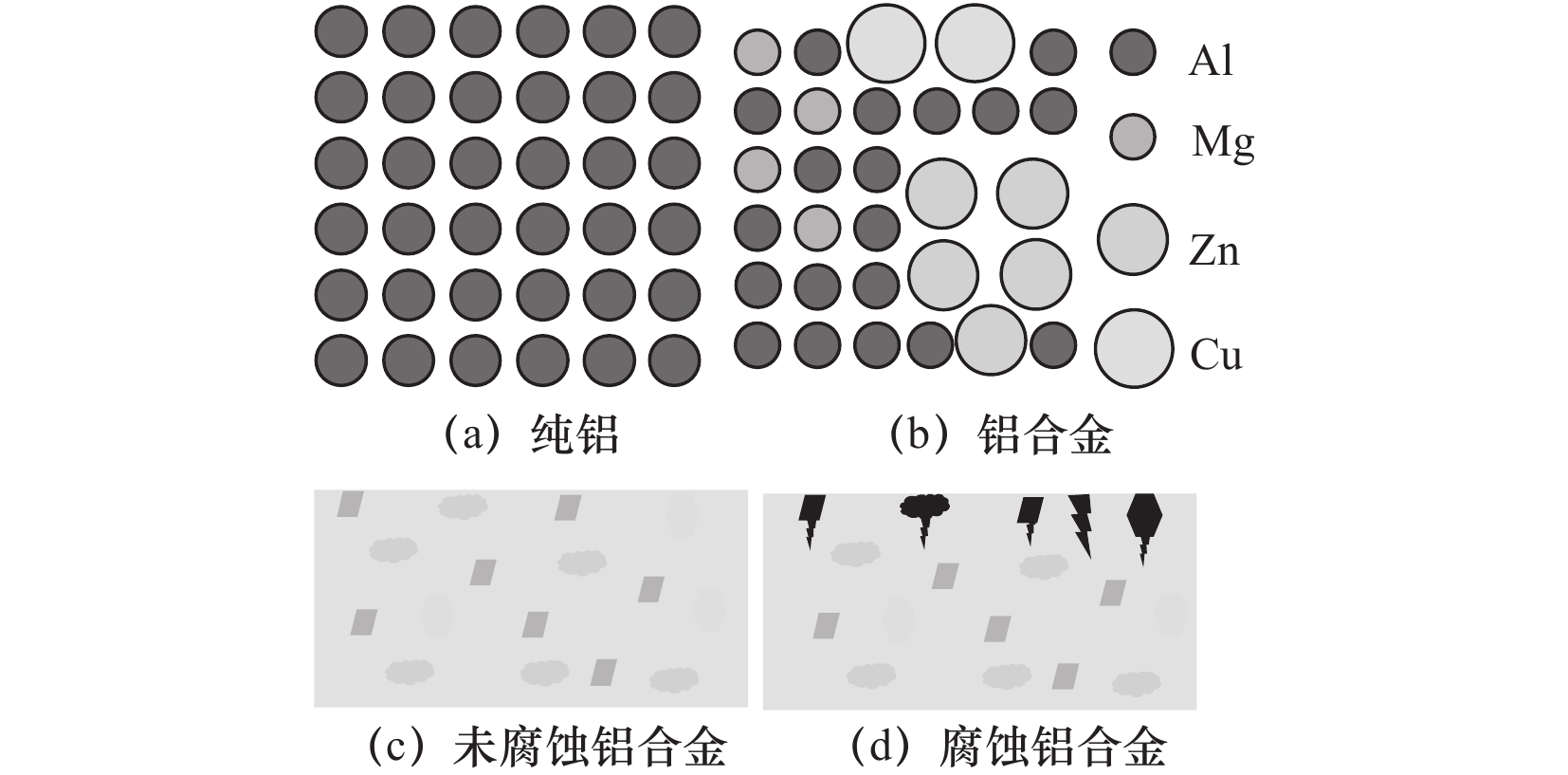
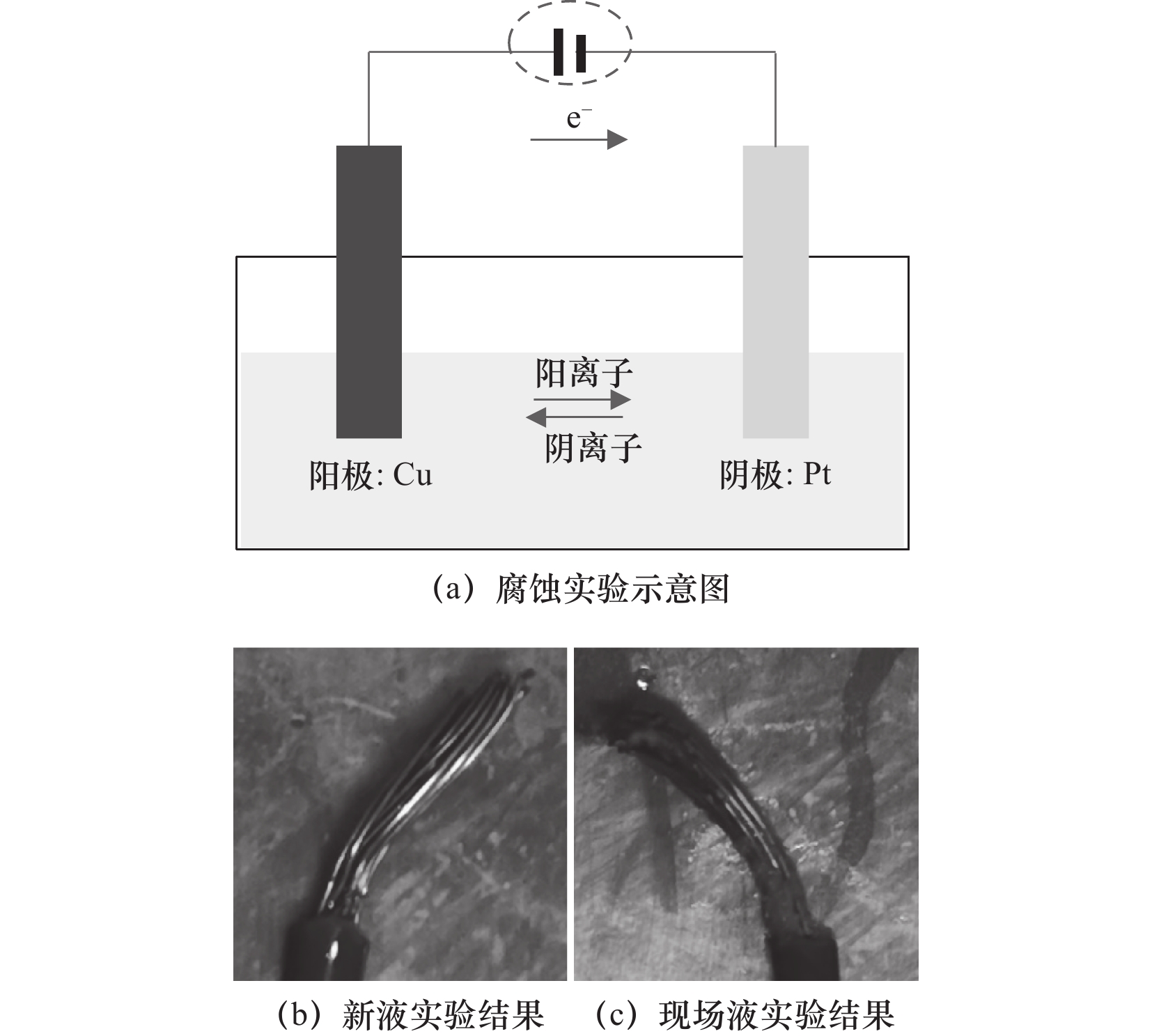
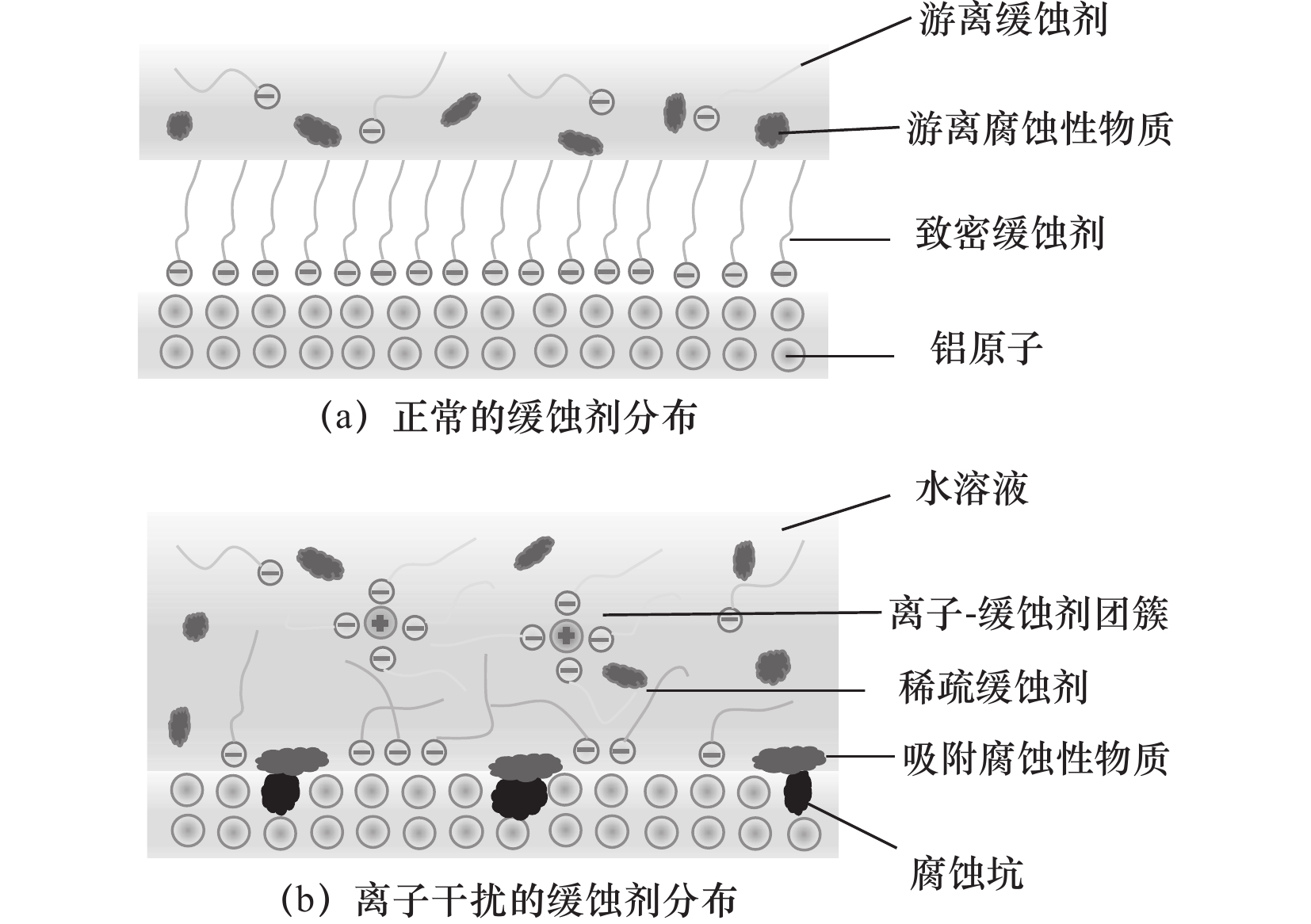
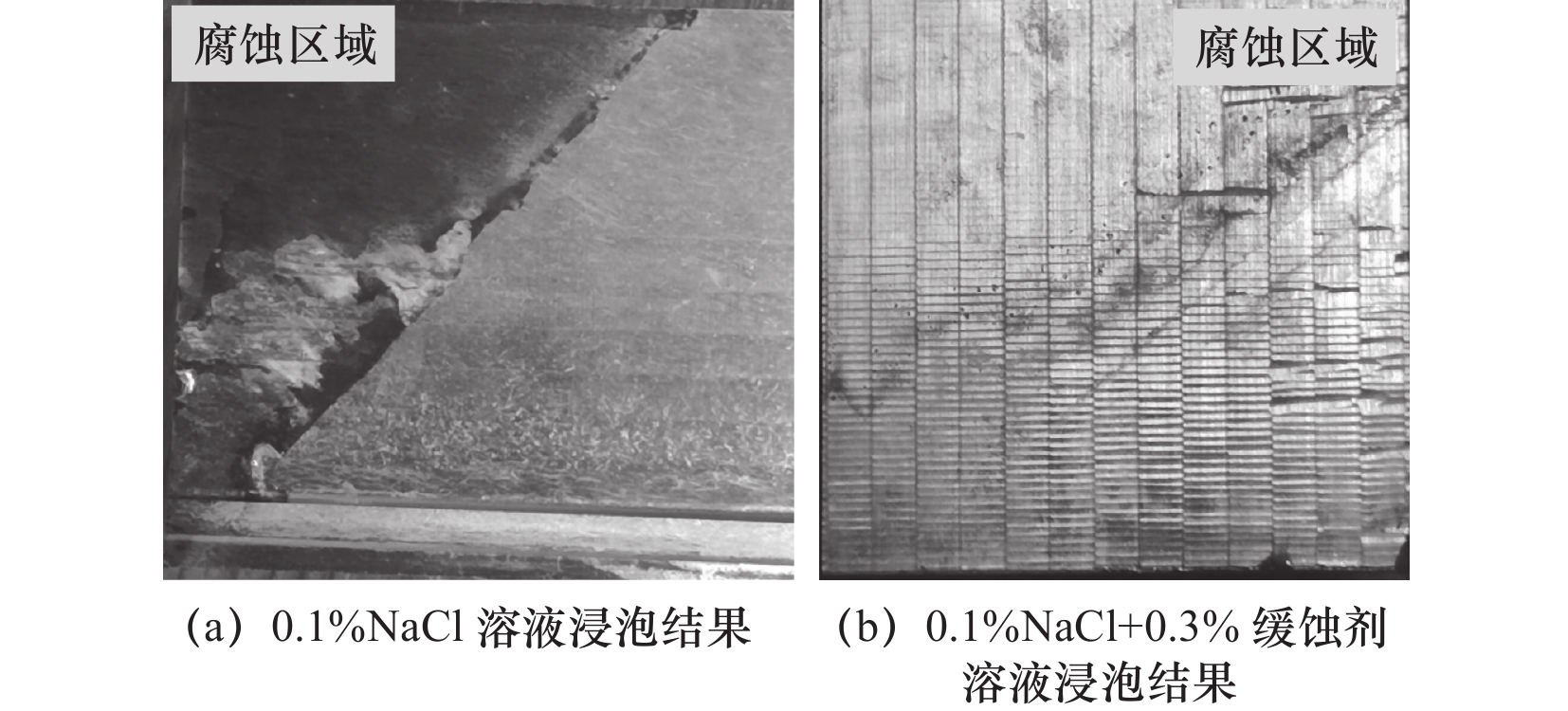
Corrosion of aviation aluminum alloy parts during machining is a common and difficult problem, which is directly related to long-term immersion in cutting fluid. In this paper, immersion experiments with cutting fluid were applied to simulate the corrosion phenomenon of aviation aluminum alloy parts in the machining process. Taking other auxiliary experiments into account, the corrosion mechanism of aviation aluminum alloy parts in machining process was analyzed. The content of Al, Mg, Zn, and Cu elements in corrosion area decreased significantly, the content of C and O elements increased significantly. In detail, the dissolution of aluminum matrix and alloy elements was related to the impurity composition of cutting fluid. A high content of chloride ion (Cl−) in used cutting fluid was highly corrosive to aviation aluminum alloy parts. A high content of calcium ion (Ca2+), magnesium ion (Mg2+) and sodium ion (Na+) in used cutting fluid can indirectly accelerate the corrosion of aviation aluminum alloy. In addition, these impurity ions improved the conductivity of used cutting fluid, thus accelerating the electrochemical corrosion of aviation aluminum alloy. Meanwhile, corrosion inhibitor in used cutting fluid could be consumed by the impurity ions, thus weakening protective effect of corrosion inhibitor. This paper provided a theoretical basis for protection of aviation aluminum alloy parts in machining process, research of cutting fluid corrosion inhibitor.
Corrosion of aviation aluminum alloy parts during machining is a common and difficult problem, which is directly related to long-term immersion in cutting fluid. In this paper, immersion experiments with cutting fluid were applied to simulate the corrosion phenomenon of aviation aluminum alloy parts in the machining process. Taking other auxiliary experiments into account, the corrosion mechanism of aviation aluminum alloy parts in machining process was analyzed. The content of Al, Mg, Zn, and Cu elements in corrosion area decreased significantly, the content of C and O elements increased significantly. In detail, the dissolution of aluminum matrix and alloy elements was related to the impurity composition of cutting fluid. A high content of chloride ion (Cl−) in used cutting fluid was highly corrosive to aviation aluminum alloy parts. A high content of calcium ion (Ca2+), magnesium ion (Mg2+) and sodium ion (Na+) in used cutting fluid can indirectly accelerate the corrosion of aviation aluminum alloy. In addition, these impurity ions improved the conductivity of used cutting fluid, thus accelerating the electrochemical corrosion of aviation aluminum alloy. Meanwhile, corrosion inhibitor in used cutting fluid could be consumed by the impurity ions, thus weakening protective effect of corrosion inhibitor. This paper provided a theoretical basis for protection of aviation aluminum alloy parts in machining process, research of cutting fluid corrosion inhibitor.
2024, (4): 107-112.
doi: 10.19287/j.mtmt.1005-2402.2024.04.017
Abstract:
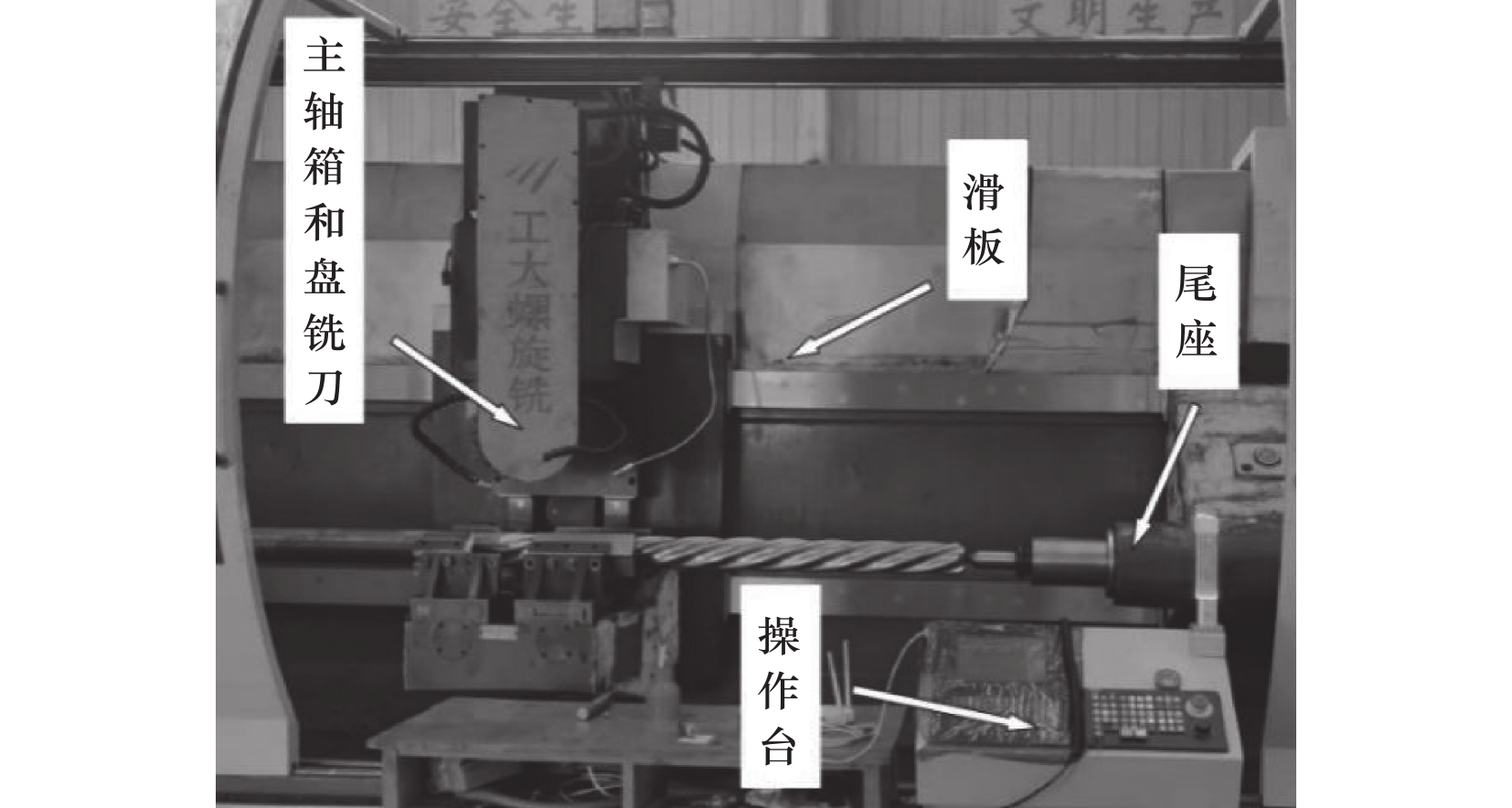
In order to improve the machining quality of multi-head screw rotors, this paper explores the influence of outer envelope milling parameters on surface roughness and hardness was investigated, and the parameters were optimized. Orthogonal tests were carried out with spindle speed, intermittent feed rate and machining rate as factors. The results show that machining rate is the most important factor affecting surface roughness value, and intermittent feed is the most important factor affecting microhardness value. The multi-objective optimization algorithm was used to optimize the process parameters, and the optimal combination of process parameters was obtained as follows: the spindle speed was 191 r/min, the intermittent feed rate was 3.1 mm, and the machining rate was 15%. The surface roughness value can be reduced by 17.15% and the microhardness value can be increased by 7.60%. The method presented in this paper can provide reference for the optimization of process parameters.
In order to improve the machining quality of multi-head screw rotors, this paper explores the influence of outer envelope milling parameters on surface roughness and hardness was investigated, and the parameters were optimized. Orthogonal tests were carried out with spindle speed, intermittent feed rate and machining rate as factors. The results show that machining rate is the most important factor affecting surface roughness value, and intermittent feed is the most important factor affecting microhardness value. The multi-objective optimization algorithm was used to optimize the process parameters, and the optimal combination of process parameters was obtained as follows: the spindle speed was 191 r/min, the intermittent feed rate was 3.1 mm, and the machining rate was 15%. The surface roughness value can be reduced by 17.15% and the microhardness value can be increased by 7.60%. The method presented in this paper can provide reference for the optimization of process parameters.



2024, (4): 113-118.
doi: 10.19287/j.mtmt.1005-2402.2024.04.018
Abstract:
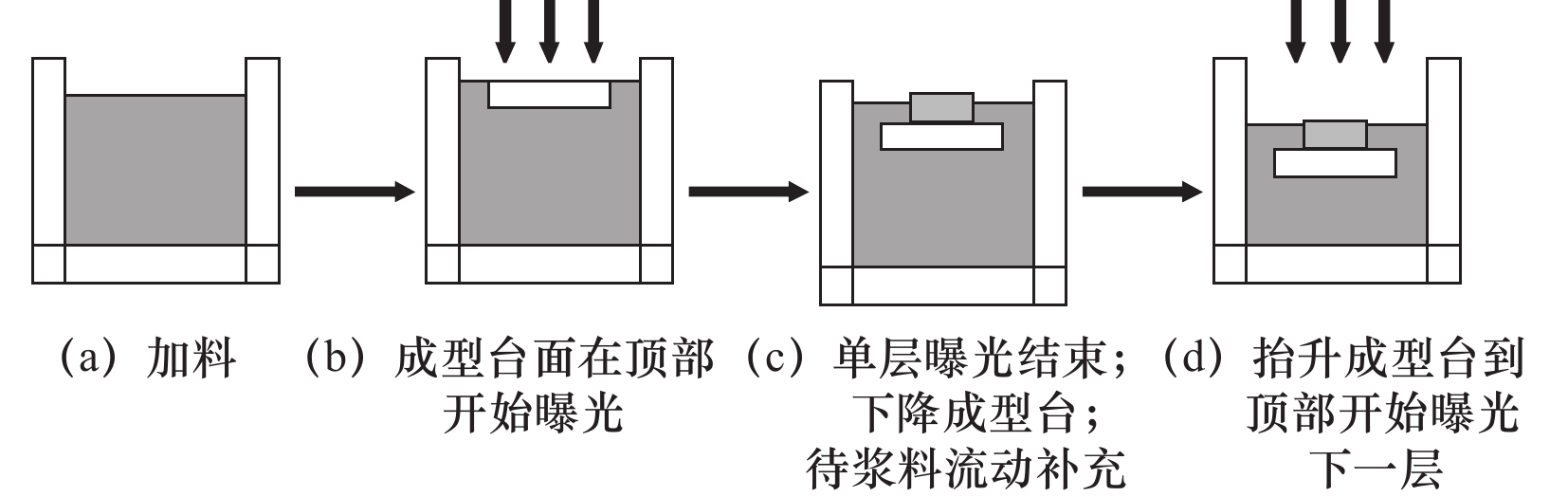
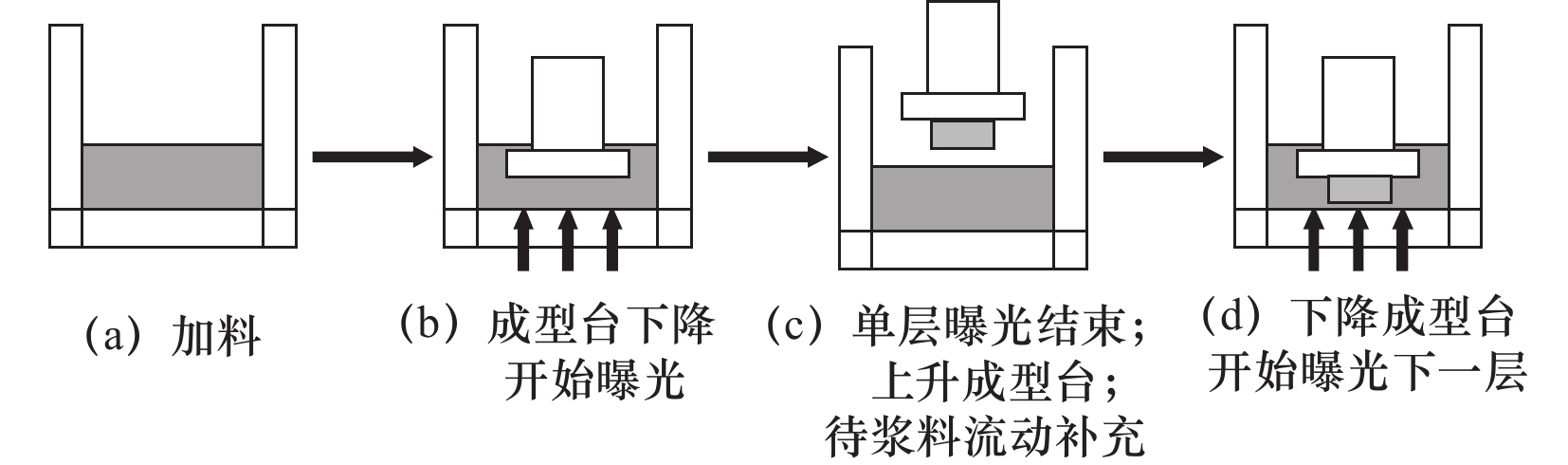
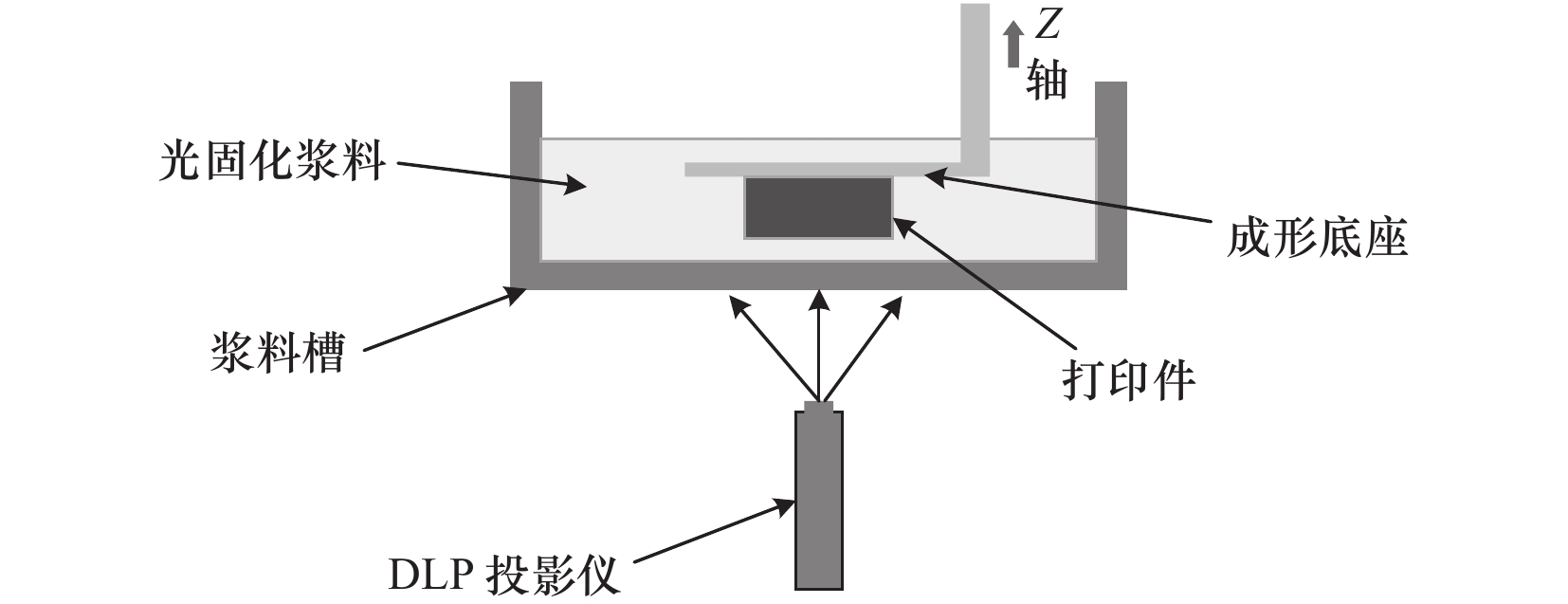
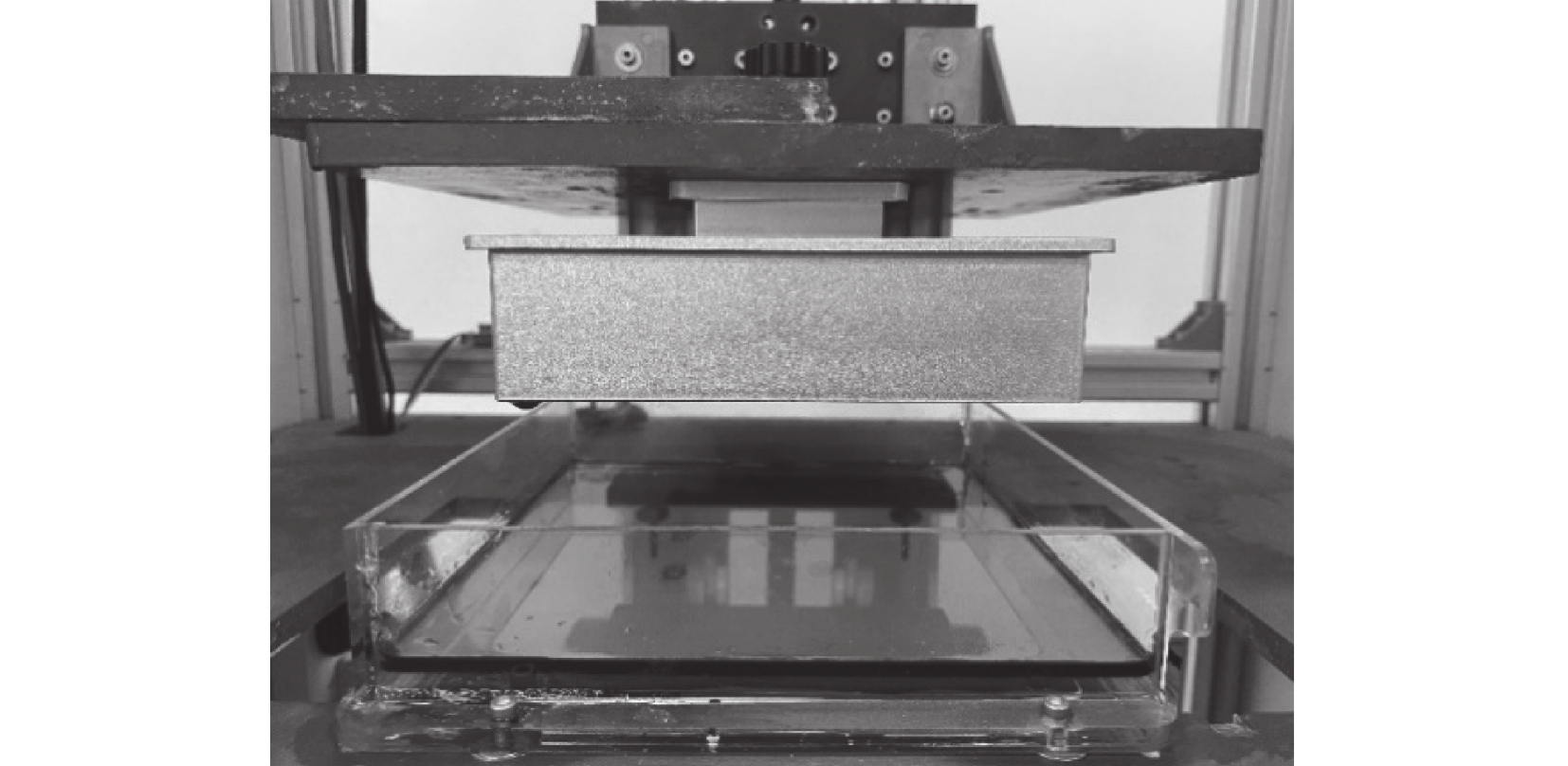
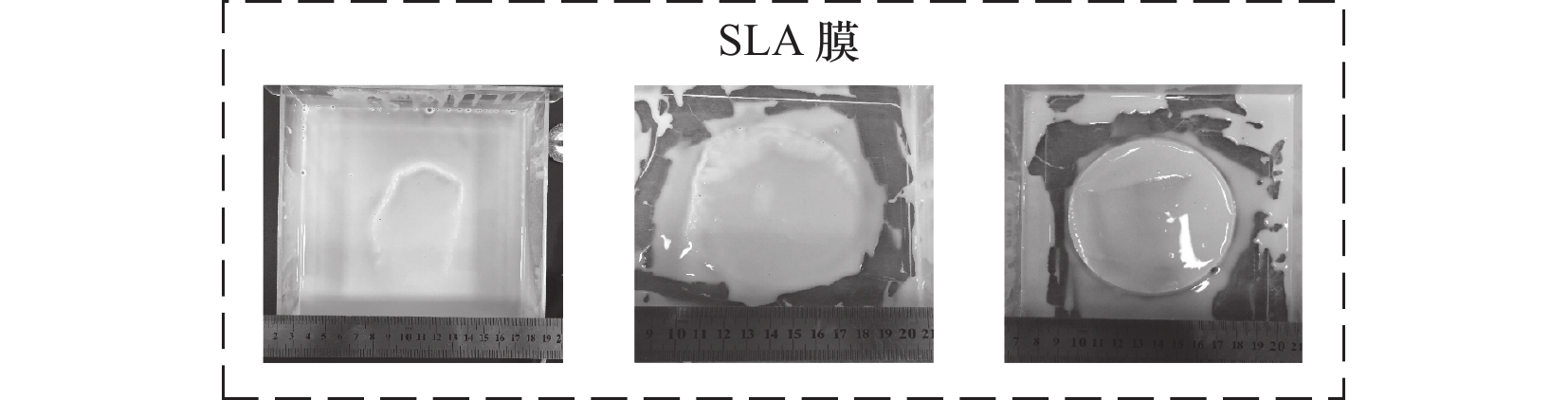
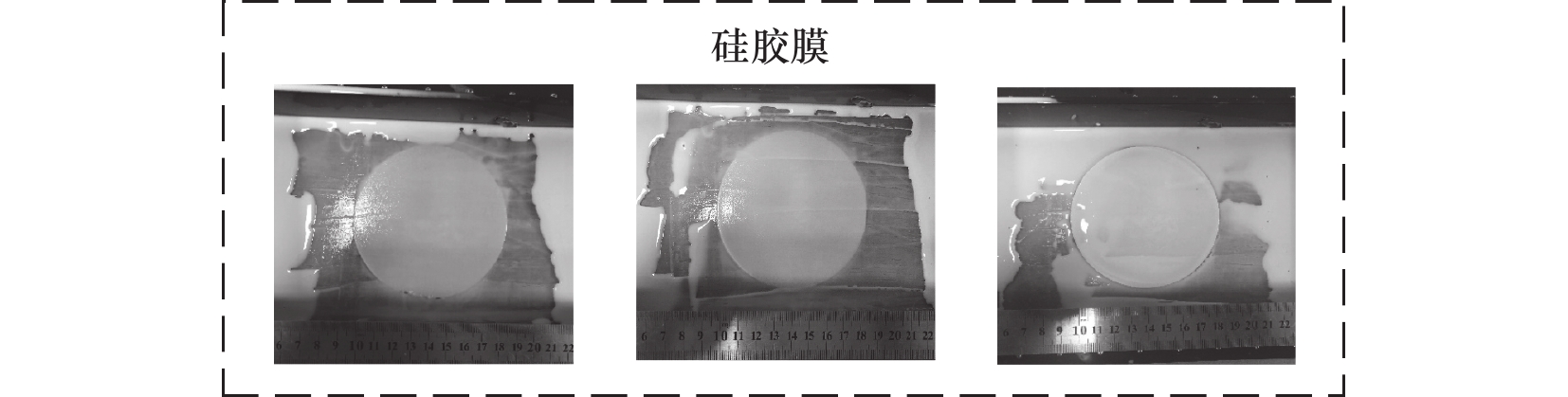
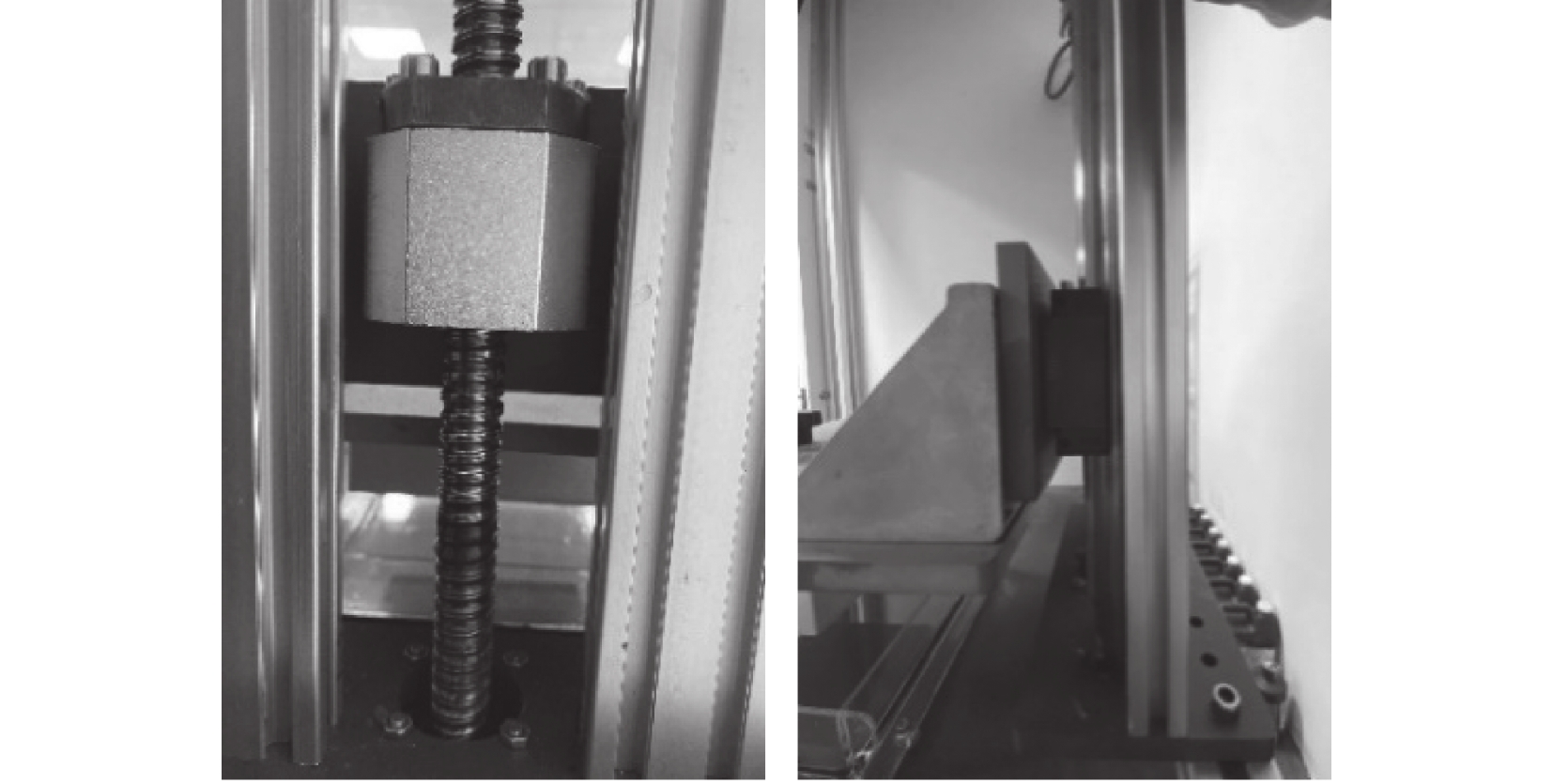
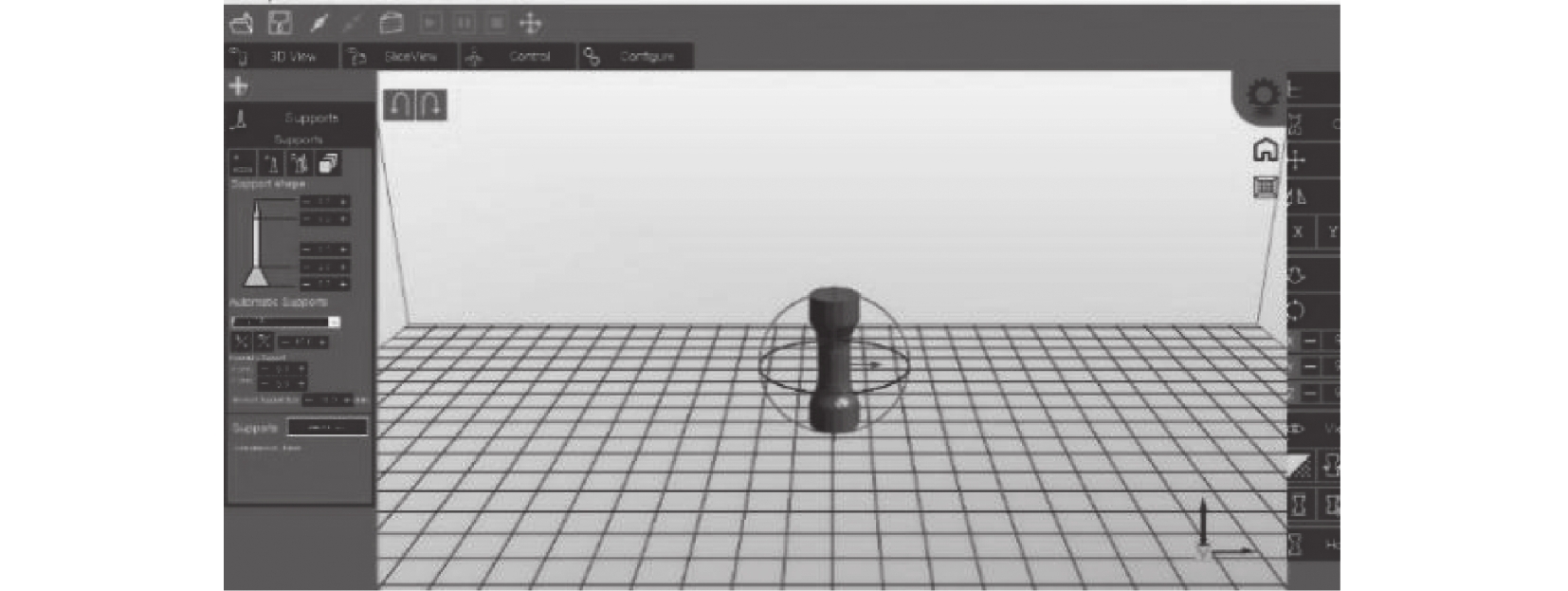
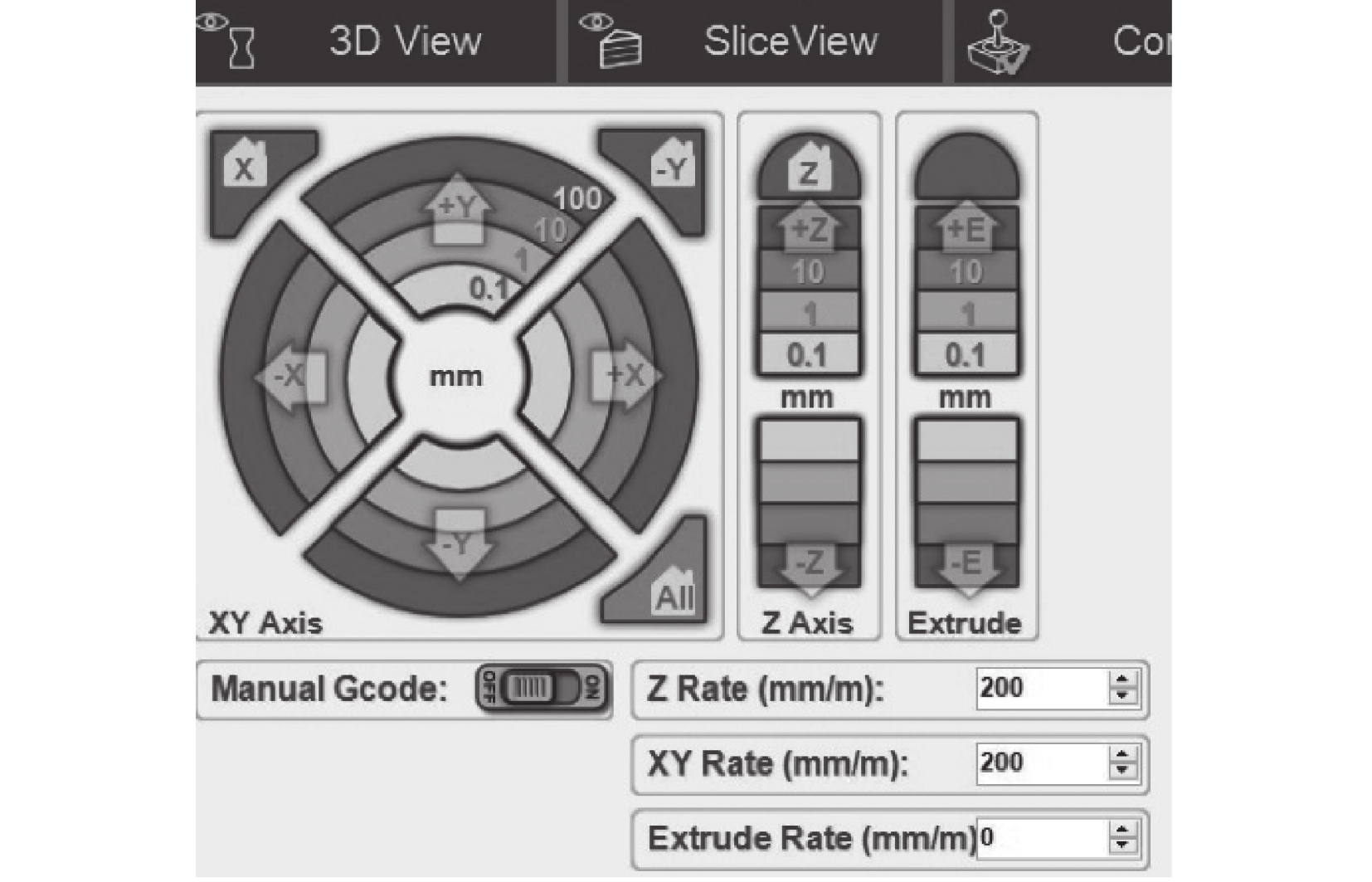
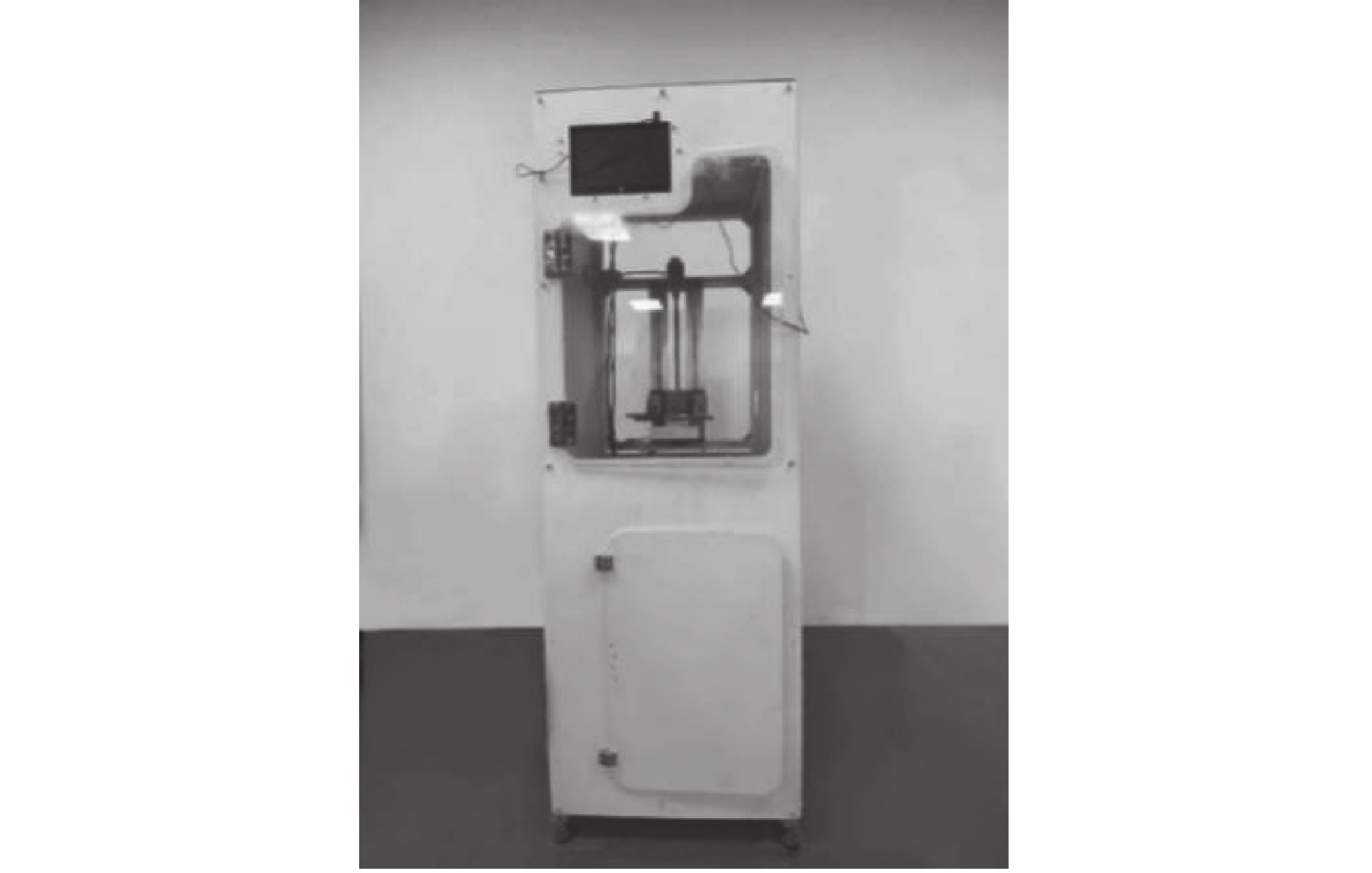
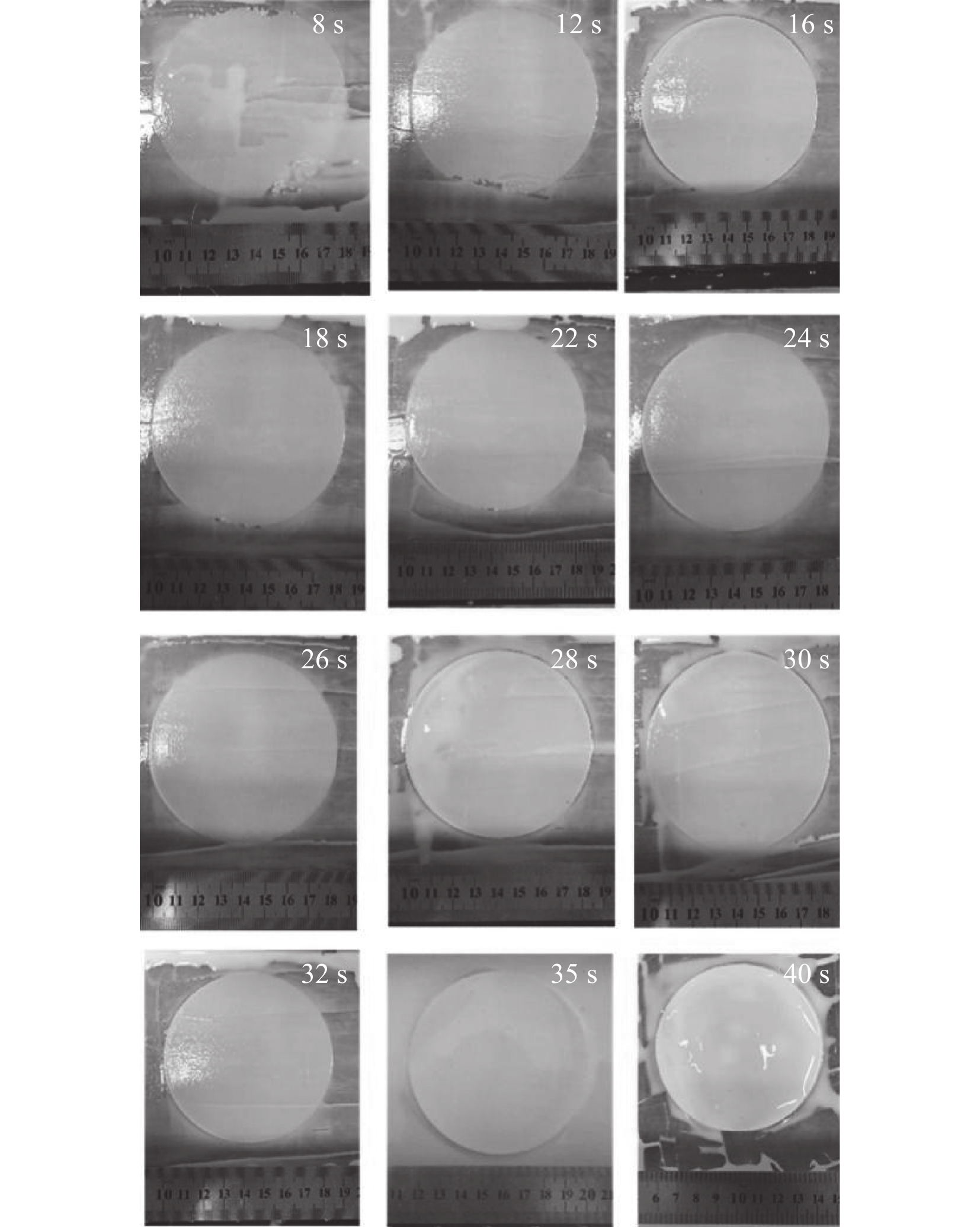
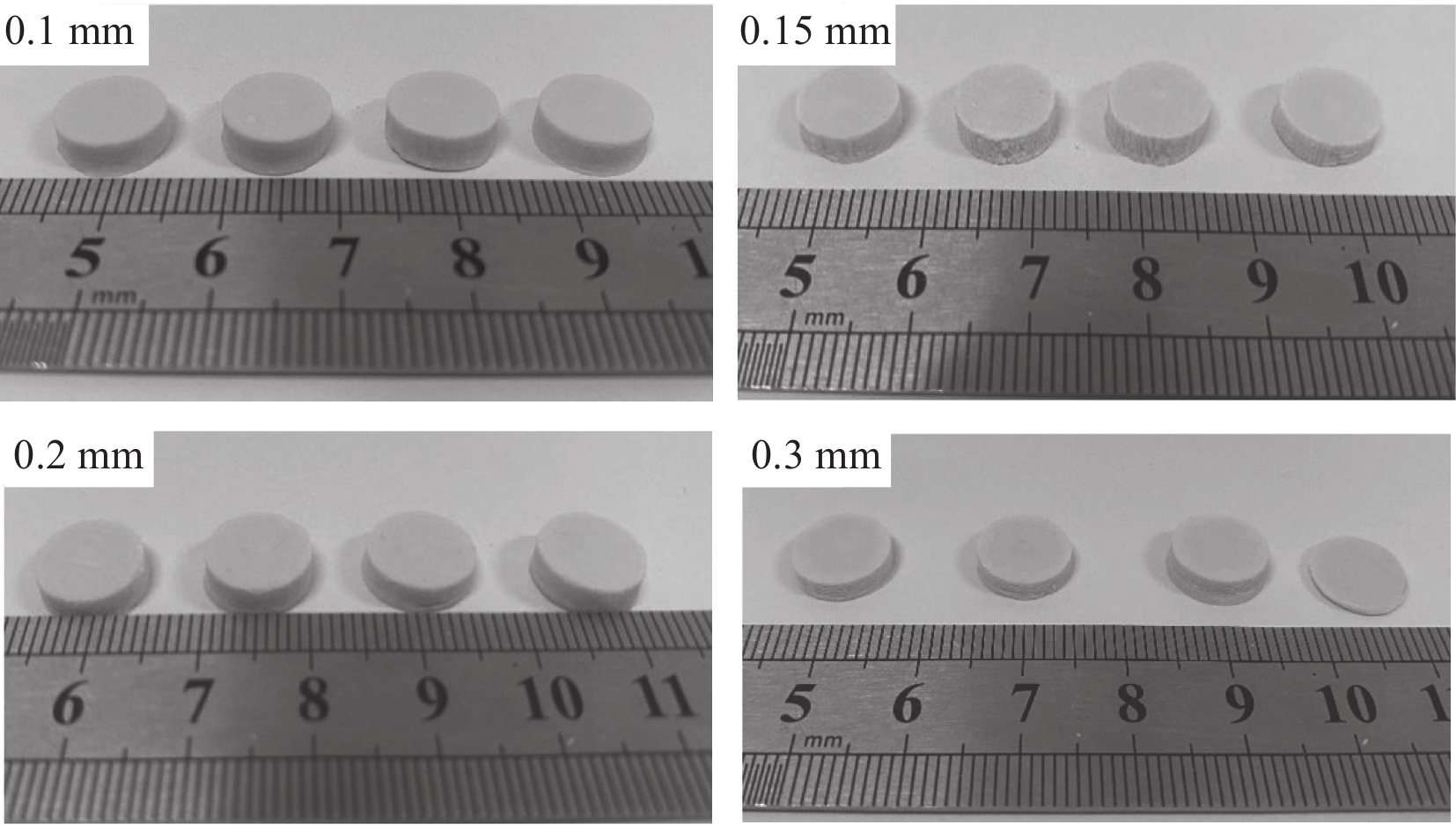
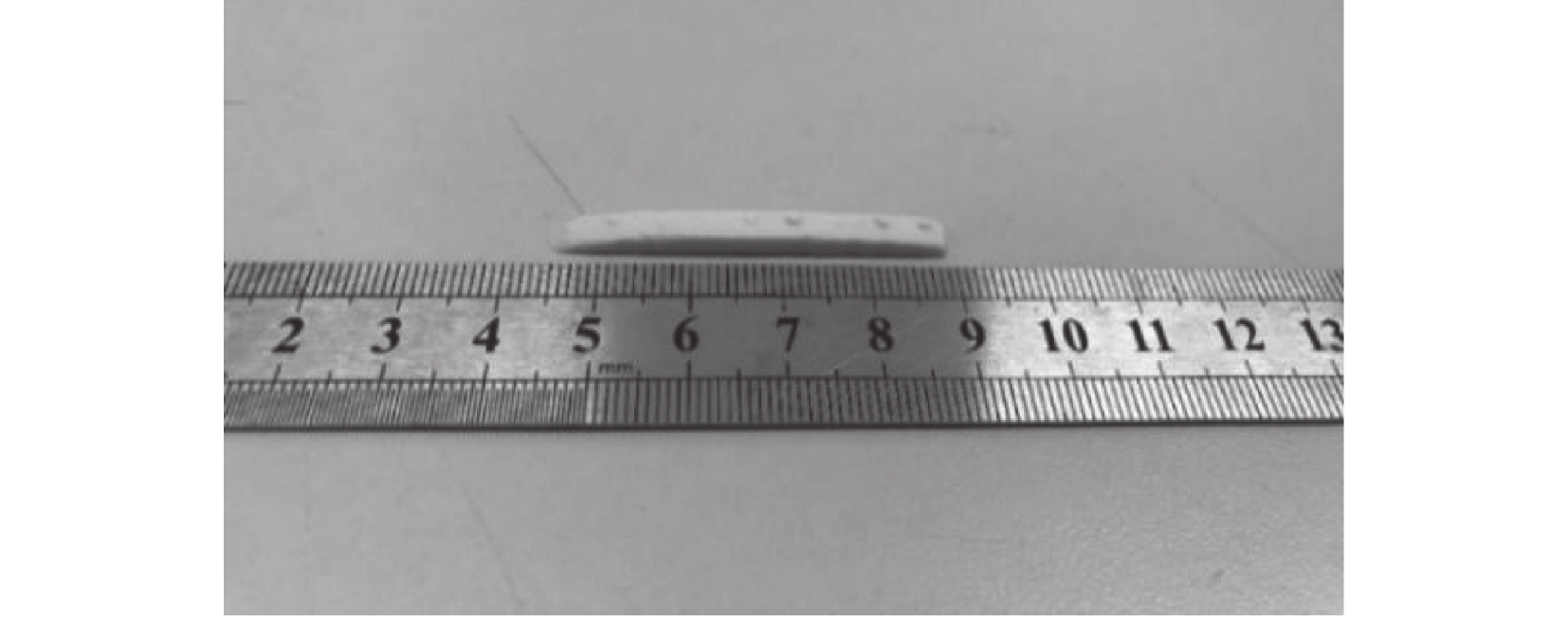
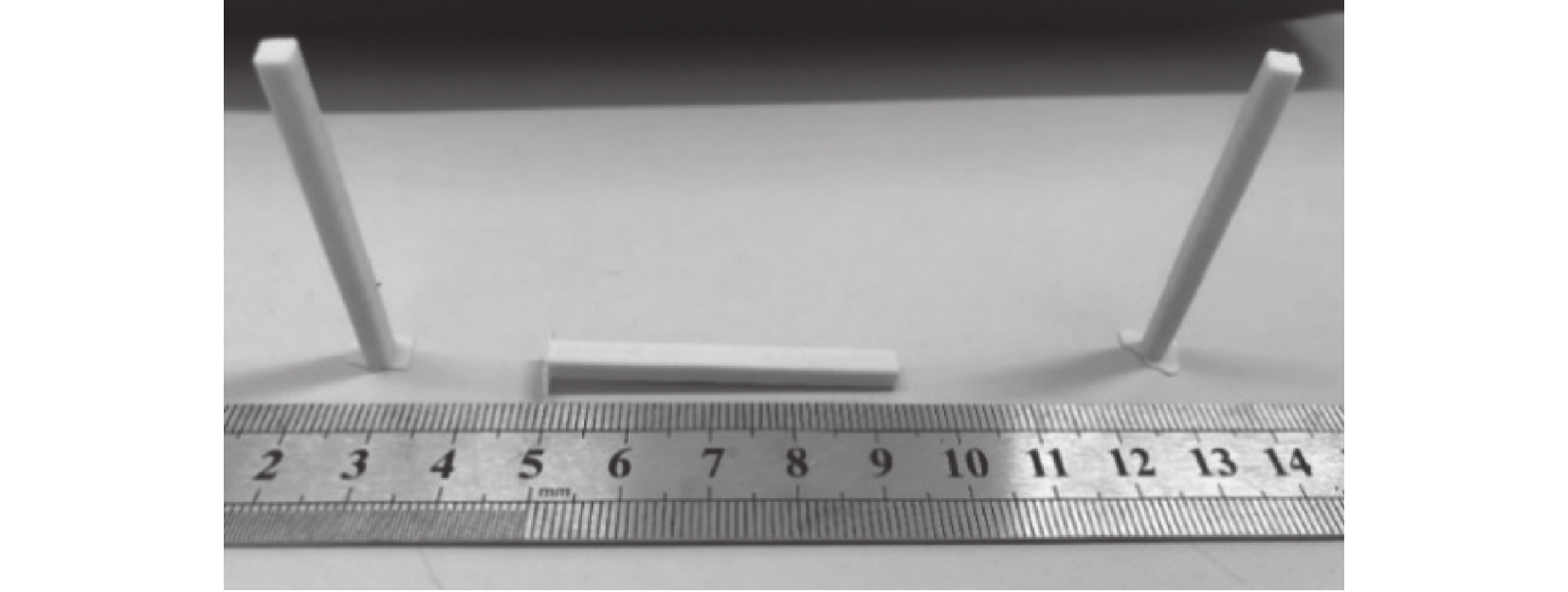
By integrating DLP light-curing technology with the investment casting process, a synergistic approach harnessing the strengths of both methods becomes achievable. A specialized light-curing apparatus, tailored for ceramic paste printing, has been engineered. The development process prioritized the configuration of essential DLP light-curing parameters: exposure time, exposure layer thickness, and exposure intensity. This involved meticulous selection of suitable light-curing printers and the strategic arrangement of components. Extensive design considerations culminated in the validation of optimal process parameters. Consequently, the equipment's optimal exposure time has been definitively established at 30-35 s, while the most effective printing exposure layer thickness stands at 0.1 mmm.
By integrating DLP light-curing technology with the investment casting process, a synergistic approach harnessing the strengths of both methods becomes achievable. A specialized light-curing apparatus, tailored for ceramic paste printing, has been engineered. The development process prioritized the configuration of essential DLP light-curing parameters: exposure time, exposure layer thickness, and exposure intensity. This involved meticulous selection of suitable light-curing printers and the strategic arrangement of components. Extensive design considerations culminated in the validation of optimal process parameters. Consequently, the equipment's optimal exposure time has been definitively established at 30-35 s, while the most effective printing exposure layer thickness stands at 0.1 mmm.
2024, (4): 119-124, 147.
doi: 10.19287/j.mtmt.1005-2402.2024.04.019
Abstract:
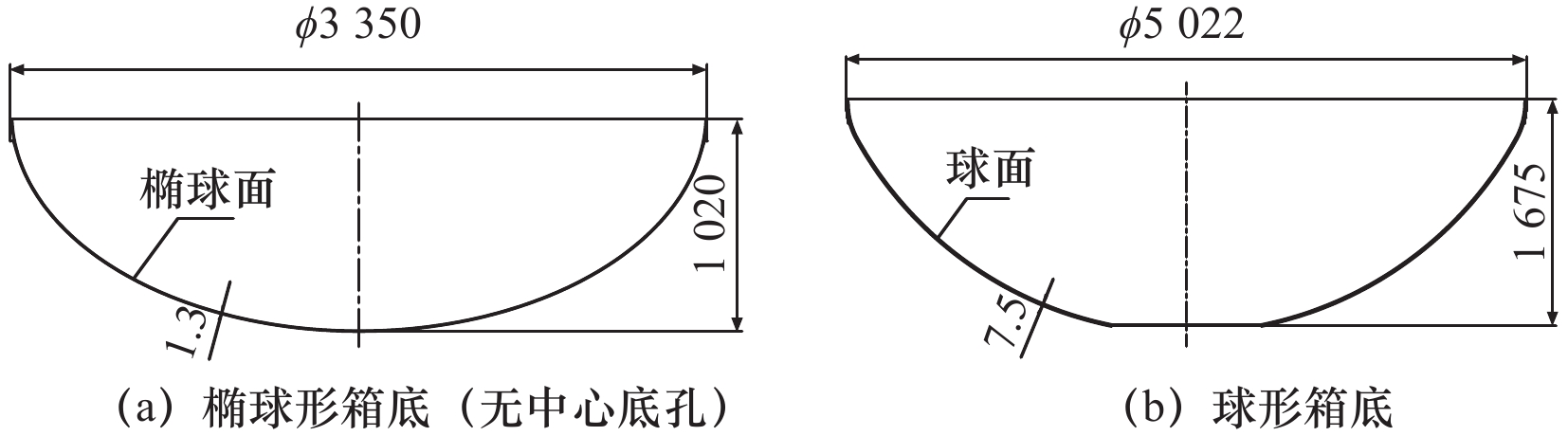
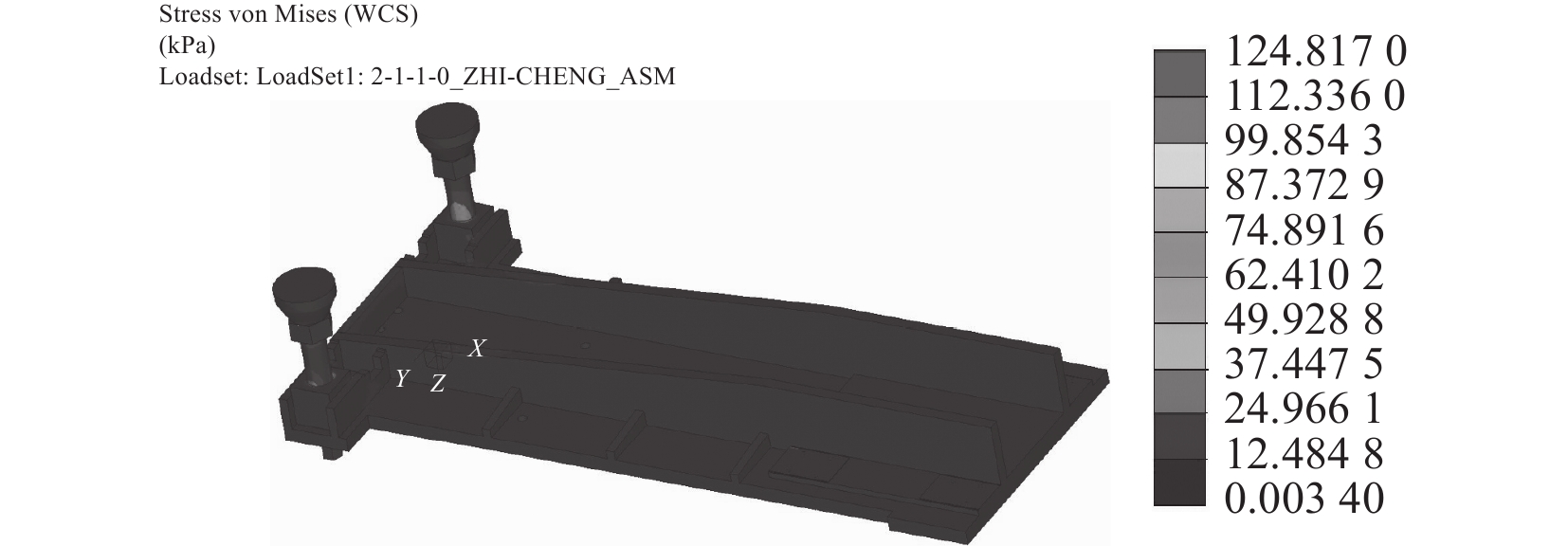
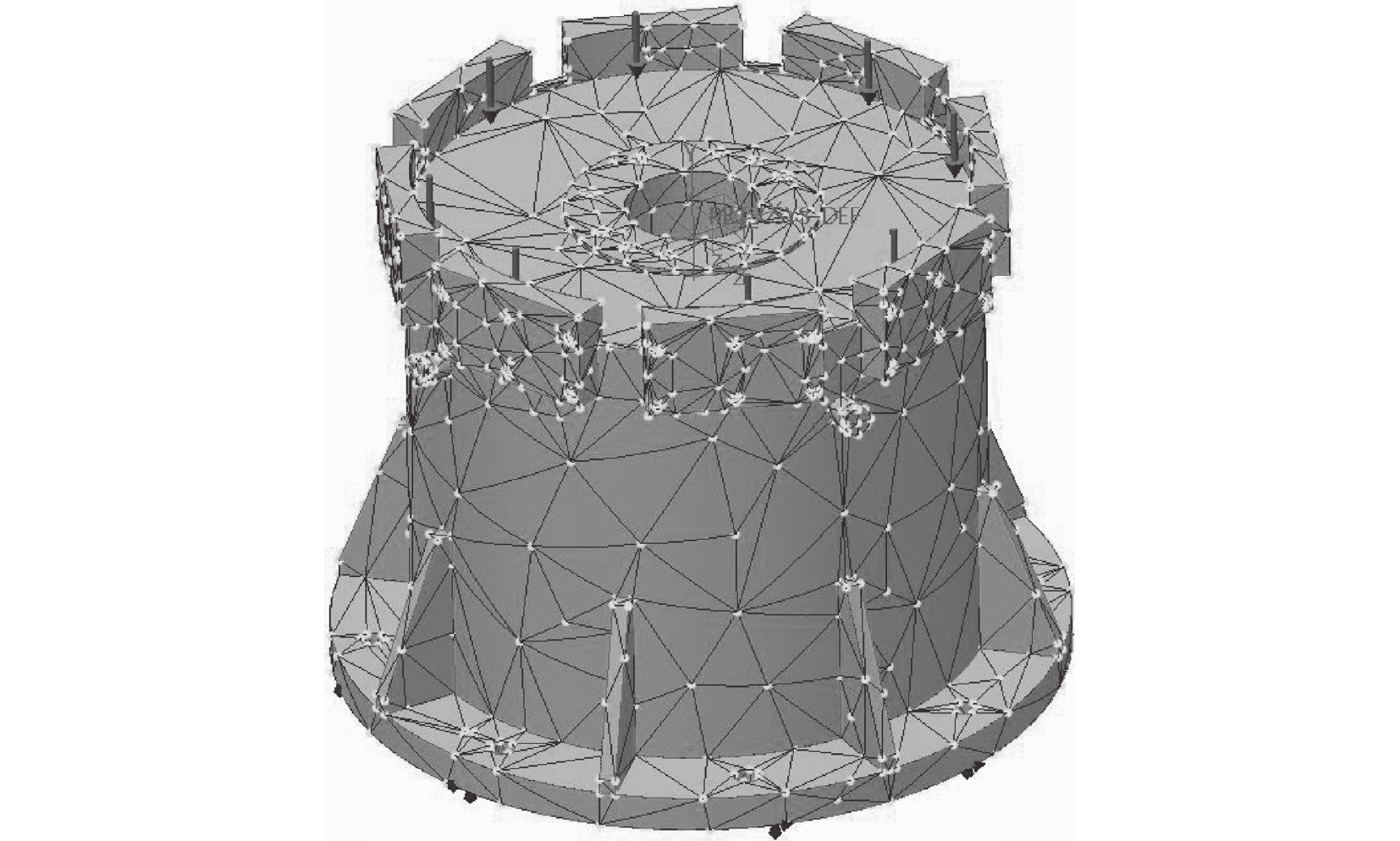
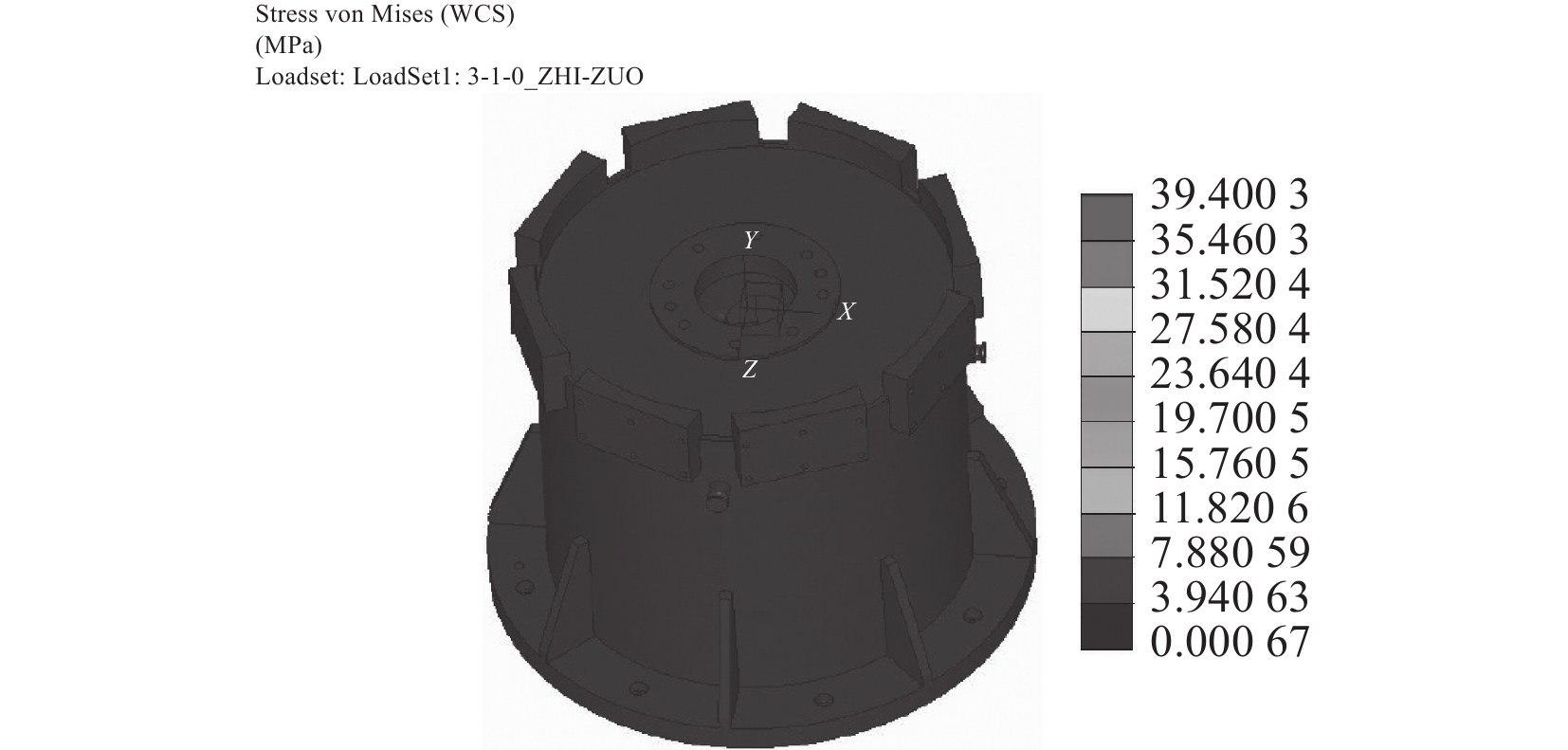
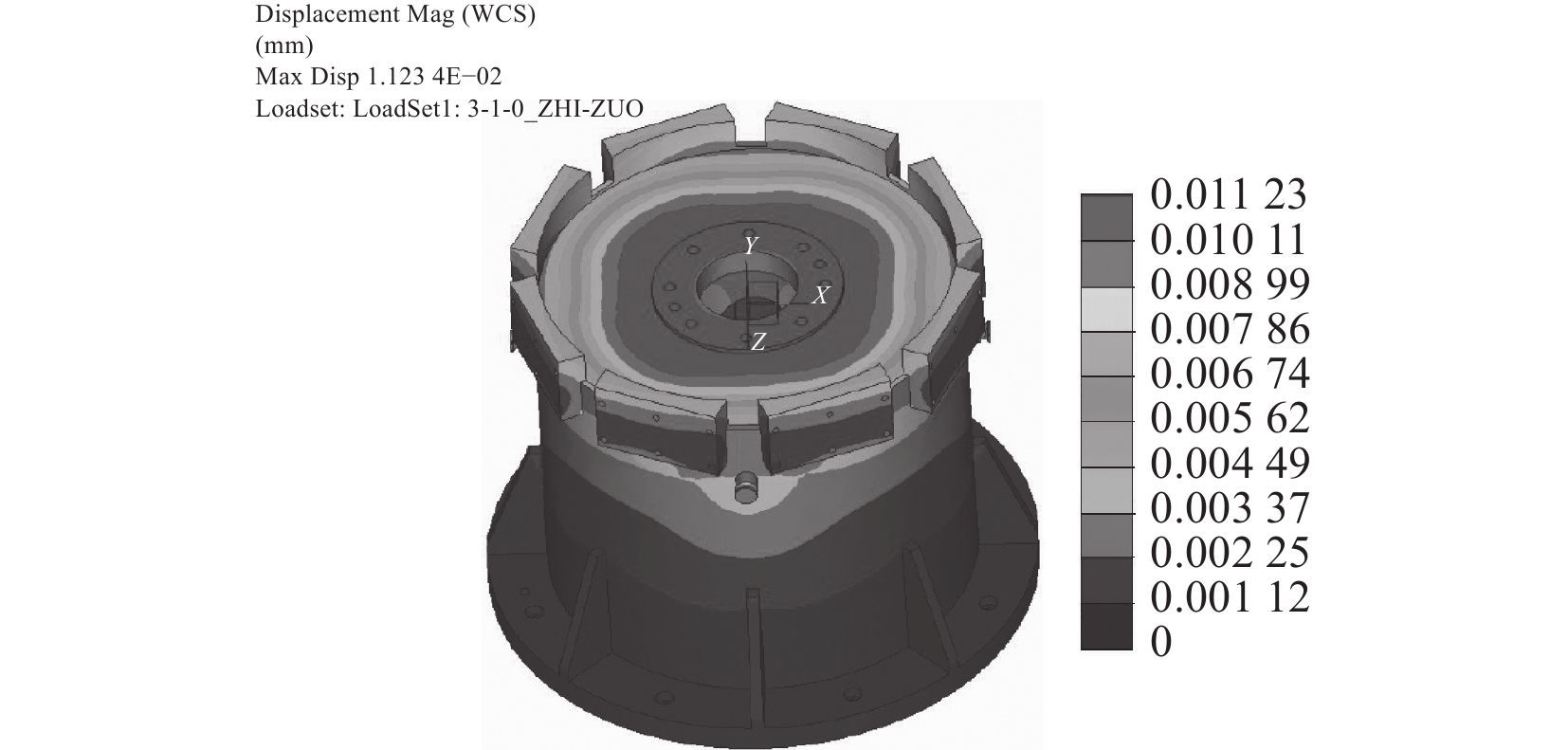
Based on the actual processing requirements of the overall forming box bottom, this paper designs a set of internal and external turning devices has been designed. The internal turning device can realize the processing needs of products with different diameters and heights, enhancing the adaptability and manufacturability of the tooling. The external turning device adopts a surface adsorption and compression method, which effectively controls machining deformation and greatly improves operating efficiency. This complete set of equipment effectively solves the problems of difficult positioning and clamping of the bottom of box without bottom holes, easy deformation during processing, poor adaptability of specialized tooling, and low processing efficiency.
Based on the actual processing requirements of the overall forming box bottom, this paper designs a set of internal and external turning devices has been designed. The internal turning device can realize the processing needs of products with different diameters and heights, enhancing the adaptability and manufacturability of the tooling. The external turning device adopts a surface adsorption and compression method, which effectively controls machining deformation and greatly improves operating efficiency. This complete set of equipment effectively solves the problems of difficult positioning and clamping of the bottom of box without bottom holes, easy deformation during processing, poor adaptability of specialized tooling, and low processing efficiency.





2024, (4): 125-131.
doi: 10.19287/j.mtmt.1005-2402.2024.04.020
Abstract:
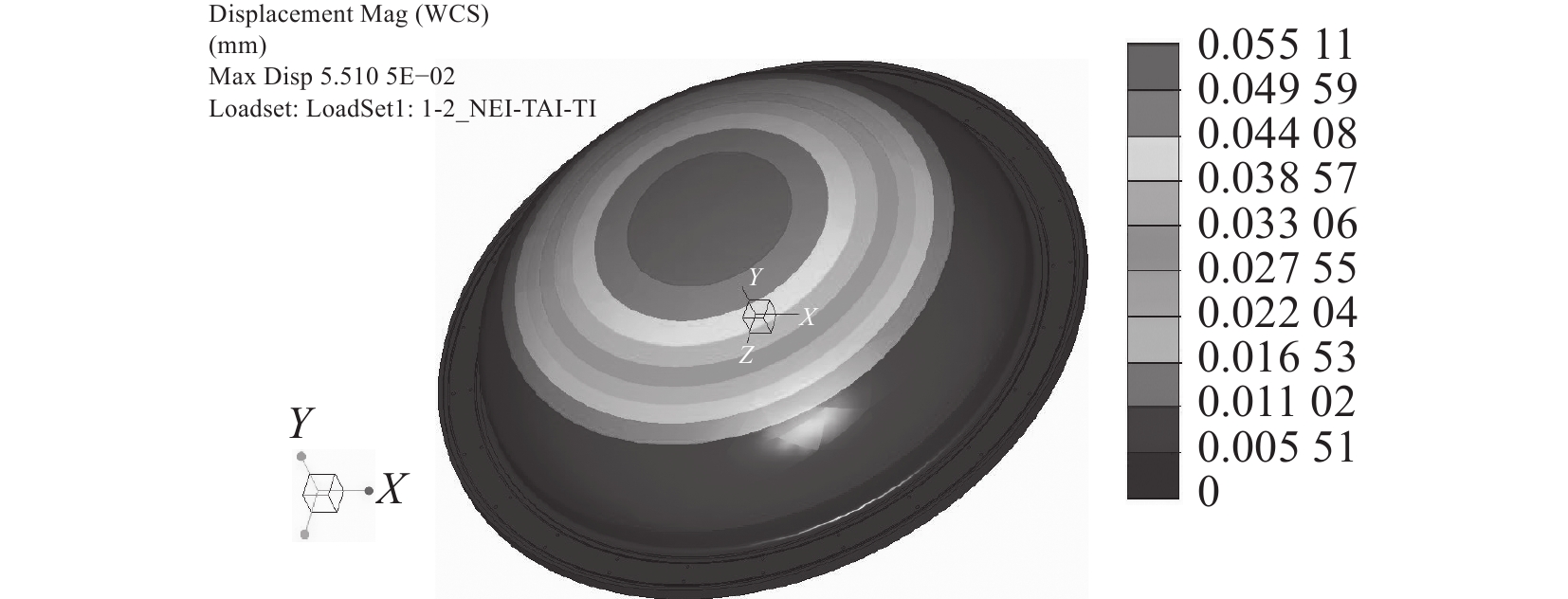
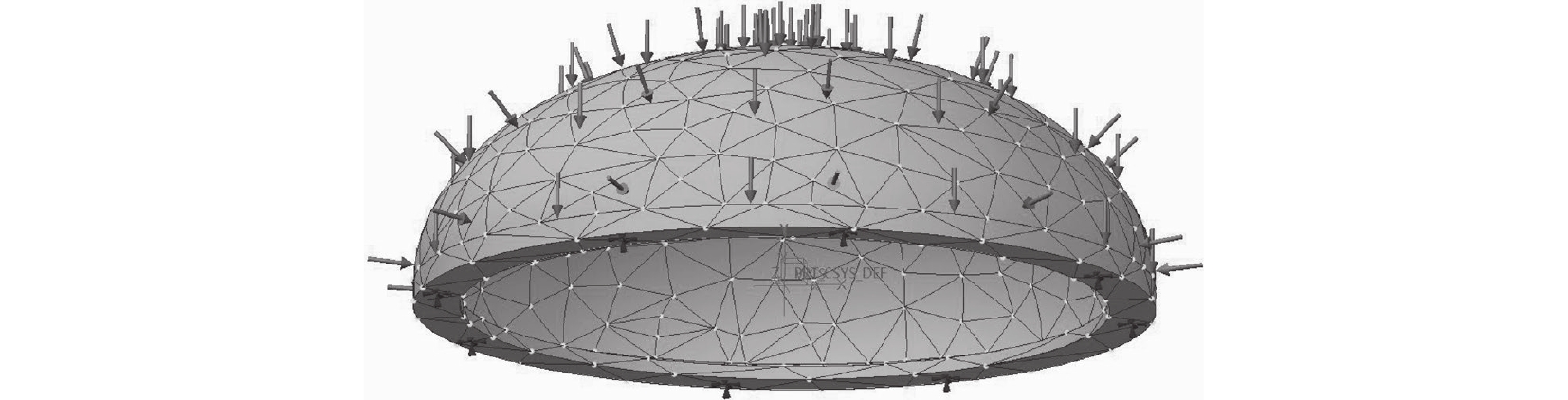
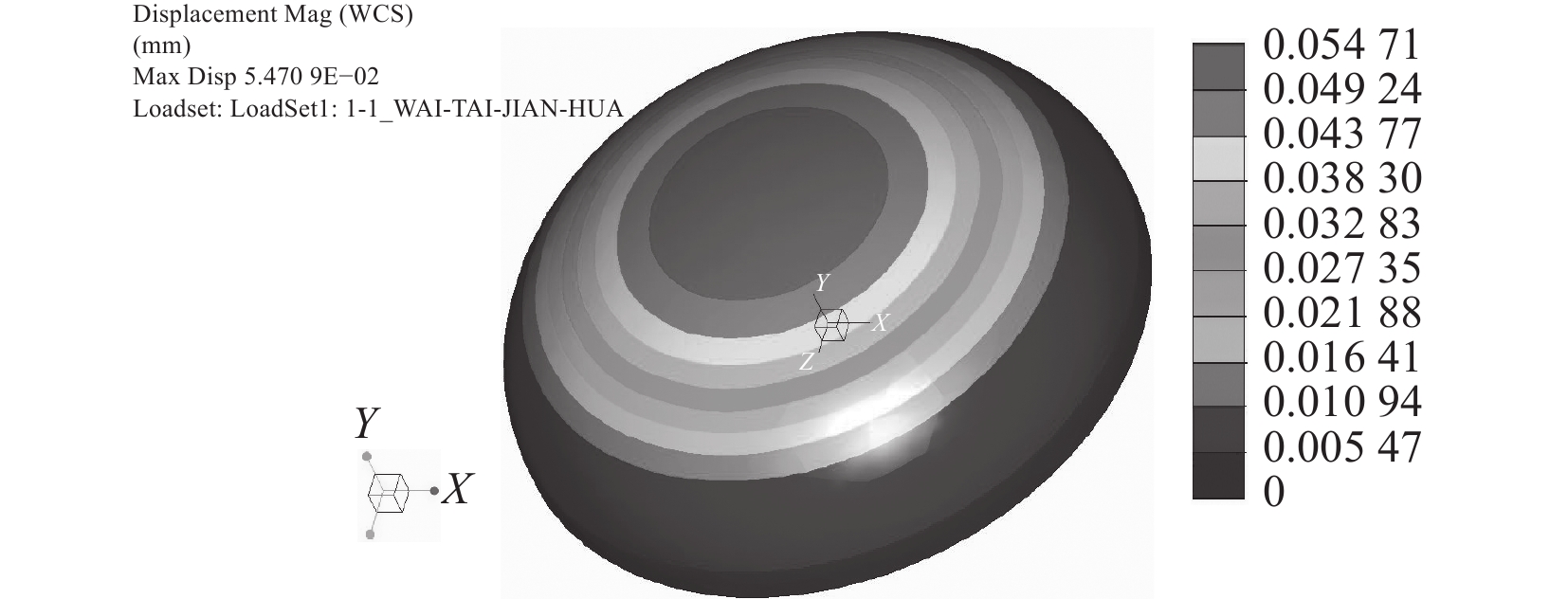
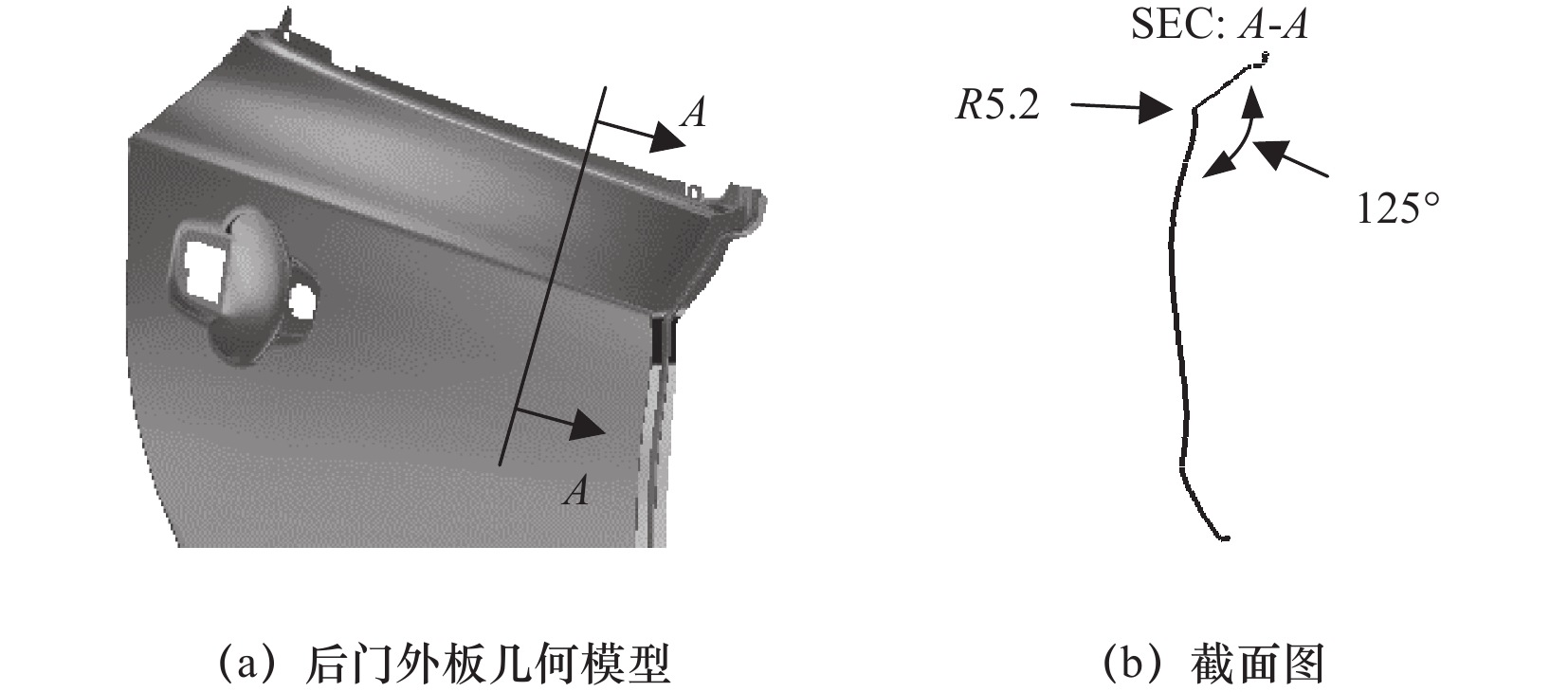
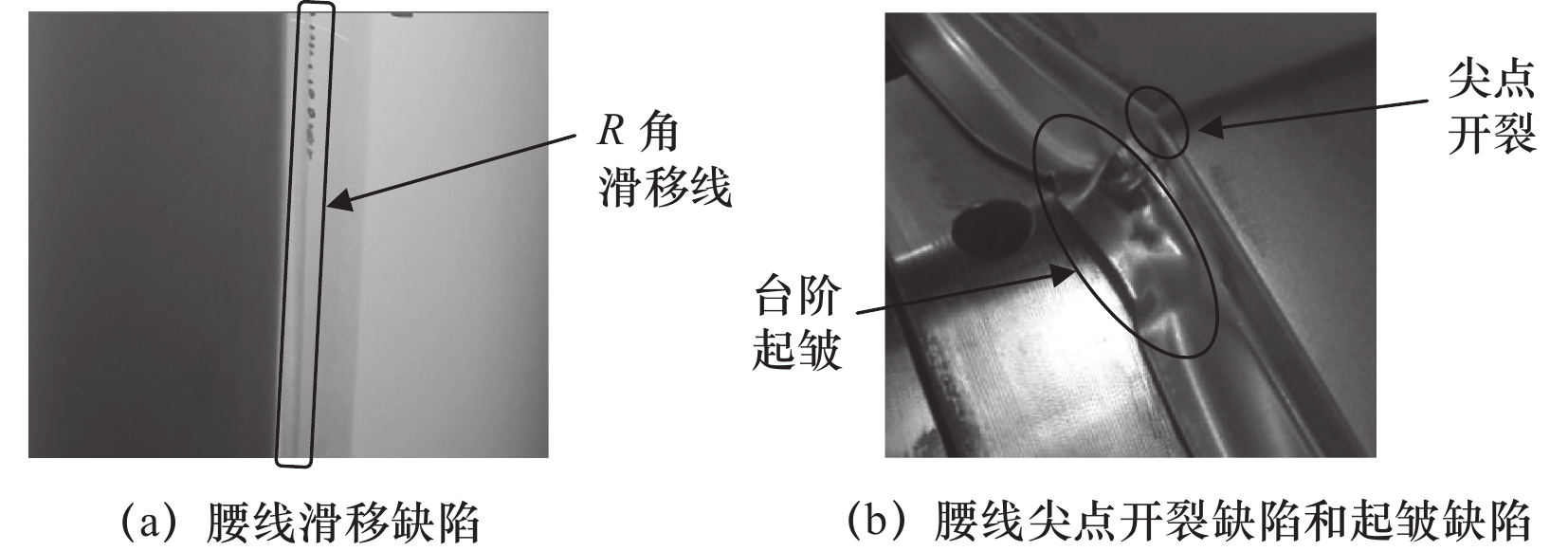
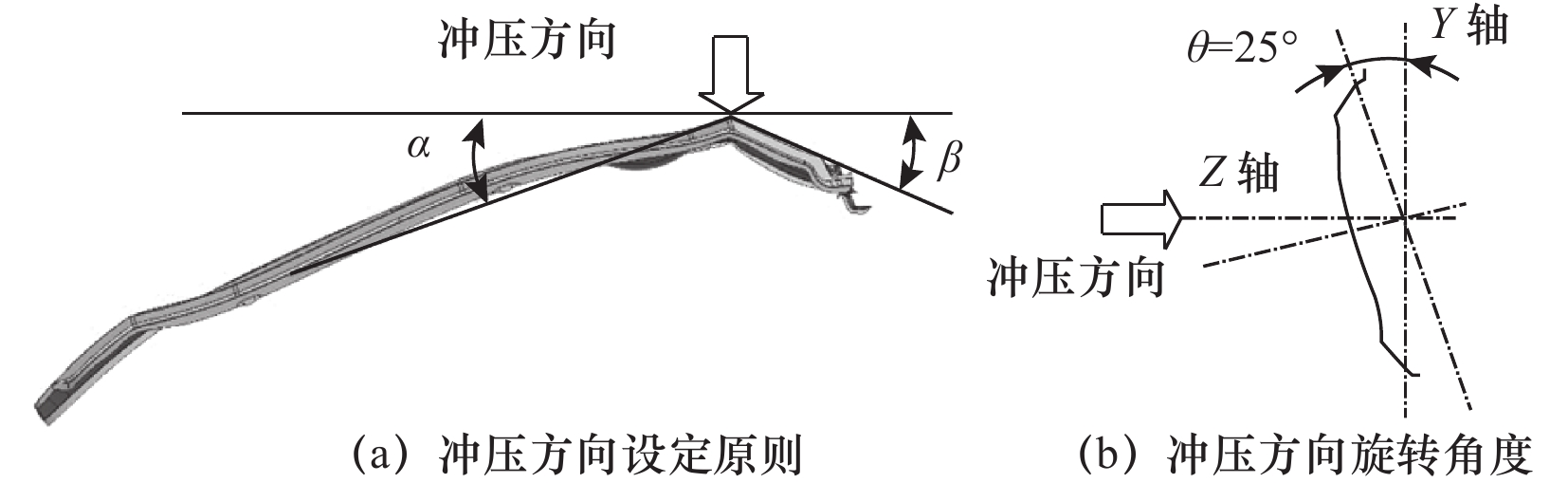
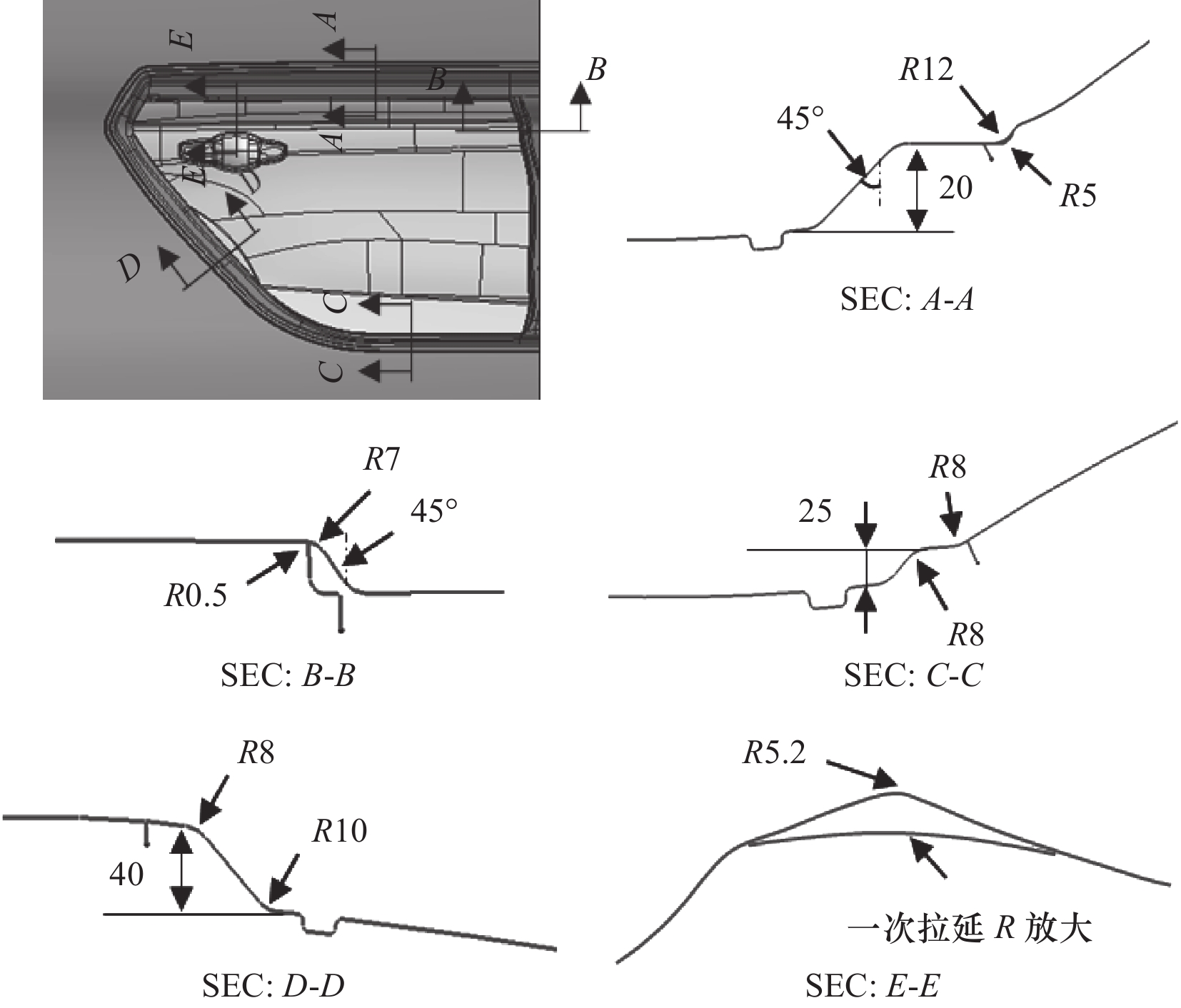
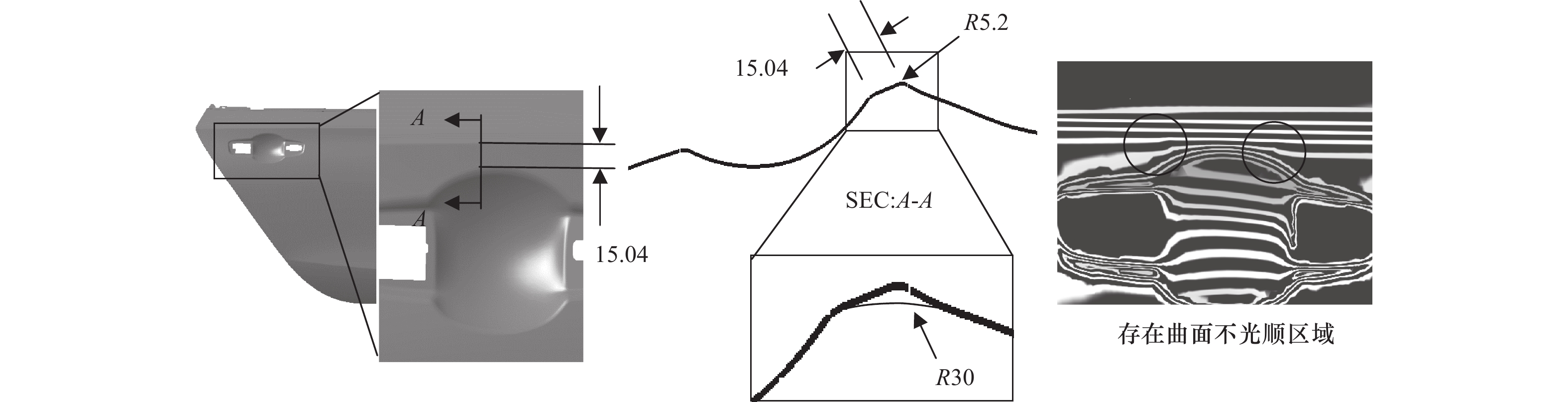
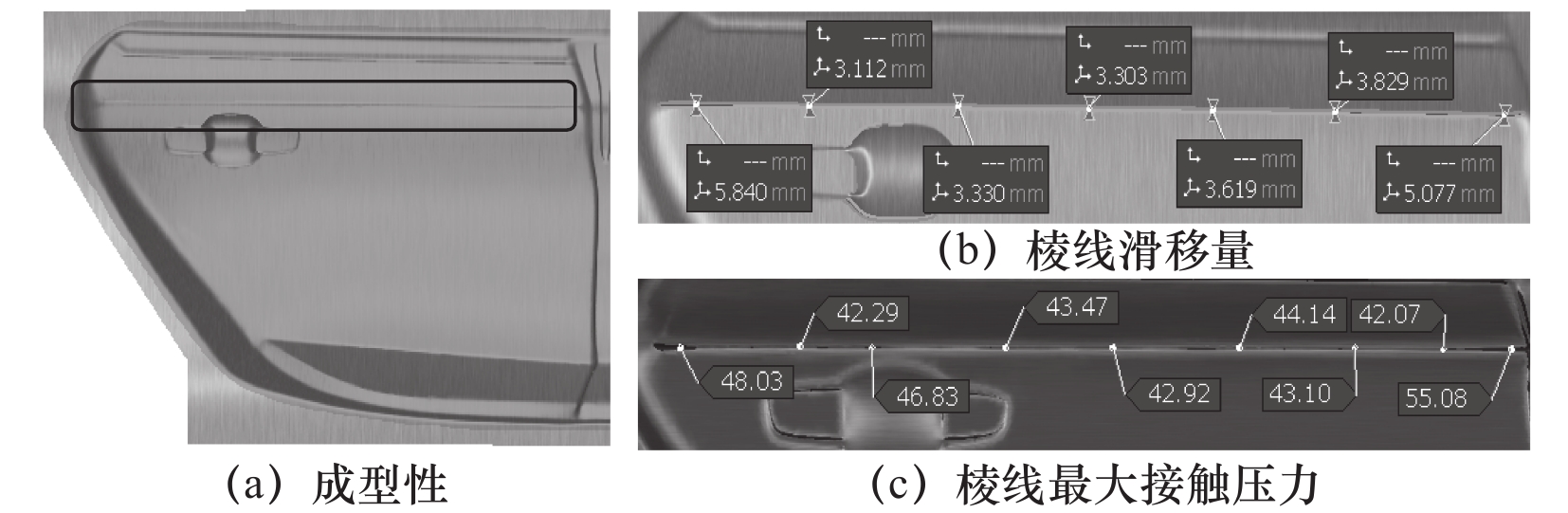
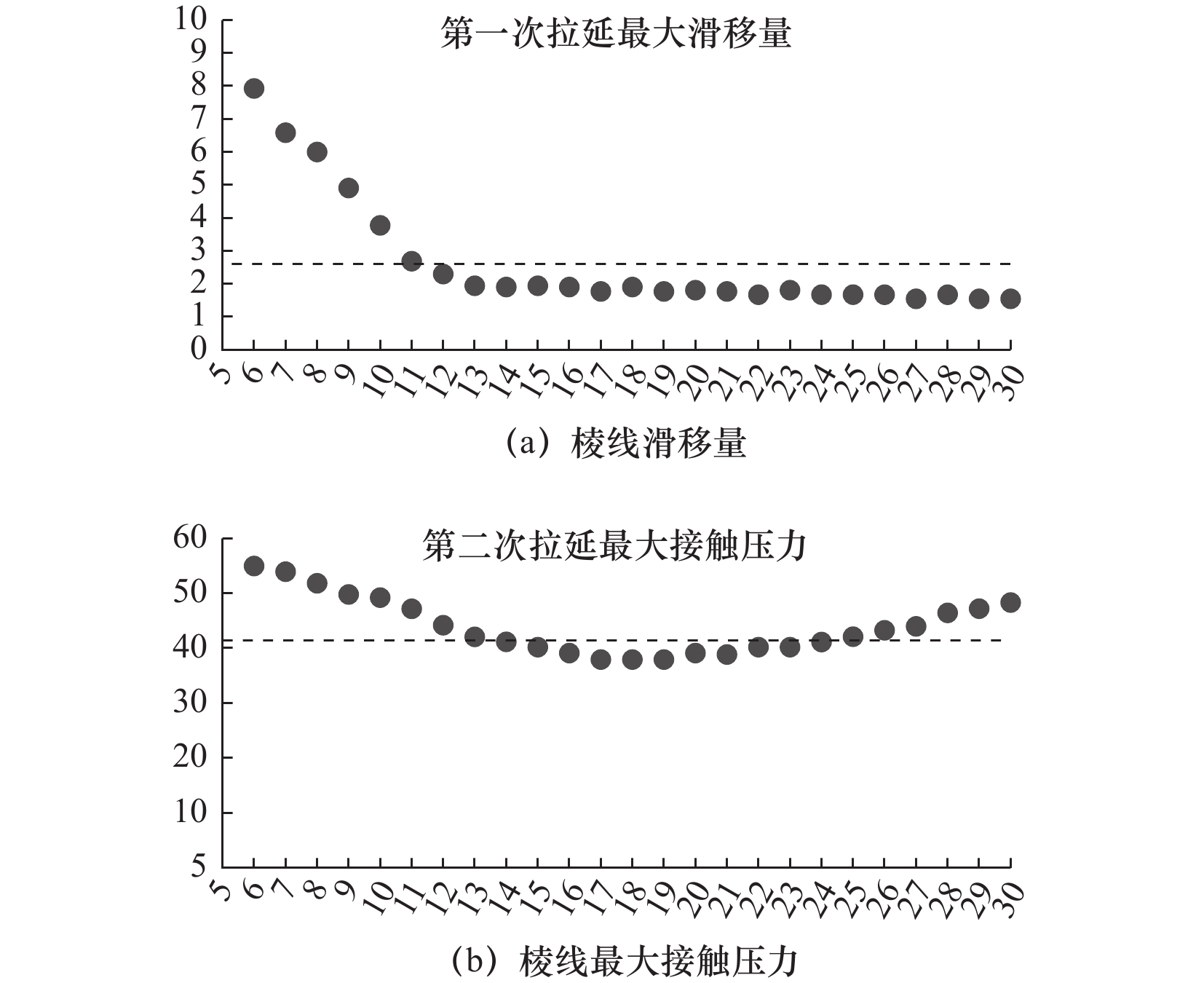
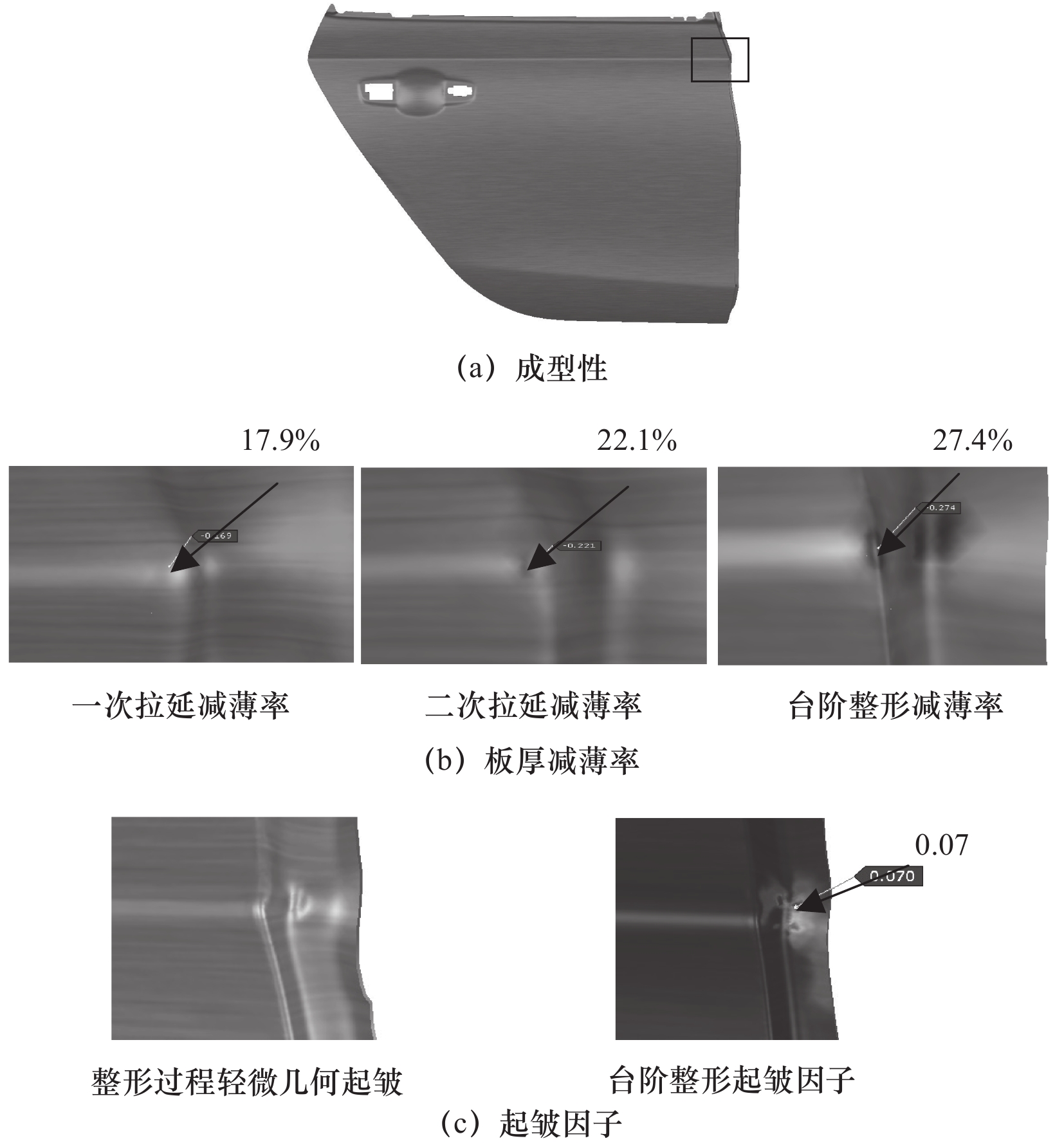
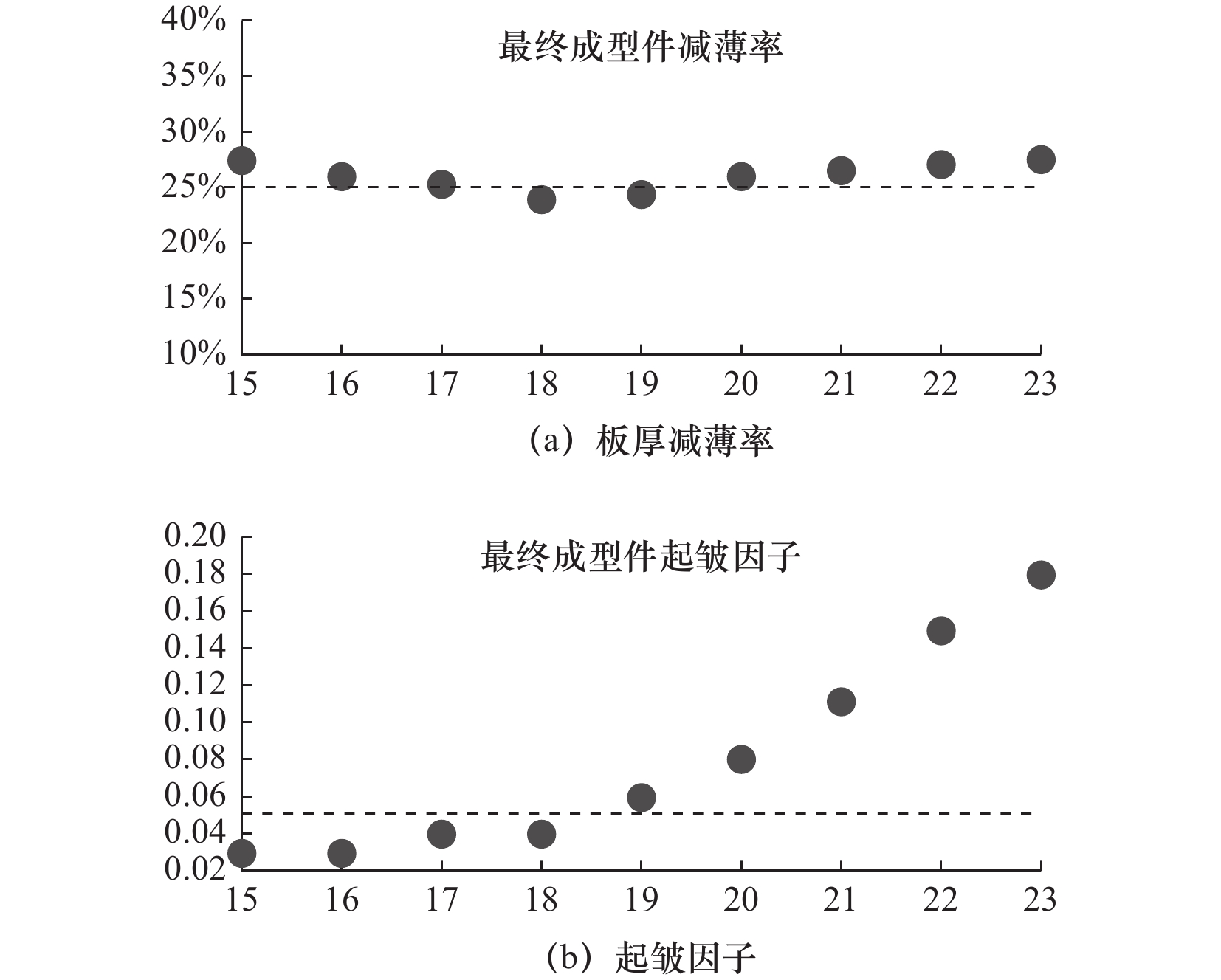
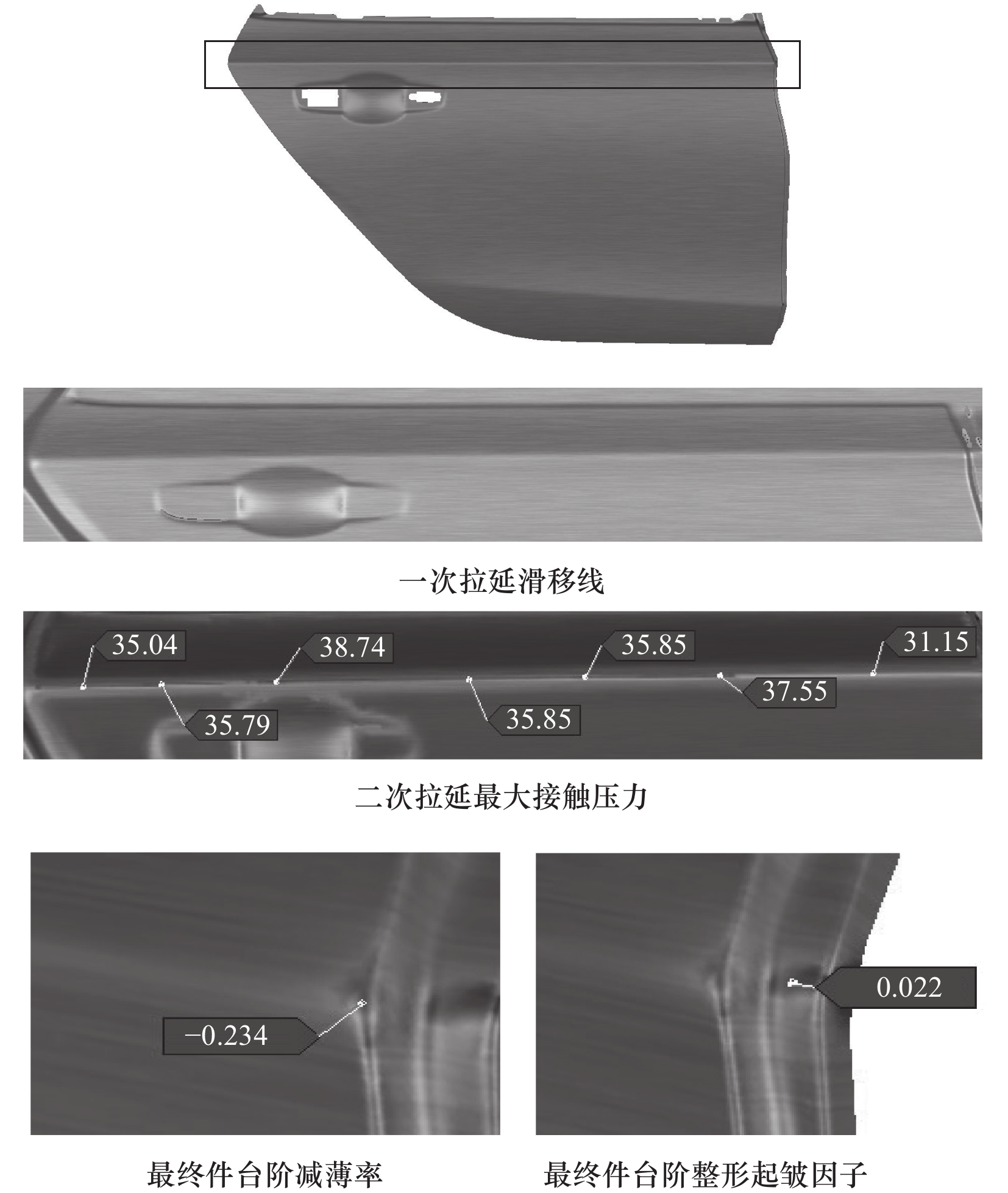
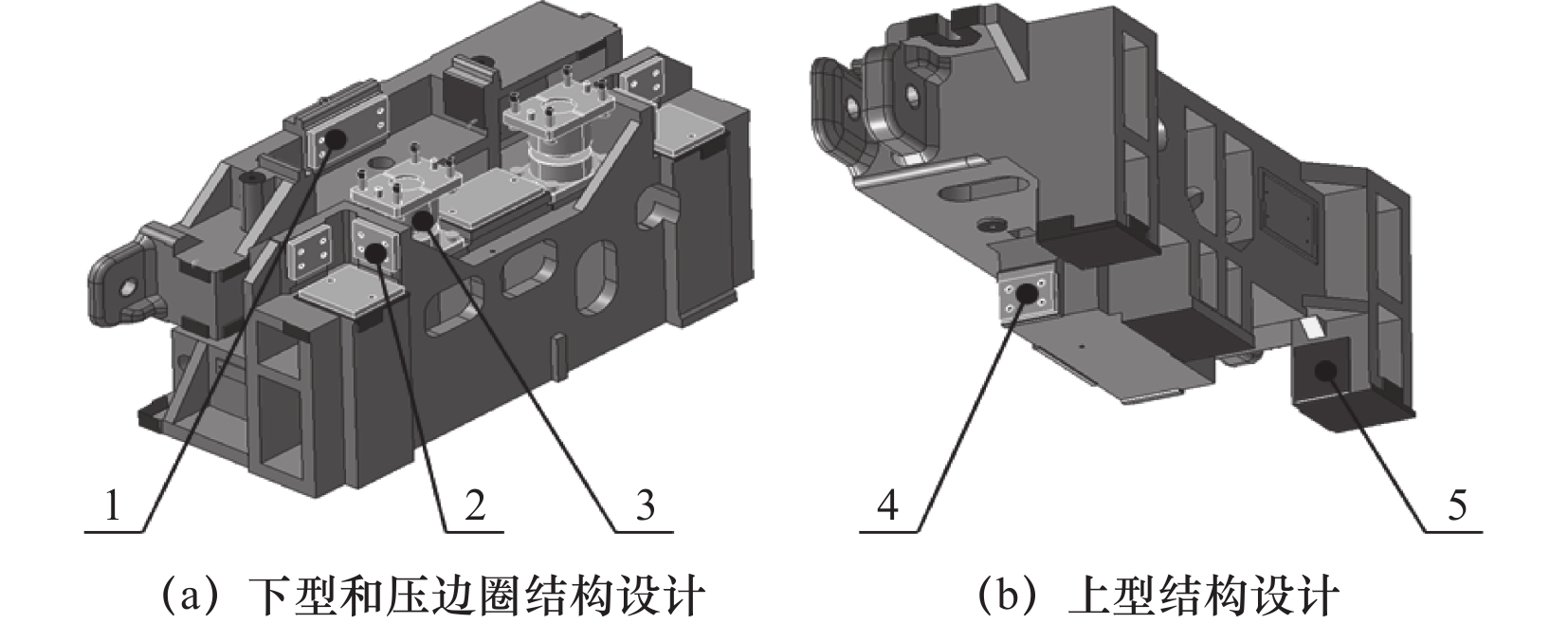
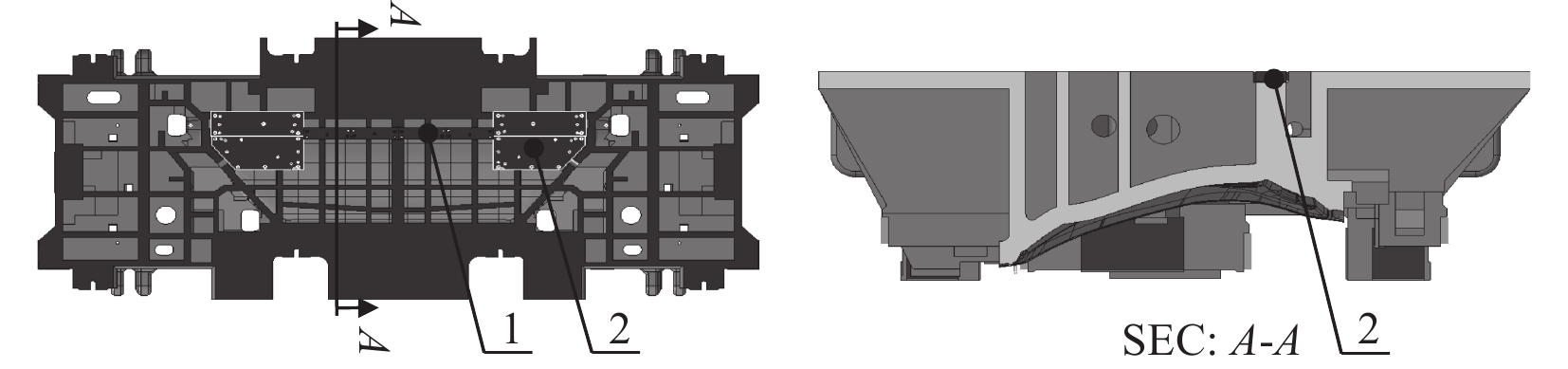
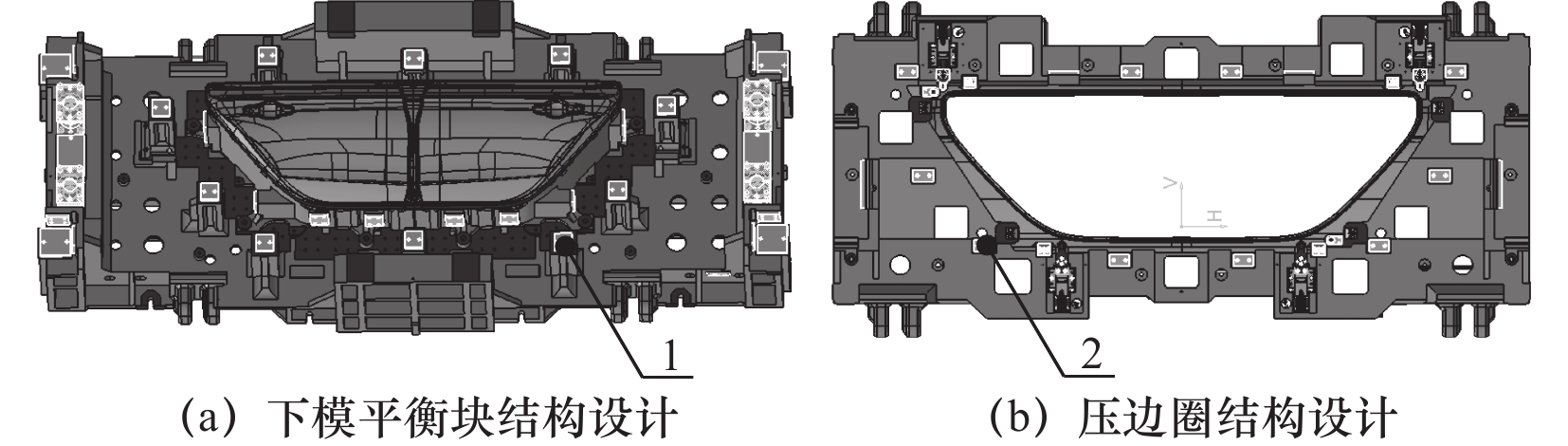
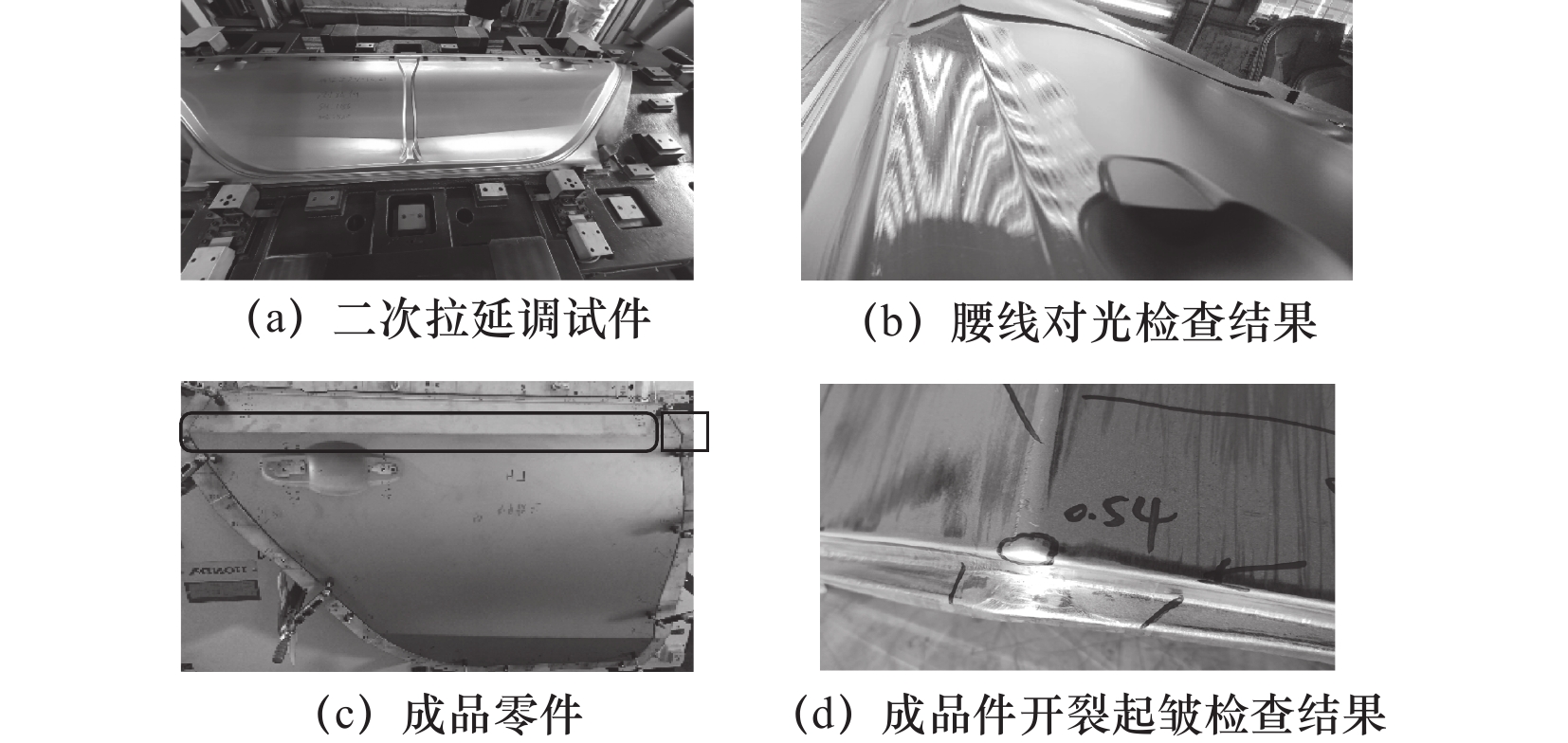
In order to solve the quality problem caused by the sharpening of the waist line, taking the rear door outer panel as the research object, the paper develops the simulation of the double drawing of the waist line and the optimization design of the stamping die structure were carried out. In the design stage, the product forming process is numerically simulated. Through optimizing the stamping process by optimizing the stamping direction and the double drawing of the waistline, the quality problems of the front end of the waistline cracking and wrinkling and the slip line were solved. In the structural design of the stamping die, the gap between the upper and lower surfaces of the die is stable by adding double guide, pad block and balance block, etc., and the quality problems such as slip line caused by insufficient precision of the tooling are avoided. Finally, the process plan was used for mold manufacturing, and simulation results were used to guide physical debugging, resulting in qualified parts without cracking, wrinkling, and waistline slip within the benchmark. Research has shown that the secondary stretching scheme of the rear door outer panel can achieve industrial application of sharp waistline on the rear door outer panel.
In order to solve the quality problem caused by the sharpening of the waist line, taking the rear door outer panel as the research object, the paper develops the simulation of the double drawing of the waist line and the optimization design of the stamping die structure were carried out. In the design stage, the product forming process is numerically simulated. Through optimizing the stamping process by optimizing the stamping direction and the double drawing of the waistline, the quality problems of the front end of the waistline cracking and wrinkling and the slip line were solved. In the structural design of the stamping die, the gap between the upper and lower surfaces of the die is stable by adding double guide, pad block and balance block, etc., and the quality problems such as slip line caused by insufficient precision of the tooling are avoided. Finally, the process plan was used for mold manufacturing, and simulation results were used to guide physical debugging, resulting in qualified parts without cracking, wrinkling, and waistline slip within the benchmark. Research has shown that the secondary stretching scheme of the rear door outer panel can achieve industrial application of sharp waistline on the rear door outer panel.
2024, (4): 132-139.
doi: 10.19287/j.mtmt.1005-2402.2024.04.021
Abstract:
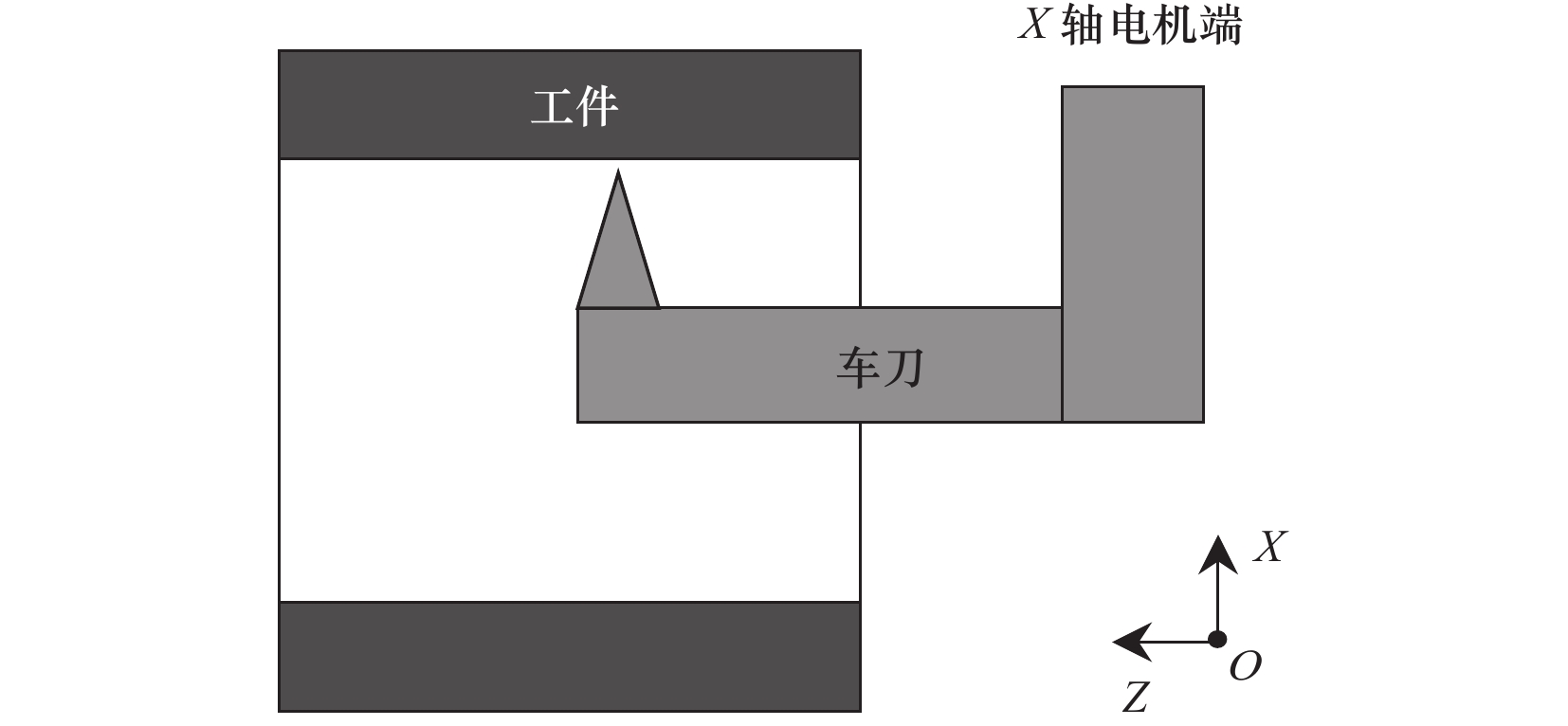
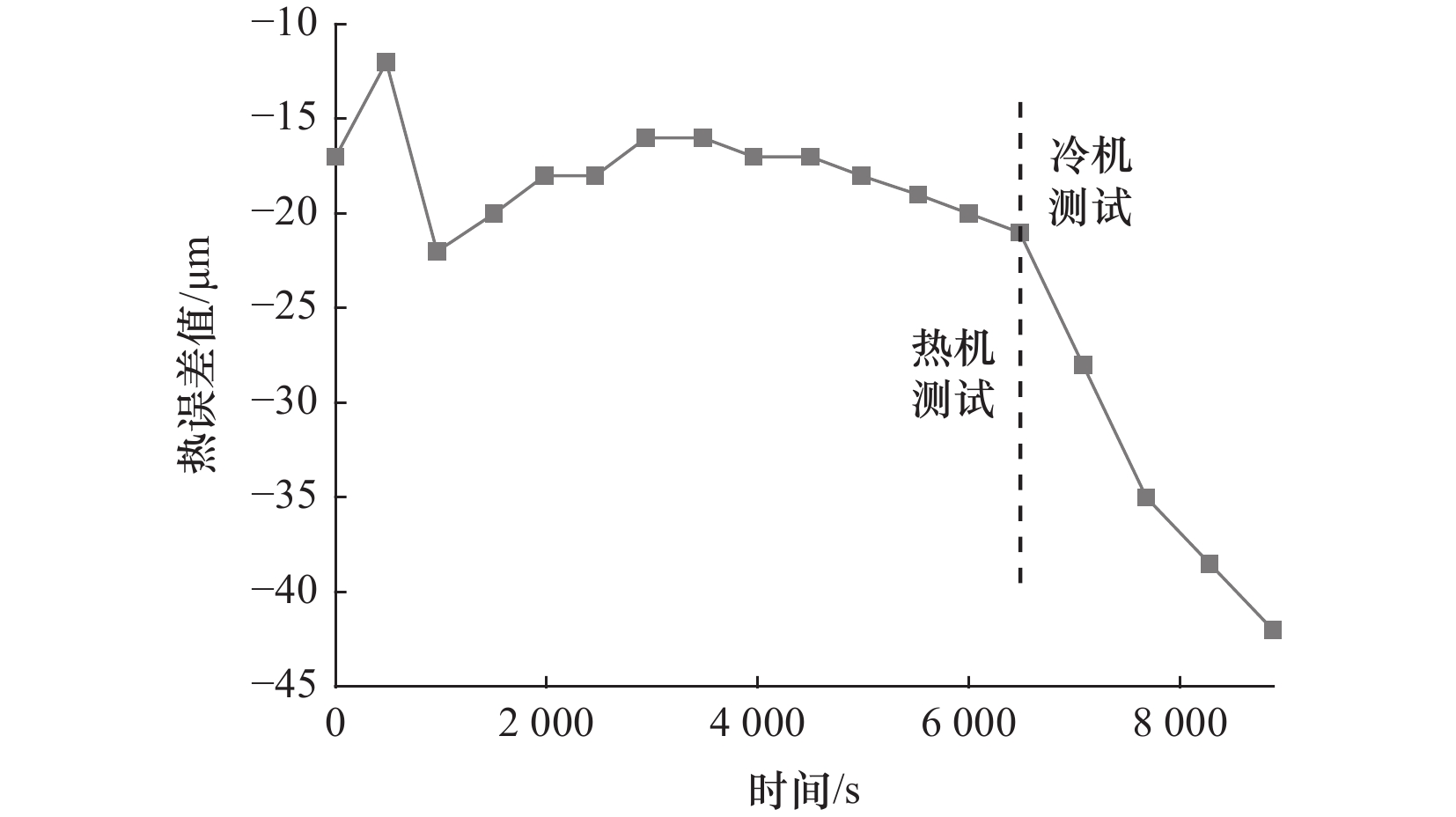
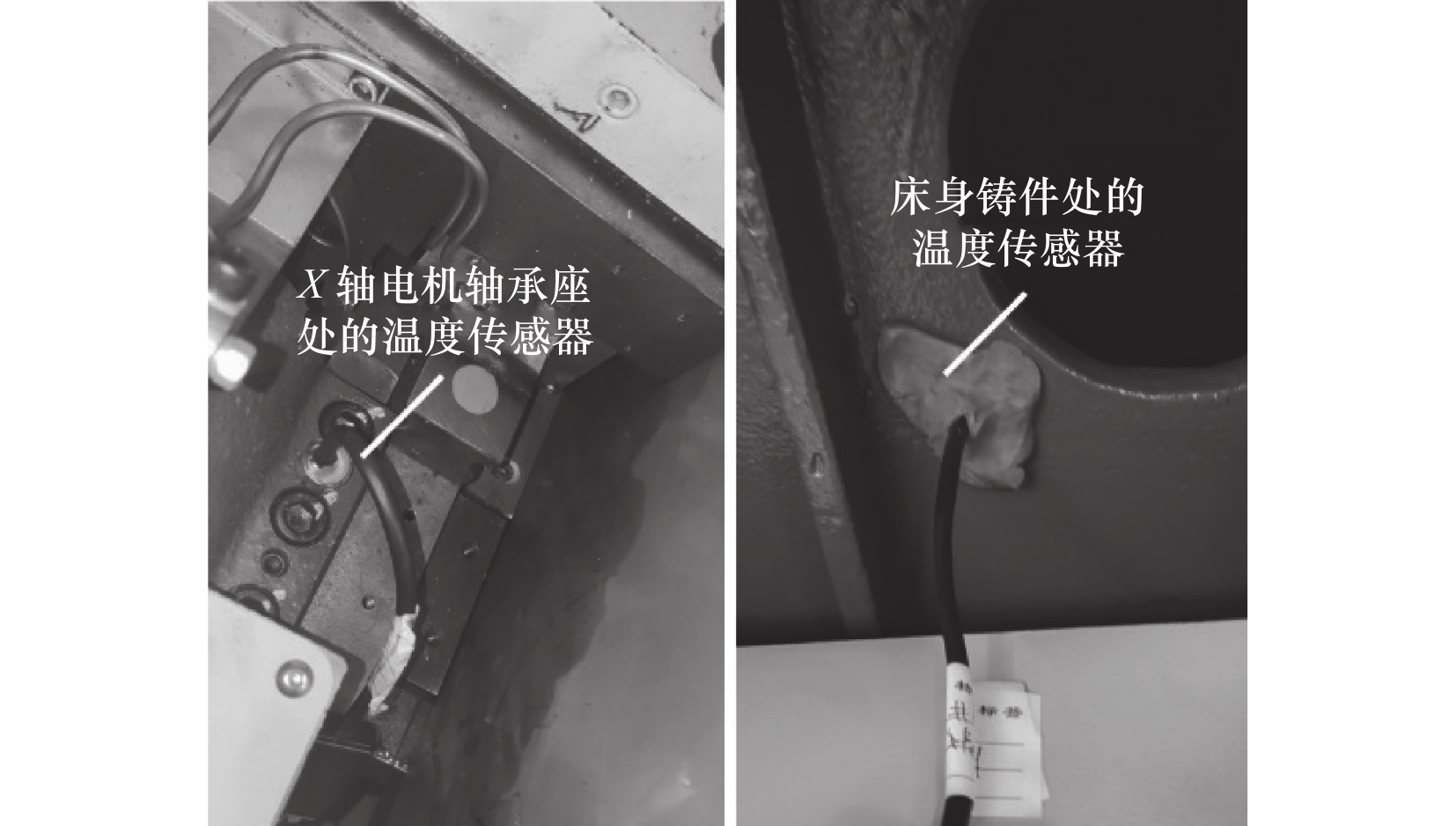
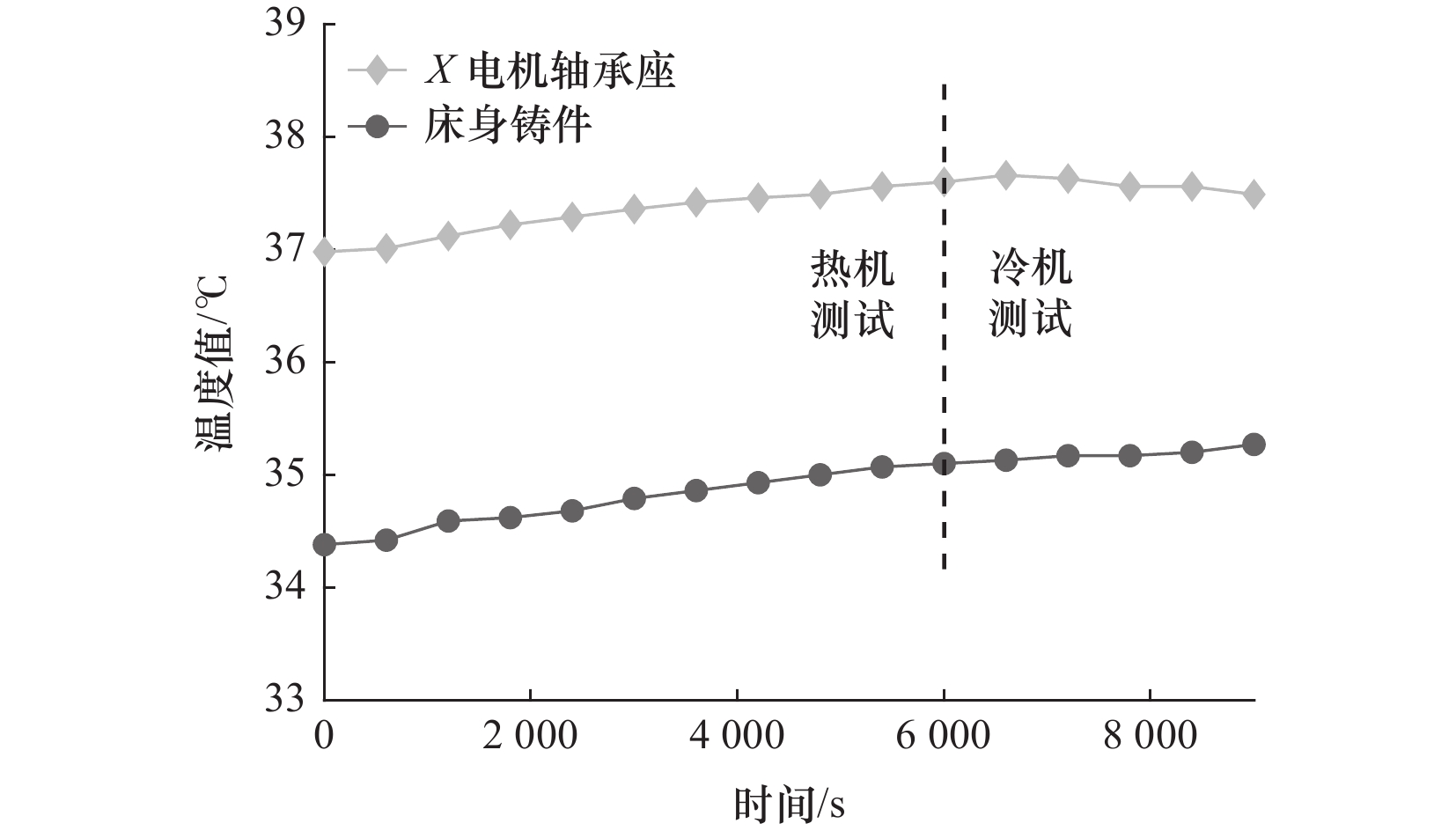
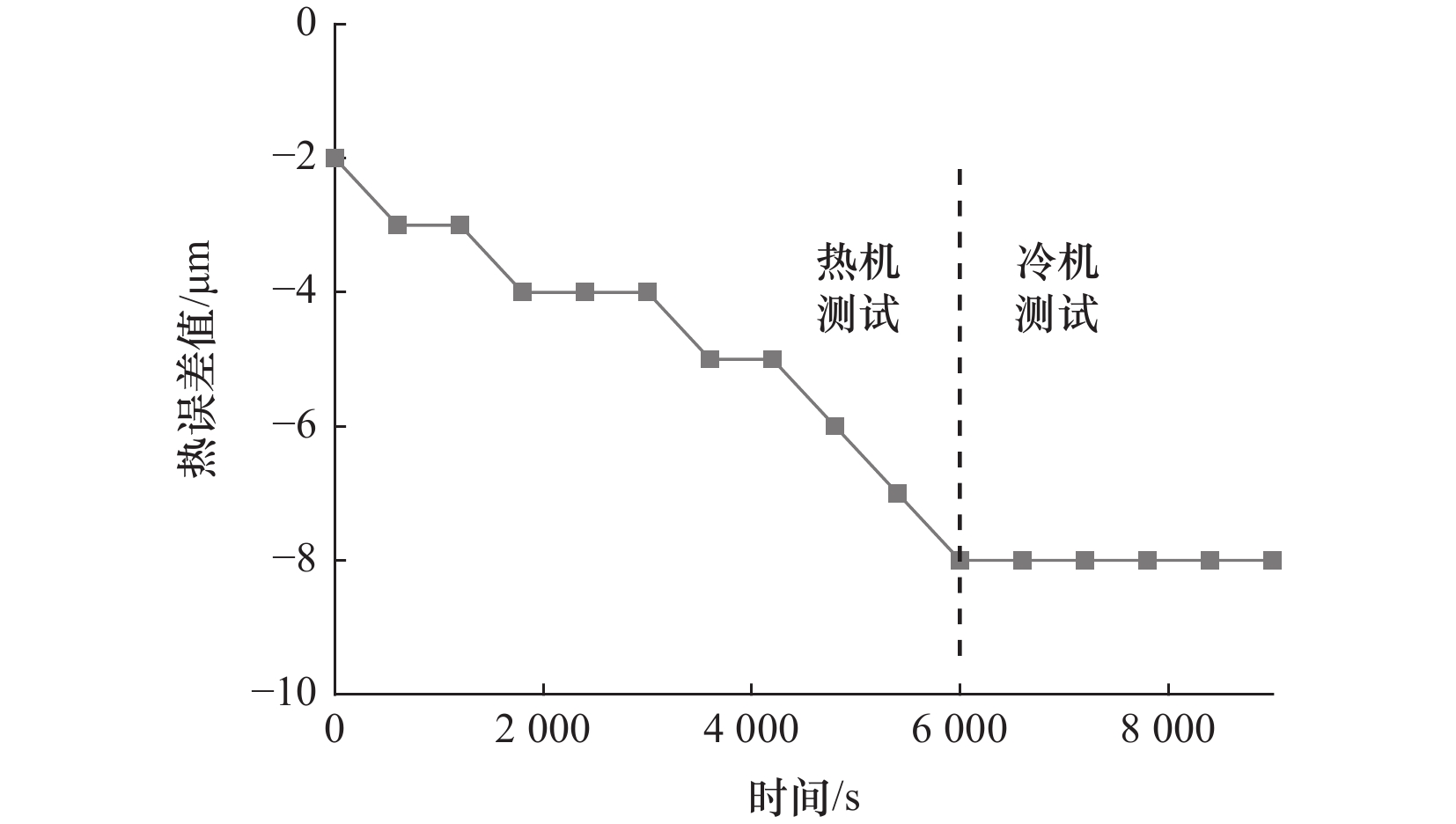
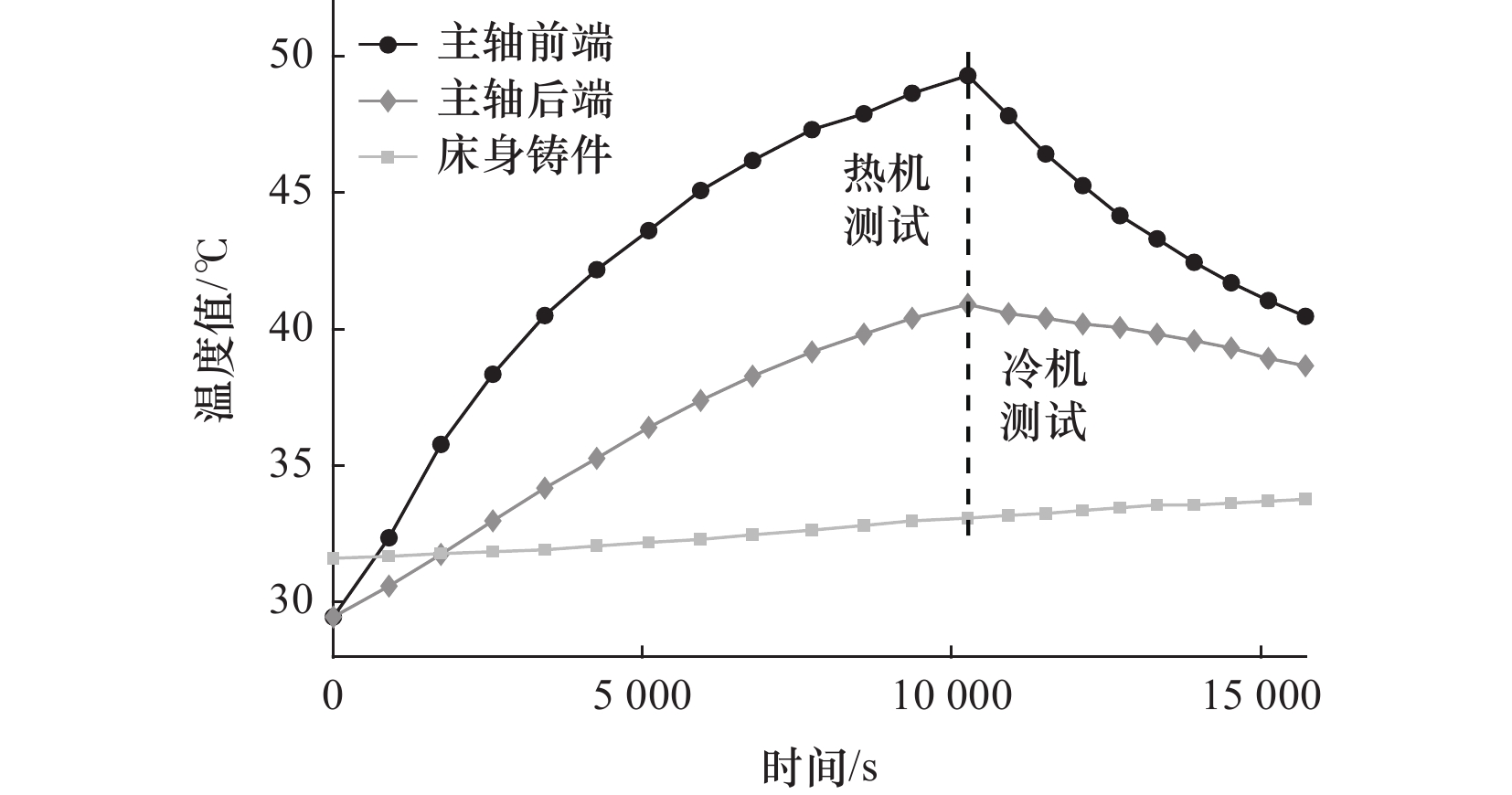
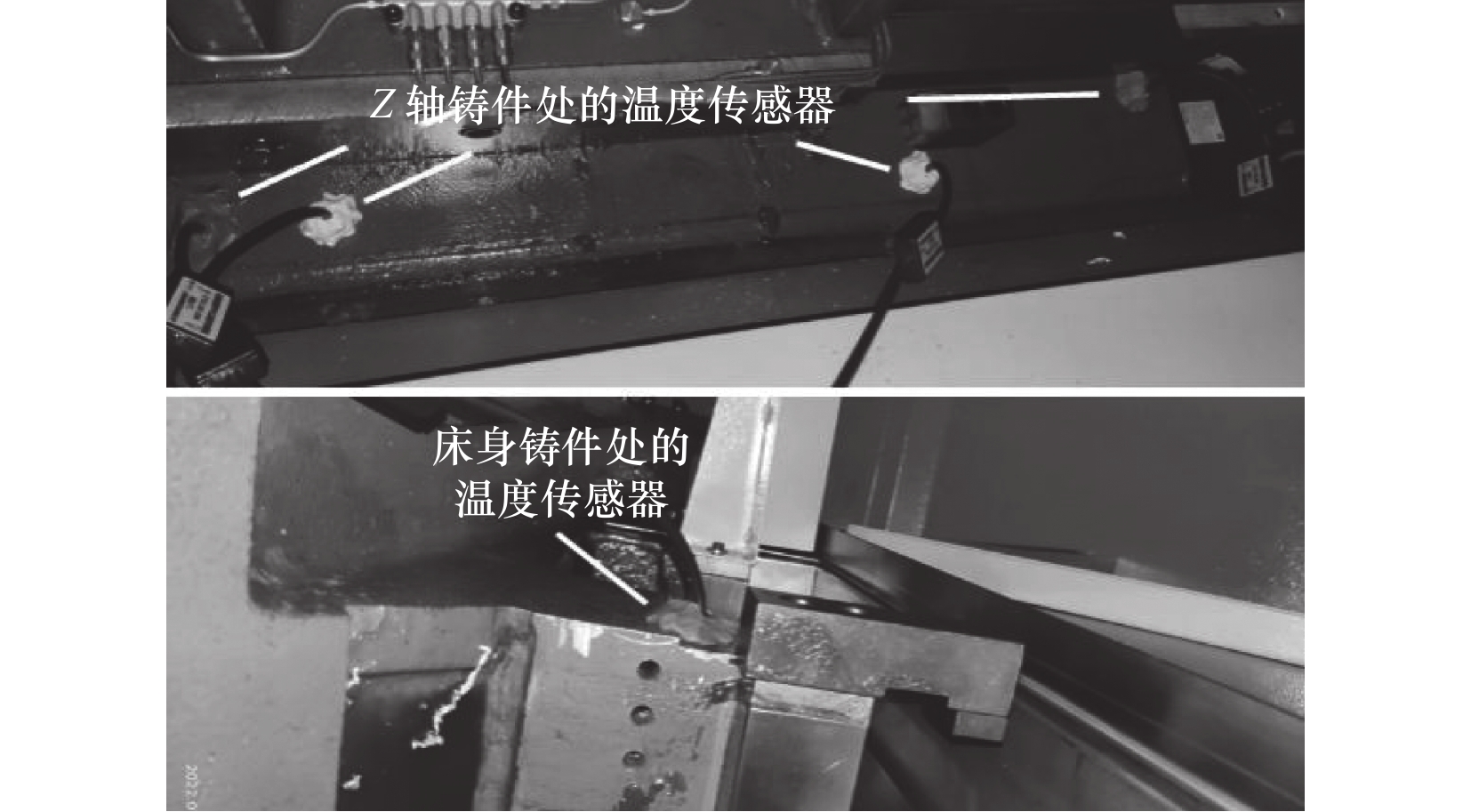
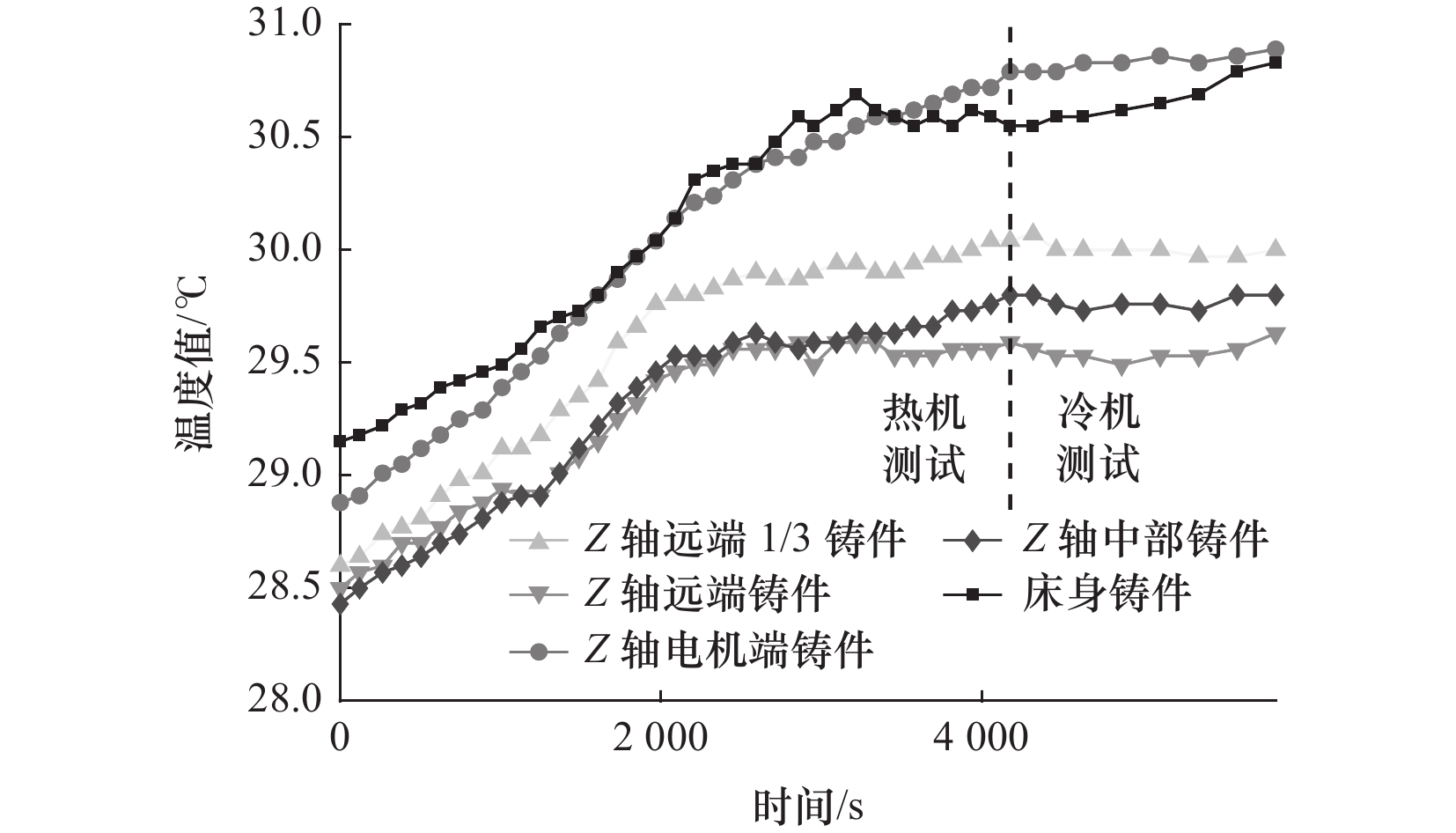
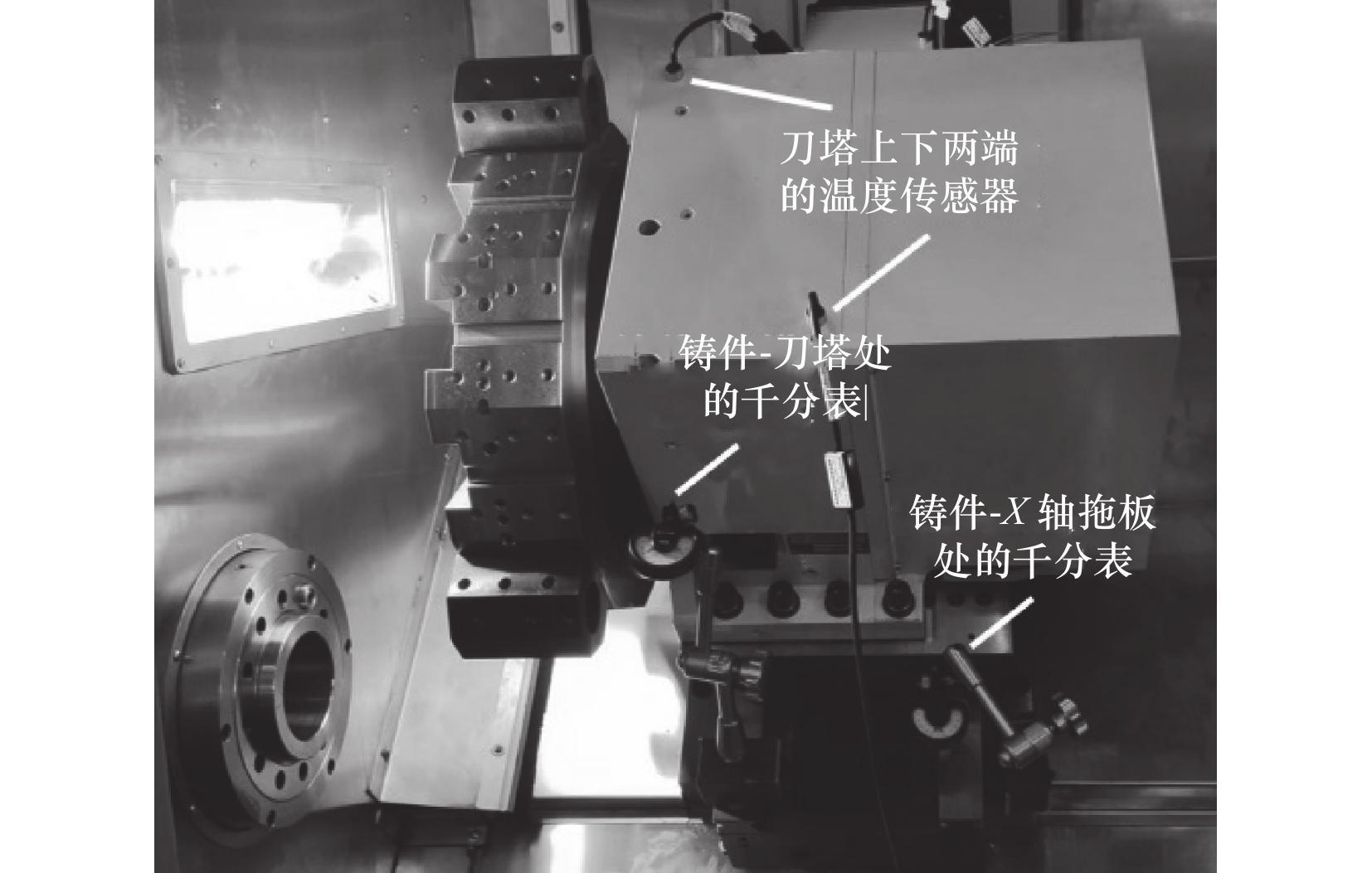
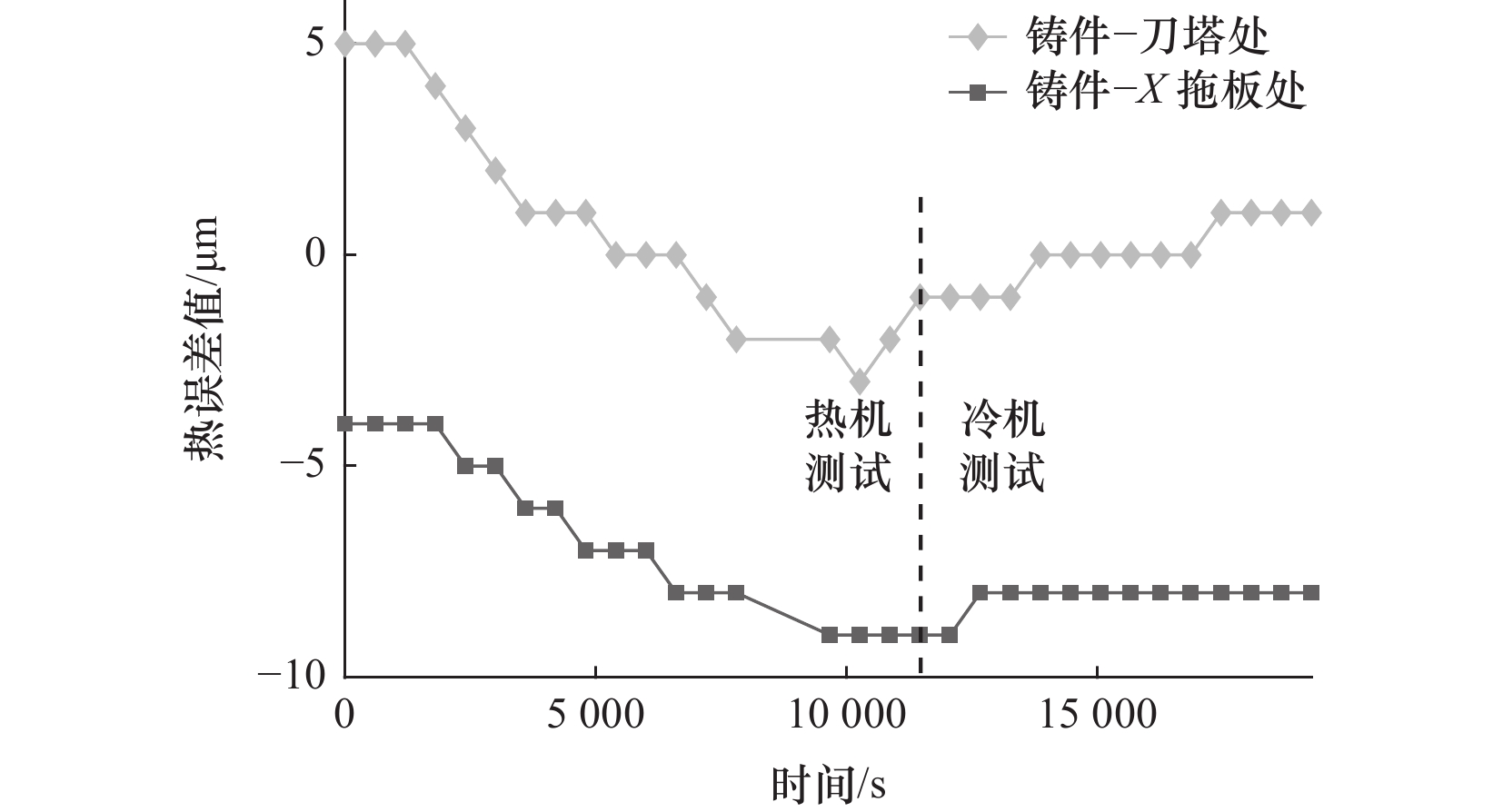
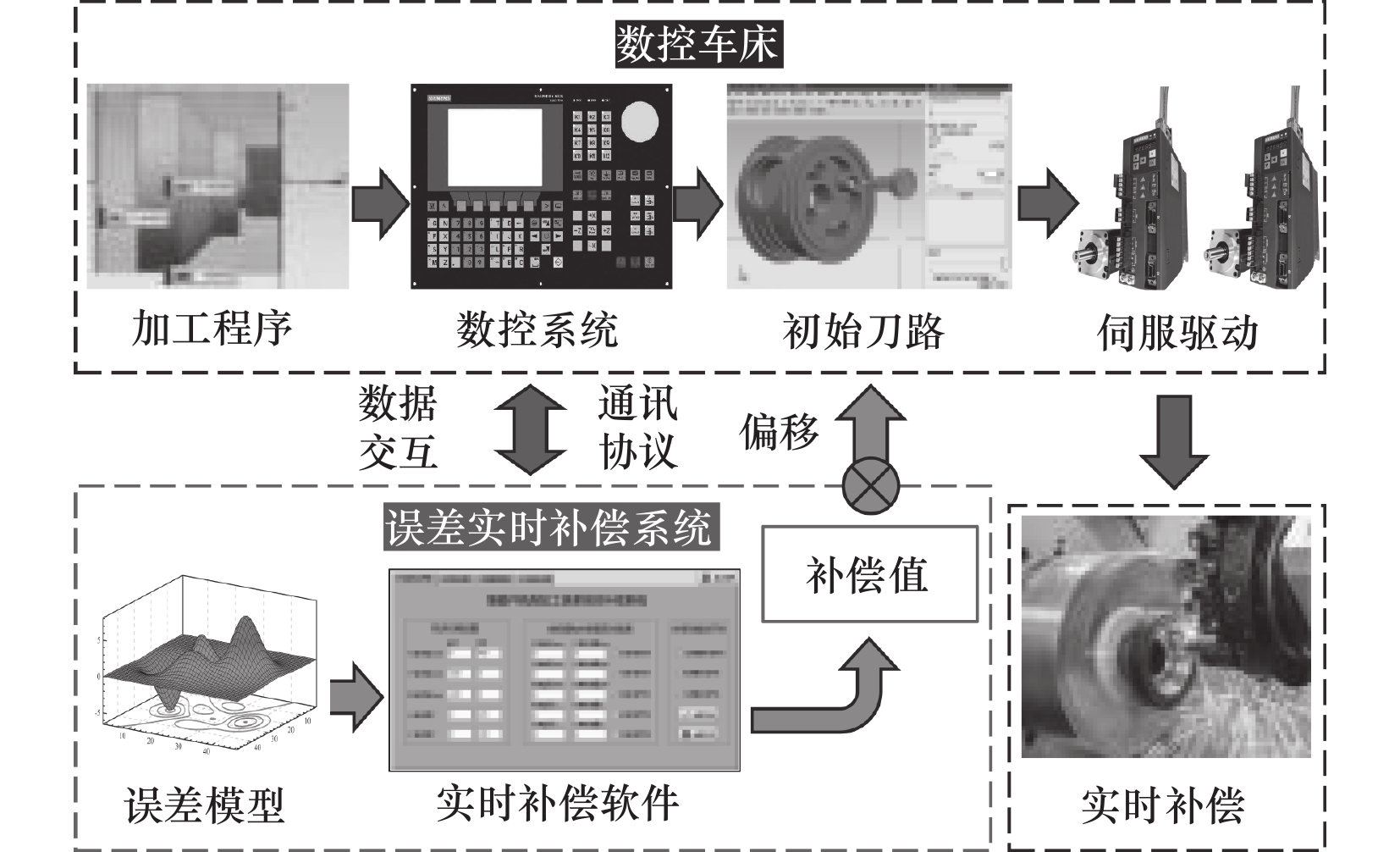
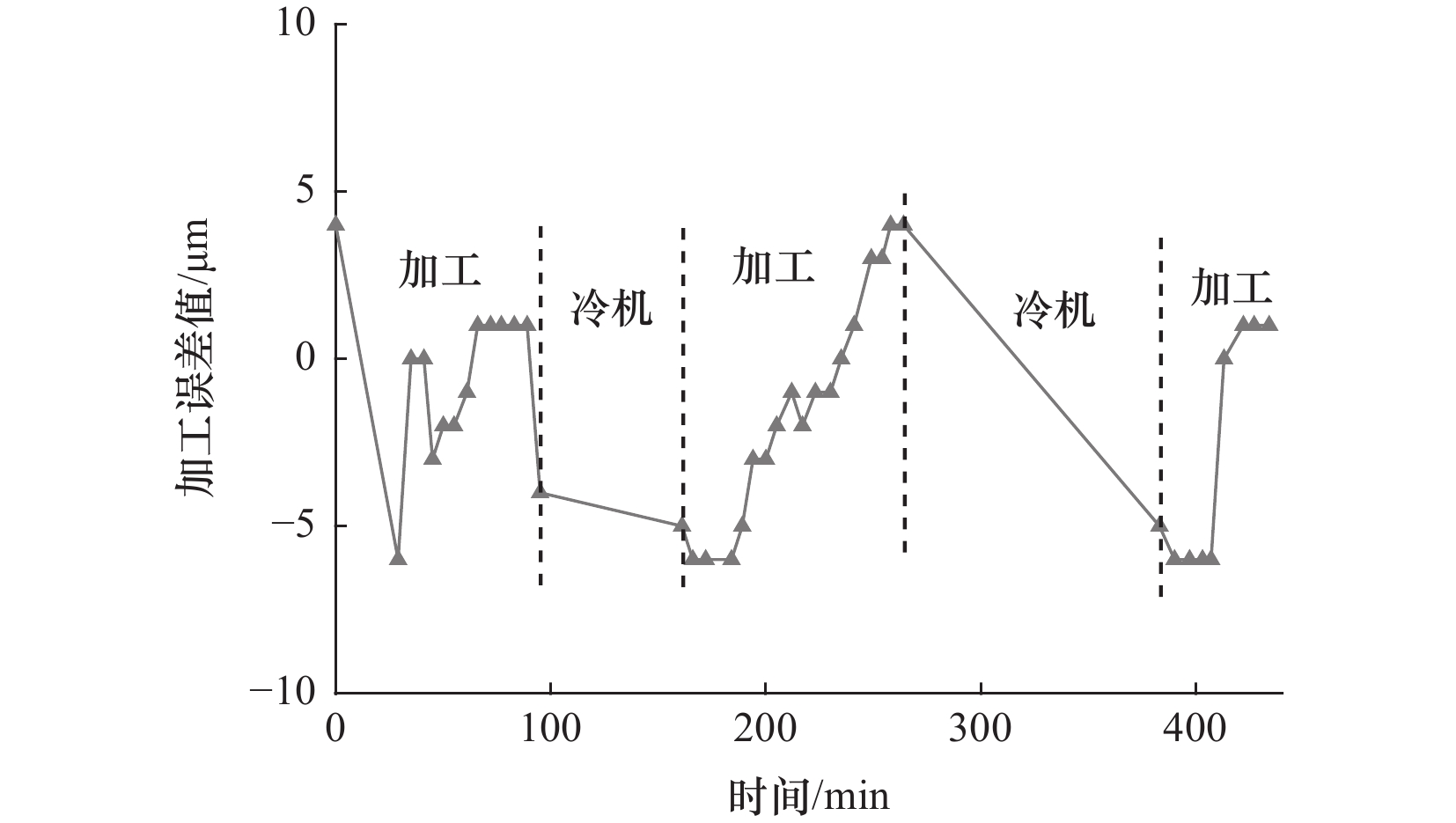
The main components of precision horizontal lathes are subject to thermal deformation arising from the combined influence of internal and external heat sources, which may significantly affect the machining accuracy. Data-driven thermal error modeling methods provide an effective means of addressing this issue, while clarifying the key thermal error elements and their conduction mechanisms can further enhance the modeling efficiency, accuracy and robustness of the lathe thermal error. This paper focuses on the source tracing test of four key thermal error elements of the lathe: X-axis screw frictional heat, spindle heat, Z-axis saddle heat, and heat of hydraulic turret and drag plate. Based on the tracing analysis results, a thermal error model was established, and a real-time compensation system was developed. The turning validation experiment results show that the machining error of the lathe after compensation was stably reduced by over 75% during repeated machining and cooling processes, which revealed that the proposed method effectively improved the machining accuracy and stability of the lathe.
The main components of precision horizontal lathes are subject to thermal deformation arising from the combined influence of internal and external heat sources, which may significantly affect the machining accuracy. Data-driven thermal error modeling methods provide an effective means of addressing this issue, while clarifying the key thermal error elements and their conduction mechanisms can further enhance the modeling efficiency, accuracy and robustness of the lathe thermal error. This paper focuses on the source tracing test of four key thermal error elements of the lathe: X-axis screw frictional heat, spindle heat, Z-axis saddle heat, and heat of hydraulic turret and drag plate. Based on the tracing analysis results, a thermal error model was established, and a real-time compensation system was developed. The turning validation experiment results show that the machining error of the lathe after compensation was stably reduced by over 75% during repeated machining and cooling processes, which revealed that the proposed method effectively improved the machining accuracy and stability of the lathe.







2024, (4): 140-147.
doi: 10.19287/j.mtmt.1005-2402.2024.04.022
Abstract:
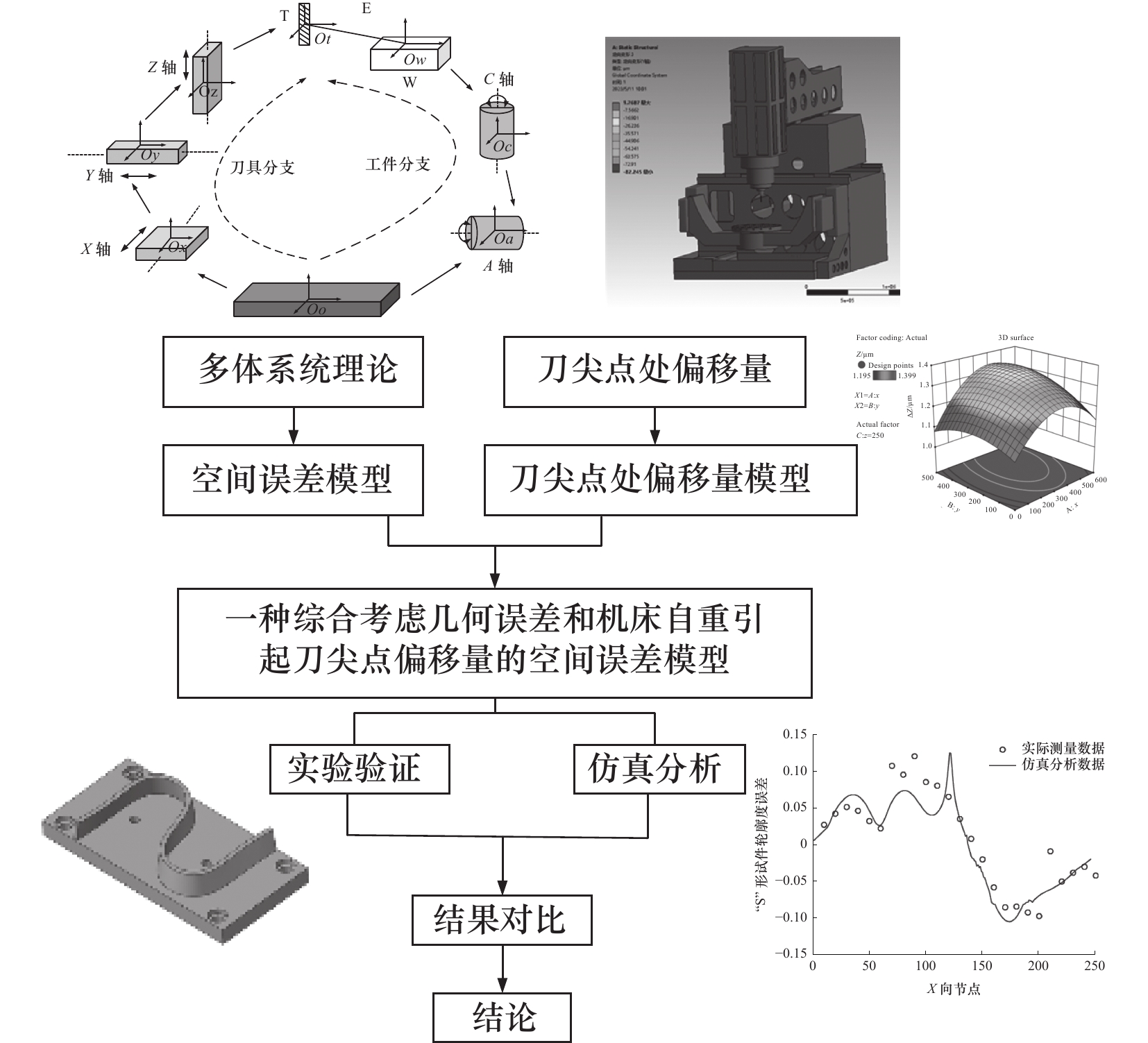
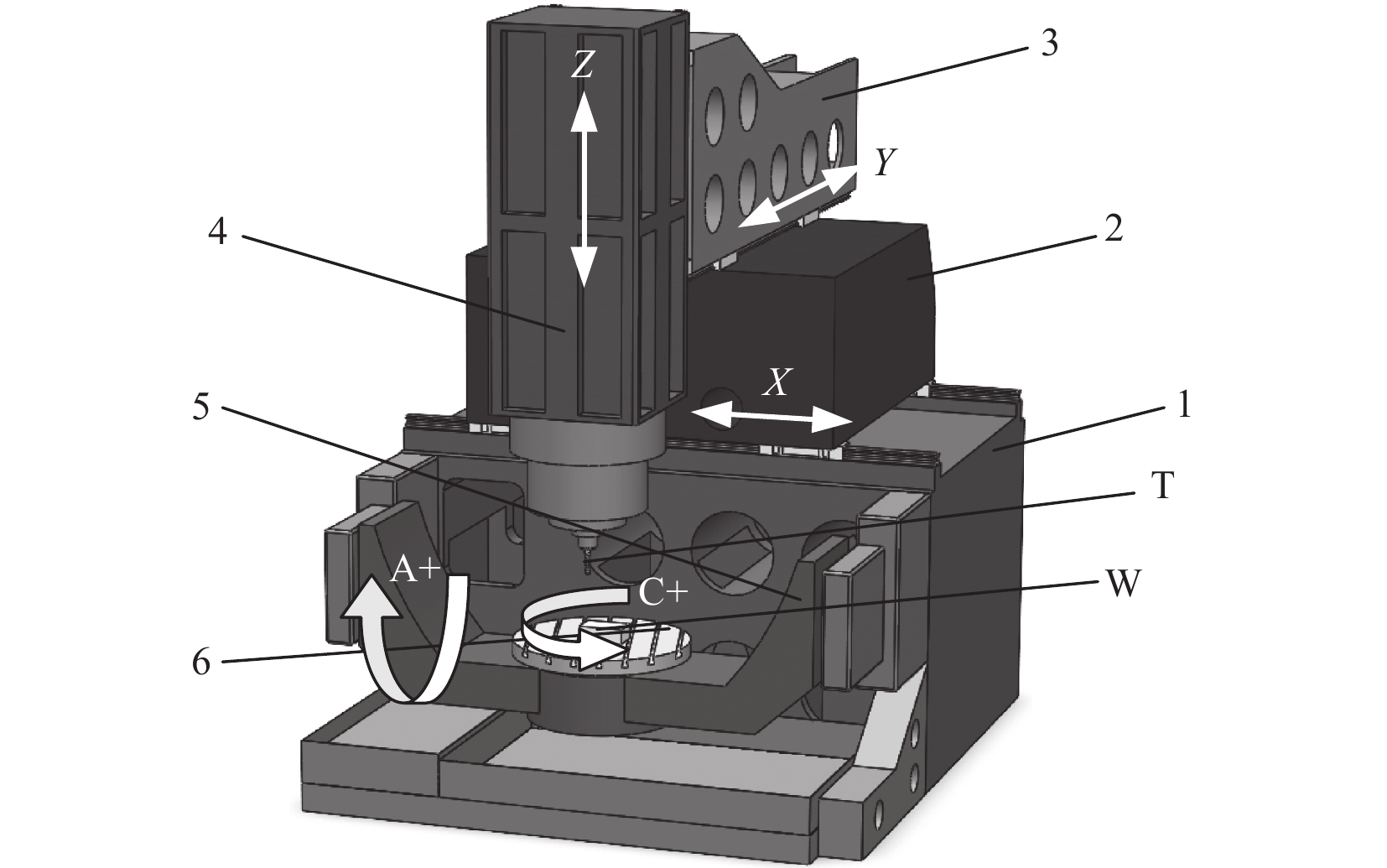
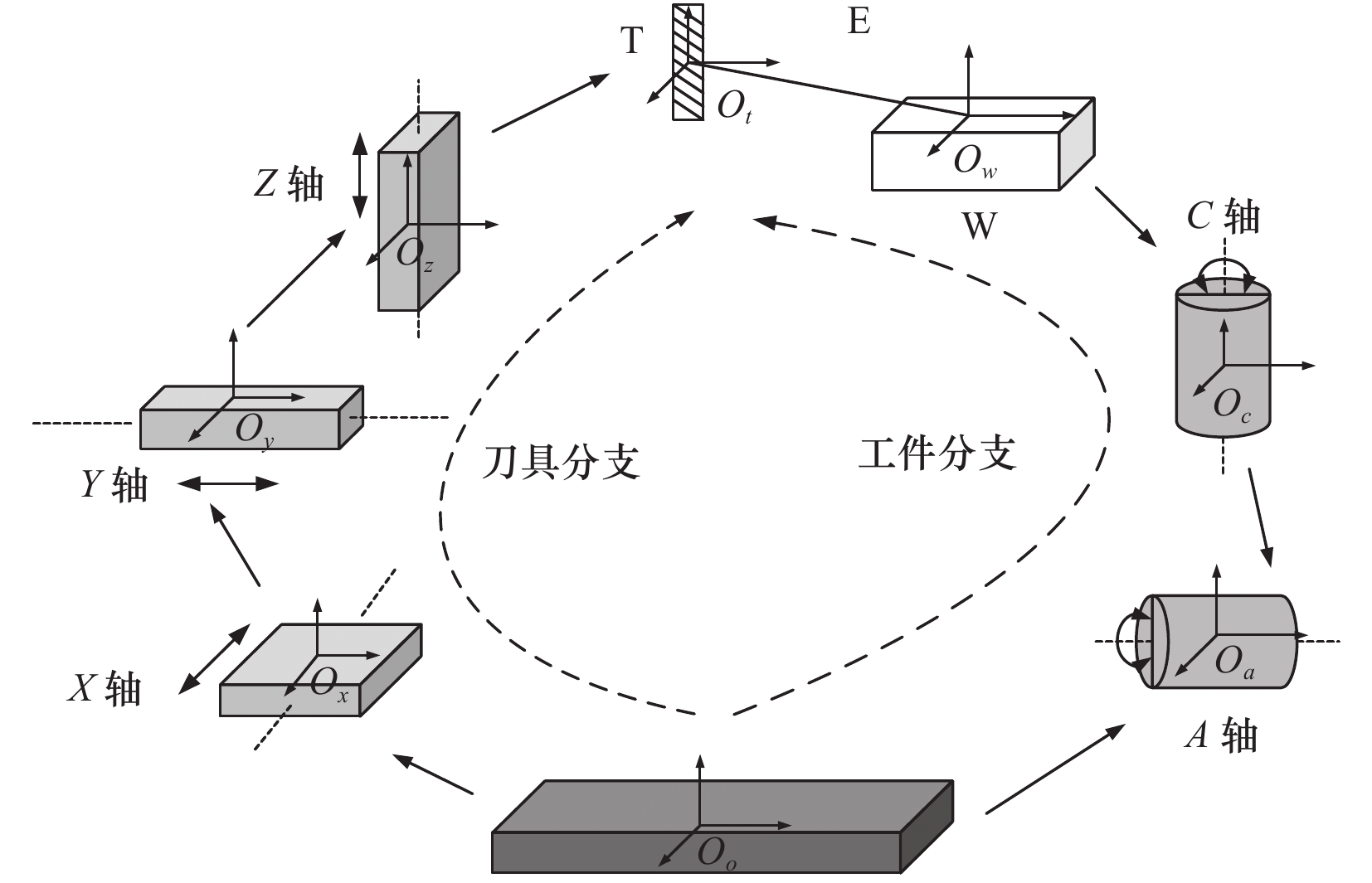
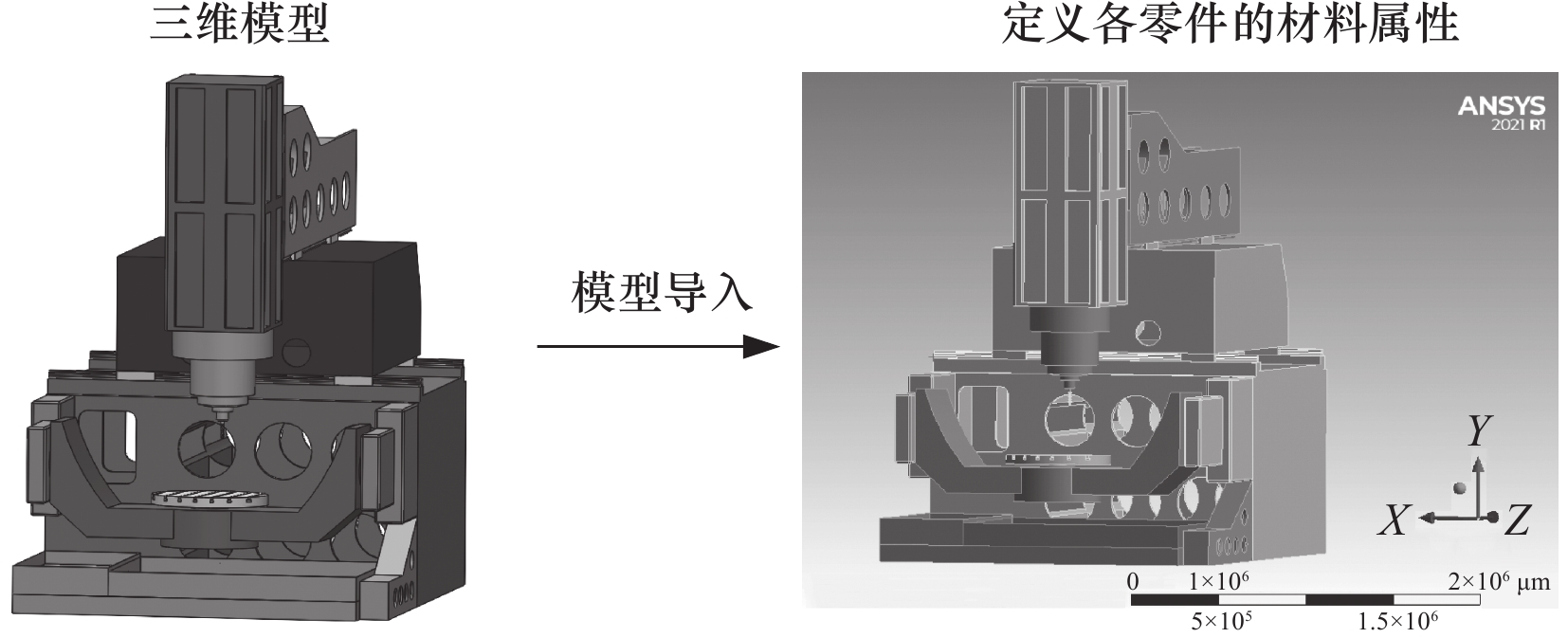
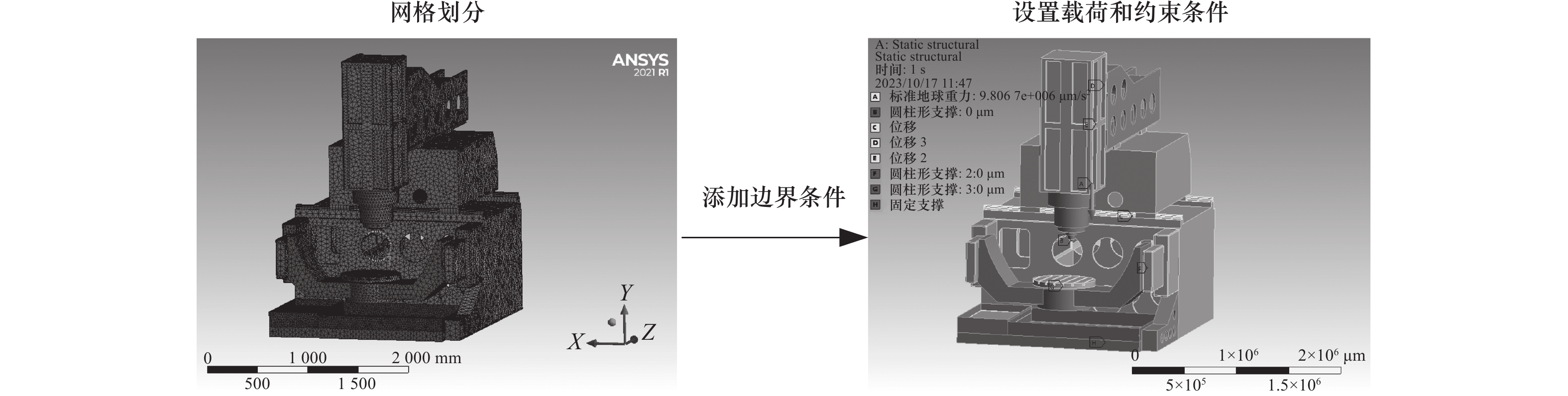
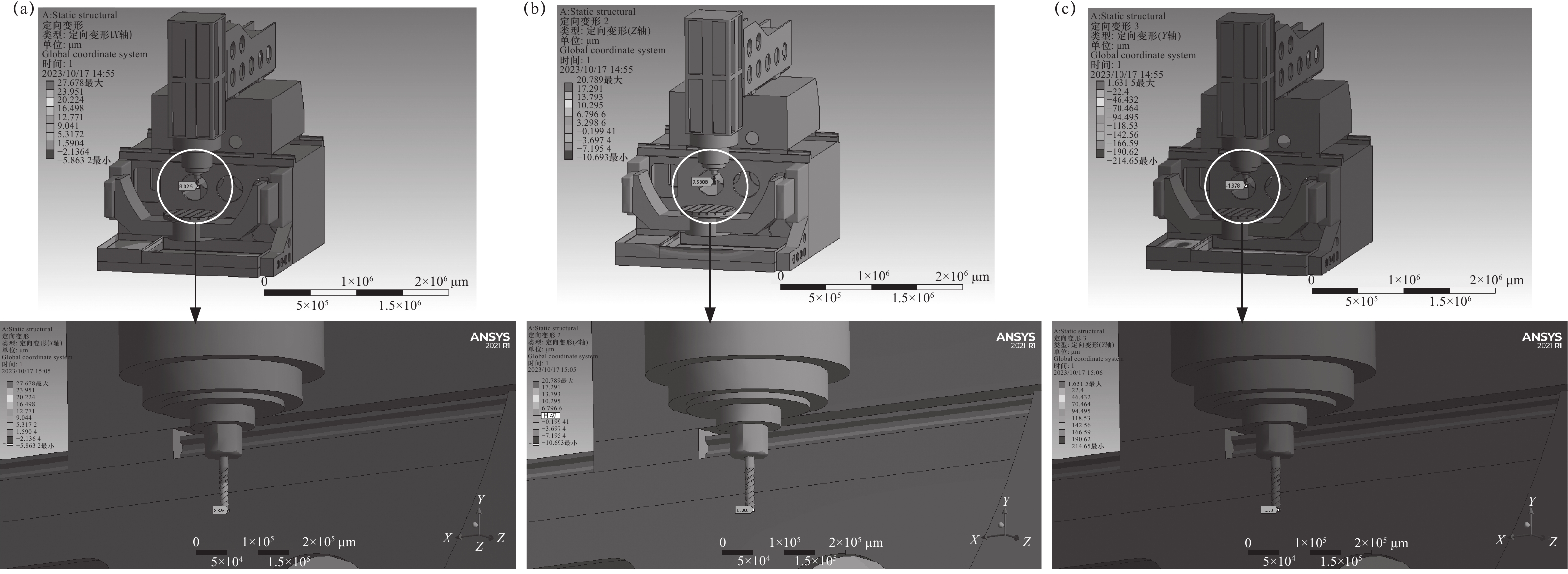
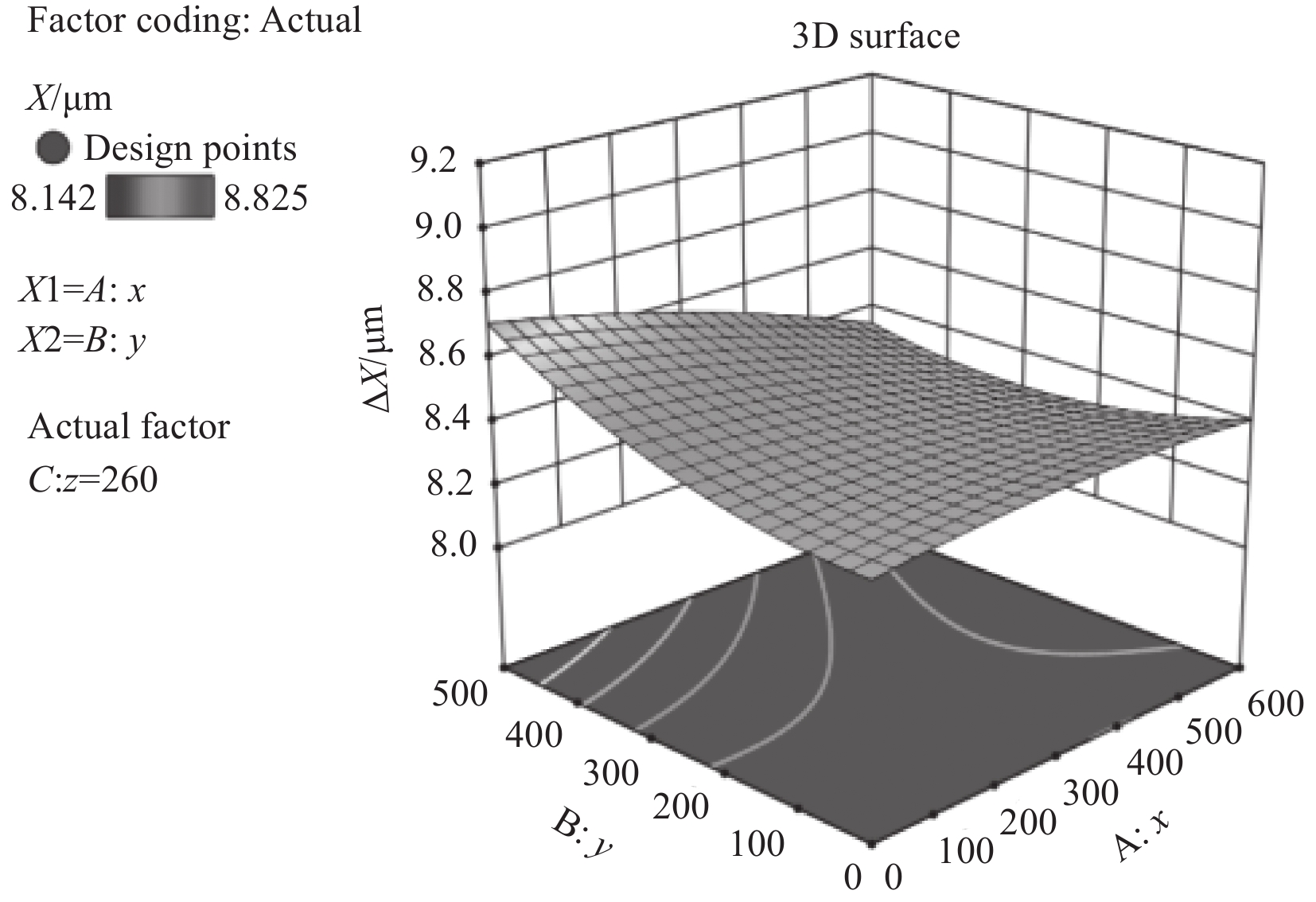
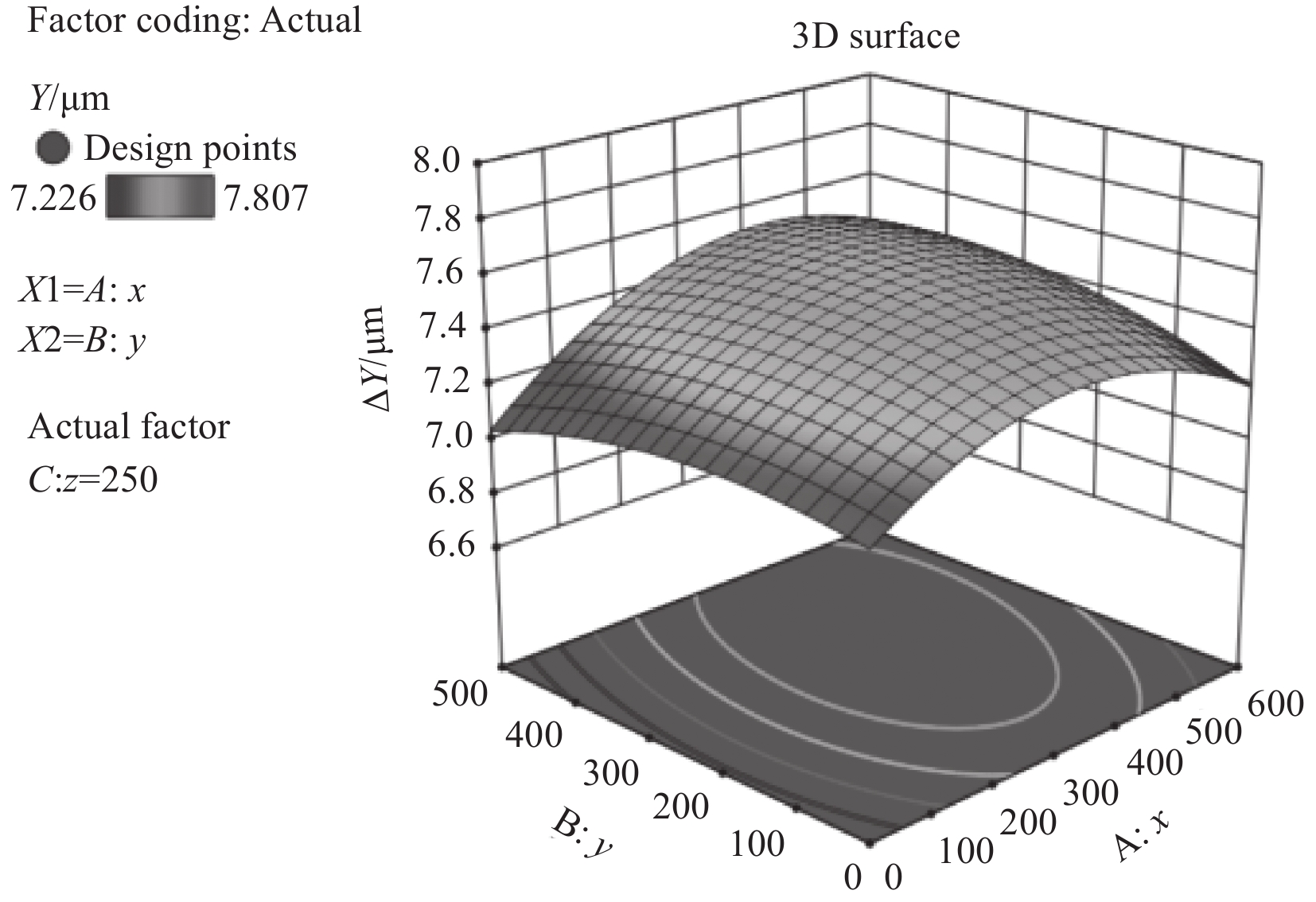
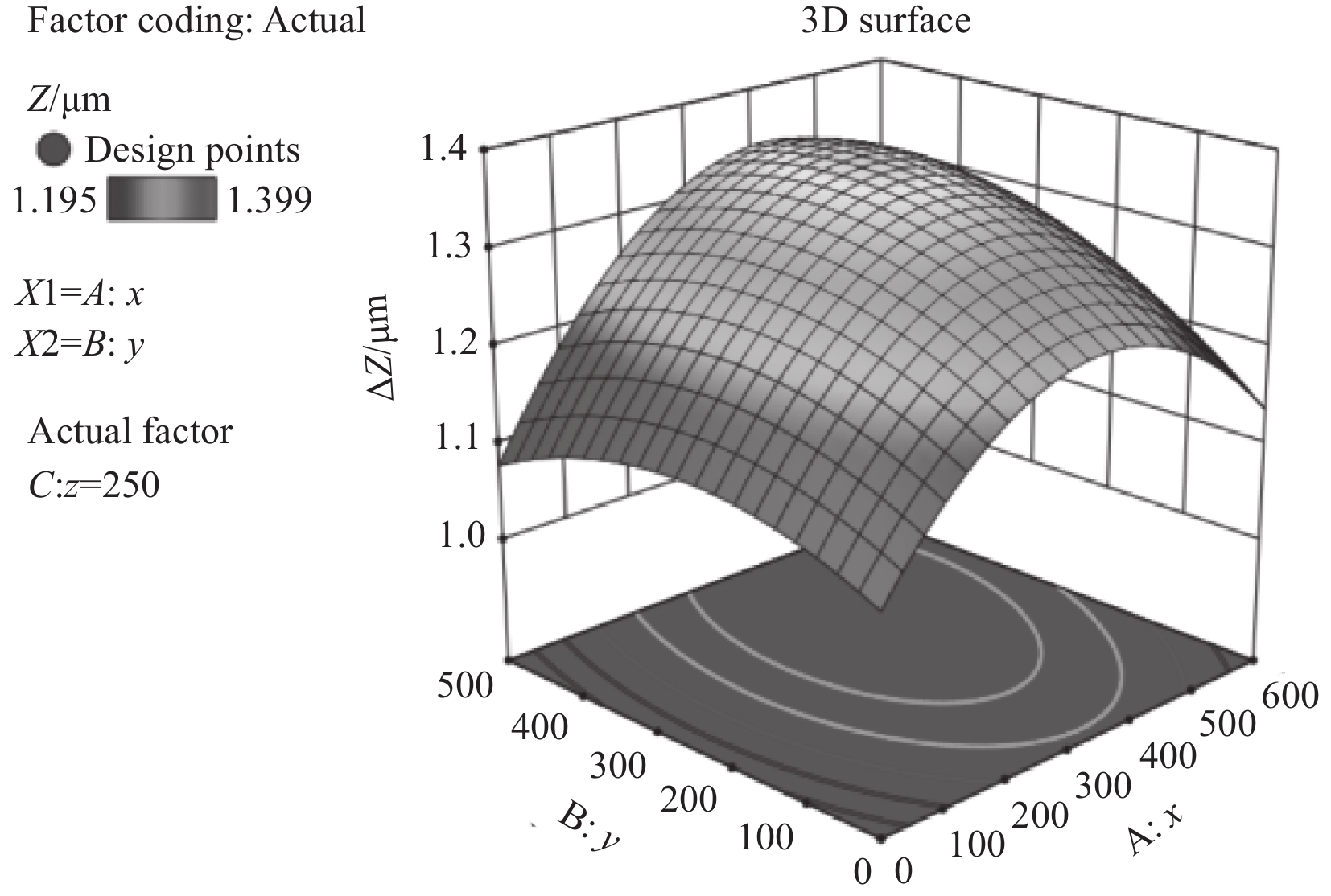
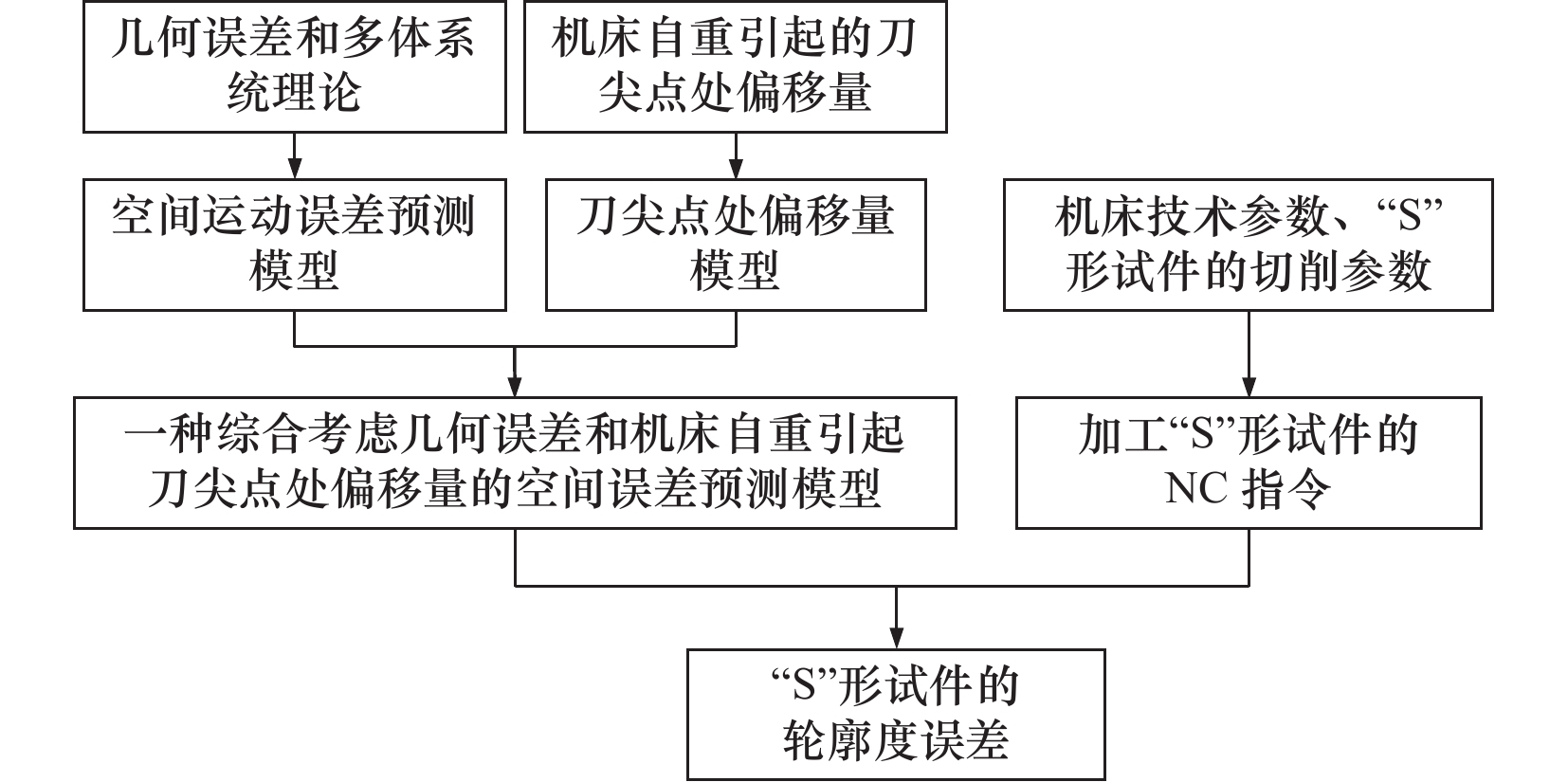
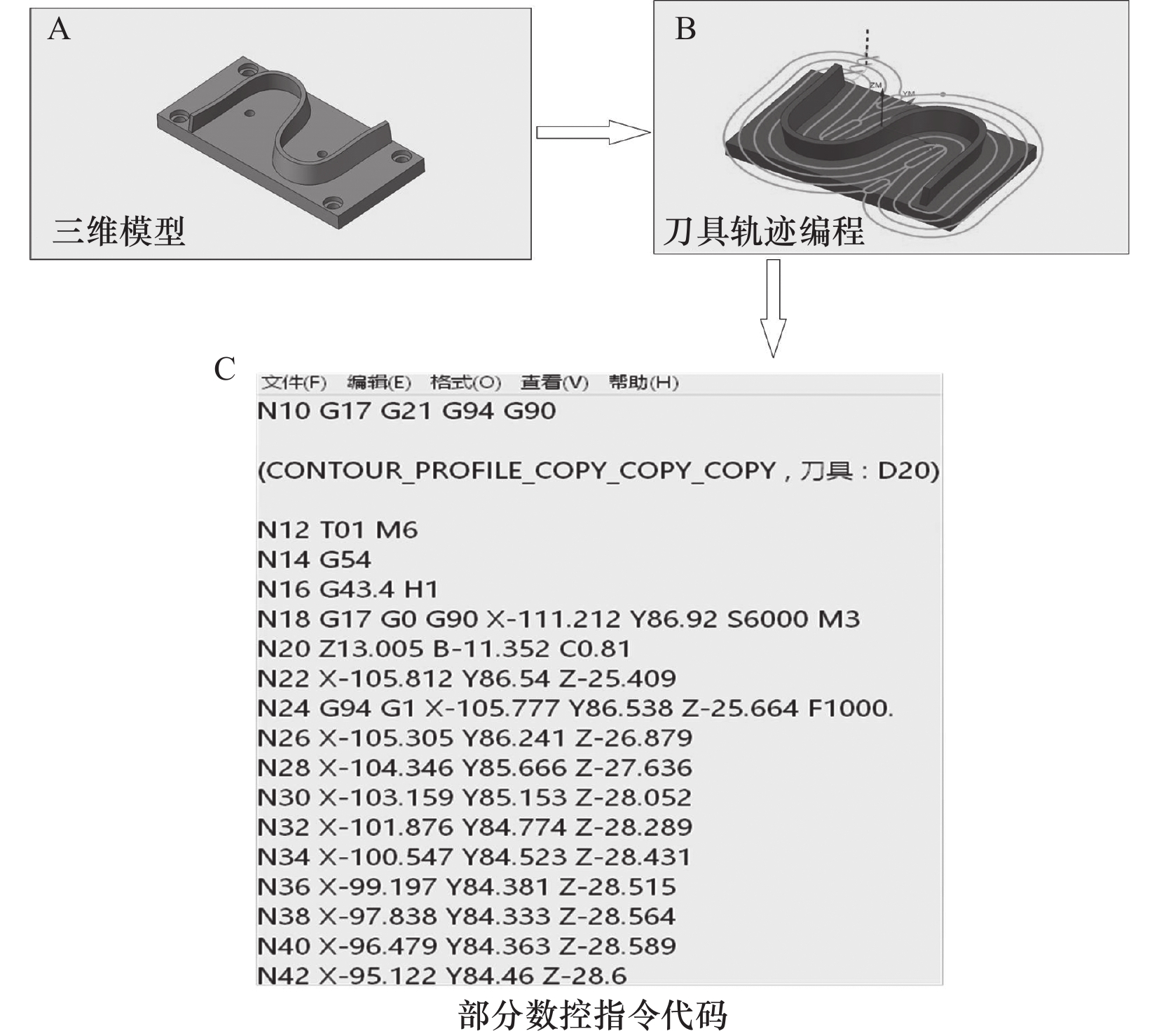
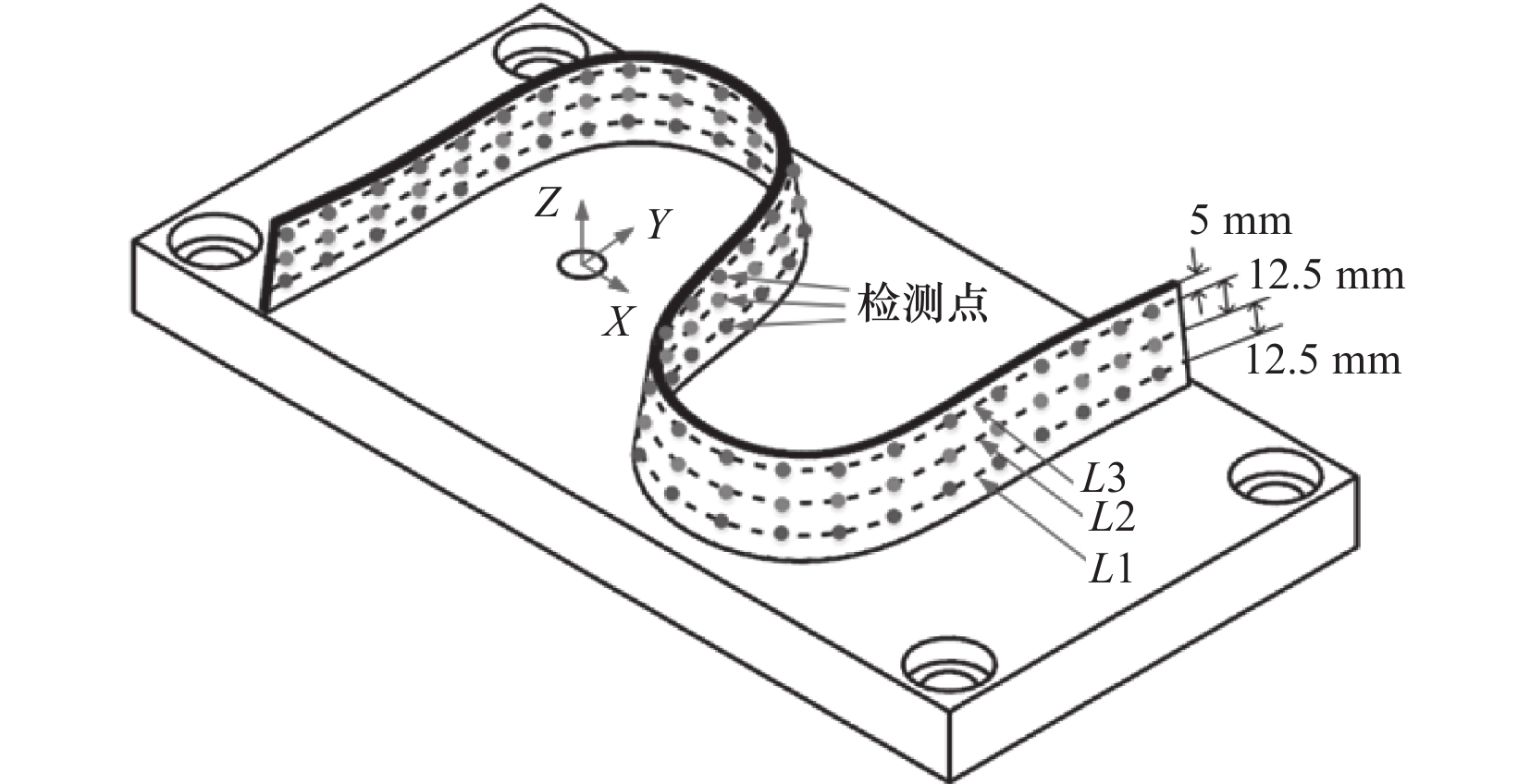
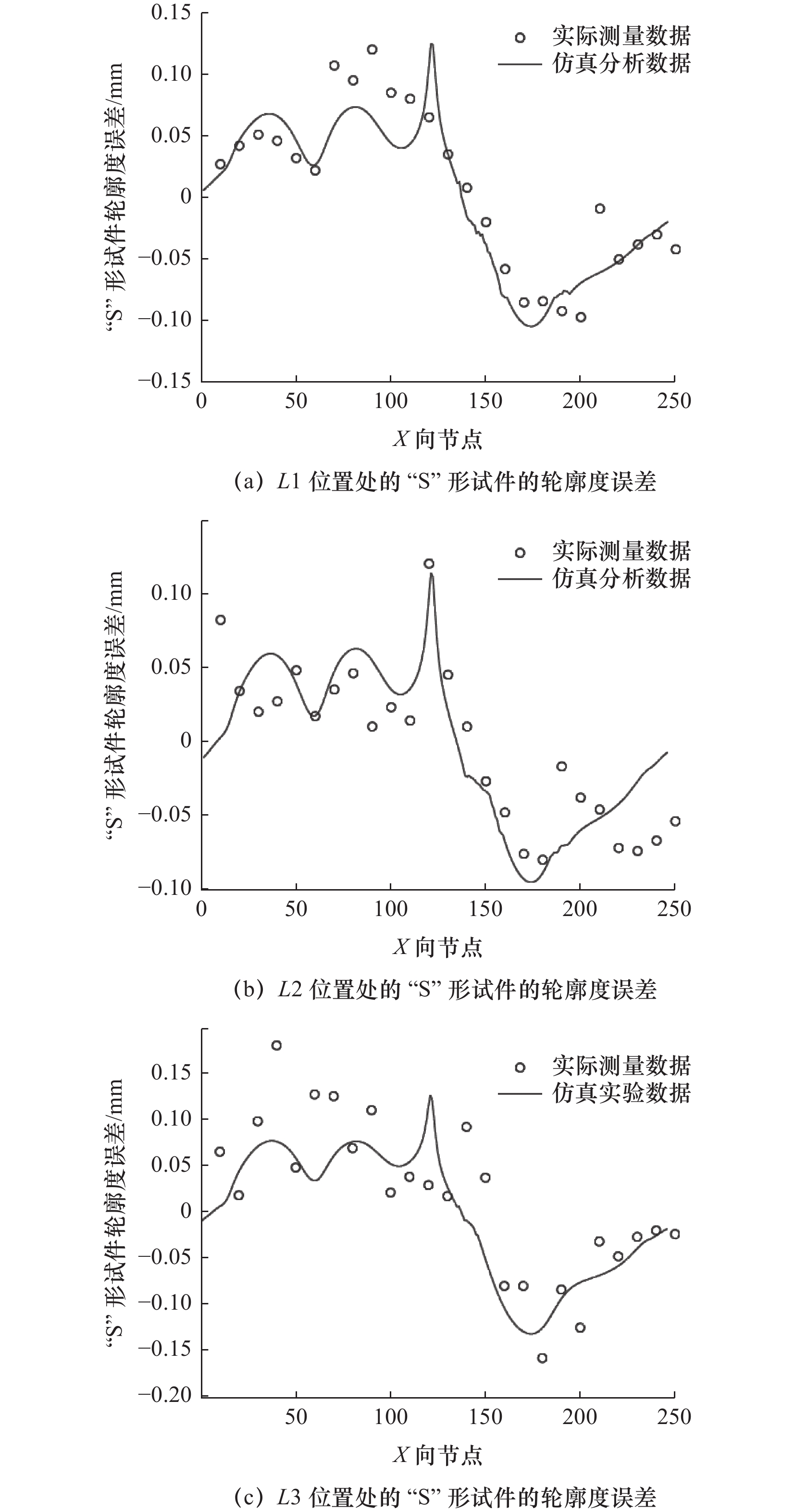
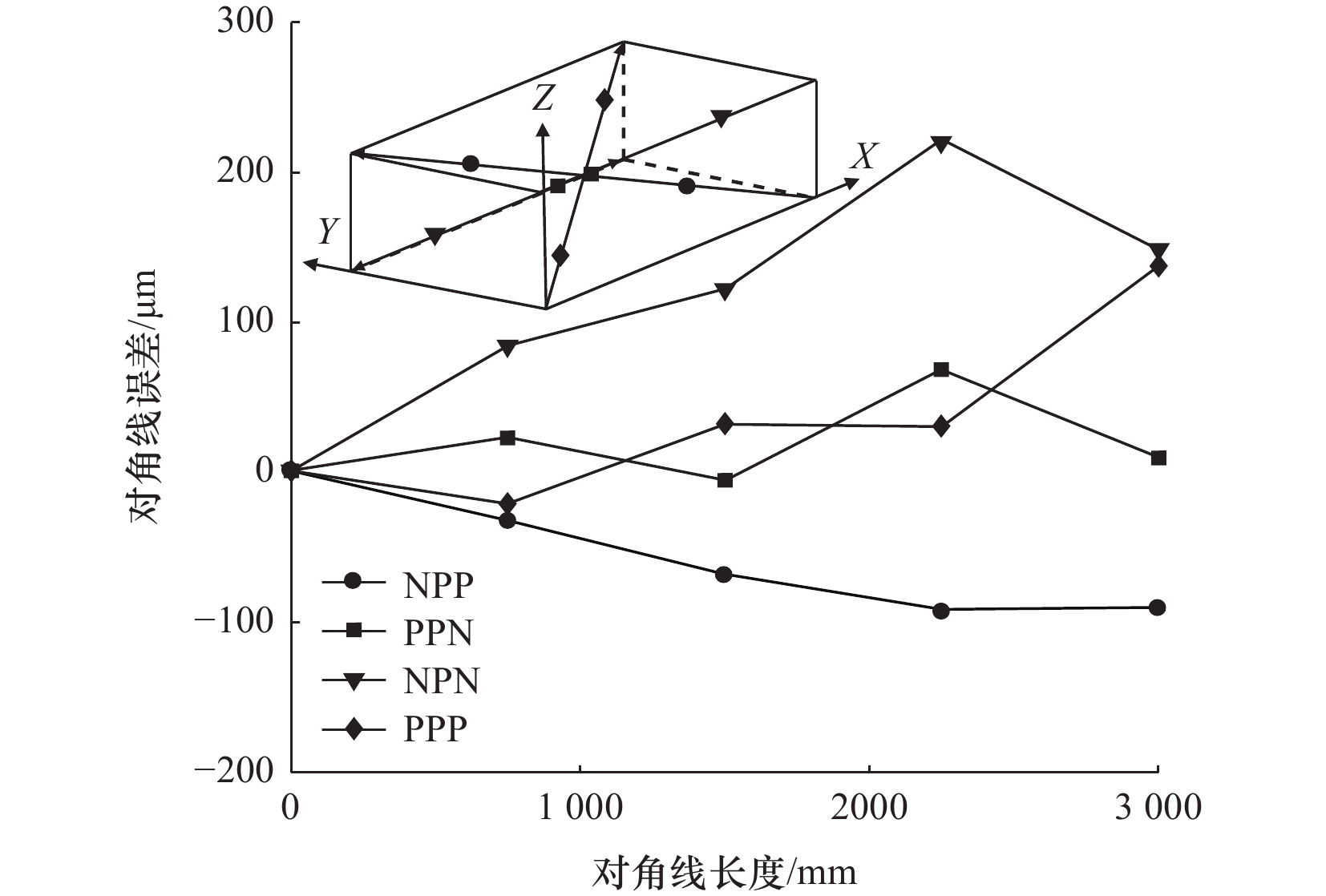
At present, the deviation caused by the weight of the machine tool at the tool tip is rarely considered in the spatial error model of machine tools, which leads to a deviance between the prediction accuracy of the spatial error model and the actual results. To address the issues, a synthesis modeling method for geometric errors and the deviation at the tool tip caused by the machine tool’s self-weight is introduced in this paper. In the initial phase, the spatial error model of machine tools is established based on multi-body system theory and the homogeneous coordinate transformation matrix. Subsequently 25 machining points are selected for analysis, which employ orthogonal design. The simulation analysis is conducted to ascertain the deviation caused by the weight of the machine tool tip for the 25 machining points. A tooltip deviation model is formulated using polynomial fitting, elucidating the variation of tooltip deviation in the machine operation. Consequently, a synthesis modeling method for geometric errors and the deviation at the tool tip caused by the machine tool’s self-weight is devised. In the final stage, the S-shaped test piece is selected as the research object, Simulation analysis and experimental verification show that the contour error trend of the obtained S-shaped specimen is basically the same, and the residual value is small and less than 10% of the measurement result, which verifies the correctness of the method proposed in this article. The core idea of this approach applies to all types of multi-axis machines.
At present, the deviation caused by the weight of the machine tool at the tool tip is rarely considered in the spatial error model of machine tools, which leads to a deviance between the prediction accuracy of the spatial error model and the actual results. To address the issues, a synthesis modeling method for geometric errors and the deviation at the tool tip caused by the machine tool’s self-weight is introduced in this paper. In the initial phase, the spatial error model of machine tools is established based on multi-body system theory and the homogeneous coordinate transformation matrix. Subsequently 25 machining points are selected for analysis, which employ orthogonal design. The simulation analysis is conducted to ascertain the deviation caused by the weight of the machine tool tip for the 25 machining points. A tooltip deviation model is formulated using polynomial fitting, elucidating the variation of tooltip deviation in the machine operation. Consequently, a synthesis modeling method for geometric errors and the deviation at the tool tip caused by the machine tool’s self-weight is devised. In the final stage, the S-shaped test piece is selected as the research object, Simulation analysis and experimental verification show that the contour error trend of the obtained S-shaped specimen is basically the same, and the residual value is small and less than 10% of the measurement result, which verifies the correctness of the method proposed in this article. The core idea of this approach applies to all types of multi-axis machines.

2024, (4): 148-152.
doi: 10.19287/j.mtmt.1005-2402.2024.04.023
Abstract:
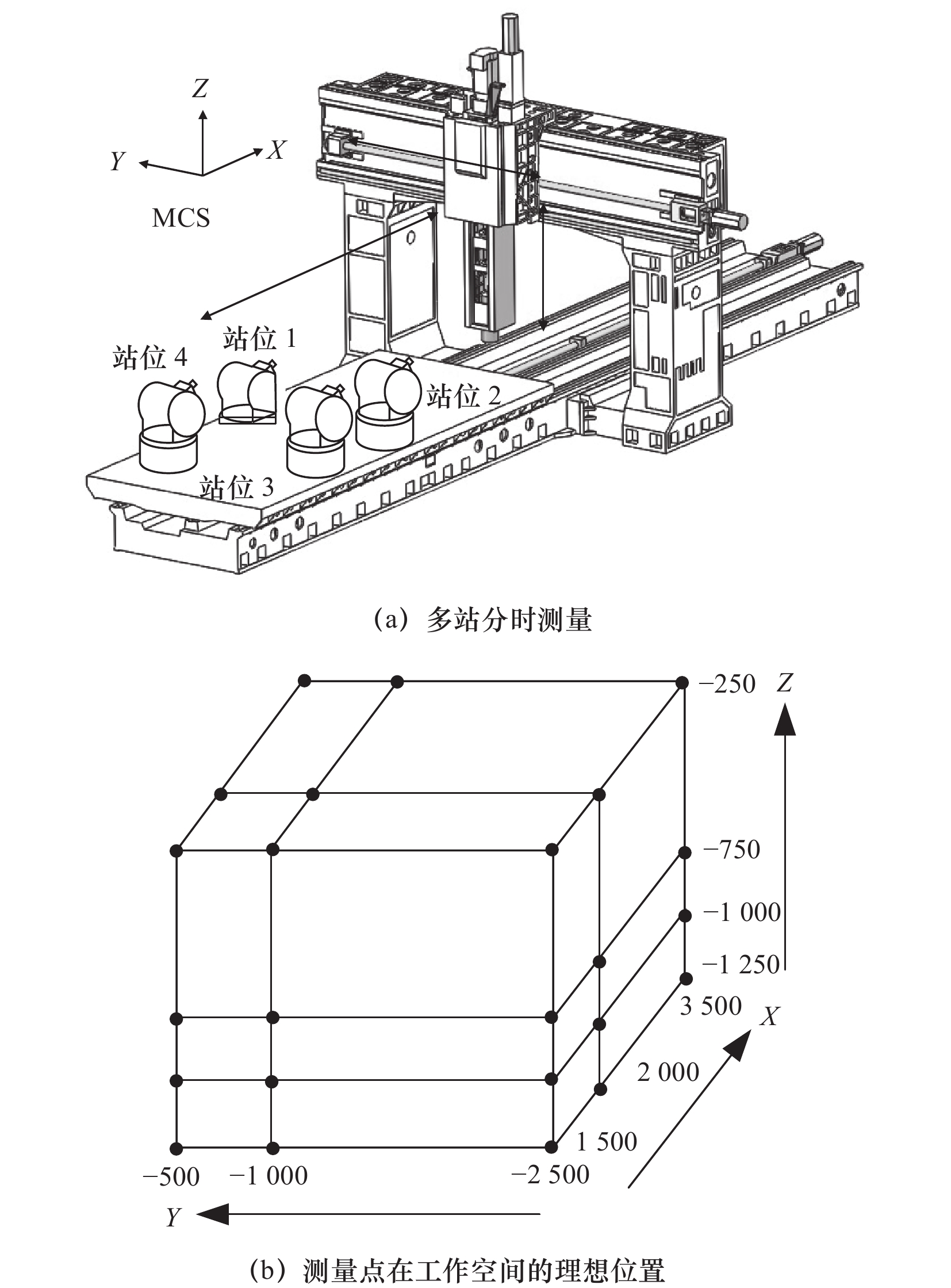
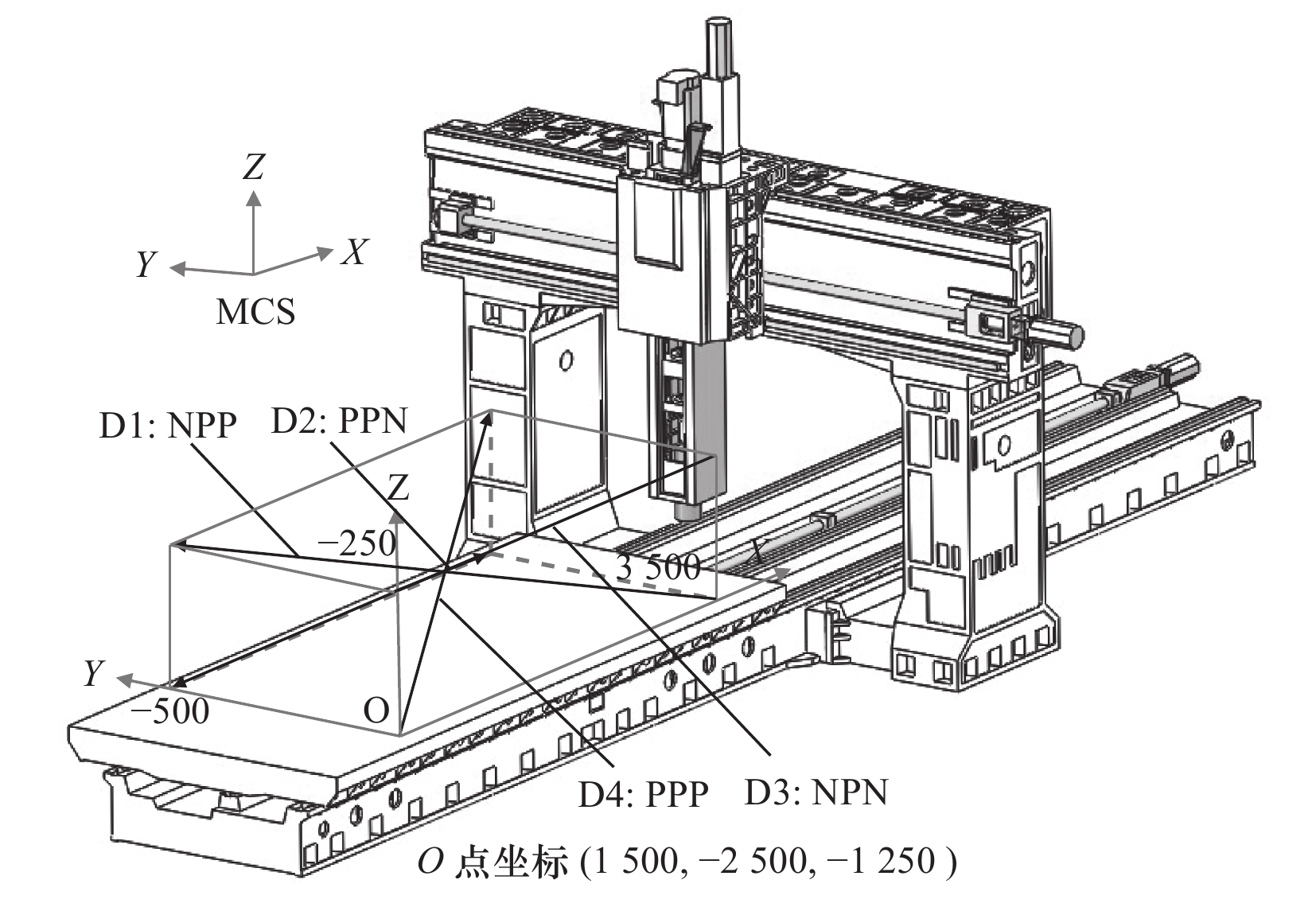
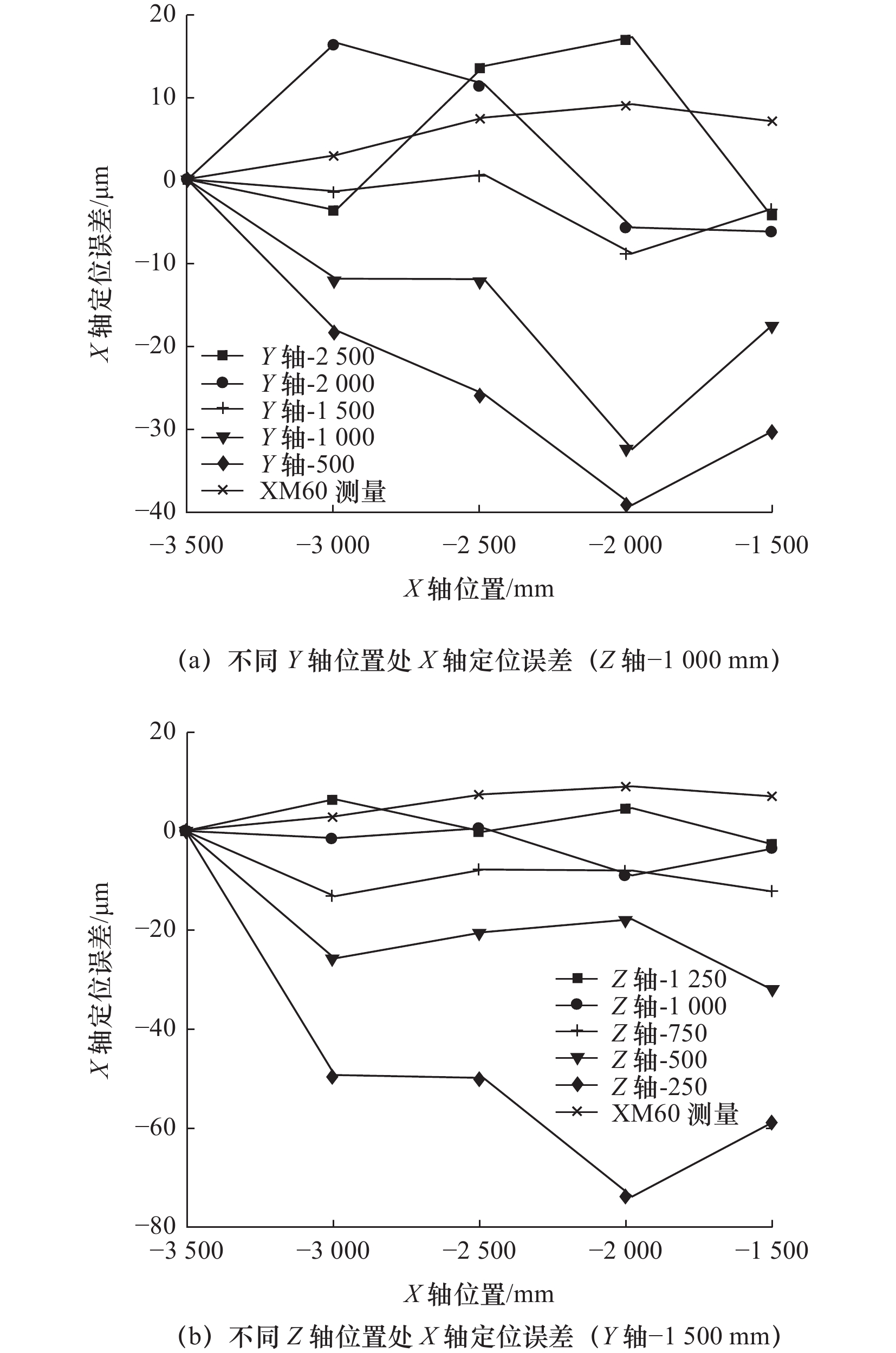
The linear axis positioning errors at different volumetric positions are difficult to be measured comprehensively and quickly, and the workpiece may be installed at different positions during machining process, so the positioning error at single position can hardly identify the true accuracy of the linear axis and workspace comprehensively and objectively. At the same time, the measurement of volumetric body diagonal errors is an inefficient and time-consuming task to adjust the optical path. To solve the abovementioned problems, this paper proposed a rapid identification method considering volumetric position differences of linear axis positioning errors and volumetric body diagonal errors in machine tools. The laser tracking interferometer is used to measure the volumetric errors of the three-axis machine tool based on multi-station time-sharing measurement, and the linear axis positioning errors at different volumetric positions is identified by the difference in volumetric errors. The diagonal errors are calculated by the theoretical and actual distance deviation between the measurement point and the initial point, and then the volumetric accuracy of the machine tools can be evaluated comprehensively. Compared with the traditional measurement method, the proposed method can quickly identify the linear axis positioning errors and diagonal errors at different volumetric positions, which provide a new method for the rapid measurement and comprehensive evaluation of linear axis and volumetric accuracy in machine tools.
The linear axis positioning errors at different volumetric positions are difficult to be measured comprehensively and quickly, and the workpiece may be installed at different positions during machining process, so the positioning error at single position can hardly identify the true accuracy of the linear axis and workspace comprehensively and objectively. At the same time, the measurement of volumetric body diagonal errors is an inefficient and time-consuming task to adjust the optical path. To solve the abovementioned problems, this paper proposed a rapid identification method considering volumetric position differences of linear axis positioning errors and volumetric body diagonal errors in machine tools. The laser tracking interferometer is used to measure the volumetric errors of the three-axis machine tool based on multi-station time-sharing measurement, and the linear axis positioning errors at different volumetric positions is identified by the difference in volumetric errors. The diagonal errors are calculated by the theoretical and actual distance deviation between the measurement point and the initial point, and then the volumetric accuracy of the machine tools can be evaluated comprehensively. Compared with the traditional measurement method, the proposed method can quickly identify the linear axis positioning errors and diagonal errors at different volumetric positions, which provide a new method for the rapid measurement and comprehensive evaluation of linear axis and volumetric accuracy in machine tools.


2024, (4): 153-158, 180.
doi: 10.19287/j.mtmt.1005-2402.2024.04.024
Abstract:
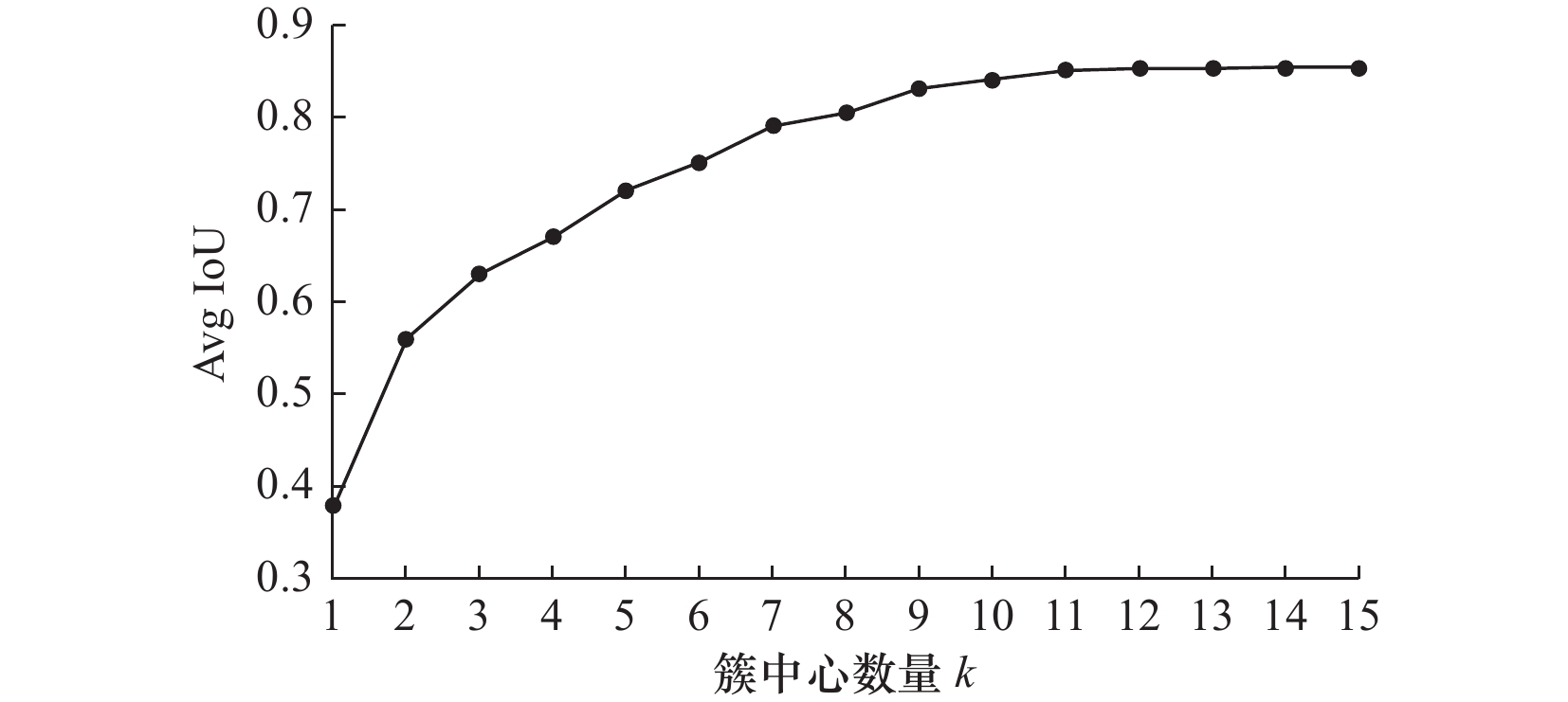
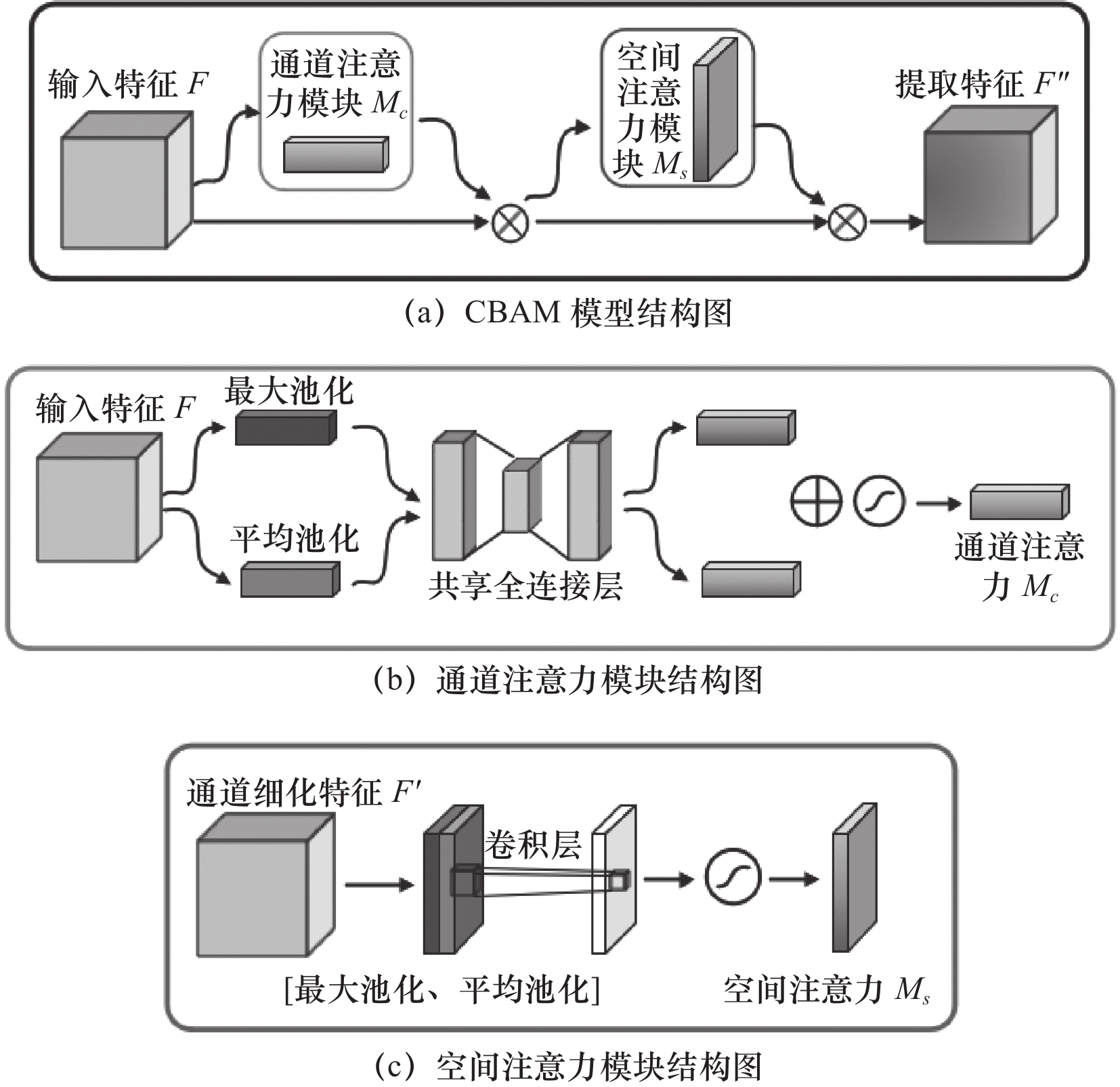
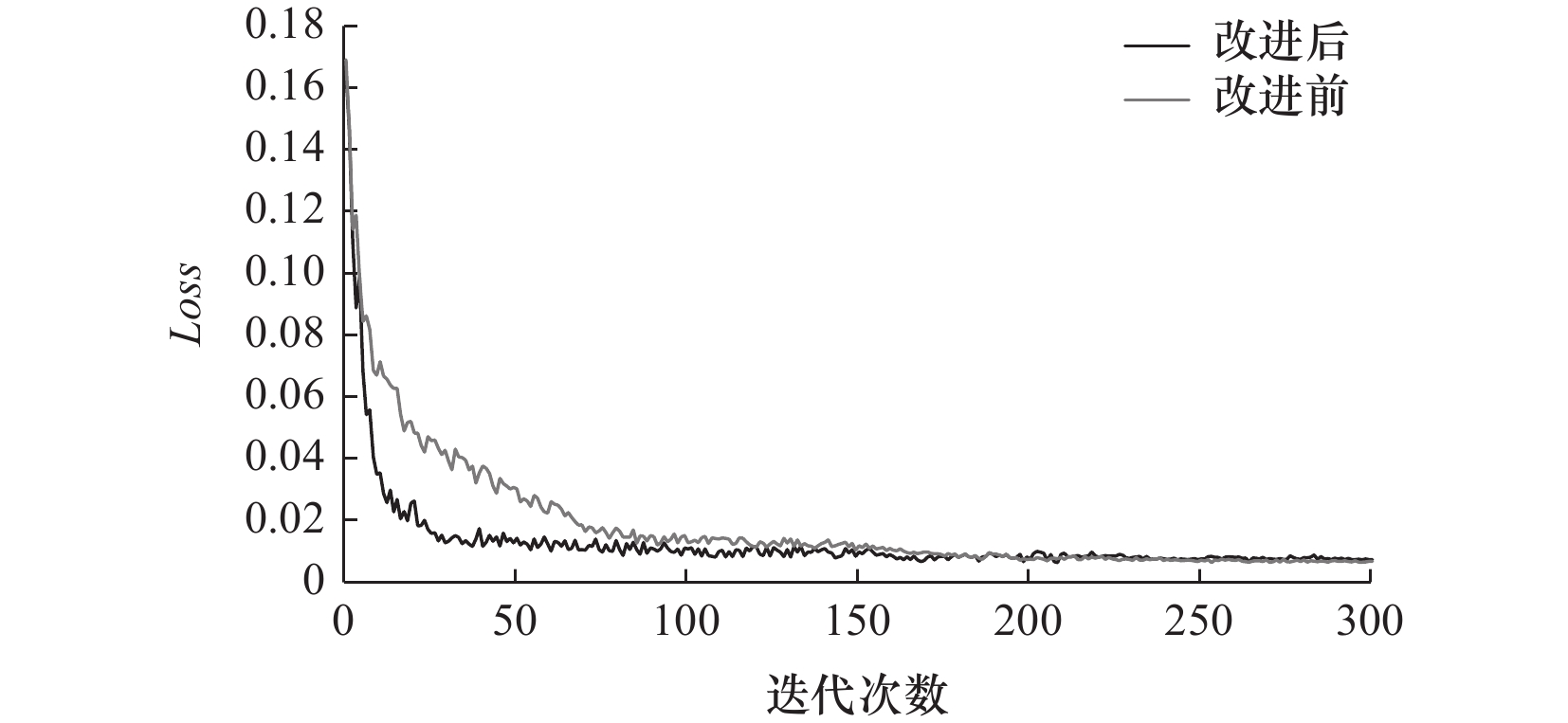
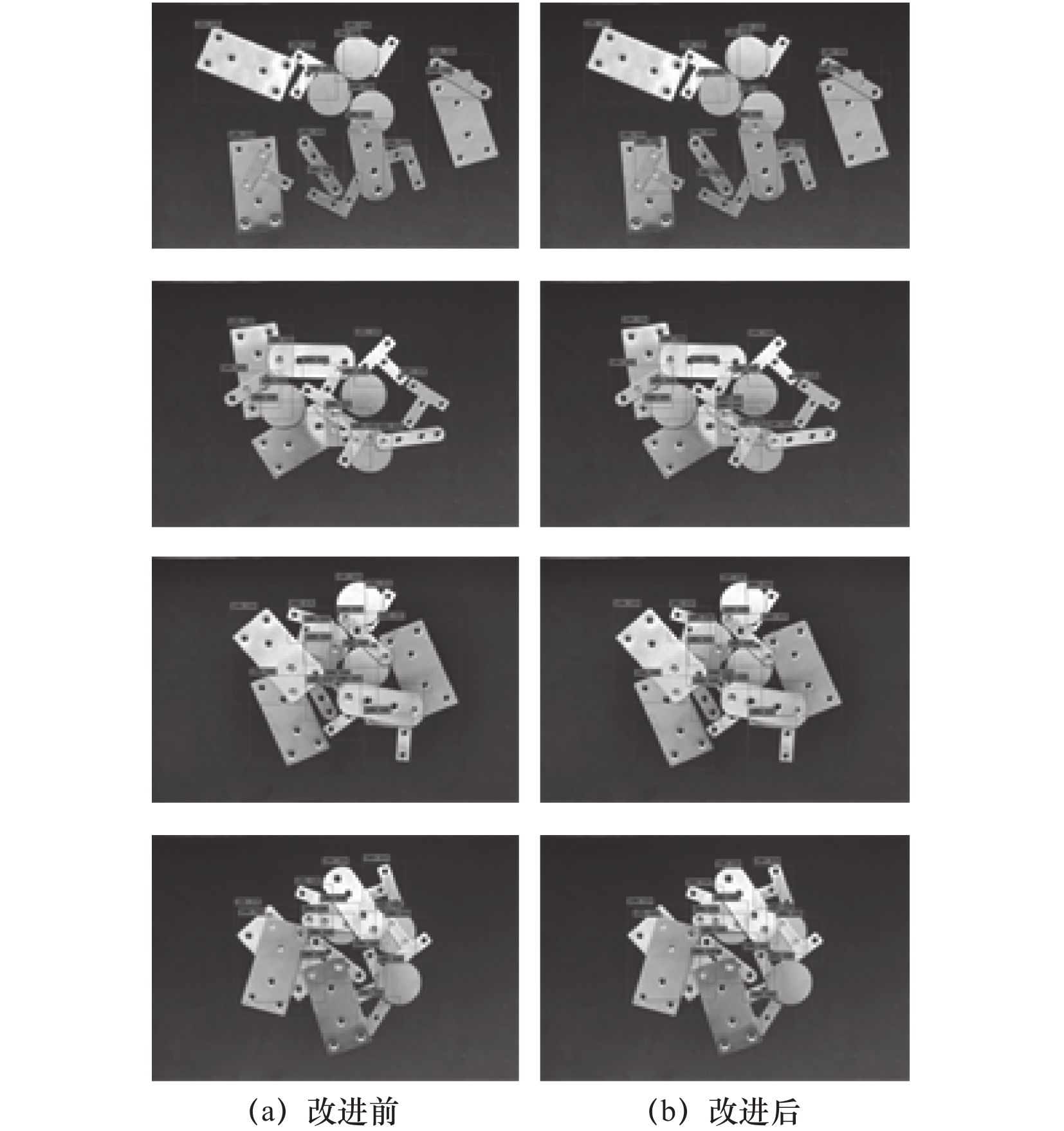
Aiming at the low accuracy of workpiece recognition caused by the change of light intensity, the complexity of image environment and the movement of shooting equipment, an improved YOLOv5s workpiece recognition and detection algorithm was proposed. Firstly, the data set is expanded by data enhancement and preprocessed. Secondly, the improved k-means clustering algorithm is used to re-generate a more effective pre-set anchor frame and shorten the convergence path. Then, CBAM attention mechanism is added to the feature fusion network to effectively suppress background information interference and improve feature extraction speed. In addition, the original feature pyramid structure of the feature fusion module is replaced by the weighted bidirectional feature pyramid Bi-FPN structure to achieve efficient weighted feature fusion and bidirectional cross-scale connection, and improve the fusion efficiency of different scale features. Finally, the positioning effect of the model is improved by using α-IoU as the bounding box regression loss function. The results show that the improved YOLOv5s algorithm improves the mAP value of workpiece detection by 6.03% and the detection speed by 13.7 fps, which verifies the effectiveness of the improved algorithm.
Aiming at the low accuracy of workpiece recognition caused by the change of light intensity, the complexity of image environment and the movement of shooting equipment, an improved YOLOv5s workpiece recognition and detection algorithm was proposed. Firstly, the data set is expanded by data enhancement and preprocessed. Secondly, the improved k-means clustering algorithm is used to re-generate a more effective pre-set anchor frame and shorten the convergence path. Then, CBAM attention mechanism is added to the feature fusion network to effectively suppress background information interference and improve feature extraction speed. In addition, the original feature pyramid structure of the feature fusion module is replaced by the weighted bidirectional feature pyramid Bi-FPN structure to achieve efficient weighted feature fusion and bidirectional cross-scale connection, and improve the fusion efficiency of different scale features. Finally, the positioning effect of the model is improved by using α-IoU as the bounding box regression loss function. The results show that the improved YOLOv5s algorithm improves the mAP value of workpiece detection by 6.03% and the detection speed by 13.7 fps, which verifies the effectiveness of the improved algorithm.


2024, (4): 159-166.
doi: 10.19287/j.mtmt.1005-2402.2024.04.025
Abstract:
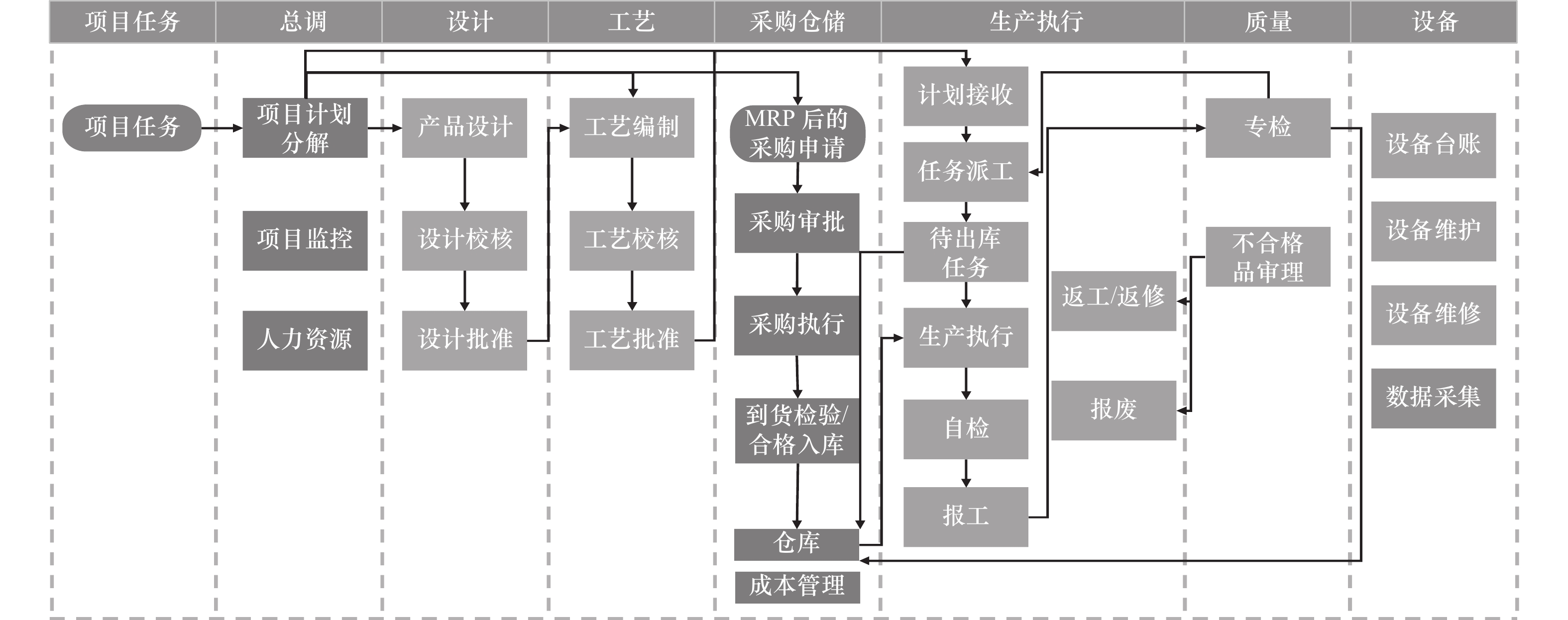
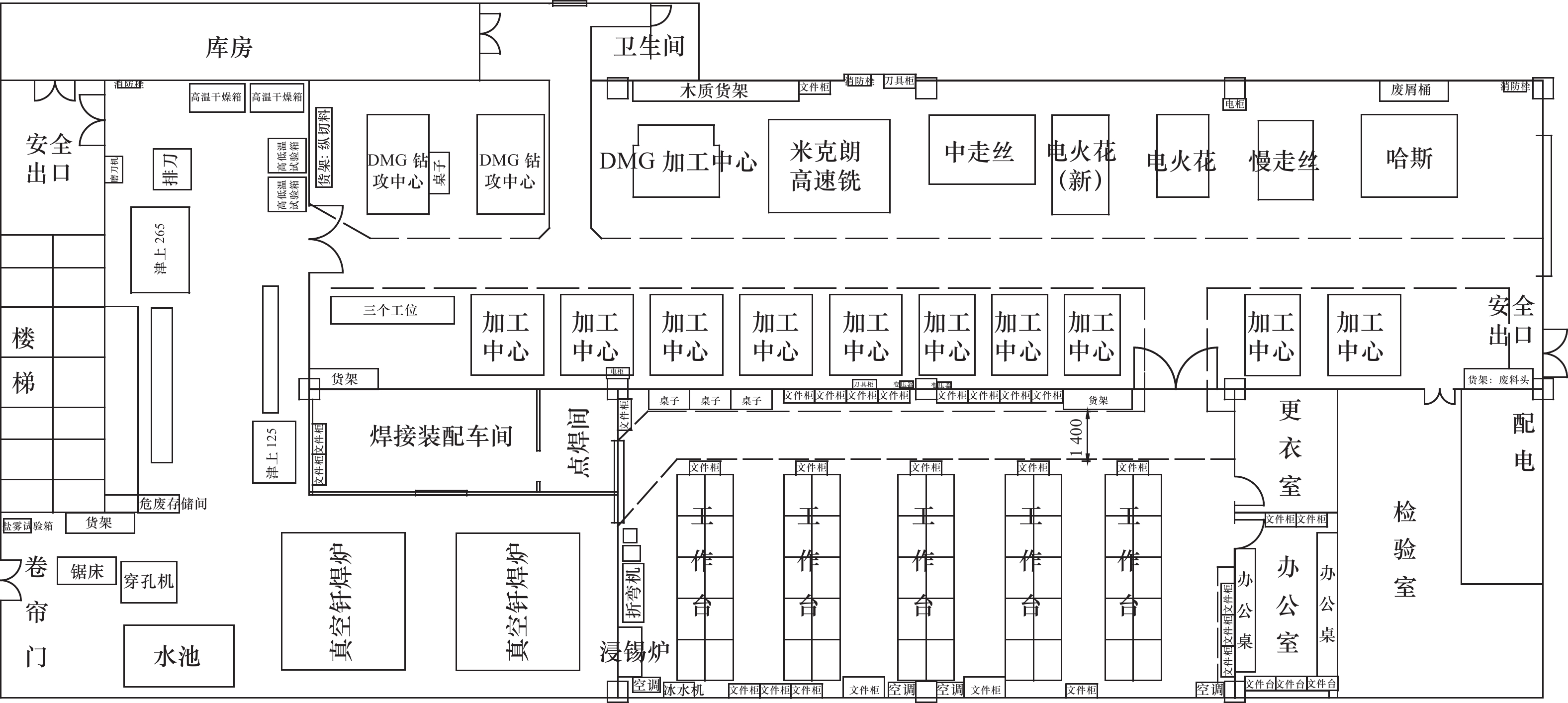
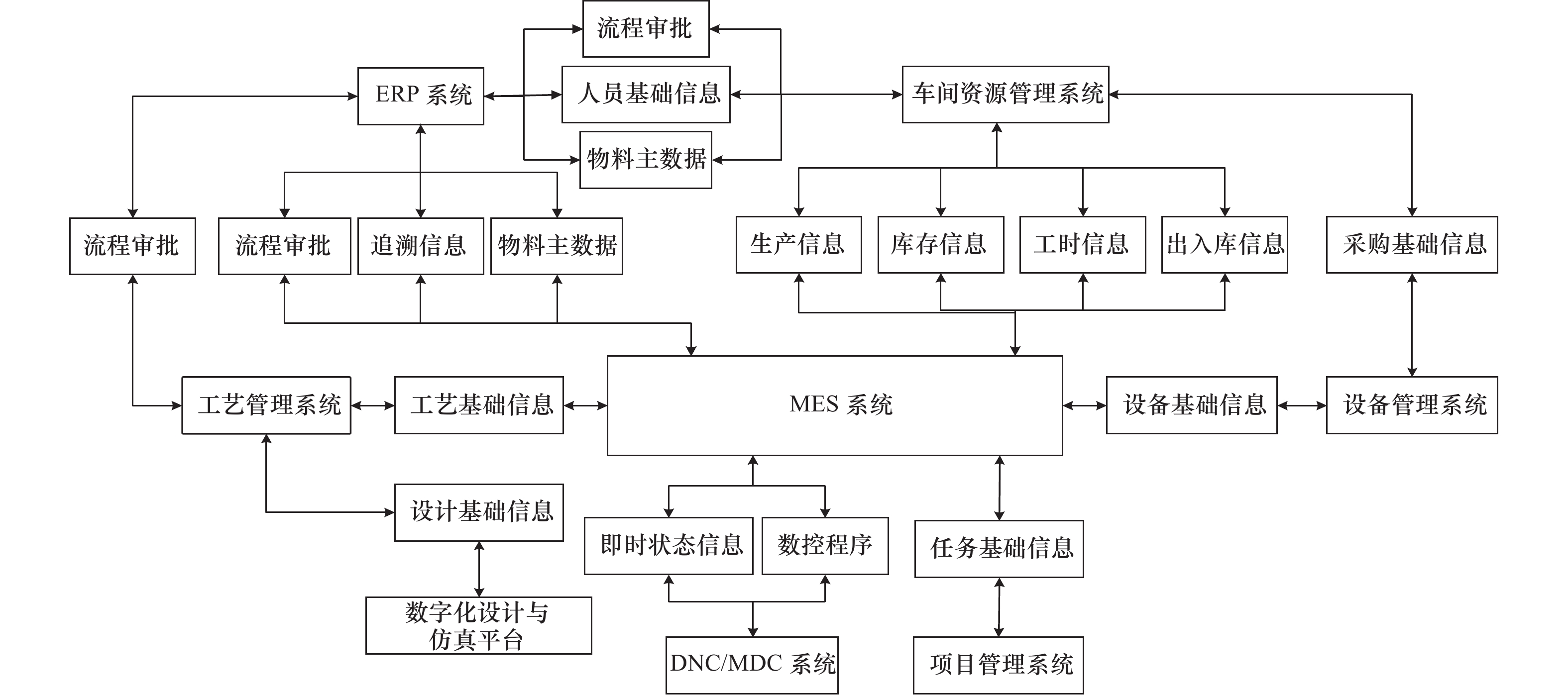
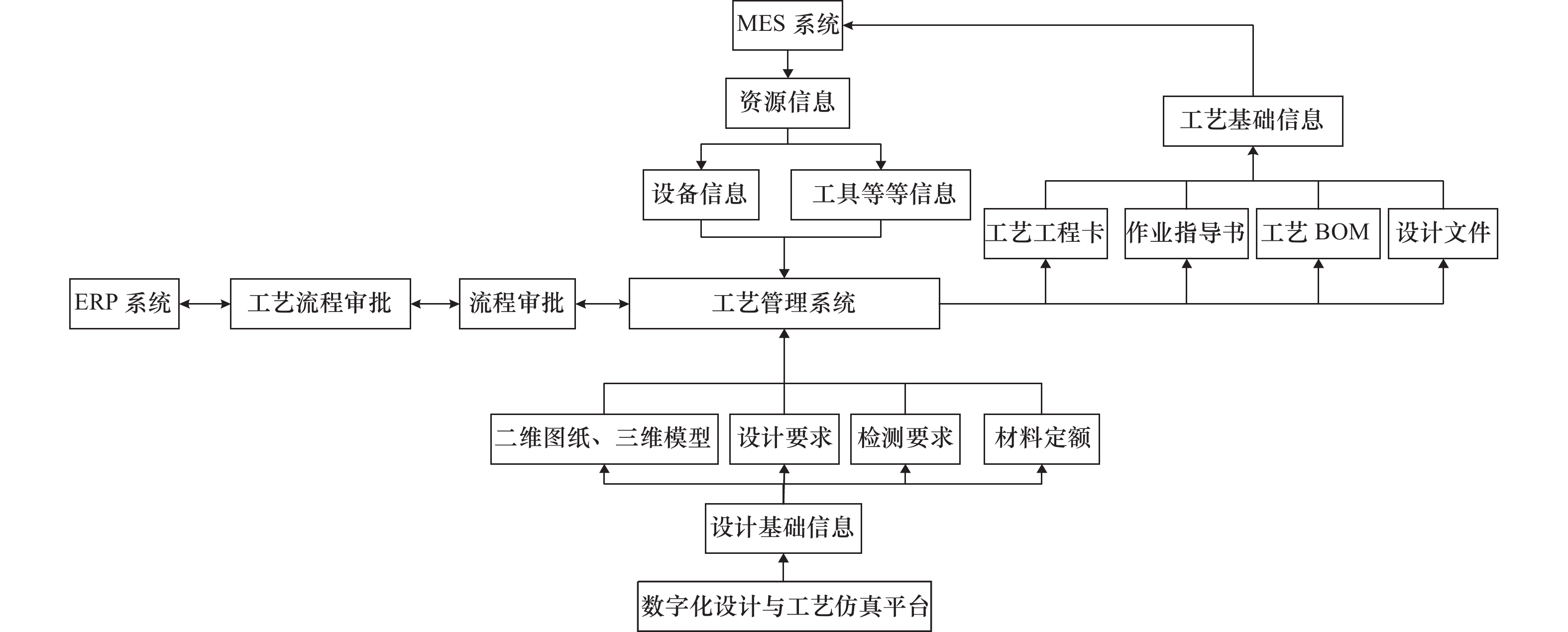
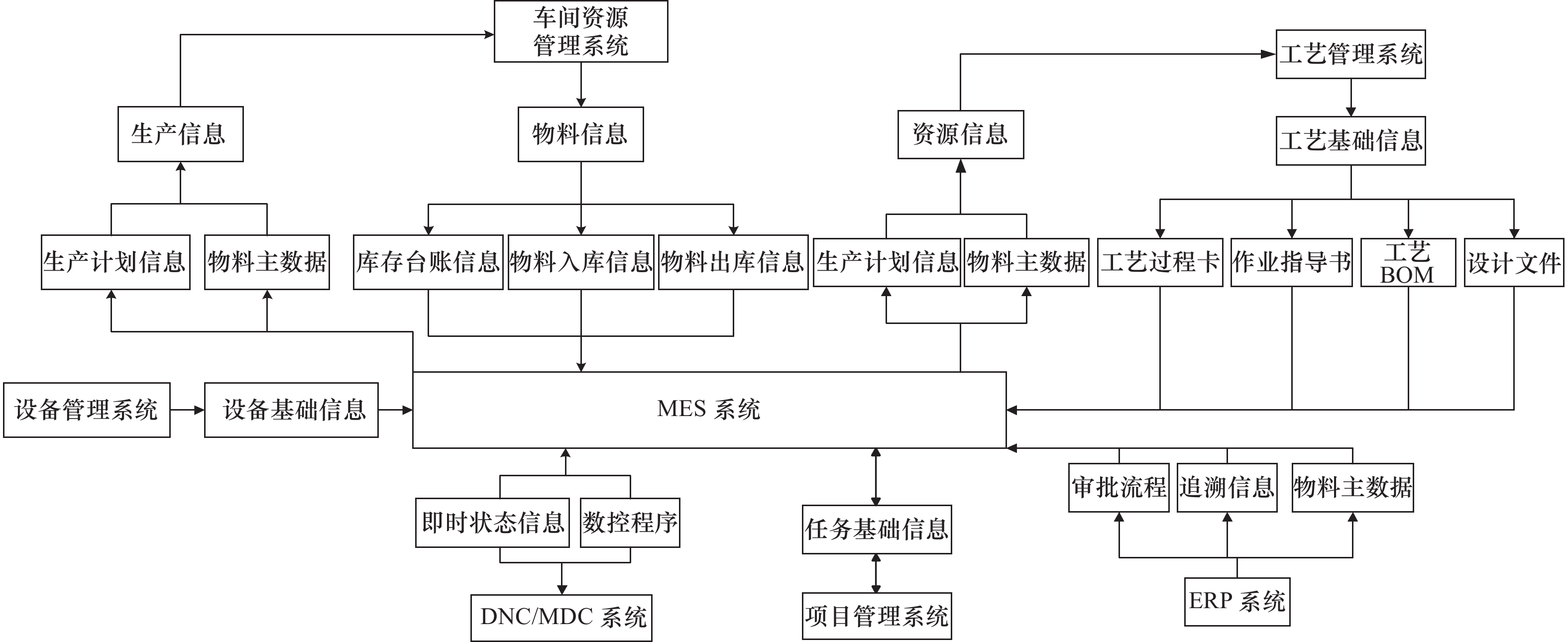
In order to meet the urgent needs of large quantities of customized products in the machine tool processing workshop, which are mainly in the form of small batch and multiple varieties, and to improve on-site management level, enhance production arrangement rationality, improve production efficiency and energy utilization rate, reduce operating costs, product defects and equipment failure rates, it is necessary to study the technology for the construction of a digital machine tool processing workshop. Based on the analysis of the construction goals, overall performance requirements, and construction content, a digital machine tool workshop overall architecture design model has been established, and the interconnection and integration of data in the digital machine tool workshop and various information systems have been proposed. It provides a basis for the modeling of the overall architecture model of digital workshop in the mechanical processing industry, including the functions of digital workshop information system and system integration requirements.
In order to meet the urgent needs of large quantities of customized products in the machine tool processing workshop, which are mainly in the form of small batch and multiple varieties, and to improve on-site management level, enhance production arrangement rationality, improve production efficiency and energy utilization rate, reduce operating costs, product defects and equipment failure rates, it is necessary to study the technology for the construction of a digital machine tool processing workshop. Based on the analysis of the construction goals, overall performance requirements, and construction content, a digital machine tool workshop overall architecture design model has been established, and the interconnection and integration of data in the digital machine tool workshop and various information systems have been proposed. It provides a basis for the modeling of the overall architecture model of digital workshop in the mechanical processing industry, including the functions of digital workshop information system and system integration requirements.


2024, (4): 167-172.
doi: 10.19287/j.mtmt.1005-2402.2024.04.026
Abstract:
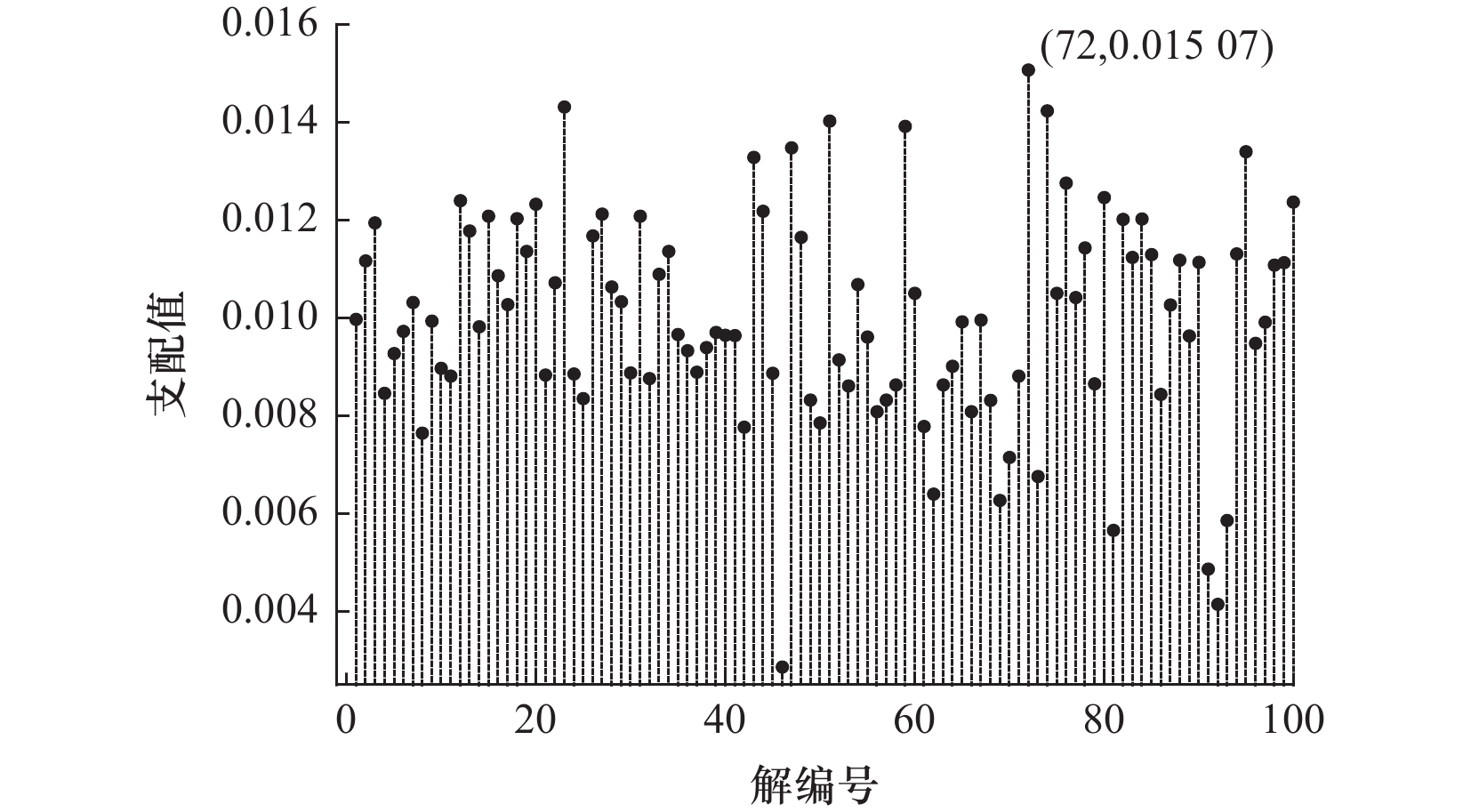
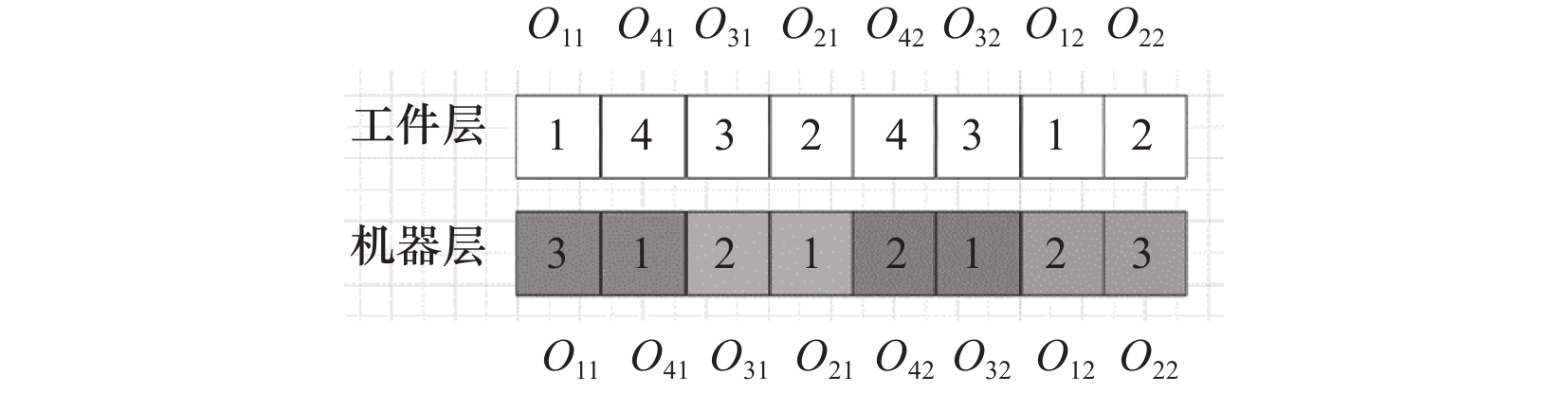
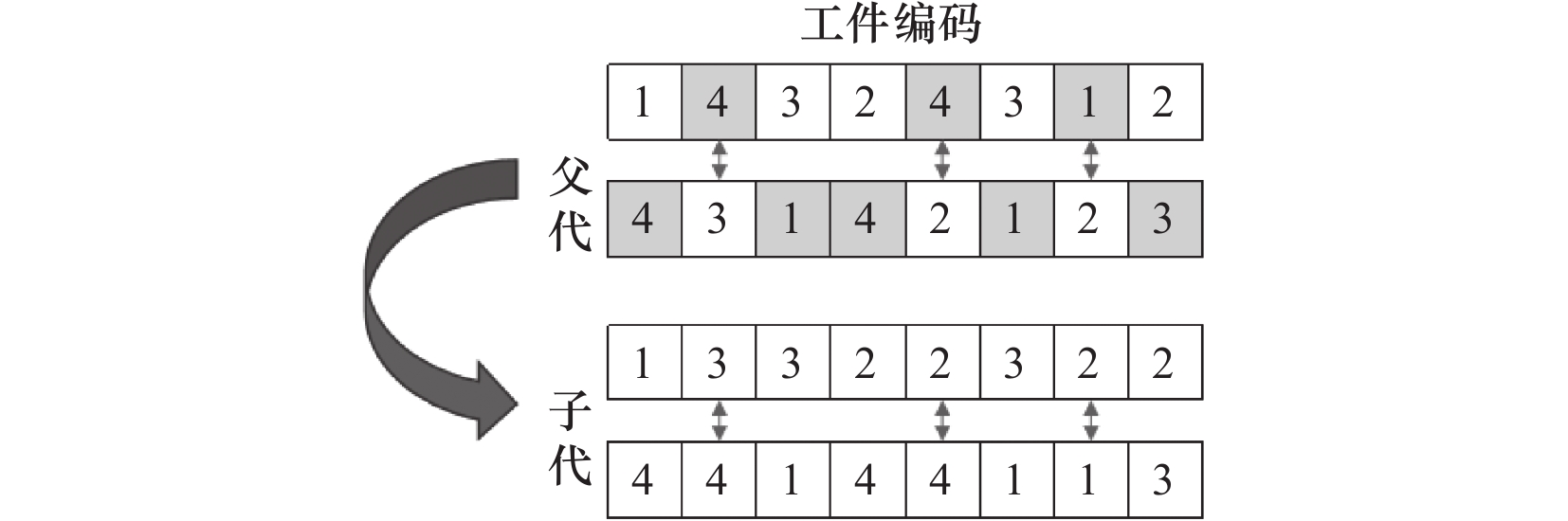
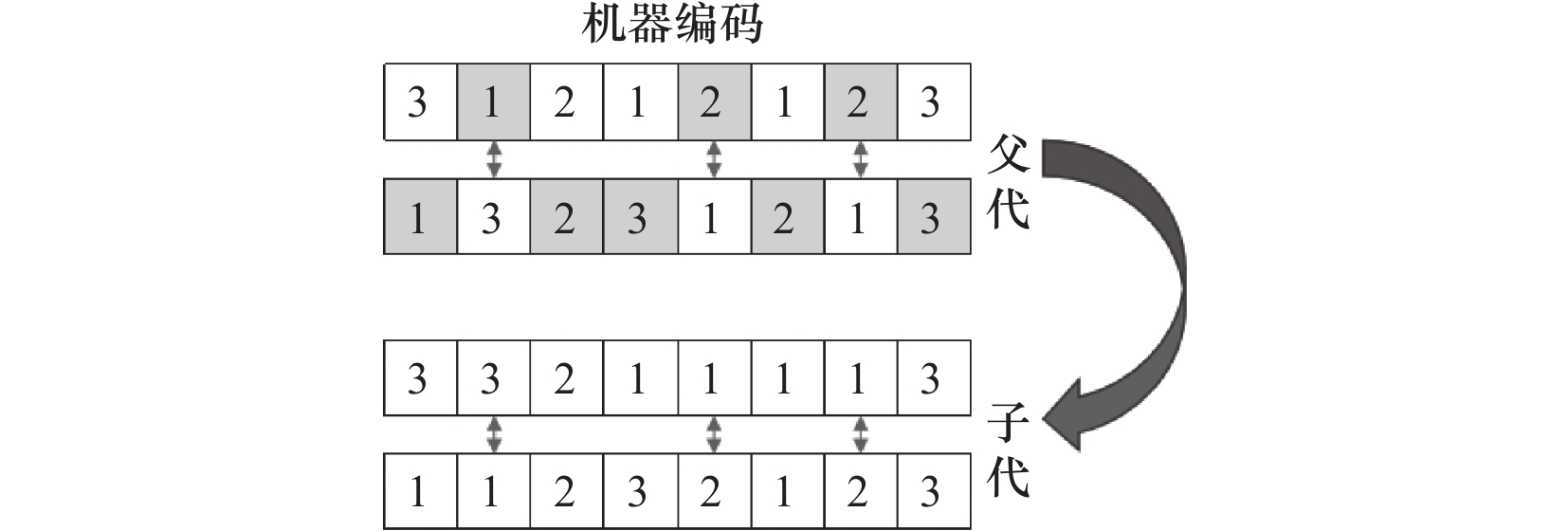
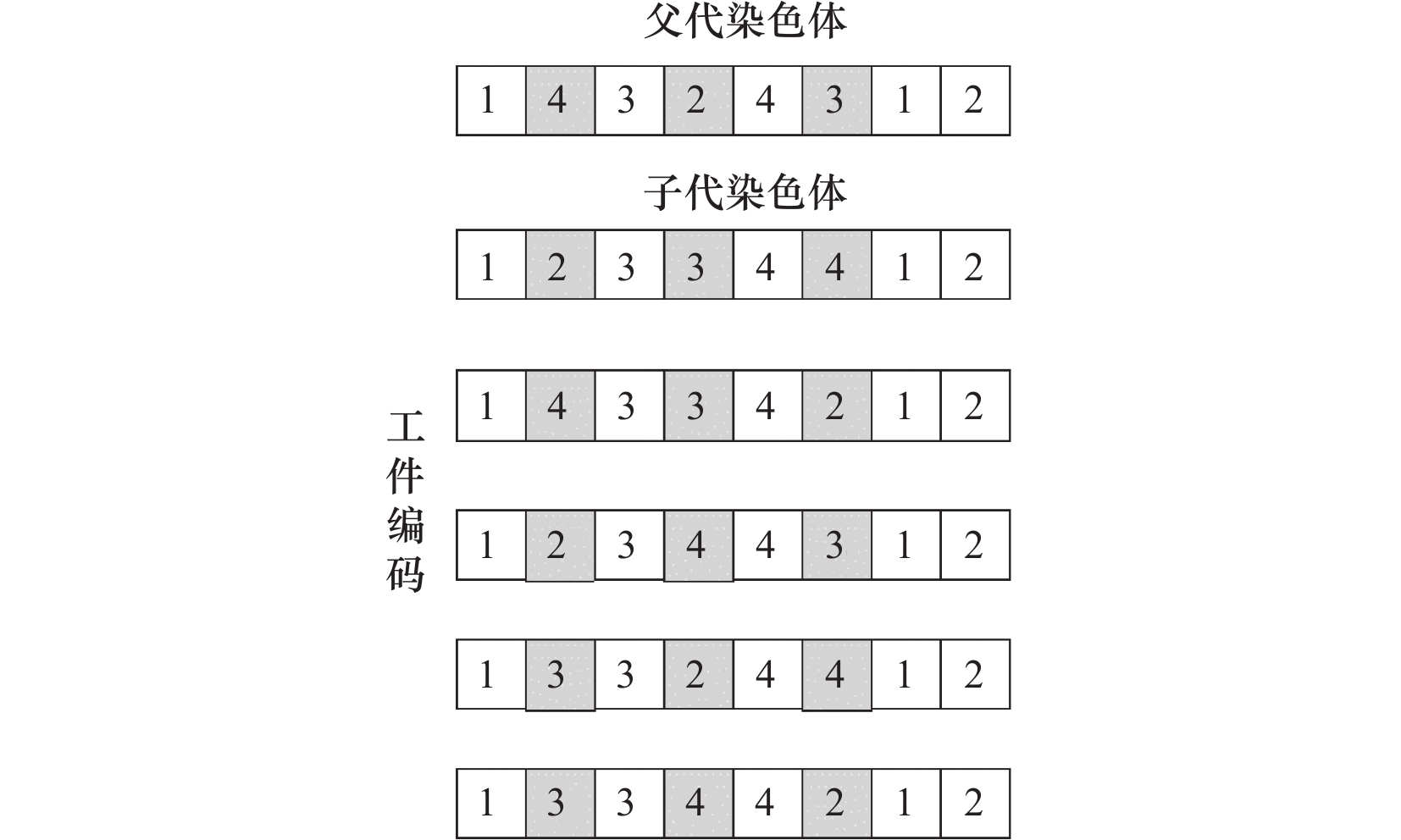
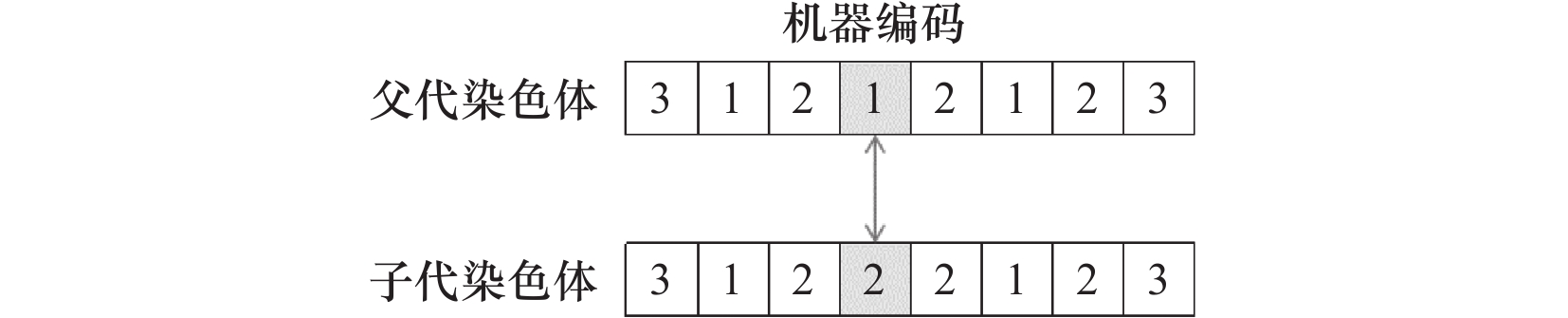
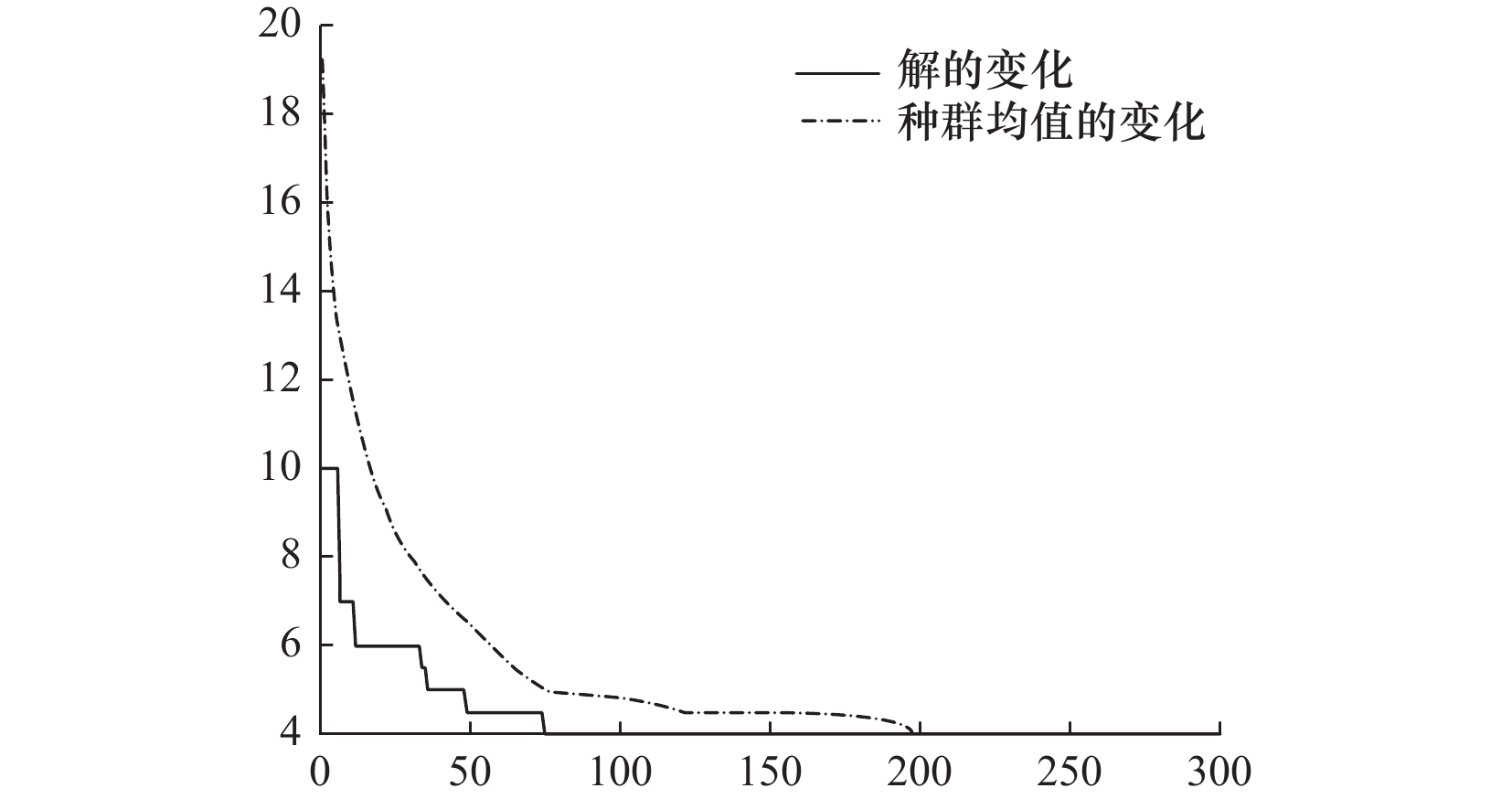
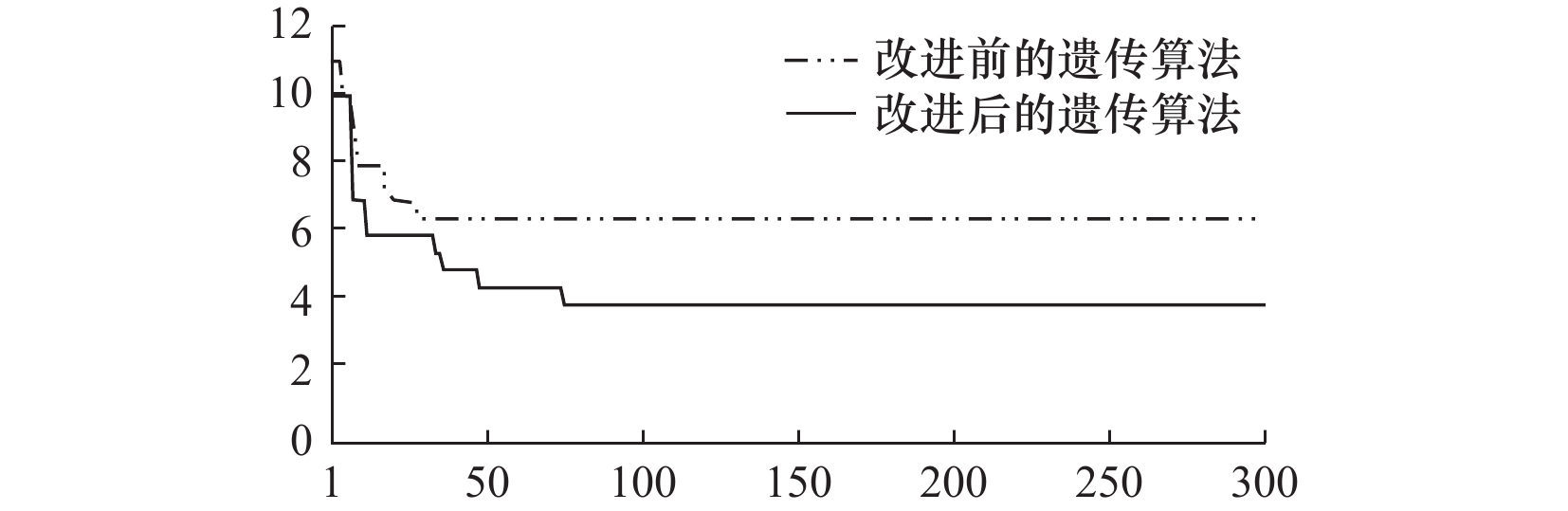
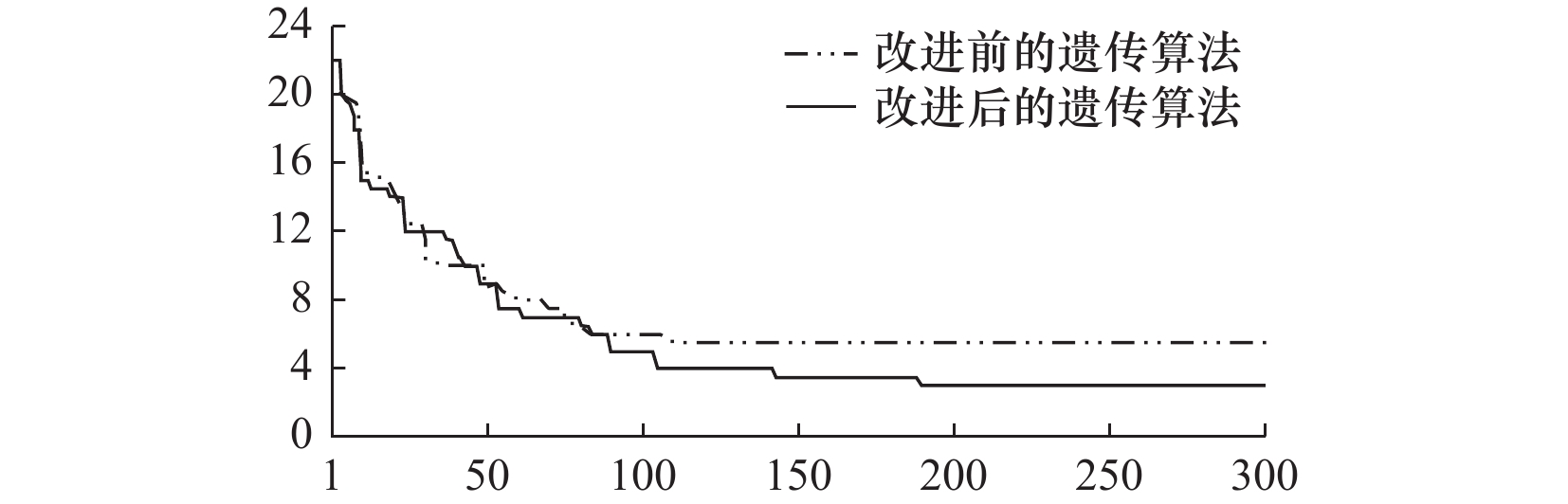
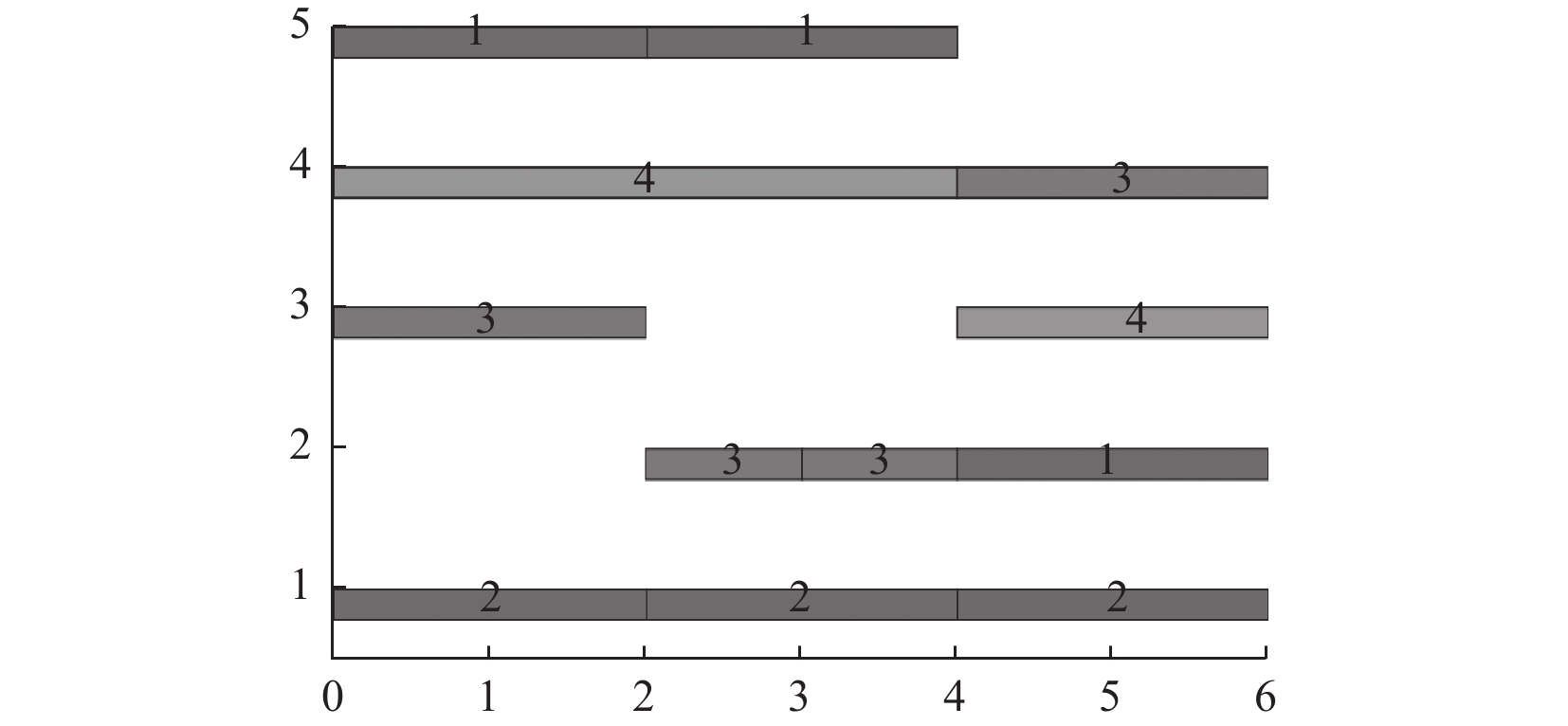
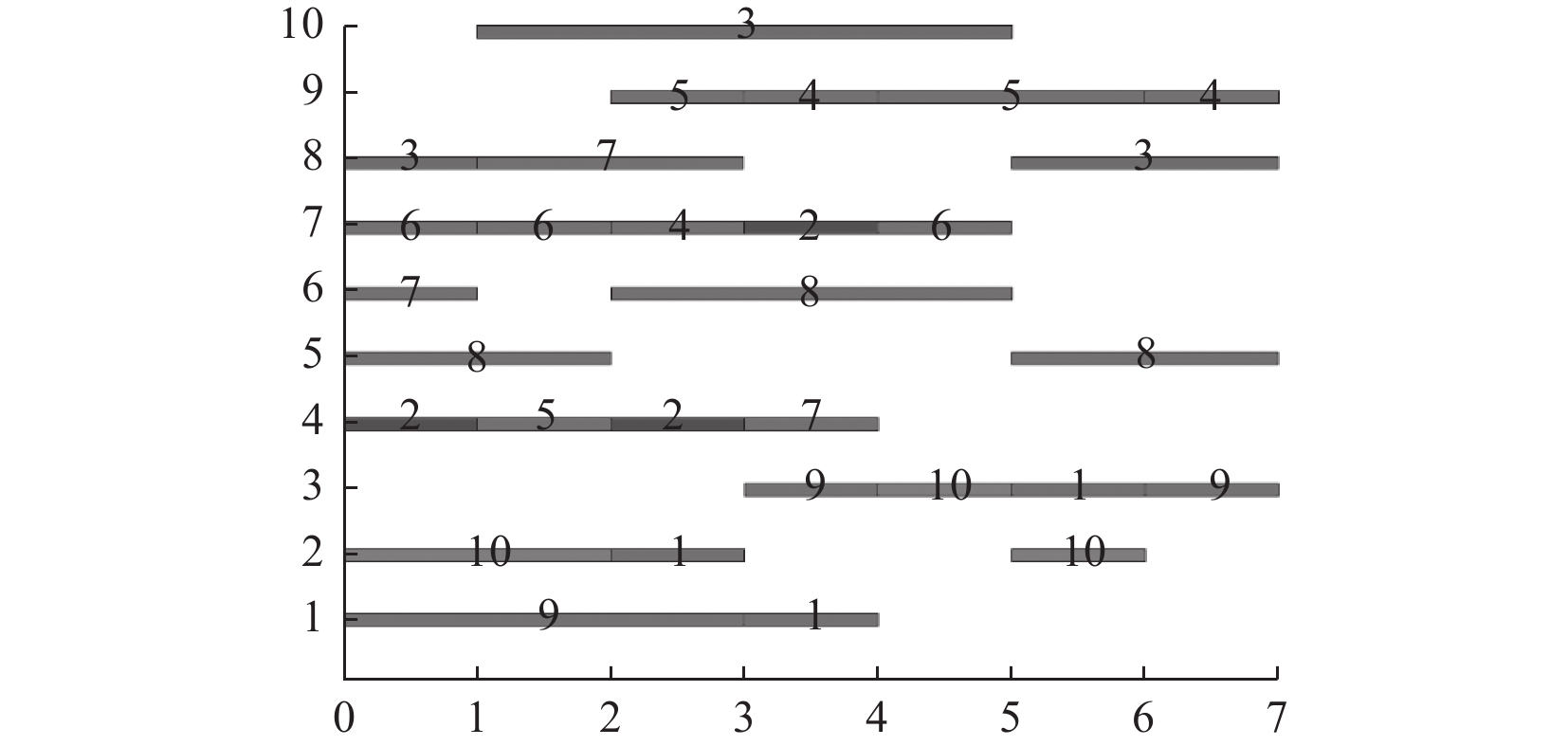
For the multi-objective scheduling problem in a flexible job shop, we have established a mathematical model with the objectives of maximizing the completion time and minimizing energy consumption. To address this problem, we propose an improved multi-objective genetic algorithm. Firstly, using the uniform crossover operator in the crossover process and introduce a neighborhood-based mutation operator. Secondly, improving the non-uniformity of the crossover and mutation operators to enhance the algorithm’s search capability. By dynamically adjusting the probabilities of non-uniform crossover and mutation, we increase the coverage of the search space and avoid getting trapped in local optima. Finally, testing the proposed algorithm using the Kacem benchmark test set. The experimental results demonstrate that our improved algorithm effectively solves the multi-objective scheduling problem considering both maximum completion time and energy consumption, achieving significant improvements.
For the multi-objective scheduling problem in a flexible job shop, we have established a mathematical model with the objectives of maximizing the completion time and minimizing energy consumption. To address this problem, we propose an improved multi-objective genetic algorithm. Firstly, using the uniform crossover operator in the crossover process and introduce a neighborhood-based mutation operator. Secondly, improving the non-uniformity of the crossover and mutation operators to enhance the algorithm’s search capability. By dynamically adjusting the probabilities of non-uniform crossover and mutation, we increase the coverage of the search space and avoid getting trapped in local optima. Finally, testing the proposed algorithm using the Kacem benchmark test set. The experimental results demonstrate that our improved algorithm effectively solves the multi-objective scheduling problem considering both maximum completion time and energy consumption, achieving significant improvements.


2024, (4): 173-180.
doi: 10.19287/j.mtmt.1005-2402.2024.04.027
Abstract:
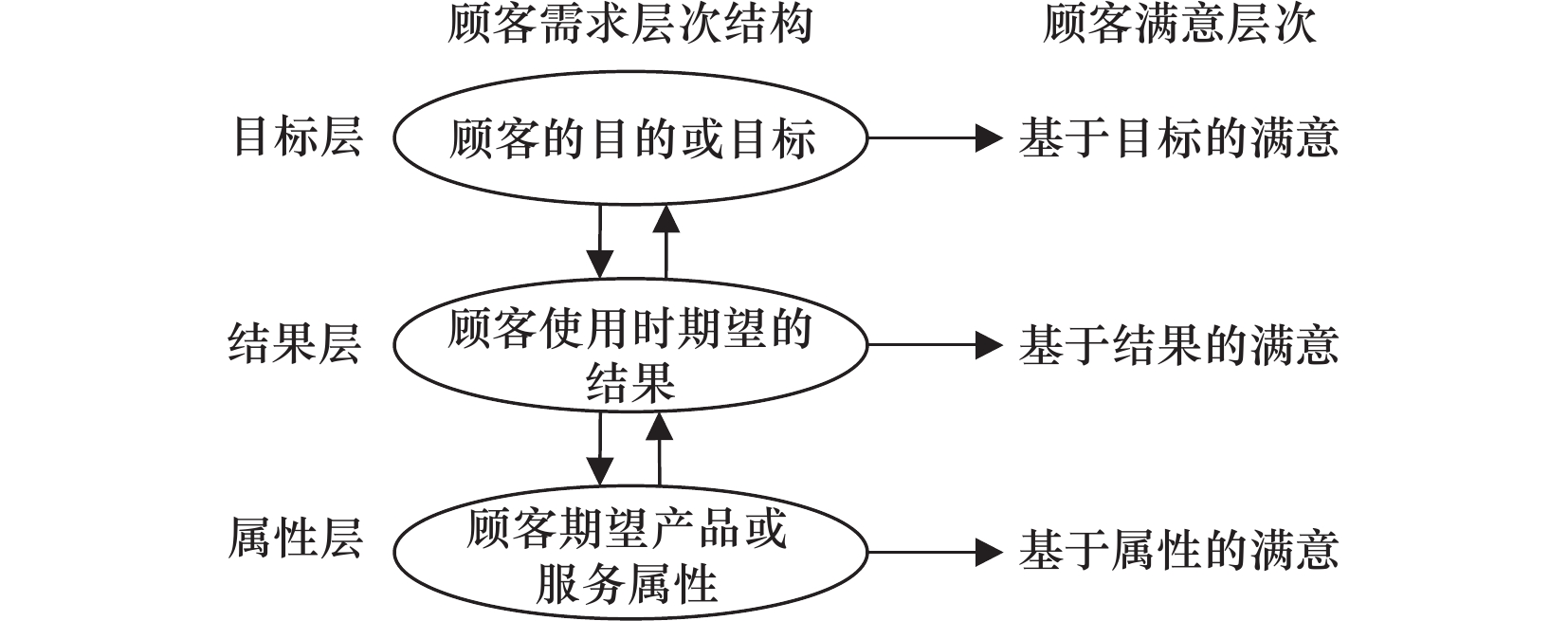
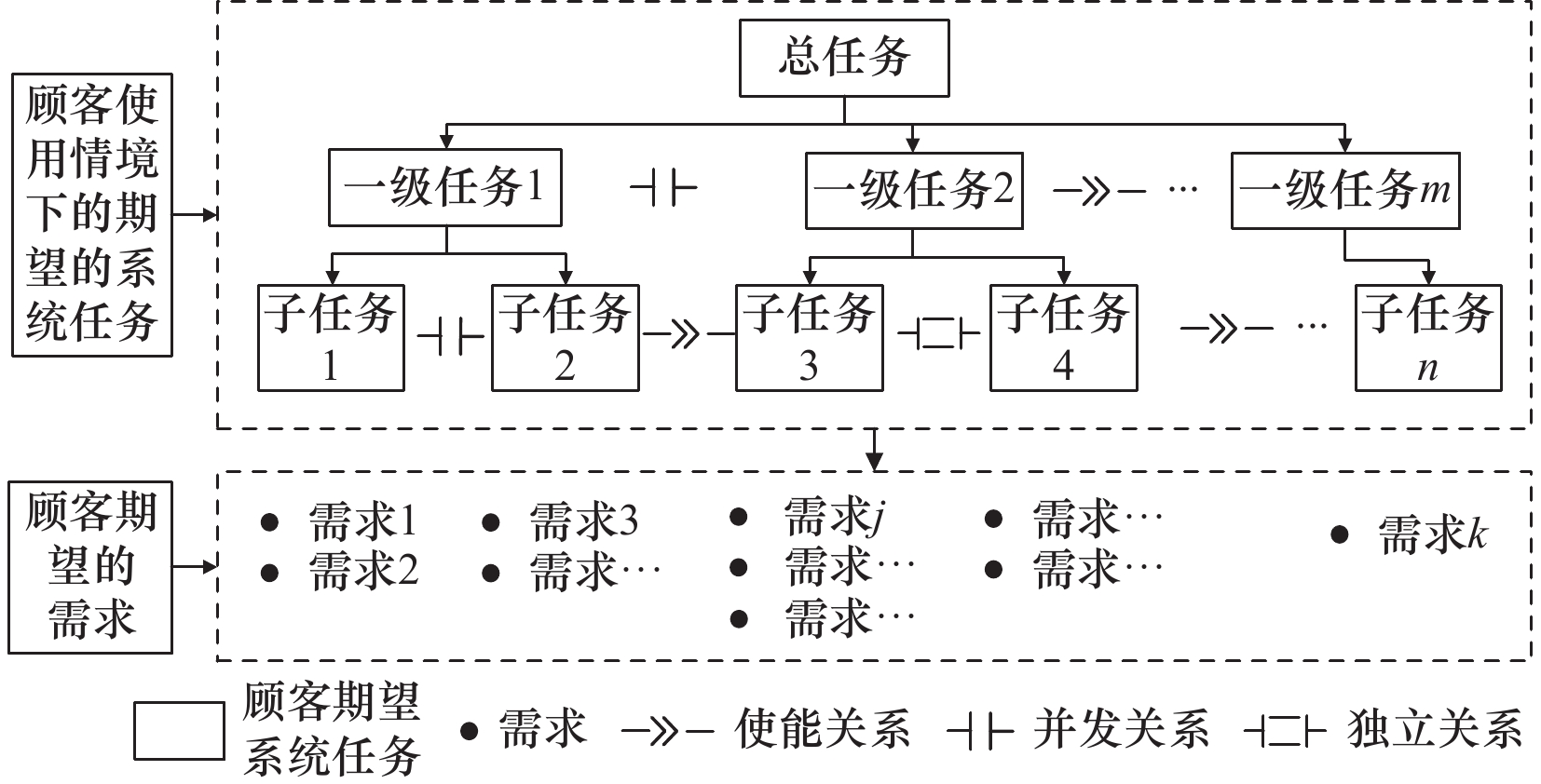
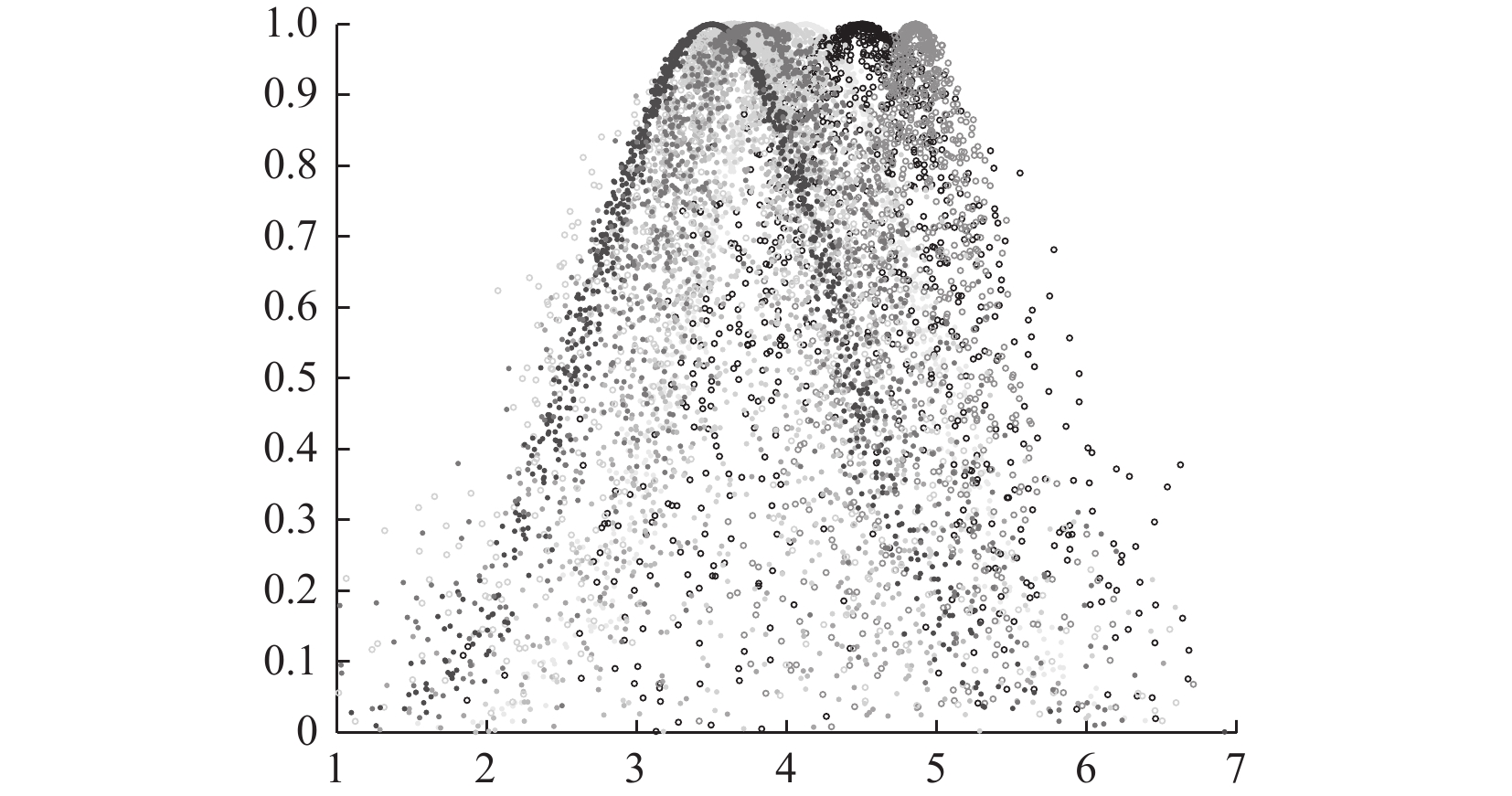
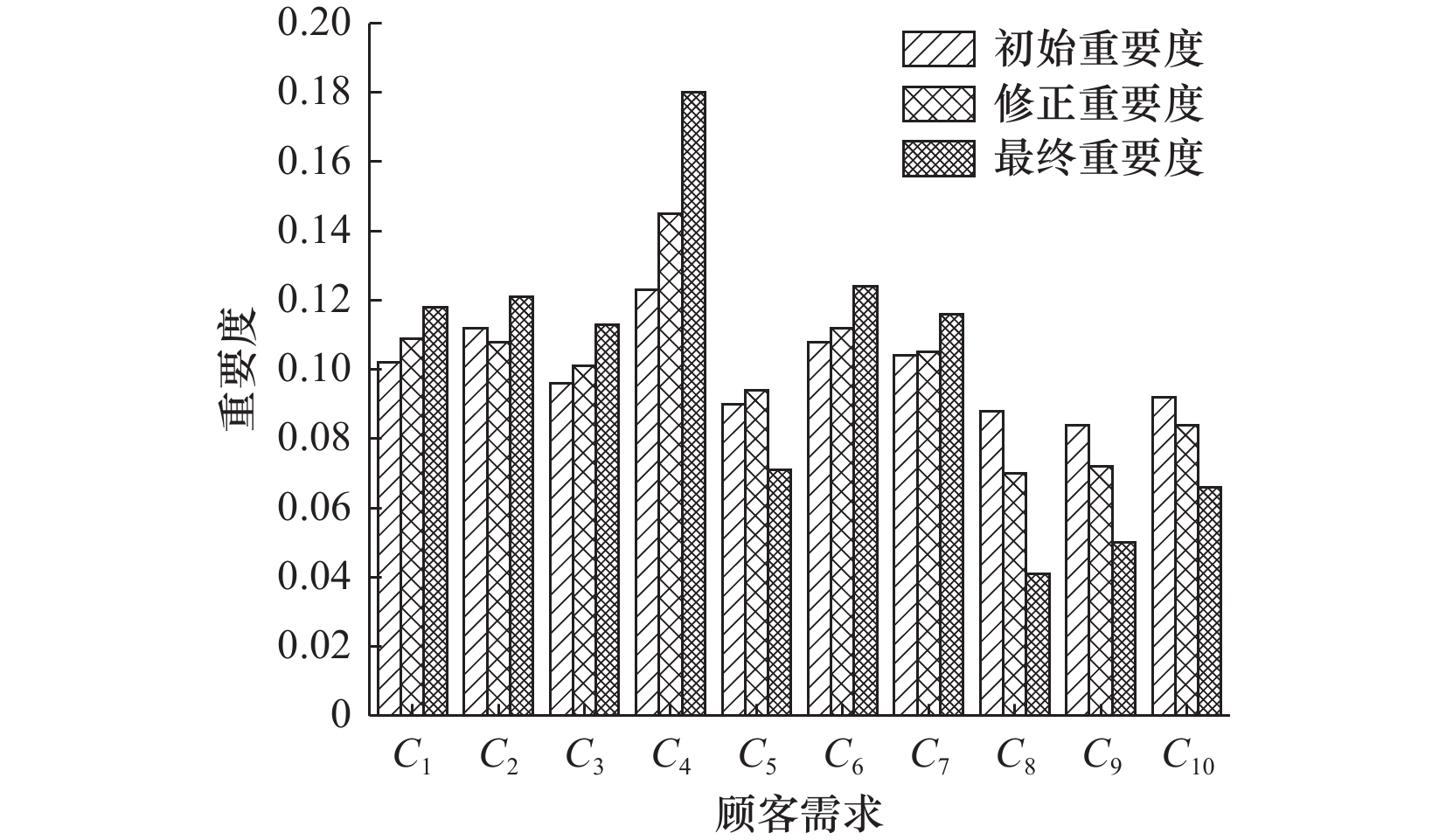
In order to accurately reflect customer’s intrinsic requirements in PSS design, a hierarchical model based on the means-end chain theory is constructed to capture CRs from the perspective of customer expectations, and then the method combining cloud model, fuzzy decision-making trial and evaluation laboratory (DEMATEL) with improved analytical Kano (A-Kano) model is proposed to identify importance priority. The cloud model was used to solve the problem of fuzzy uncertainty of expert evaluation and determine the initial importance of customer demand. Considering the directional influence relationship among CRs, the fuzzy DEMATEL method is introduced to modify the basic importance. Based on the category criterion of CRs, an improved A-Kano model is constructed, and the importance index and satisfaction index based on customer satisfaction are introduced to identify the final importance. The feasibility and validity of the proposed model were verified by taking the design of a CNC machine tool product service system as an example.
In order to accurately reflect customer’s intrinsic requirements in PSS design, a hierarchical model based on the means-end chain theory is constructed to capture CRs from the perspective of customer expectations, and then the method combining cloud model, fuzzy decision-making trial and evaluation laboratory (DEMATEL) with improved analytical Kano (A-Kano) model is proposed to identify importance priority. The cloud model was used to solve the problem of fuzzy uncertainty of expert evaluation and determine the initial importance of customer demand. Considering the directional influence relationship among CRs, the fuzzy DEMATEL method is introduced to modify the basic importance. Based on the category criterion of CRs, an improved A-Kano model is constructed, and the importance index and satisfaction index based on customer satisfaction are introduced to identify the final importance. The feasibility and validity of the proposed model were verified by taking the design of a CNC machine tool product service system as an example.
2024, (4): 181-187.
doi: 10.19287/j.mtmt.1005-2402.2024.04.028
Abstract:
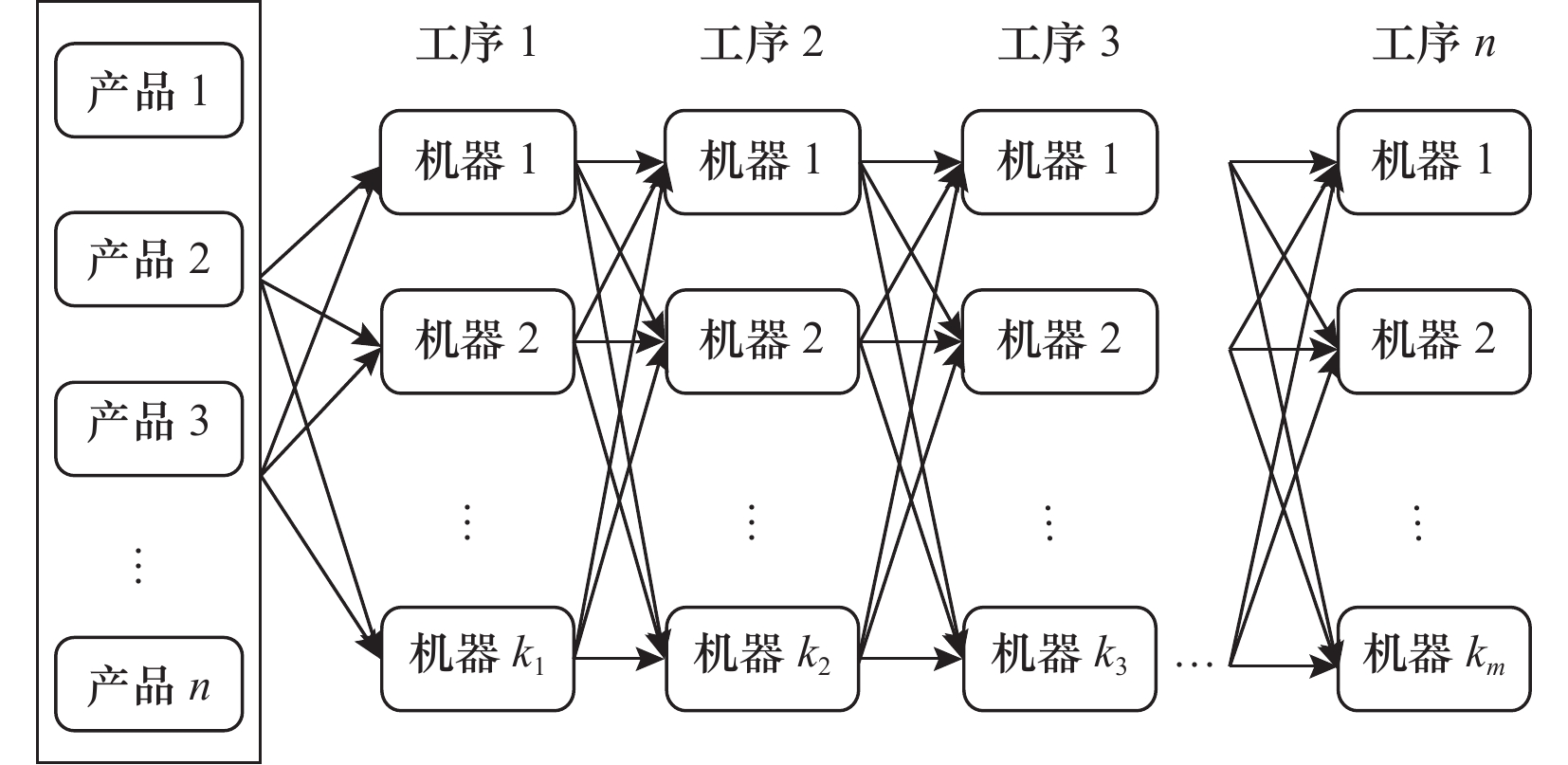
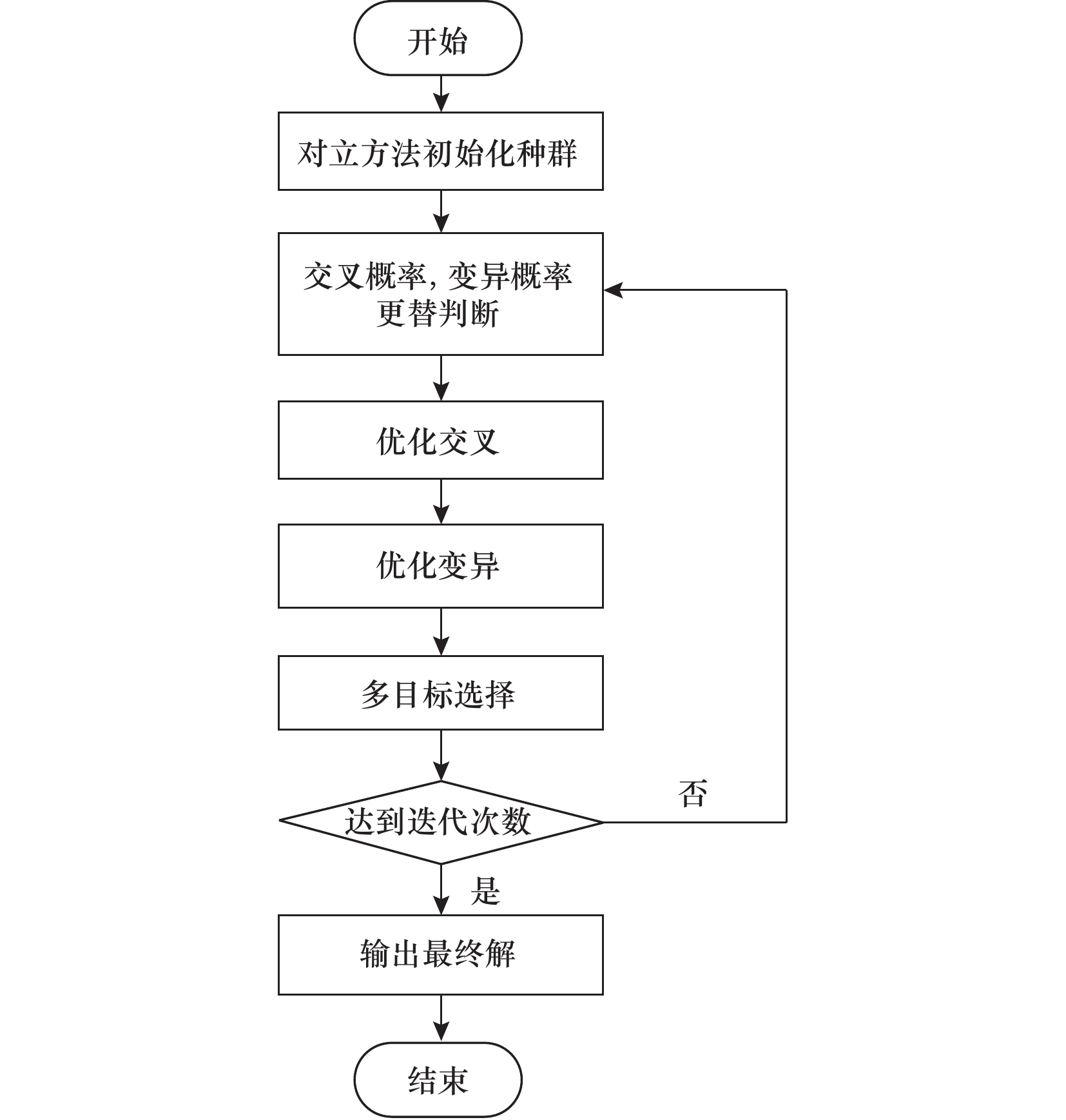
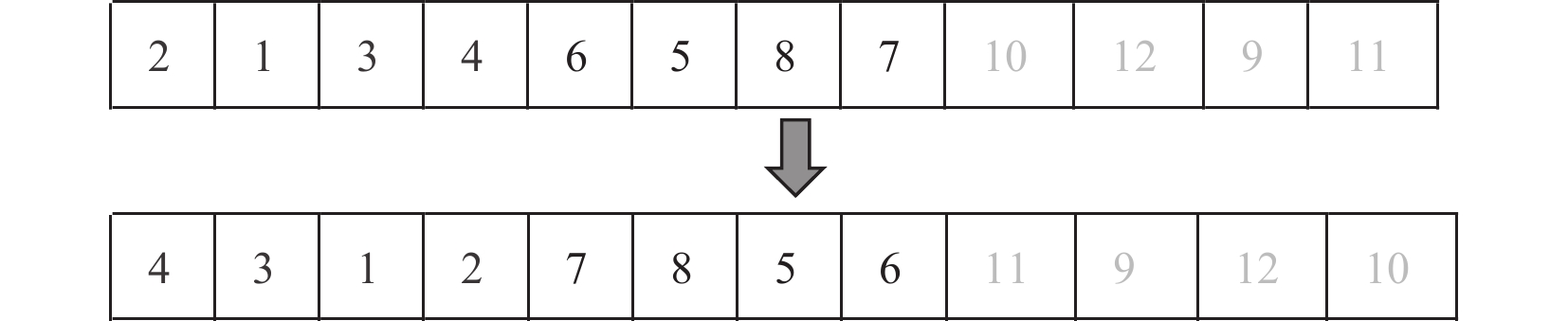
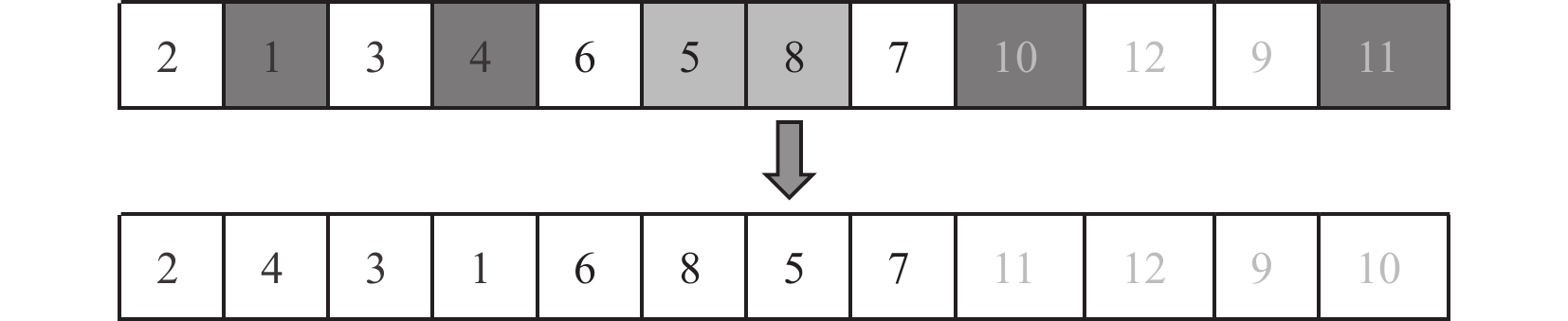
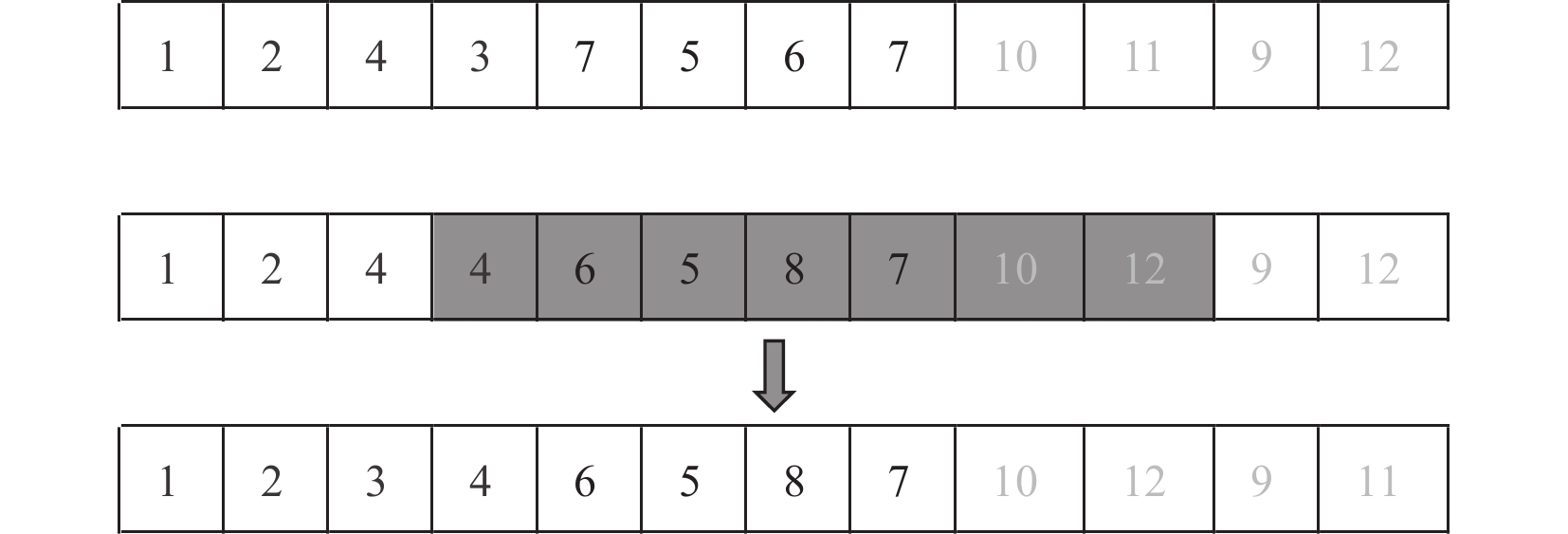
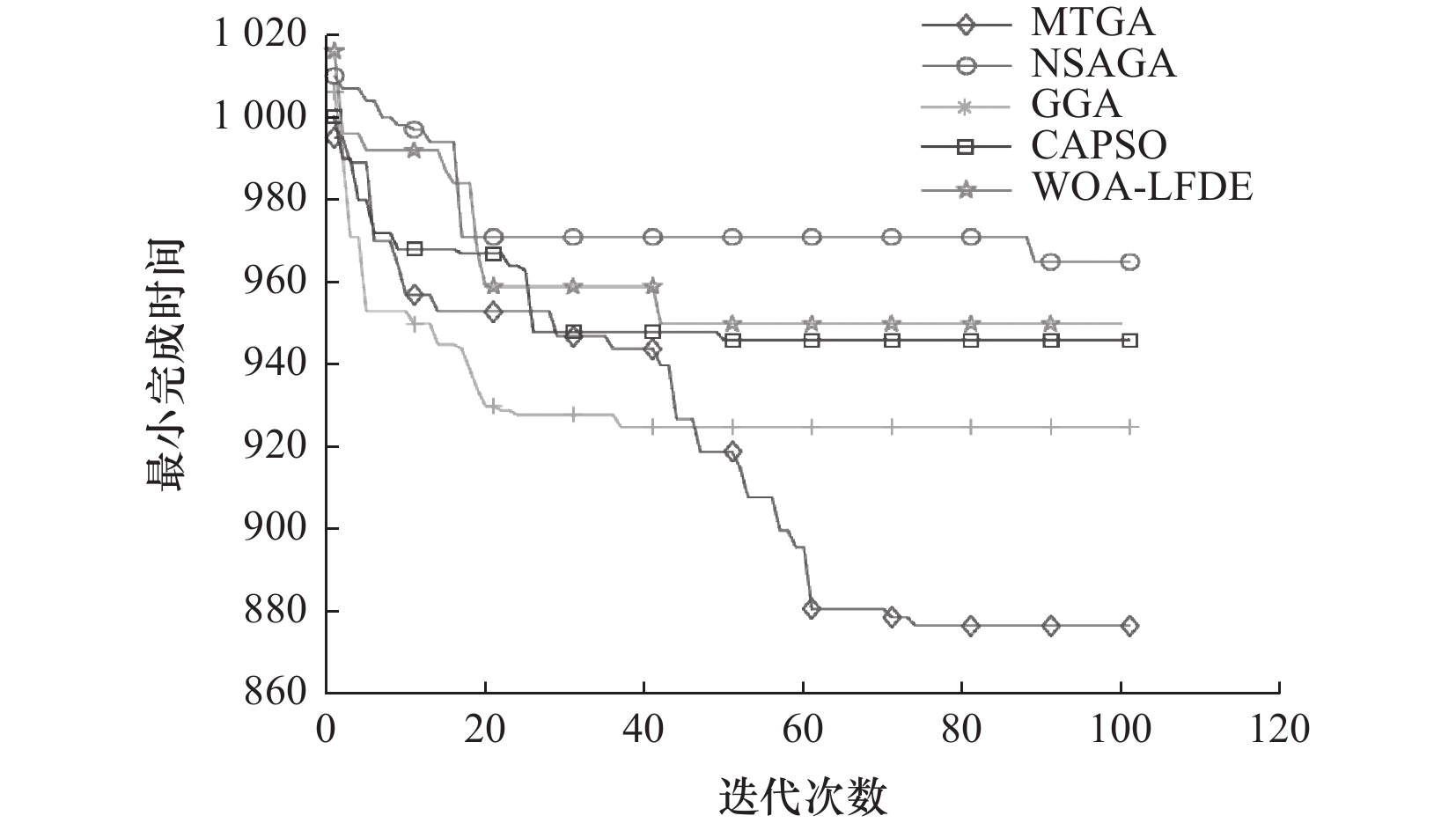
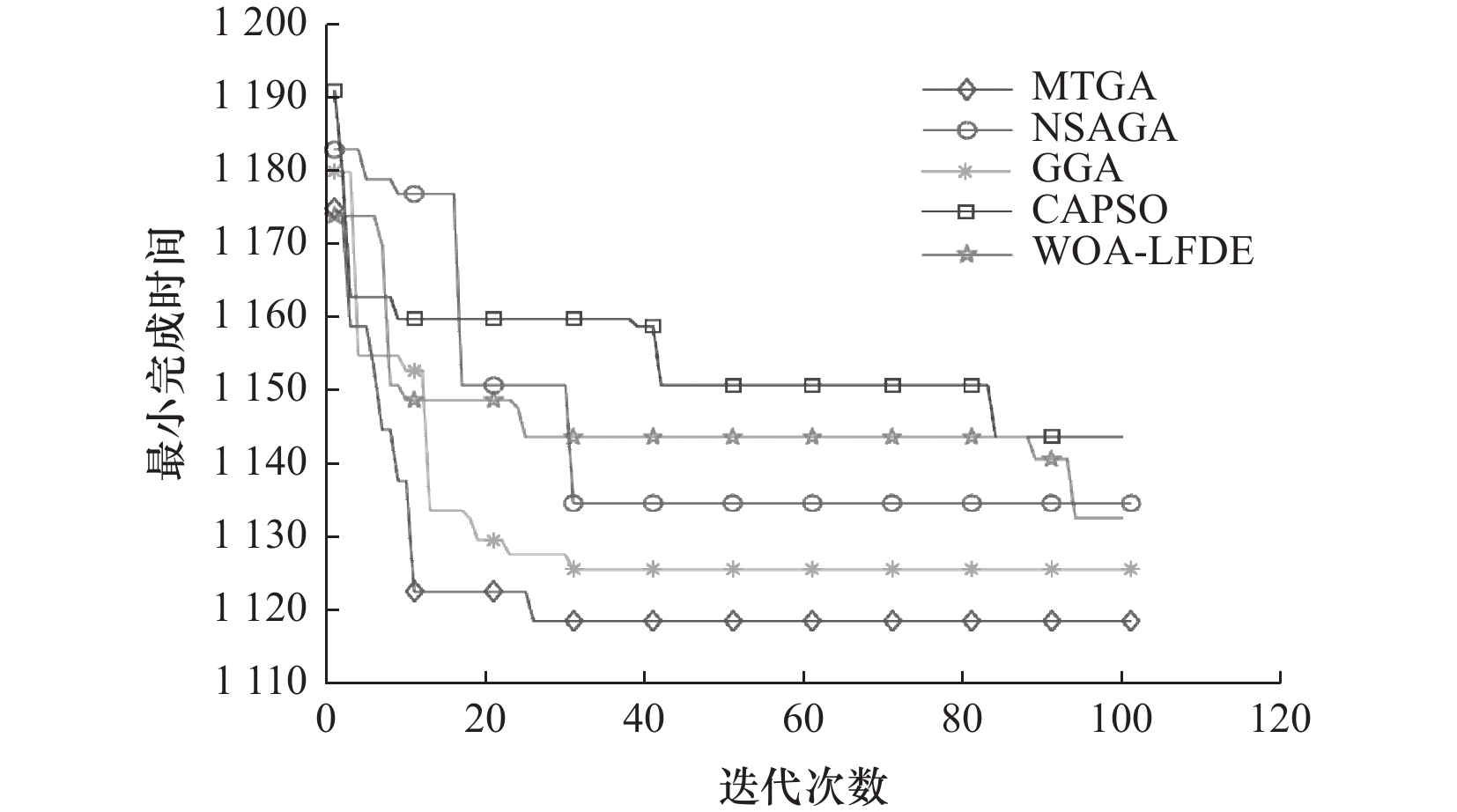
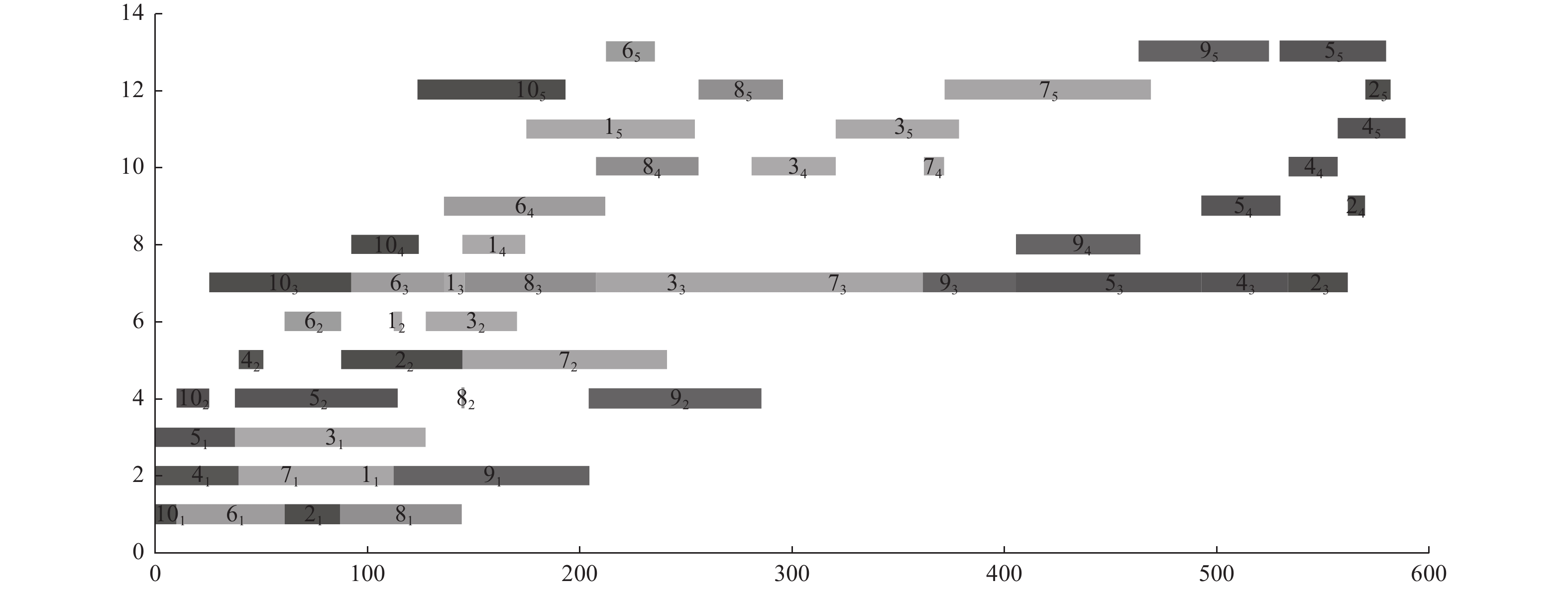
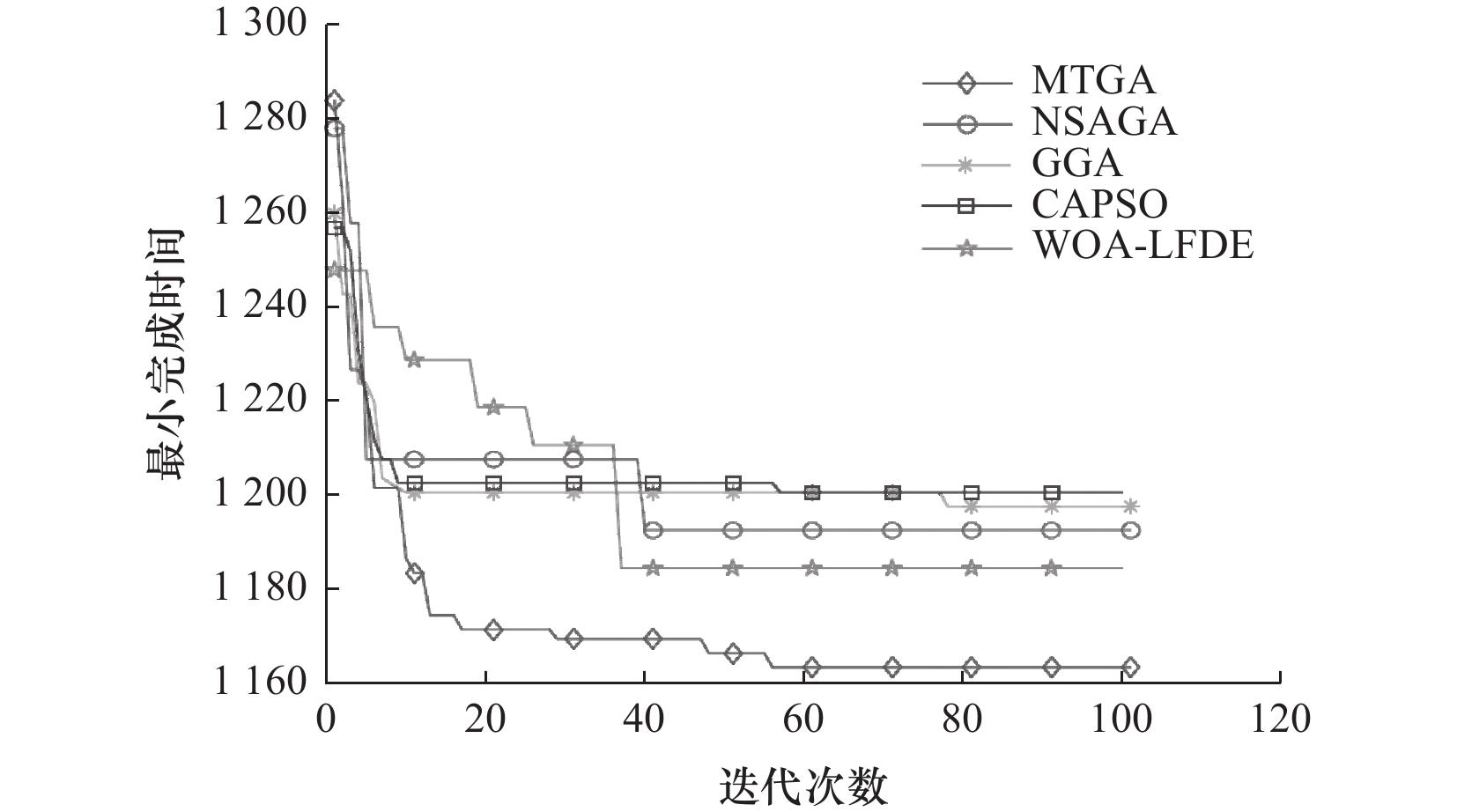
Aiming at the flexible flow shop scheduling problem that minimizes the maximum completion time, this paper proposes an improved genetic algorithm bases on multiple target of selection(MTGA). A one-dimensional encoding and decoding method for this problem is designed, and an opposing method is used to initialize the population. For the genetic algorithm, the crossover operation of the whole process is closer to the optimal solution, which accelerates the convergence speed of the algorithm, the overall variation of the operation sequence of all processes in the mutation operation, and the selection operation divides the population into multiple parts to achieve multiple optimal solutions, which increases the search range of the algorithm and reduces the probability of falling into the local optimal. Two sets of crossover and variation probabilities are applied to increase the flexibility of the algorithm. The effectiveness of the algorithm is verified by comparison with multiple existing algorithms.
Aiming at the flexible flow shop scheduling problem that minimizes the maximum completion time, this paper proposes an improved genetic algorithm bases on multiple target of selection(MTGA). A one-dimensional encoding and decoding method for this problem is designed, and an opposing method is used to initialize the population. For the genetic algorithm, the crossover operation of the whole process is closer to the optimal solution, which accelerates the convergence speed of the algorithm, the overall variation of the operation sequence of all processes in the mutation operation, and the selection operation divides the population into multiple parts to achieve multiple optimal solutions, which increases the search range of the algorithm and reduces the probability of falling into the local optimal. Two sets of crossover and variation probabilities are applied to increase the flexibility of the algorithm. The effectiveness of the algorithm is verified by comparison with multiple existing algorithms.




2024, (4): 188-195.
doi: 10.19287/j.mtmt.1005-2402.2024.04.029
Abstract:
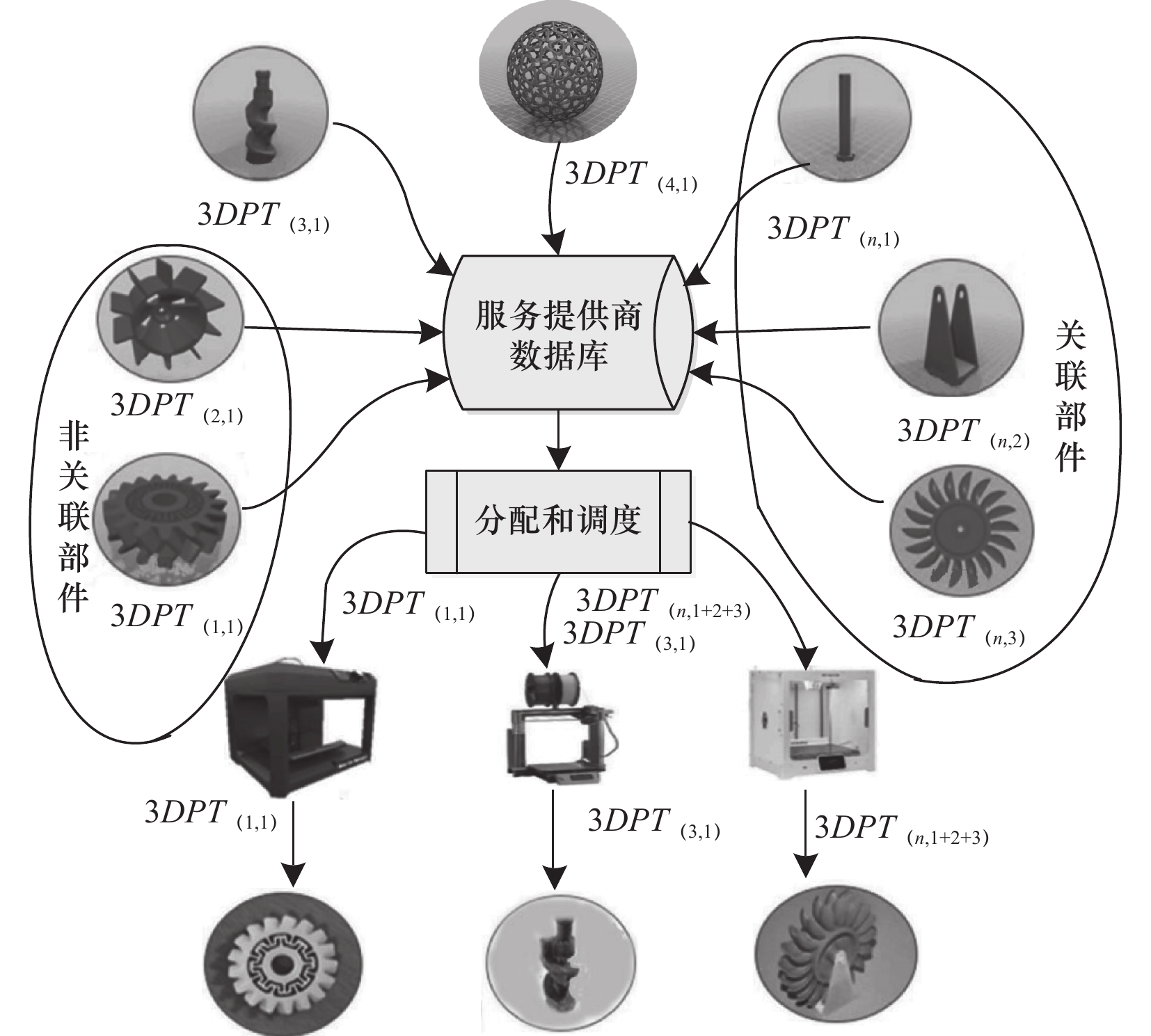
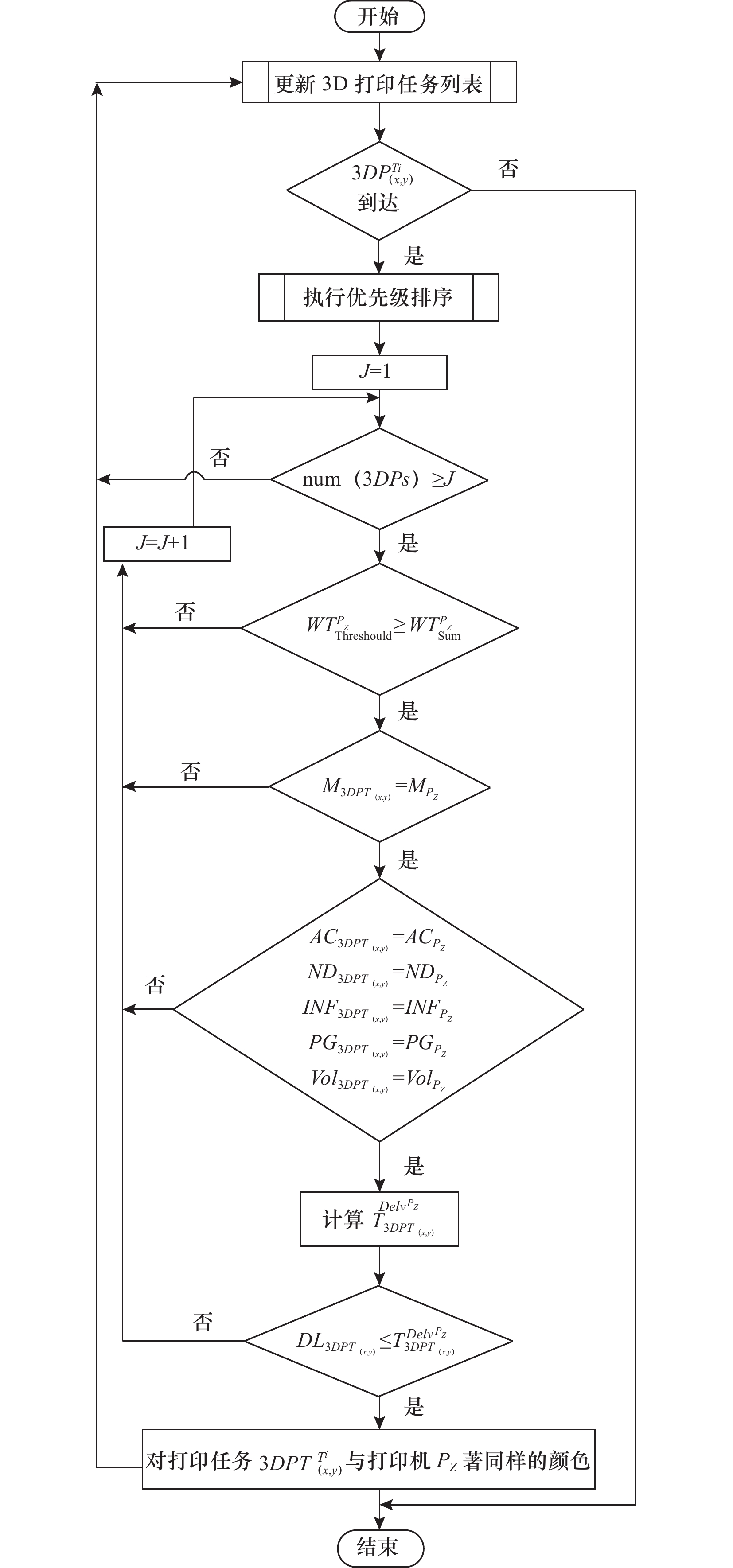
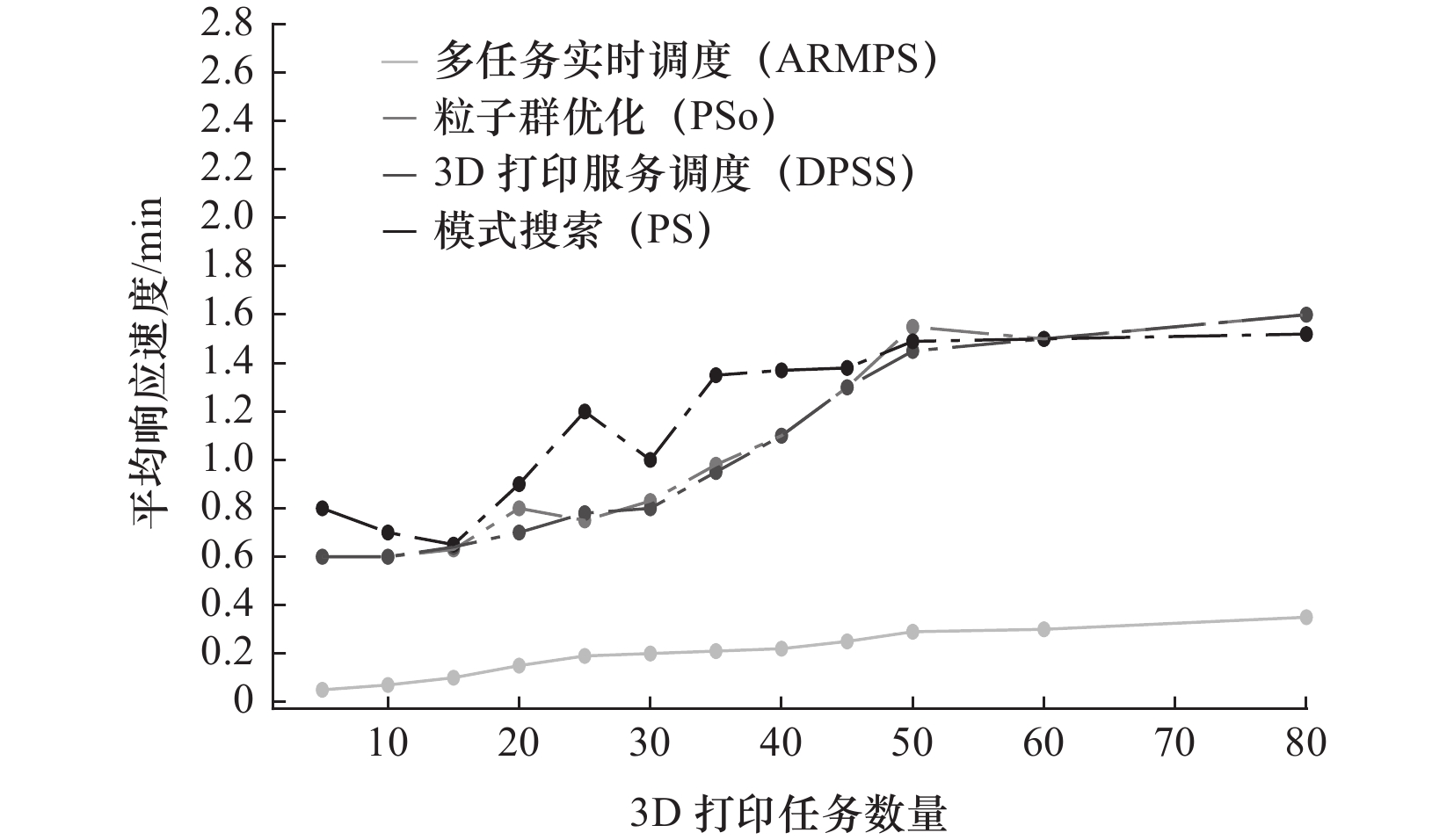
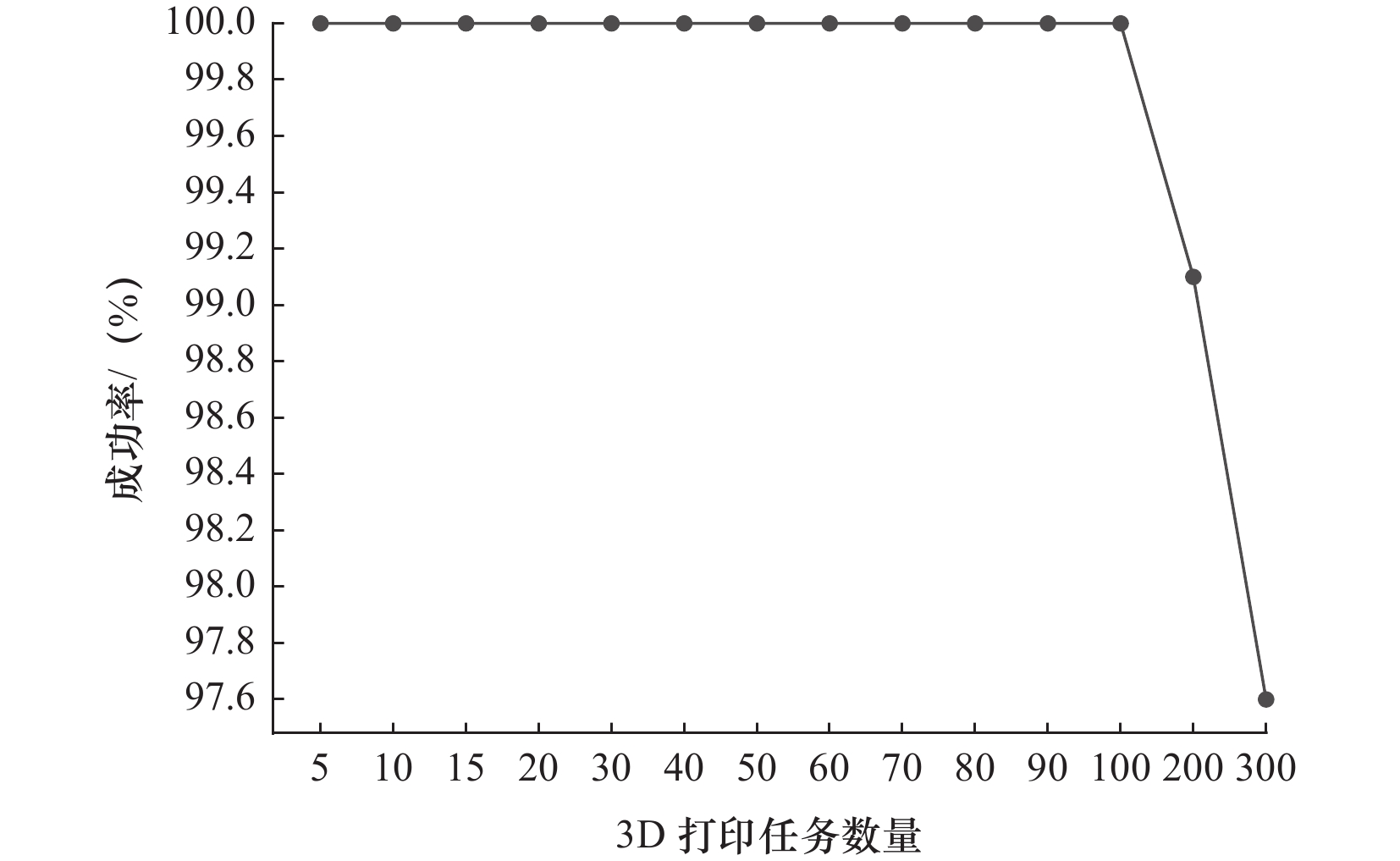
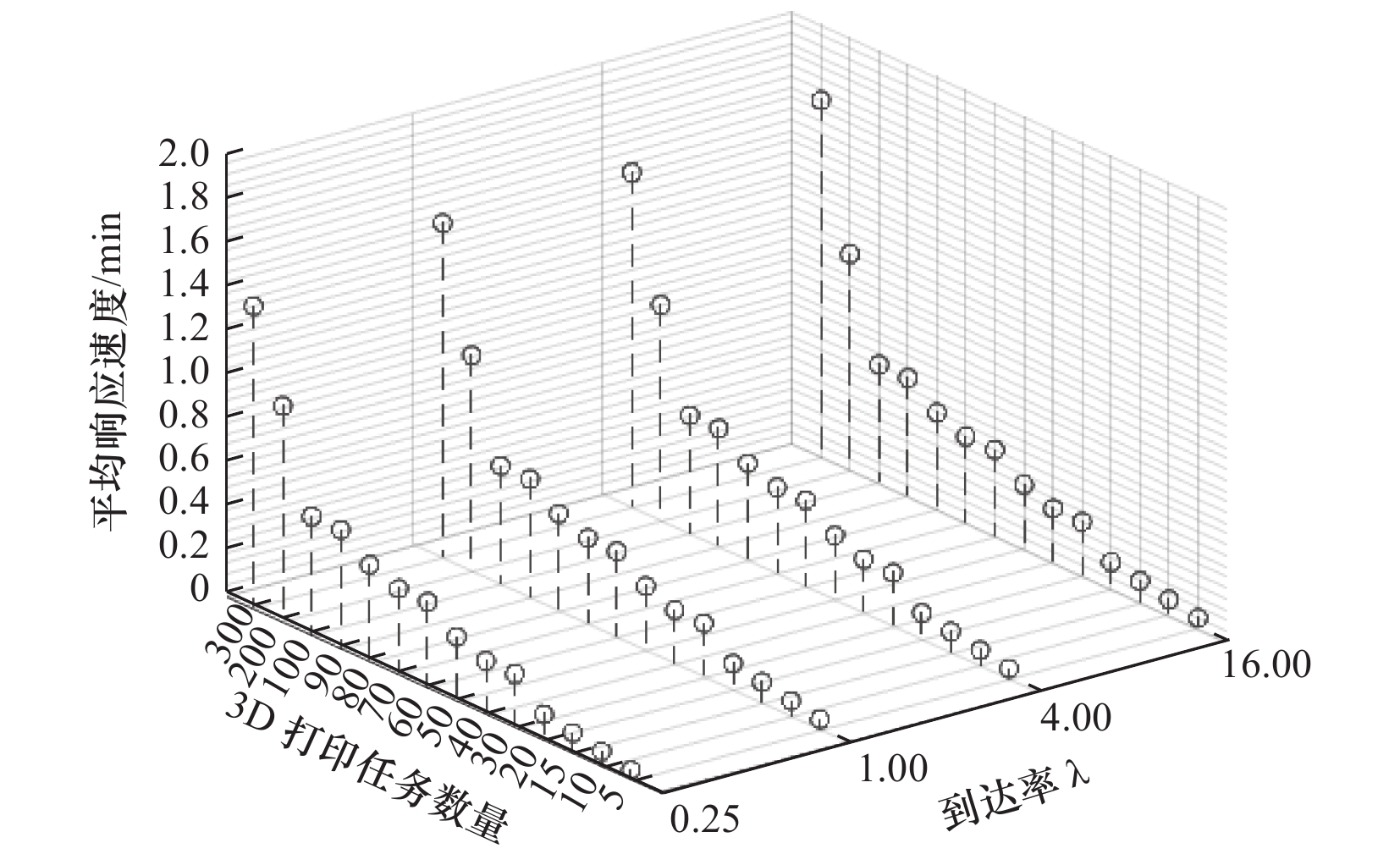
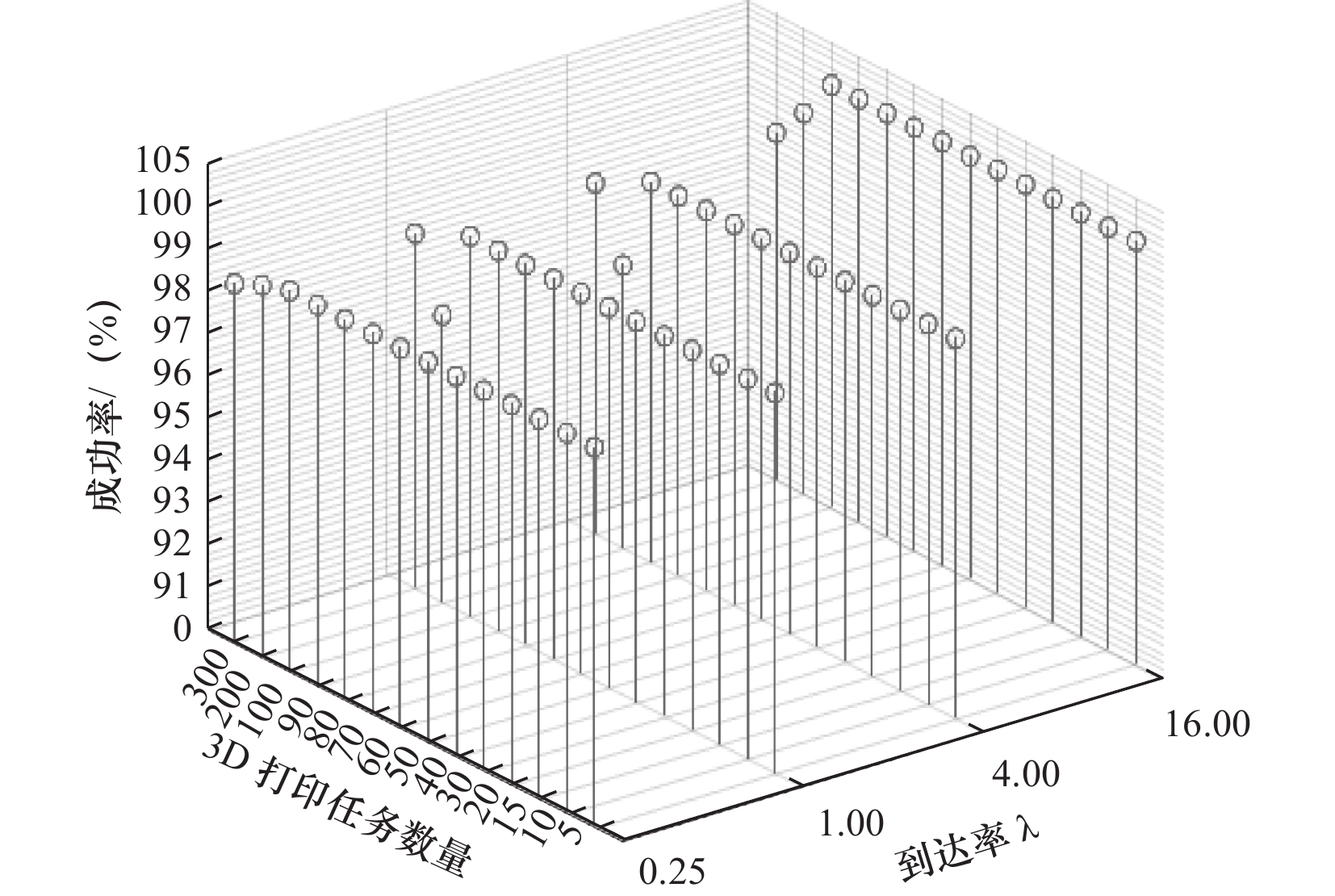
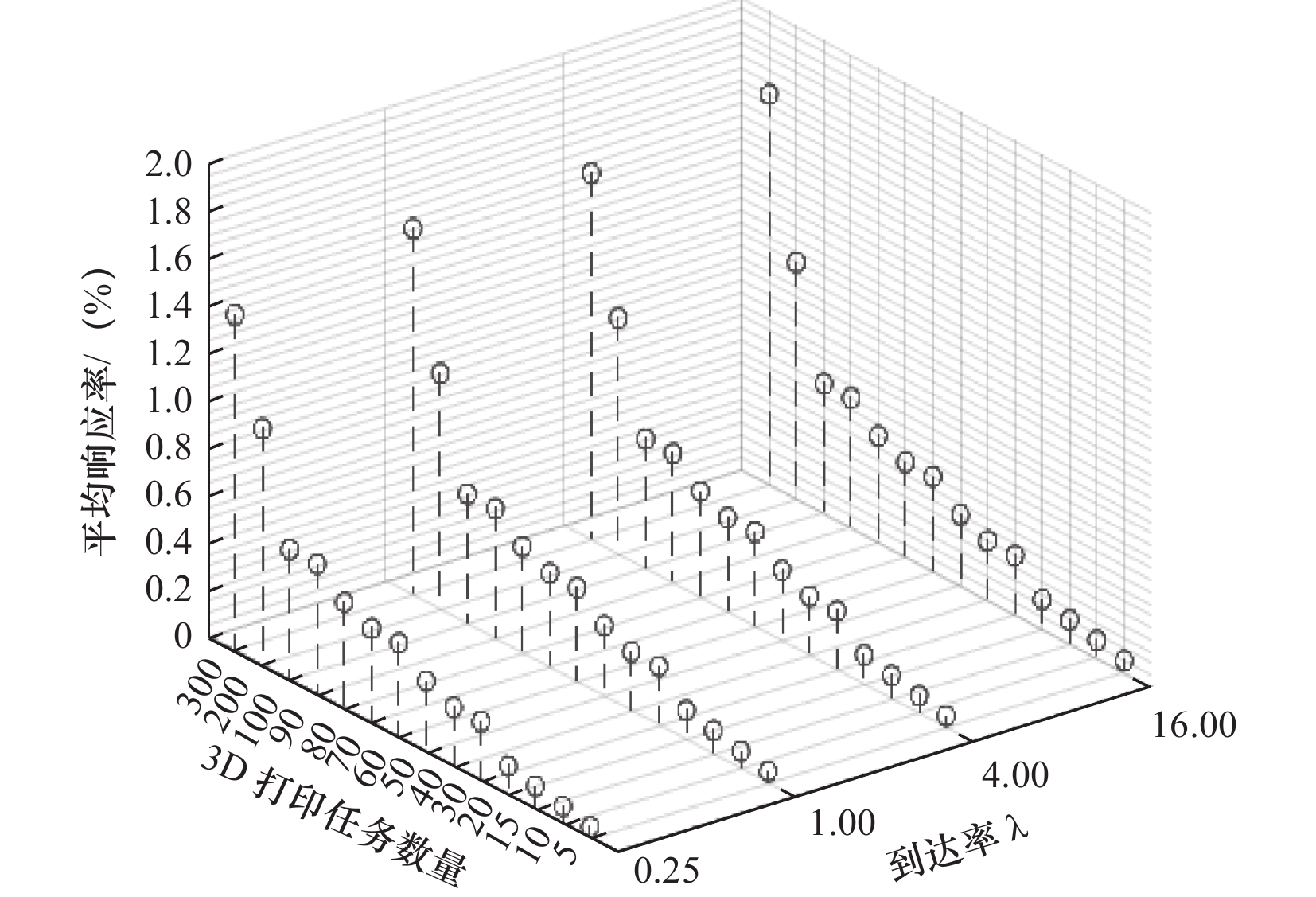
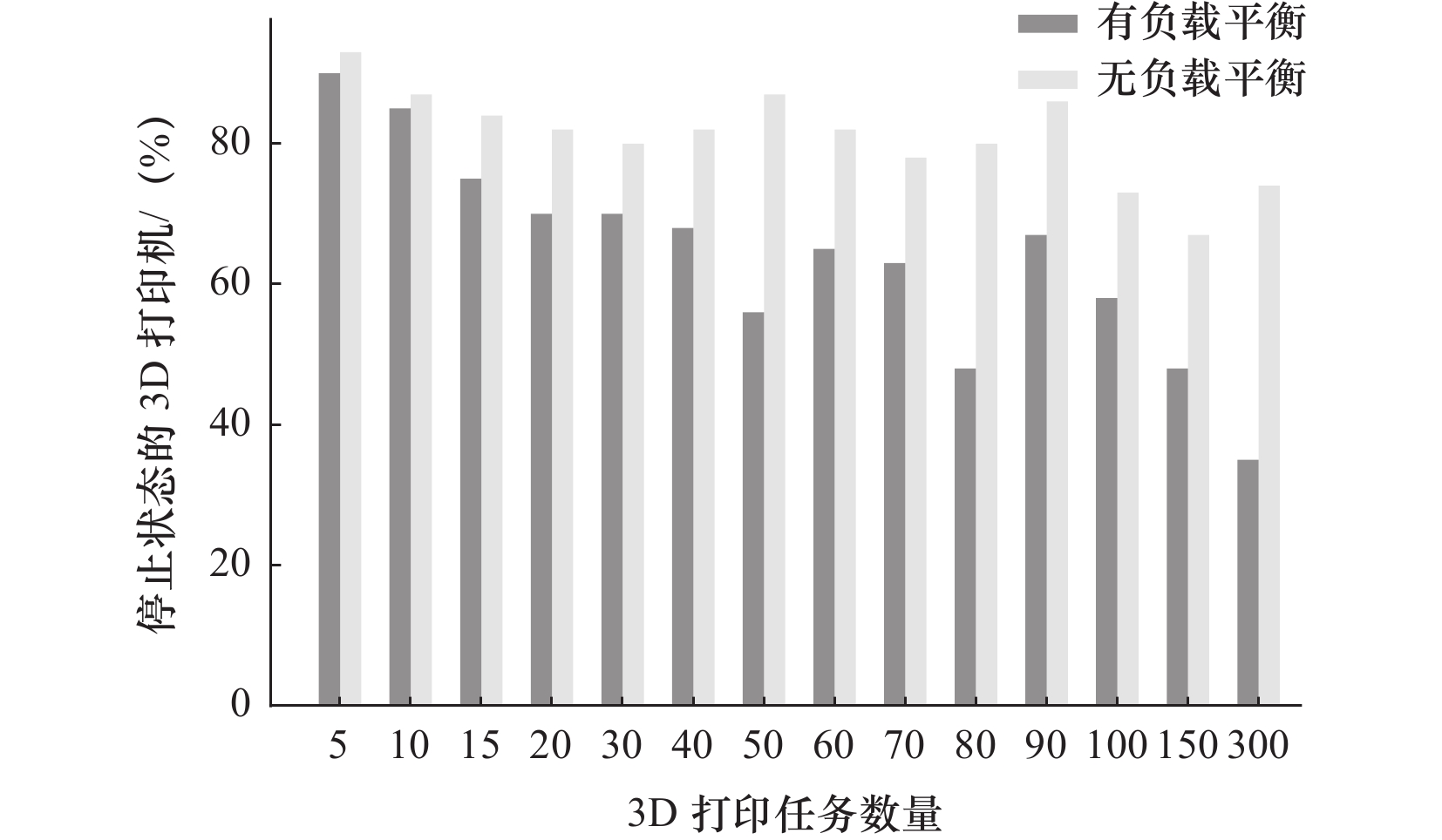
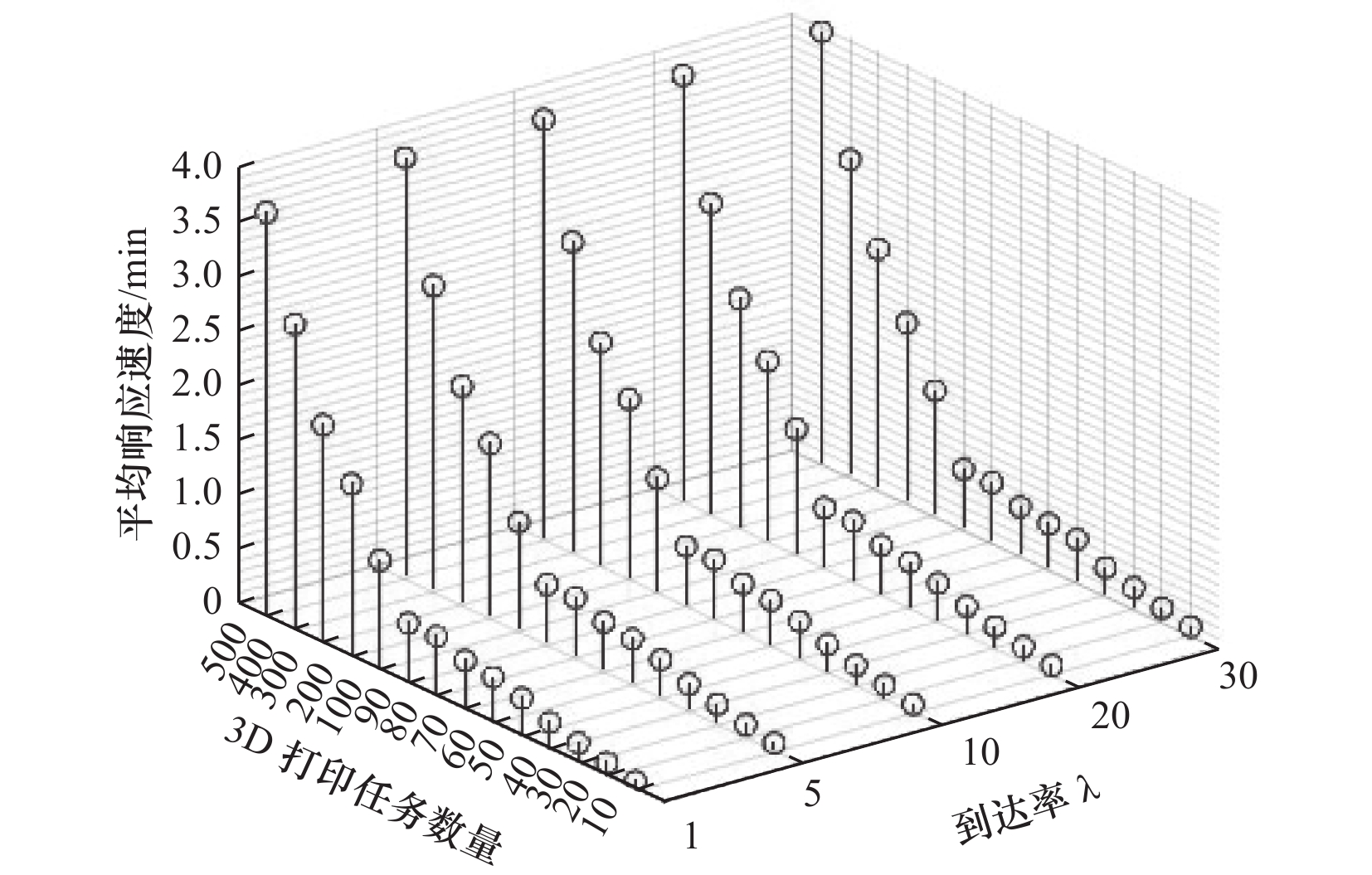
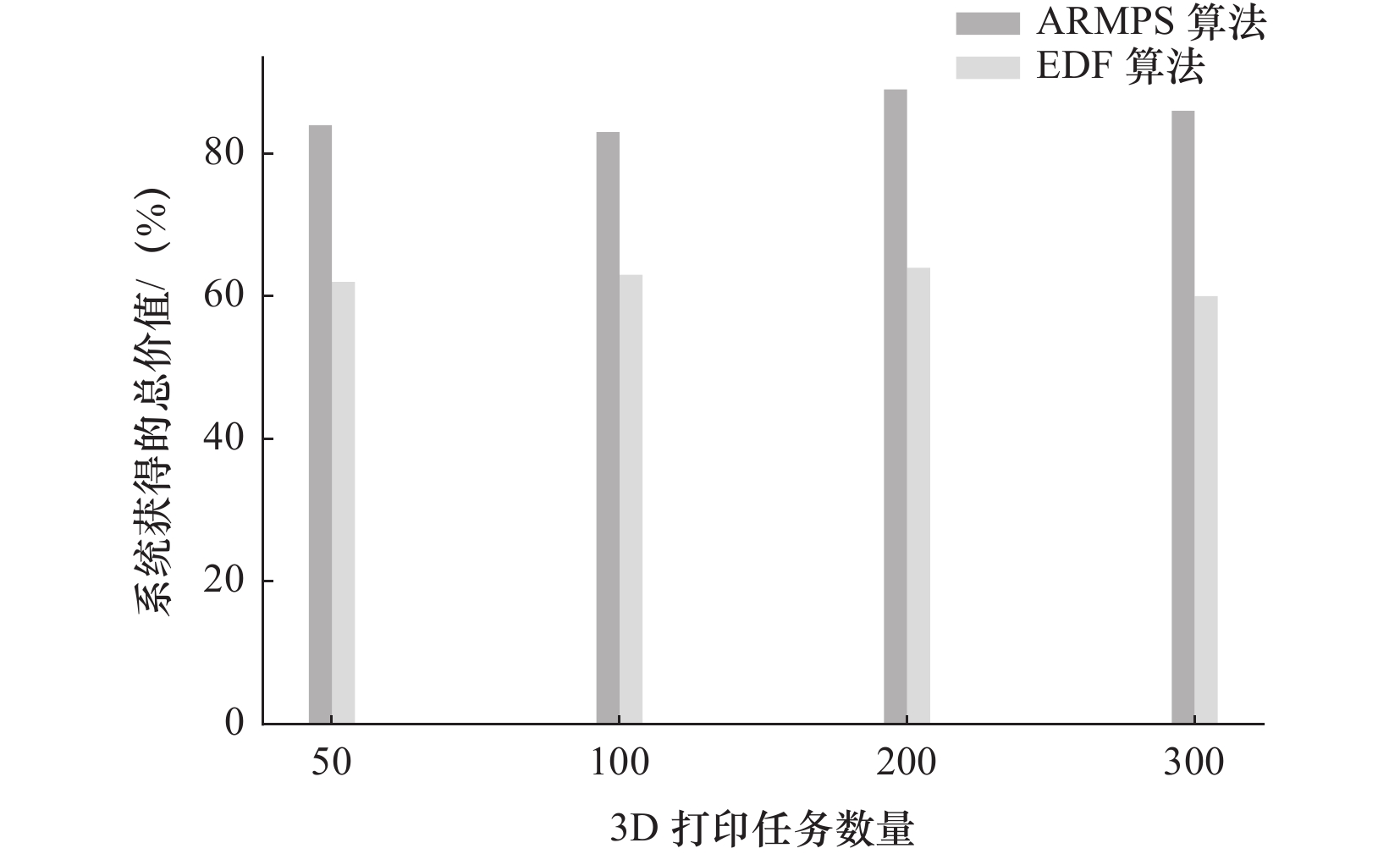
Aiming at the problems of imbalanced workload distribution of 3D printing tasks (3DPTs) among distributed 3D printers (3DPs) in the process of sharing, collaborating, and producing globalized customized products in the Industrial Internet of Things (IIoT for short), as well as customized attributes and real-time performance of each submitted model, this essay propose a real-time green-aware multi-task scheduling architecture for personalized 3D printing in IIoT, and give a robust online allocation algorithm to solve the problem that each 3D printing task can accurately meet user-defined attributes as well as balance among distributed 3D printers. task scheduling architecture, giving a robust online allocation algorithm to solve the problem that each 3D printing task can accurately satisfy the user-defined attributes as well as balance the workload among distributed 3D printers, and developing a priority-based adaptive real-time multi-task scheduling (ARMPS) algorithm to schedule each 3D printing task in real-time to satisfy the real-time as well as dynamic requirements of 3D printing tasks. Simulation experiments are conducted under high load and performance evaluation tests show that the proposed algorithm is robust and the scheduling architecture is robust and scalable.
Aiming at the problems of imbalanced workload distribution of 3D printing tasks (3DPTs) among distributed 3D printers (3DPs) in the process of sharing, collaborating, and producing globalized customized products in the Industrial Internet of Things (IIoT for short), as well as customized attributes and real-time performance of each submitted model, this essay propose a real-time green-aware multi-task scheduling architecture for personalized 3D printing in IIoT, and give a robust online allocation algorithm to solve the problem that each 3D printing task can accurately meet user-defined attributes as well as balance among distributed 3D printers. task scheduling architecture, giving a robust online allocation algorithm to solve the problem that each 3D printing task can accurately satisfy the user-defined attributes as well as balance the workload among distributed 3D printers, and developing a priority-based adaptive real-time multi-task scheduling (ARMPS) algorithm to schedule each 3D printing task in real-time to satisfy the real-time as well as dynamic requirements of 3D printing tasks. Simulation experiments are conducted under high load and performance evaluation tests show that the proposed algorithm is robust and the scheduling architecture is robust and scalable.



Journal DynamicsMore
Top ViewMore
- 1Research on accurate modeling method of bearing joint based on sub region virtual material method
- 2Kinematics simulation experiment of towed welding robot in Matlab environment
- 3Fault diagnosis of high speed ball bearing based on elastic kernel convex hull tensors
- 4Research on turning method of triple eccentric butterfly valve
- 5Research status and progress of hybrid additive manufacturing technology
- 1Fractal model of contact thermal conductance of the joint surface based on semi-ellipsoid asperity
- 2Research on fault diagnosis of rolling bearing based on ALIF and TMFDE
- 3Study on the increment forming properties of TA1 sheet based on ultrasonic assistance
- 4Accuracy detection and error compensation analysis of NC machine tools based on linear regression theory
- 5Experimental study on ultrasonic assisted cutting of TB9 titanium alloy



