

Research on 3D printing process of jewelry resin based on DLP
-
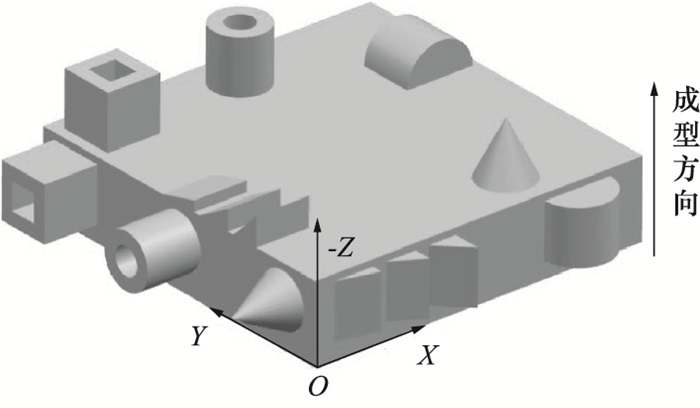
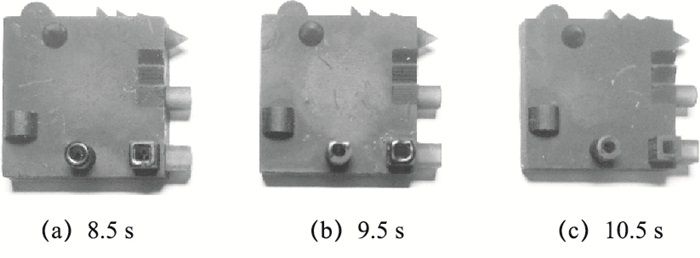
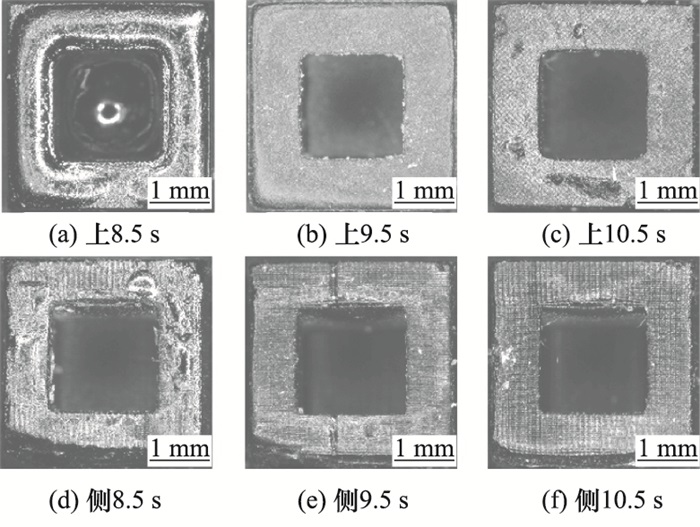
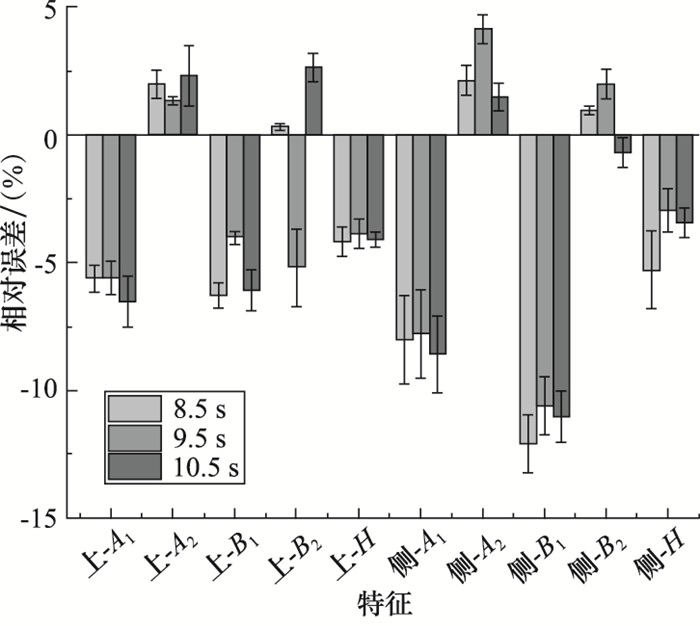
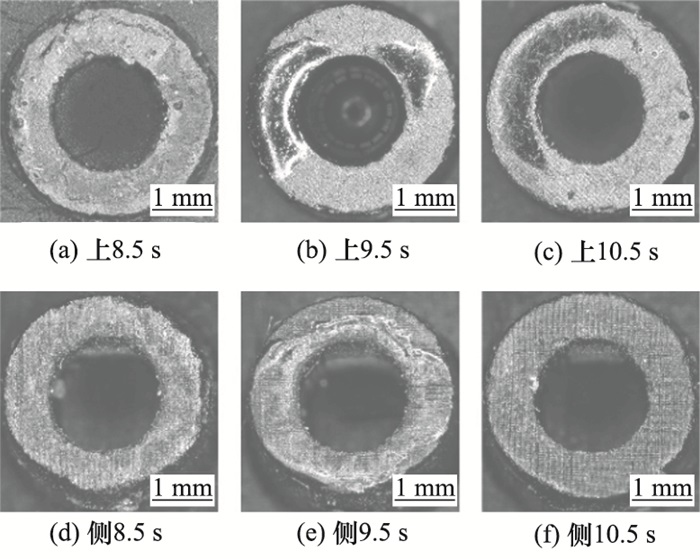
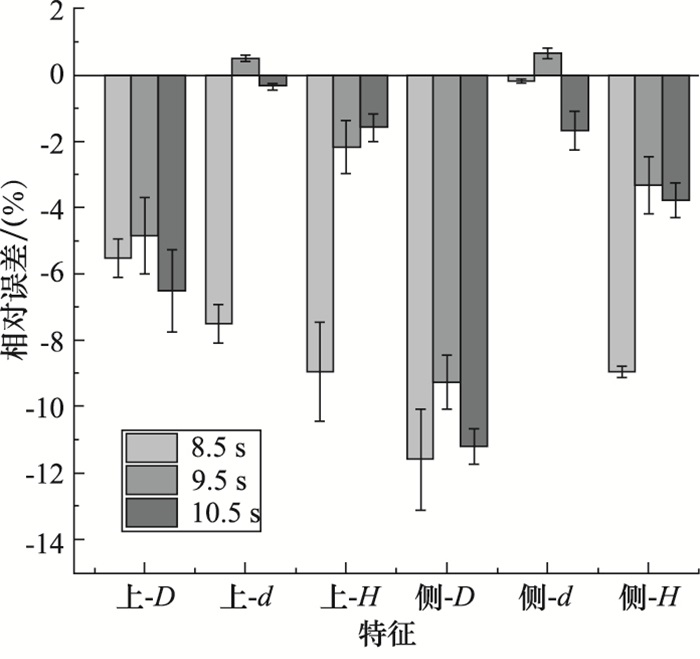
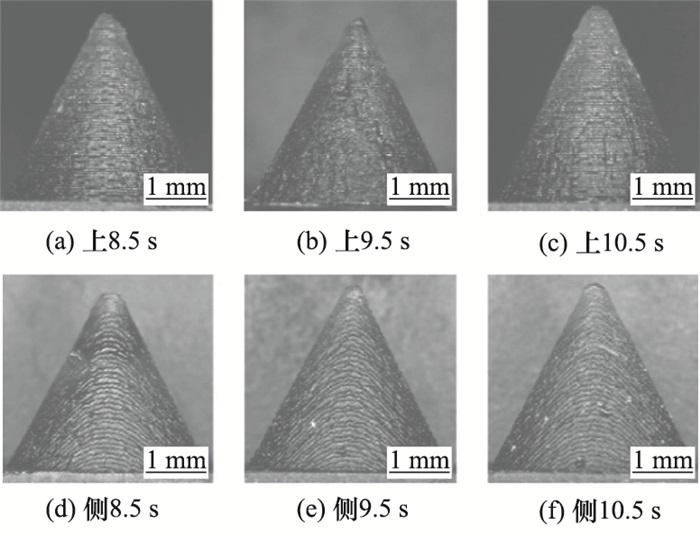
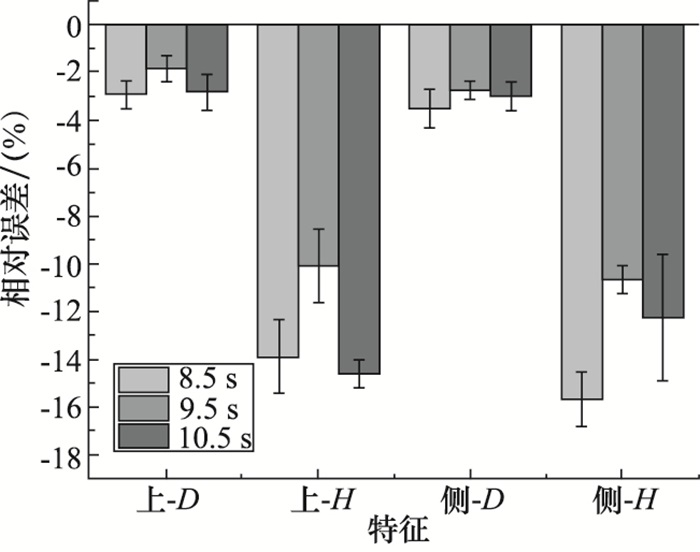
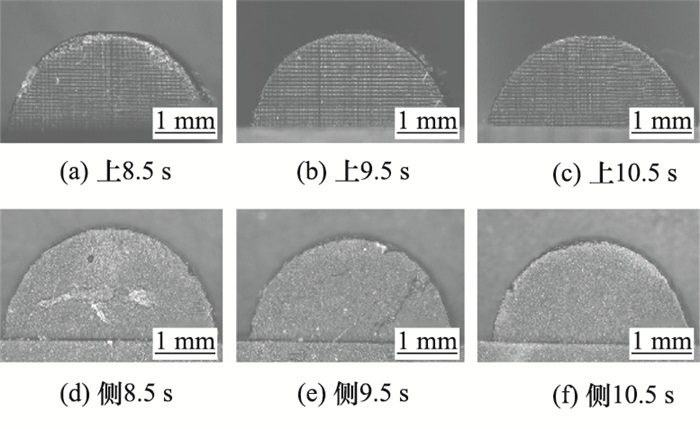
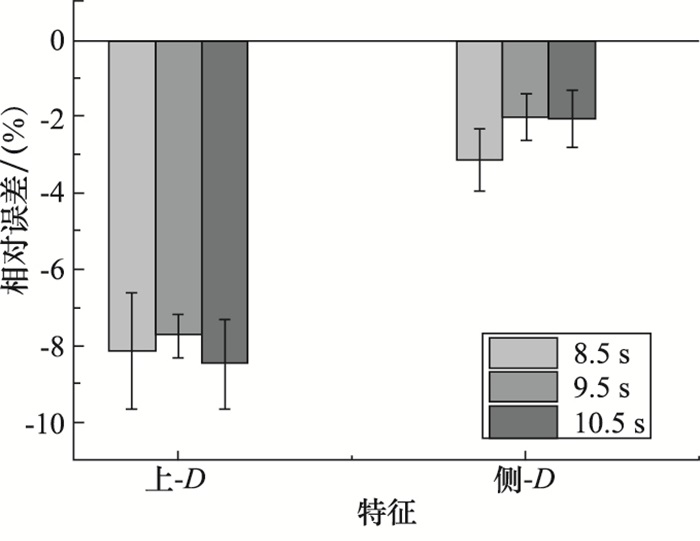
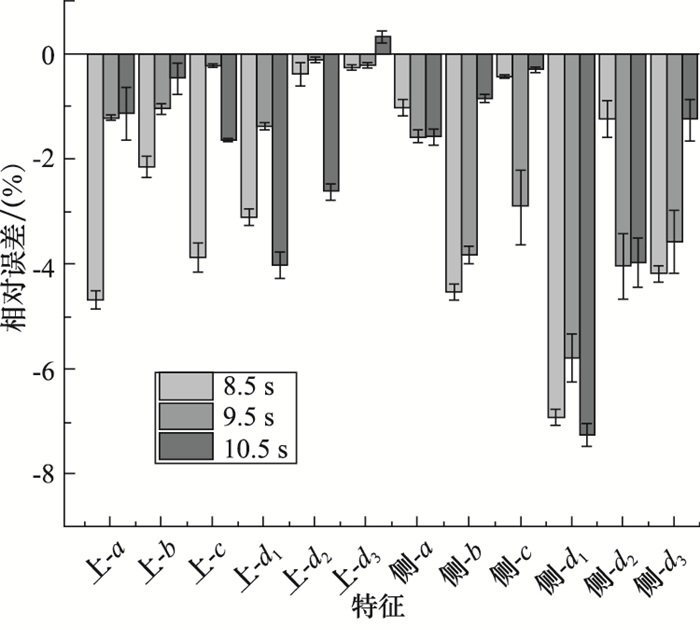
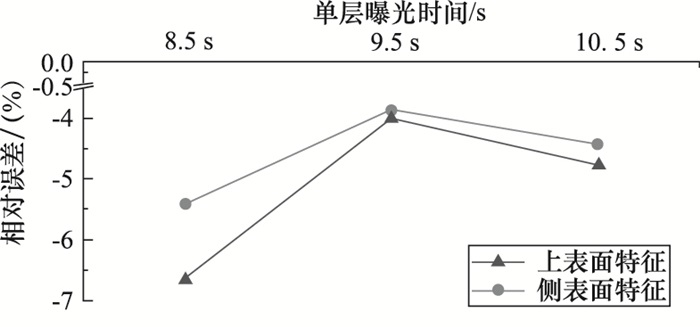
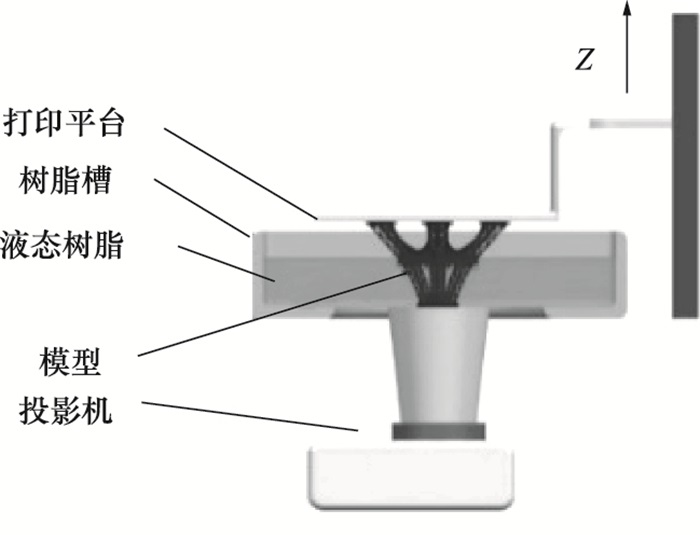
摘要: DLP(数字光处理技术)是一种以面曝光的方式逐层成型的3D打印技术。在DLP的3D打印工艺过程中,当分层厚度确定时,零件的打印精度主要取决于曝光时间和成型方向。设计一个测试试样,研究了采用DLP工艺打印珠宝树脂材料过程中的单层曝光时间和零件成型方向对不同特征打印精度的影响规律。研究结果表明:对于所采用的珠宝铸造树脂曝光时间较小时固化不充分,导致尺寸误差大,单层曝光时间设为9.5 s时打印出的特征精度较好;相同尺寸的特征在成型方向不同时的打印误差也不相同。方管、圆管、圆锥和半圆柱体的轴线方向,以及斜面棱柱的高度方向与分层切片方向相同时,可以避免台阶效应,获得的轮廓精度较高。Abstract: DLP (Digital Light Processing)is a kind of 3D printing technology which is building layer by layer by surface exposure. In the 3D printing process of DLP, when the thickness of the layer is determined, the printing accuracy of the part mainly depends on the exposure time and building direction. A test sample is designed to study the influence of single-layer exposure time and part building direction on the printing accuracy of different features in the process of printing jewelry resin materials by DLP process. The results show that, for the used jewelry casting resin, when the exposure time is small, the curing is not enough, which leads to larger size error. When the single-layer exposure time is set at 9.5 s, the printed feature accuracy is better; The printing error of features with the same size is different when the building direction is different. When the axis direction of square tube, circular tube, cone and semi cylinder and the height direction of inclined prism are the same as the slicing direction, the step effect can be avoided and the contour accuracy is higher.
-
Key words:
- 3D printing /
- digital light processing /
- printingprecision /
- jewelry resin
-
表 1 特征类型及设计尺寸
特征 尺寸 
方管/mmA1=4
A2=2
B1=4
B2=2
H=4
圆管/mmD=4d=2
H=4
圆锥/mmD=4
H=2
半圆柱/mmD=5 
斜面/(°)a=15
b=30
c=45
d1=90
d2=90
d3=90 下载: 导出CSV
下载: 导出CSV
-
[1] 齐晓明, 刘少岗, 张义飞. 面向增材制造的设计方法研究及展望[J]. 机械设计, 2021, 38(2): 1-9. doi: 10.3969/j.issn.2095-509X.2021.02.001 [2] Lu Z L, Cao J W, Song Z Q, et al. Research progress of ceramic matrix composite parts based on additive manufacturing technology[J]. Virtual and Physical Prototyping, 2019, 14(4) : 333-348. doi: 10.1080/17452759.2019.1607759 [3] 刘莹. 3D打印技术在模具制造中的应用[J]. 造纸装备及材料, 2020, 49(5): 115-117. doi: 10.3969/j.issn.1672-3066.2020.05.045 [4] 雷力明, 侯慧鹏, 何艳丽, 等. 金属增材制造技术在民用航空领域的应用与挑战[J]. 航空制造技术, 2019(21): 22-30. https://www.cnki.com.cn/Article/CJFDTOTAL-HKGJ201921007.htm [5] 郭小锋, 齐剑峰, 张远明. 基于成型精度的DLP光敏树脂3D打印曝光时间参数快速确定方法研究[J]. 中国胶粘剂, 2019, 28(12): 34-36, 46. https://www.cnki.com.cn/Article/CJFDTOTAL-GXLJ201912009.htm [6] 齐剑峰, 张远明, 郭小锋, 等. 单层曝光时间对DLP光敏树脂3D打印成型精度的影响[J]. 中国胶粘剂, 2019, 28(6): 10-13, 21. https://www.cnki.com.cn/Article/CJFDTOTAL-GXLJ201906003.htm [7] 华剑阳, 李妍, 穆宏赫, 等. 3D打印在异形珍珠首饰设计和制作中的应用[J]. 宝石和宝石学杂志: 中英文, 2020, 22(1): 51-60. https://www.cnki.com.cn/Article/CJFDTOTAL-BSHB202001007.htm [8] Choi K. A study on the characteristics of 3D printing jewelry design utilizing with fractal geometry[J]. Journal of Fashion Business, 2017, 21(5): 136-150. [9] 巨孔亮. 面曝光快速成形系统制作精度测试与评价[J]. 制造技术与机床, 2019(9): 110-112, 117. https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC201909023.htm [10] 方浩博. 基于数字光处理技术的3D打印设备研制[D]. 北京: 北京工业大学, 2016. [11] Liu Z Y, He B, Lyu T Y, et al. A review on additive manufacturing of titanium alloys for aerospace applications: directed energy deposition and beyond Ti-6Al-4V[J]. The Journal of The Minerals, Metals & Materials Society, 2021, 73: 1804-1815. [12] 邱志惠, 陈号, 黄祺, 等. 面曝光3D打印机光强检测补偿系统研究与实现[J]. 西安交通大学学报, 2017, 51(8): 77-83. https://www.cnki.com.cn/Article/CJFDTOTAL-XAJT201708013.htm -

 下载:
下载:


 点击查看大图
点击查看大图
图(14) / 表(2)
计量
- 文章访问数: 60
- HTML全文浏览量: 26
- PDF下载量: 58
- 被引次数: 0


