

Simulation of machining equidistant profile by orthogonal turning milling
-
摘要: 等距型面在连接结构中的应用越来越广泛。由于等距型面具有特殊的截面廓形曲线, 一般采用仿形车削或数控车削来进行加工。提出通过正交车铣加工等距型面, 应用UG的加工模块和后处理器对等距型面进行正交车铣加工编程, 建立了虚拟卧式车铣加工中心, 应用VERICUT实现了等距型面正交车铣加工仿真, 并对加工结果进行了比较分析。其结果表明, 正交车铣能较好的完成等距型面的切削加工。Abstract: The equidistant profiles are more and more widely used in connection structures. Because the section profile curve of the equidistant profile is special, it is generally processed by copying turning and CNC turning. The equidistant profile machining by orthogonal turning milling is proposed. The UG processing module and the post processor are applied for generating program of machining the equidistant profile by orthogonal turning milling. The virtual horizontal turning milling machining center is established, and it is emulated to machining the equidistant profile by orthogonal turning milling by VERICUT, and the processing results were compared and analyzed.The results show that the equidistant profile can be machined by orthogonal turning milling better.
-
表 1 WFL M35机床行程表
运动轴 X1/mm Y1/mm B1/(°) C1/(°) Z2/mm Z4/mm 行程 -20~580 -100~150 -10~180 0~360 0~2 300 0~2 380  下载: 导出CSV
下载: 导出CSV
表 2 正交车铣削加工切削参数
Vc/(m/min) ap/mm fa/(mm/r) fz/mm 粗铣第一刀 100 3 8.6 5.0 粗铣第二刀 100 2.5 5.0 3 粗铣第三刀 100 2 3.0 1 粗铣第四刀 100 1.31 1 0.8 精铣 200 0.31 0.5 0.5
下载: 导出CSV
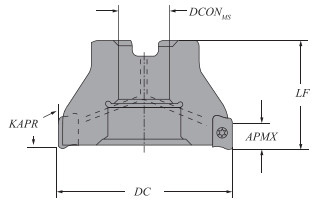
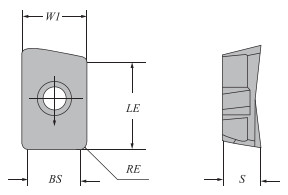
表 4 CoroMillⓇ390铣刀刀片参数
主切
削角/(°)修光刃长
BS/mm切削刃长
LE/mm刀片宽度
W1/mm圆角半径
RE/mm刀片厚度
S/mm90 8.6 15.4 11 1.6 6.33
下载: 导出CSV
-
[1] 李长胜, 王焕琴. 农业机械中型面无键联接技术[J]. 农机化研究, 2003(3): 70-72. https://www.cnki.com.cn/Article/CJFDTOTAL-NJYJ200303030.htm [2] 杜可可, 陶春鸣, 李小林, 等. 三弧段等距型面的数控加工[J]. 郑州轻工业学院学报, 2005(1): 64-66, 75. https://www.cnki.com.cn/Article/CJFDTOTAL-ZZQB200501018.htm [3] 刘萍, 王劲. 轴向车铣等距型面的宏程序开发[J]. 机床与液压, 2011, 39(2): 25-27. https://www.cnki.com.cn/Article/CJFDTOTAL-JCYY201102012.htm [4] 李高正, 王德胜, 杨乃积. 等距型面轴的磨削加工[J]. 机械工艺师, 1998(5): 21-22. https://www.cnki.com.cn/Article/CJFDTOTAL-XXGY199805012.htm [5] 魏冰阳, 吕宝占. 实用三弧段等距型面轴的数控铣削仿真研究[J]. 现代制造工程, 2006(10): 26-28. https://www.cnki.com.cn/Article/CJFDTOTAL-XXGY200610008.htm [6] 田坤, 聂广华. 三弧段型面联接的数控加工[J]. 河南机电高等专科学校学报, 2006(5): 1-2. https://www.cnki.com.cn/Article/CJFDTOTAL-HNJD200605000.htm [7] 谷敬宇. 车铣直线包络等距三面廓形协调运动的实现[J]. 机械研究与应用, 2009, 22(2): 19-20, 23. https://www.cnki.com.cn/Article/CJFDTOTAL-JXYJ200902007.htm [8] 江国焱. 卧式车铣复合机床数控系统的研发和精度检测[D]. 西安: 西安理工大学, 2007. [9] 王师. 车铣复合机床WFLM35的典型零件编程[J]. 金属加工: 冷加工, 2010(3): 69-72. https://www.cnki.com.cn/Article/CJFDTOTAL-JXGR201003038.htm [10] 王茜菊. 正交型车铣复合机床的构建及NC刀具路径的仿真模拟[J]. CAD/CAM与制造业信息化, 2014(Z1): 116-118. https://www.cnki.com.cn/Article/CJFDTOTAL-JSFY2014Z1055.htm -

 下载:
下载:


 点击查看大图
点击查看大图
图(9) / 表(4)
计量
- 文章访问数: 51
- HTML全文浏览量: 58
- PDF下载量: 42
- 被引次数: 0


