

Research on precision NC machining technology of large conical integral thin-walled shell
-
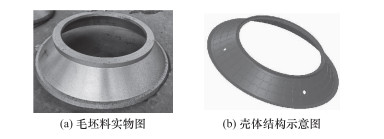
摘要: 某大型圆锥形整体薄壁壳体工件业内首次采用整体锻件数控加工的制造方式,其结构复杂、精度要求高及材料去除率大,加工变形控制困难。通过对工件特征进行分析,有针对性地设计了合理的车铣加工方案,实现了壳体工件的有效装夹、应力应变控制及补偿加工,保证了工件的成品设计要求。Abstract: In the industry, it′s the first time that a large conical integral thin-walled shell was adopted cnc manufacturing method using integral forging. In the process of machining, the main problems are complicated structure, high precision requirements, high material removal rate and difficulty in prcessing defommation control. Through analyzing the features of the workpiece, this paper degigns a reasonable tuming-milling processing plan, which realizes the effective clamping, stress change control and compensation processing of the shell workpicce, and ensures the design requirements of the finished workpiece.
-
表 1 传统方案与新设计方案加工两件产品实测值对比表
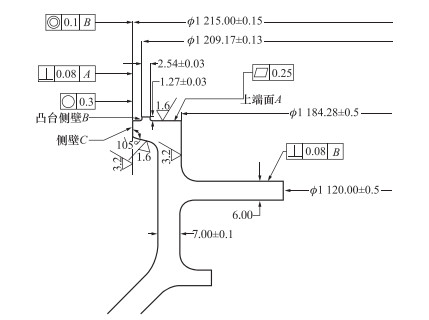
序号 测量项目名称 符号 设计要求 传统方案实测值 新设计方案实测值 1 前后端面平行度/mm // ≤0.2 0.75(超差) 0.05 2 前端框平面度/mm ◇ ≤0.25 0.27(超差) 0.05 3 后端框平面度/mm ◇ ≤0.2 0.34(超差) 0.08 4 前端框外圆圆度/mm e ≤0.3 0.5(超差) 0.06 5 后端框外圆圆度/mm e ≤0.3 0.56(超差) 0.08 6 凸台高度/mm L 1.27±0.03 1.22~1.32(局部超差) 1.27~1.28 7 凸台宽度/mm L 2.54±0.03 2.48~2.49(约1/3区域超差) 2.54~2.56 8 台阶面(D面)距上表面(A面)高度/mm L 19±0.1 18.8~18.9(超差) 19.01 9 凸台上端面平面度/mm ◇ ≤0.25 0.26(超差) 0.05 10 前端框分离弹簧ϕ16孔位置度(6处)/mm j ≤ϕ0.4 ϕ0.54(局部超差) ϕ0.2 11 上端面表面粗糙度/μm Ra 1.6 3.2(超差) 1.6  下载: 导出CSV
下载: 导出CSV
-
[1] 王德廷, 赵怡, 郭东亮, 等. TC4钛合金支座精密铣削工艺研究[J]. 制造技术与机床, 2020(9): 18-19, 24. https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC202009003.htm [2] 黄树海, 赵祖德, 肖远伦, 等. 冷热循环对铝合金锥形件淬火残余应力和加工变形的影响[J]. 机械工程学报, 2010, 46(14): 73-77. https://www.cnki.com.cn/Article/CJFDTOTAL-JXXB201014014.htm [3] 丁宇. 薄壁工件加工装夹方法及加工技巧分析[J]. 机械工业标准化与质量, 2013(10) : 41-43. [4] 庄纪纲, 董晓, 张伟伟. 复杂薄壁工件加工的辅助刚性增强方法[J]. 航空制造技术, 2012(15): 74-86. [5] 杜海清, 李洁松, 盛国栋. 弱刚性薄壁工件车削工艺方案的研究[J]. 制造技术与机床, 2020(4): 90-94. https://www.cnki.com.cn/Article/CJFDTOTAL-ZJYC202004020.htm -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(1)
计量
- 文章访问数: 39
- HTML全文浏览量: 15
- PDF下载量: 26
- 被引次数: 0


