

Research on laser polishing process of polycrystalline diamond composite sheet
-
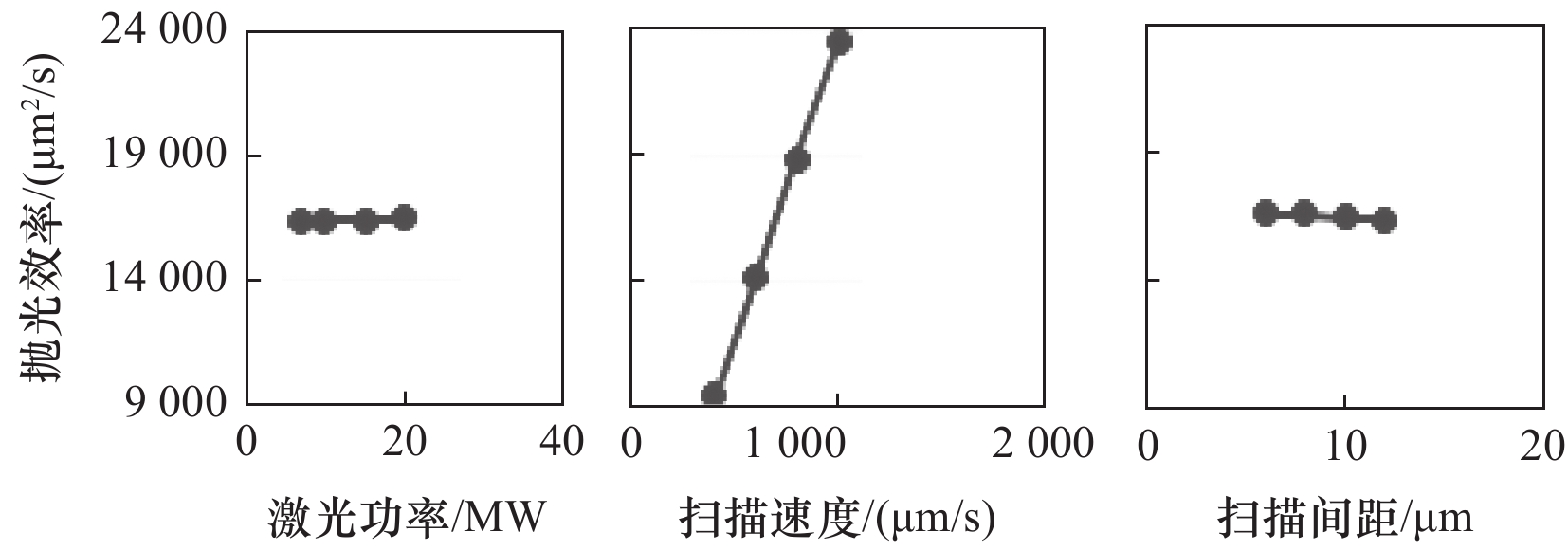
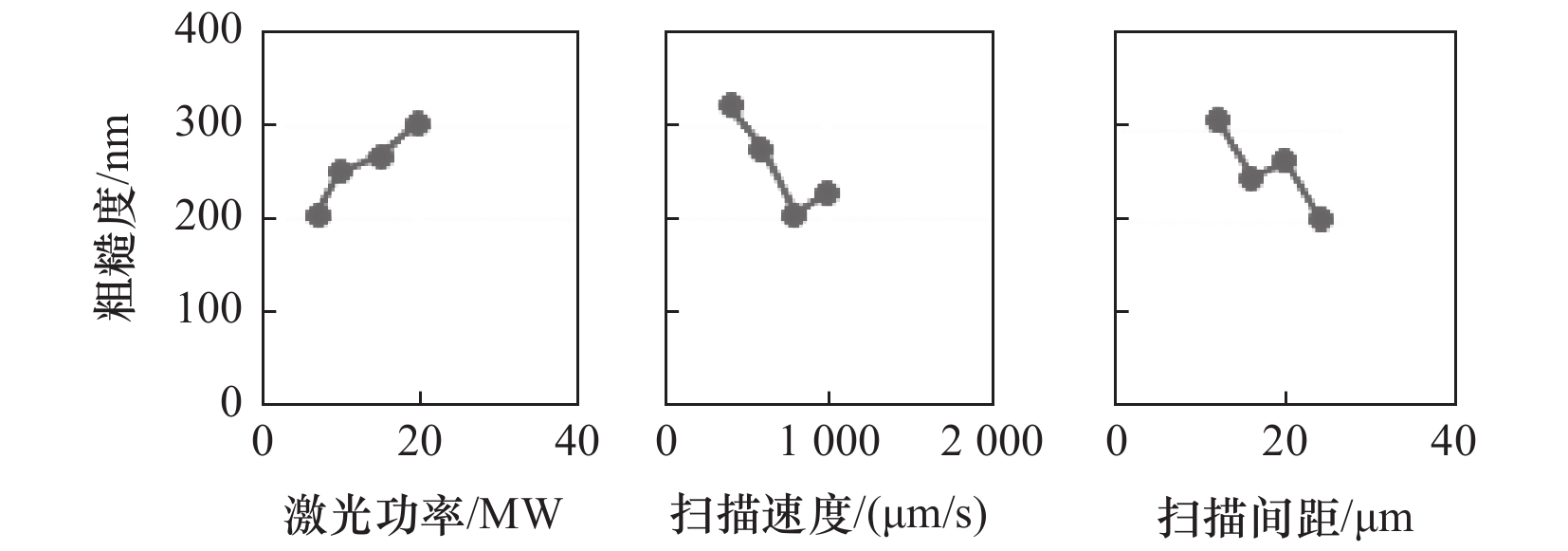
摘要: 聚晶金刚石复合片因具有超高硬度、耐磨性和良好的热稳定性,被广泛用作切削加工的刀具材料。利用PCD复合片制作刀具时,和传统加工工艺相比,激光抛光可以获得更良好的加工特性。为探究PCD复合片的激光抛光工艺特性,获取最佳表面粗糙度,利用飞秒已抛光区域的线粗糙度,系统地研究了激光功率、扫描速度、扫描间距的水平变化对粗糙度和抛光效率的影响规律。采用正交试验方法对3个因素水平进行优化组合,同时对飞秒激光抛光PCD的作用机理进行初步探究。结果表明:影响粗糙度的主要因素为扫描速度,选用7 MW激光功率、1 000 μm/s扫描速度、12 μm扫描间距的工艺参数可以获得粗糙度为33.95 nm的优良PCD复合片。Abstract: Polycrystalline diamond composite sheet is widely used as cutting tool material because of its ultra-high hardness, wear resistance and good thermal stability. When using PCD composite sheets to make tools, laser polishing can obtain better processing characteristics than traditional processing techniques. In order to explore the characteristics of the laser polishing process of the PCD composite sheet and obtain the best surface roughness, the line roughness of the femtosecond polished area was used to systematically study the influence of the level changes of the laser power, scanning speed, and scanning distance on the roughness and polishing efficiency. The law of influence. The orthogonal test method is used to optimize the combination of the three factor levels, and the mechanism of the femtosecond laser polishing PCD is initially explored. The results show that the main factor that affects the roughness is the scanning speed. Selecting the process parameters of 7 MW laser power, 1 000 μm/s scanning speed, and 12 μm scanning distance can obtain an excellent PCD composite sheet with a roughness of 33.95 nm.
-
Key words:
- PCD /
- laser polishing /
- femtosecond laser /
- orthogonal experiment
-
表 2 正交试验设计
序号 因素A 因素B 因素C 空列1 空列2 1 1 1 1 1 1 2 1 2 2 2 2 3 1 3 3 3 3 4 1 4 4 4 4 5 2 1 2 3 4 6 2 2 1 4 3 7 2 3 4 1 2 8 2 4 3 2 1 9 3 1 3 4 2 10 3 2 4 3 1 11 3 3 1 2 4 12 3 4 2 1 3 13 4 1 4 2 3 14 4 2 3 1 4 15 4 3 2 4 1 16 4 4 1 3 2  下载: 导出CSV
下载: 导出CSV
表 3 PCD激光抛光正交试验结果
试验方法 试验结果 A B C 空列1 空列2 粗糙度/nm 抛光效率/(μm2/s) 1 1 1 1 1 1 63.04 2 353 2 1 2 2 2 2 57.28 3 529 3 1 3 3 3 3 50.23 4 670 4 1 4 4 4 4 33.95 5 814 5 2 1 2 3 4 86.71 2 344 6 2 2 1 4 3 84.84 3 544 7 2 3 4 1 2 37.61 4 652 8 2 4 3 2 1 41.43 5 837 9 3 1 3 4 2 98.81 2 335 10 3 2 4 3 1 57.65 3 502 11 3 3 1 2 4 62.46 4 706 12 3 4 2 1 3 50.69 5 859 13 4 1 4 2 3 73.66 2 326 14 4 2 3 1 4 76.51 3 516 15 4 3 2 4 1 53.25 4 755 16 4 4 1 3 2 101.70 5 883
下载: 导出CSV
表 4 粗糙度直观分析表
A B C 空列1 空列2 K1 204.49 322.22 312.05 227.86 215.38 K2 250.58 276.28 247.93 234.84 295.39 K3 269.61 203.56 266.99 296.28 249.42 K4 305.12 227.77 202.87 270.85 259.61 k1 51.13 80.55 78.01 56.97 53.84 k2 62.65 69.07 61.98 58.71 64.85 k3 67.40 50.89 66.75 74.07 64.86 k4 76.28 56.94 50.72 67.71 64.91 极差R 100.63 118.66 109.18 68.42 80.02 因素主次 B>C>A 最优方案 B4C4A1
下载: 导出CSV
表 5 抛光效率直观分析表
A B C 空列1 空列2 K1 16 366 9 358 16 486 16 380 16 447 K2 16 377 14 091 16 487 16 398 16 399 K3 16 402 18 783 16 358 16 399 16 399 K4 16 480 23 393 16 249 15 248 16 380 k1 4 091.5 2 339.5 4 121.5 4 095 4 112 k2 4 094.3 3 522.8 4 121.8 4 099 4 100 k3 4 100.5 4 695.8 4 089.5 4 100 4 100 k4 4 120 5 848.3 4 062.3 3 812 4 095 极差R 114 14 035 238 151 67 因素主次 B>C>A 最优方案 B4C1A4
下载: 导出CSV
表 6 粗糙度方差分析表
方差来源 偏差平方和 自由度 均方 F比 临界值 显著性 A 1 318.06 3 439.35 2.96 F0.05(3,9)=3.86 B 2 083.68 3 694.56 4.67 * C 1 512.79 3 504.26 3.39 空列1 768.53 3 256.18 空列2 445.85 3 268.17 误差e' (空列2) 445.85 3 148.62 总和 6 128.91 15
下载: 导出CSV
表 7 抛光效率率方差分析表
方差来源 偏差平方和 自由度 均方 F比 临界值 显著性 A 1 983.19 3 661.06 3.23 F0.05(3,9)=3.86 * B 27 375 456.7 3 9 125 152.23 44 608 C 9 857.5 3 3 285.83 16.06 空列1 244 588.19 3 81 529.40 空列2 613.69 3 204.56 误差e' (B) 613.69 3 204.56 总和 27 632 499.3 15
下载: 导出CSV
-
[1] 刘一波, 屠厚泽, 陈庆寿. 聚晶立方氮化硼刀具及其制造技术综述[J]. 地质与勘探, 1996(4): 59-64. [2] 许立福, 刘涛, 黄树涛, 等. 聚晶金刚石高速研磨实验研究[J]. 制造技术与机床, 2012(12): 173-175,178. doi: 10.3969/j.issn.1005-2402.2012.12.048 [3] 贾云海, 郭建梅, 张勤俭, 等. 基于表面质量分析的聚晶金刚石刀具电火花放电磨削试验研究[J]. 电加工与模具, 2021(4): 21-25. doi: 10.3969/j.issn.1009-279X.2021.04.003 [4] 何安, 曹宇, 姜小霞, 等. 测量—加工闭环控制的激光抛光聚晶金刚石工艺研究[J]. 应用激光, 2017, 37(2): 276-281. [5] 曹国风. 激光加工[M]. 北京: 化学工业出版社, 2015. [6] Lei S, Devarajan S, Chang Z. A study of micropool lubricated cutting tool in machining of mild steel[J]. Journal of Materials Processing Technology, 2008, 209(3): 1612-1620. [7] Sugihara T, Enomoto T. Development of a cutting tool with a nano/micro-textured surface-Improvement of anti-adhesive effect by considering the texture patterns[J]. Precision Engineering, 2009, 33(4): 425-429. doi: 10.1016/j.precisioneng.2008.11.004 [8] 朱鹏飞. 超快激光抛光技术研究[D]. 西安: 西安工业大学, 2014. [9] 郭强, 贾志新, 高坚强, 等. 聚晶金刚石复合片激光切割工艺研究[J]. 激光与红外, 2017, 47(6): 686-692. doi: 10.3969/j.issn.1001-5078.2017.06.007 -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(7)
计量
- 文章访问数: 159
- HTML全文浏览量: 14
- PDF下载量: 49
- 被引次数: 0


