

<p>Hyperbolic ion trap rod fabricated using precision turning method</p>
-
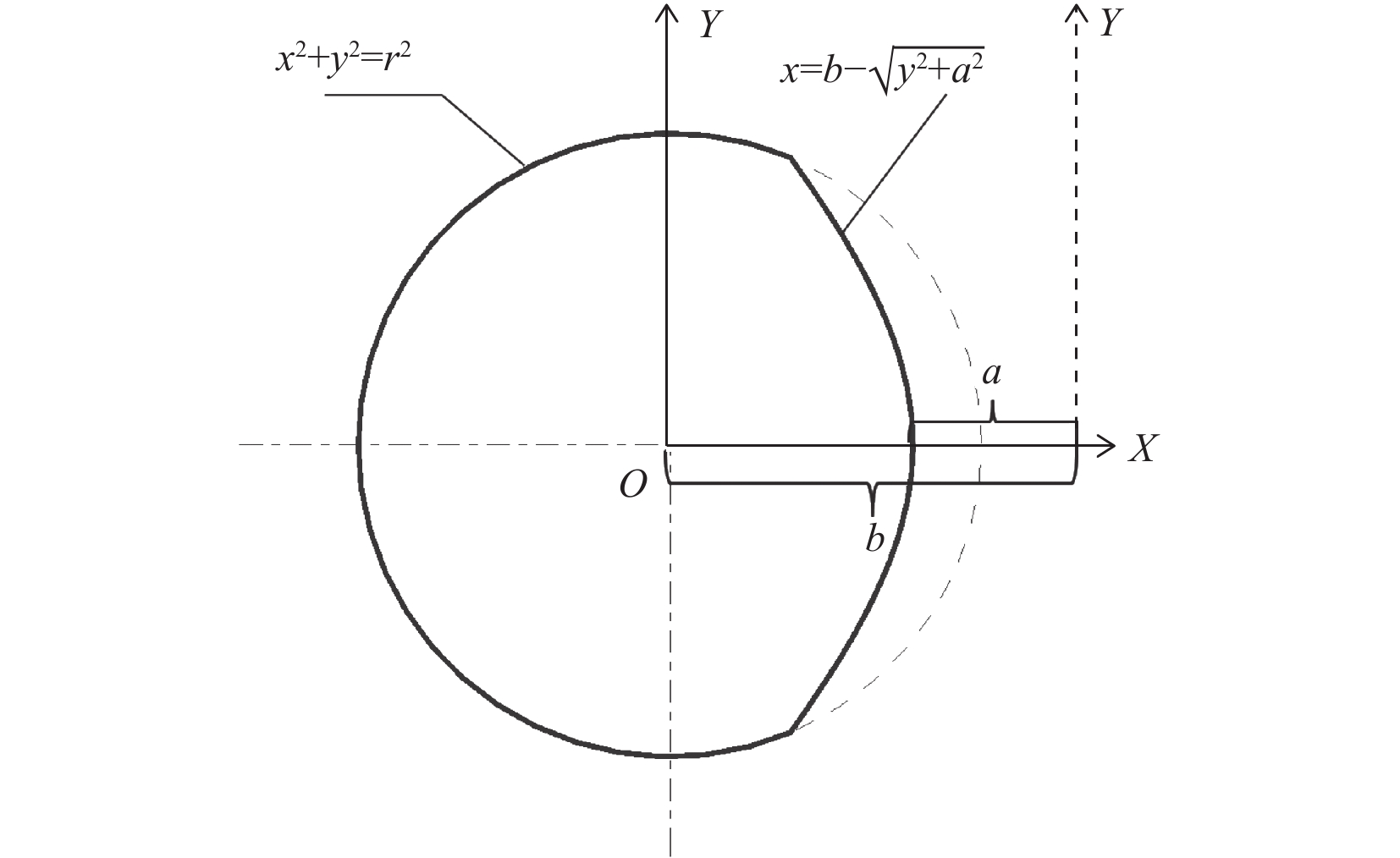
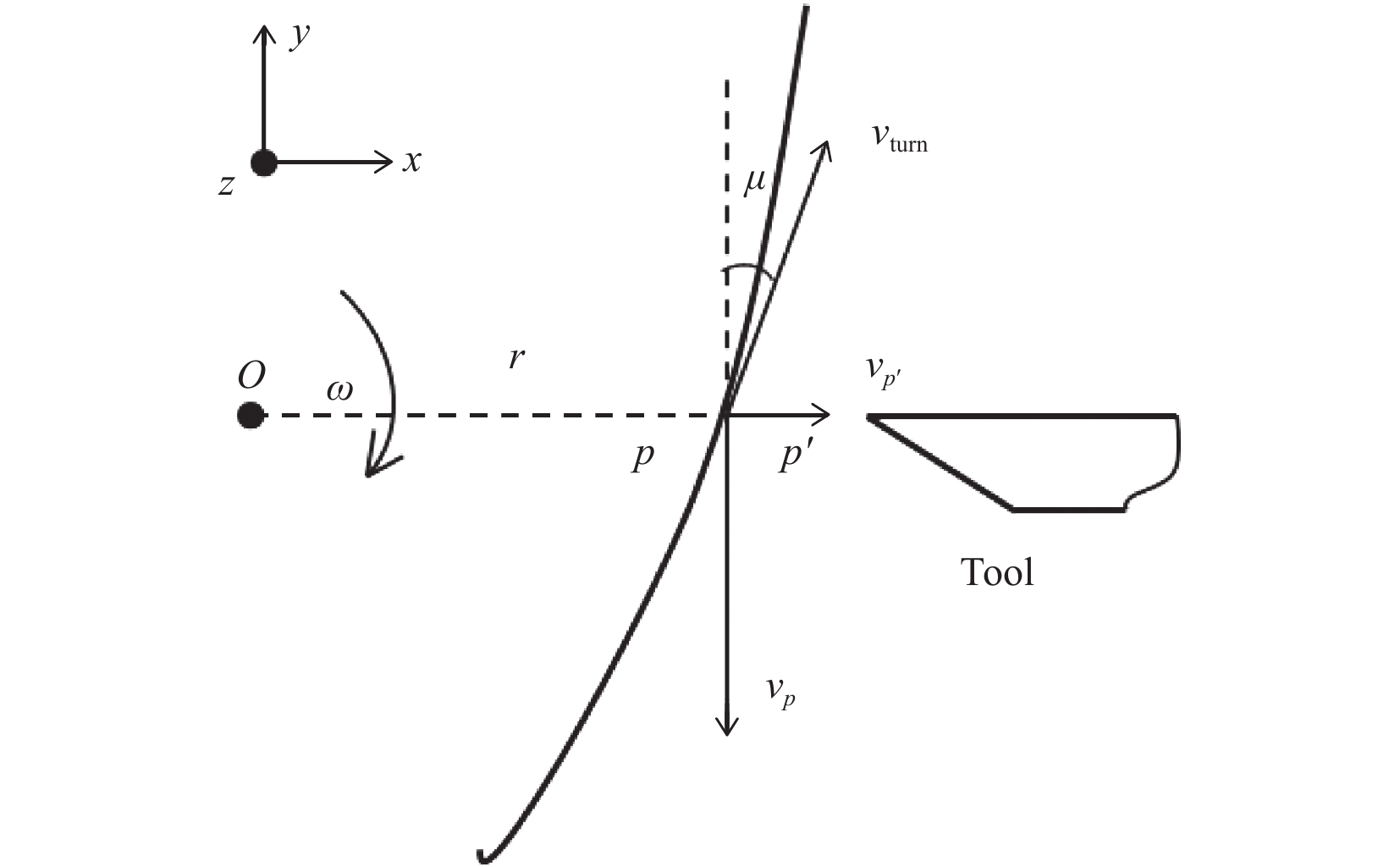
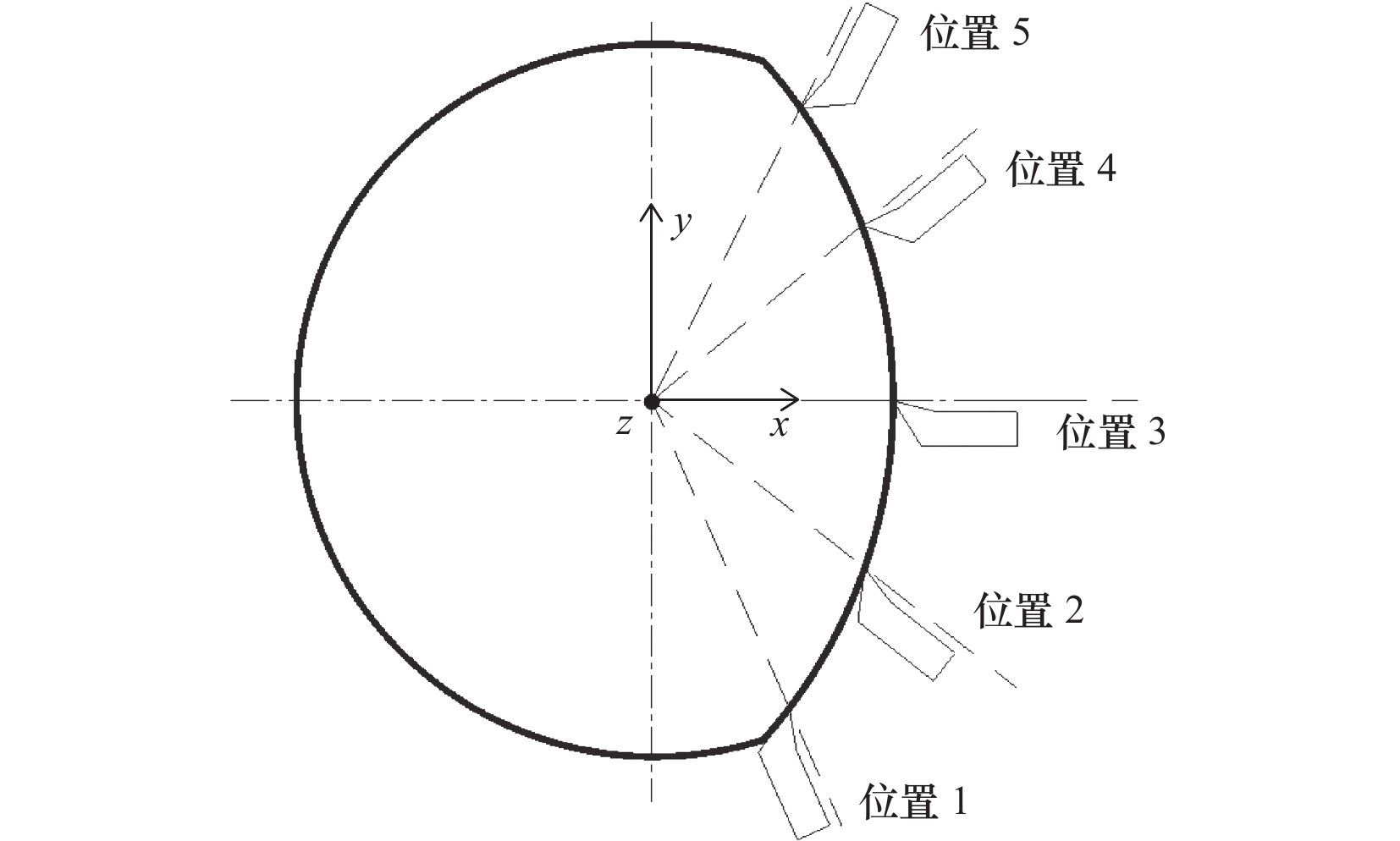
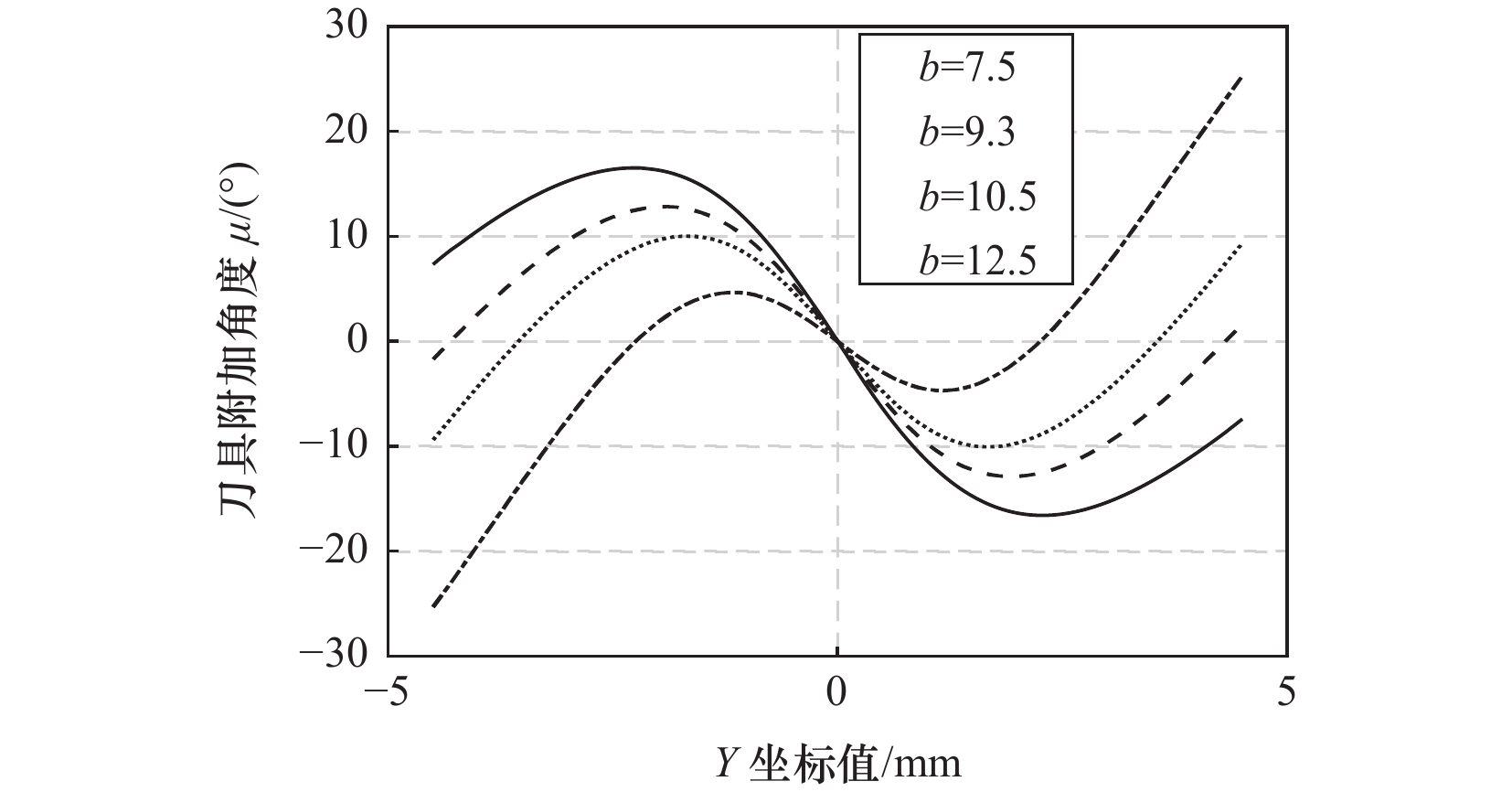
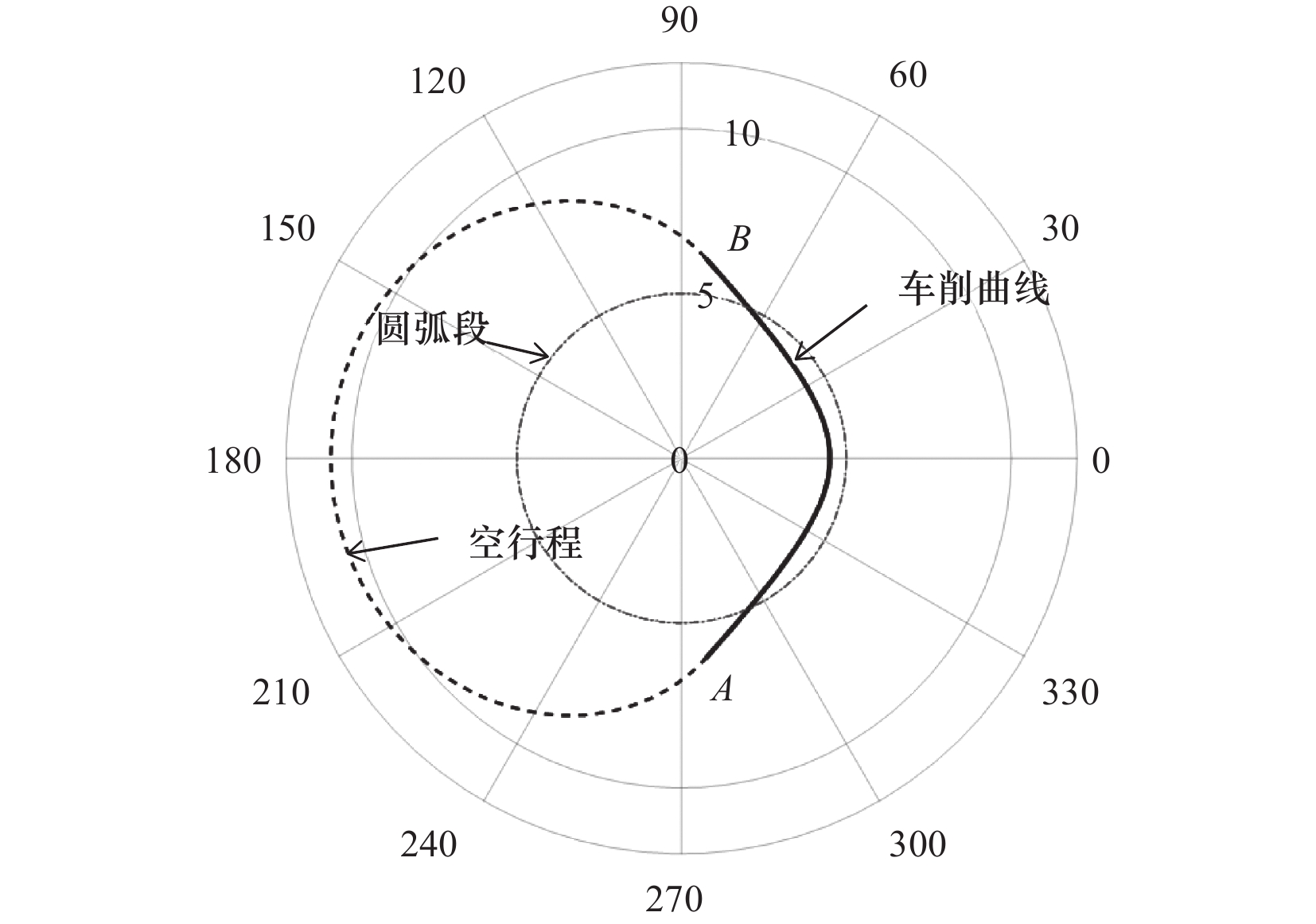
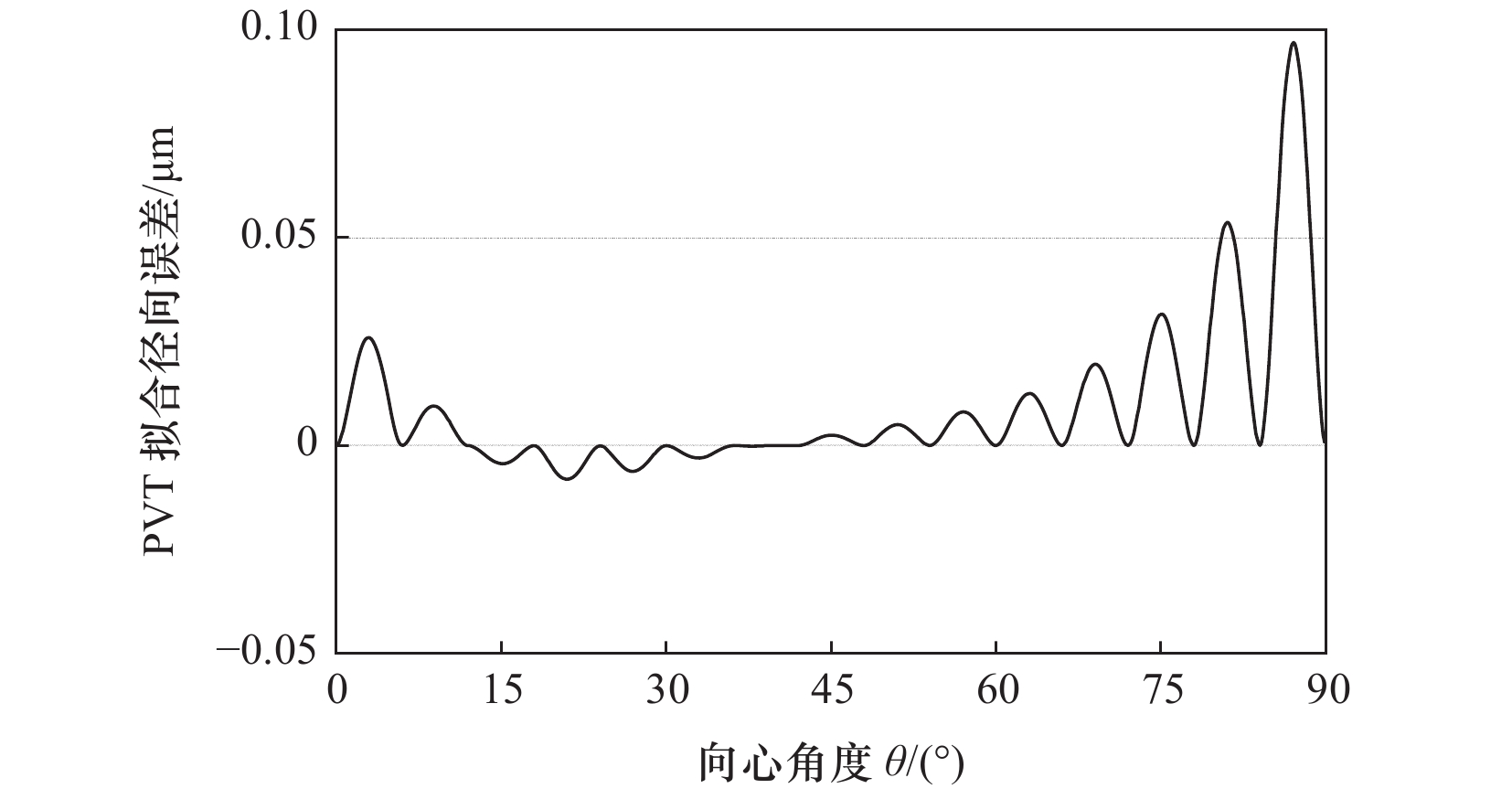
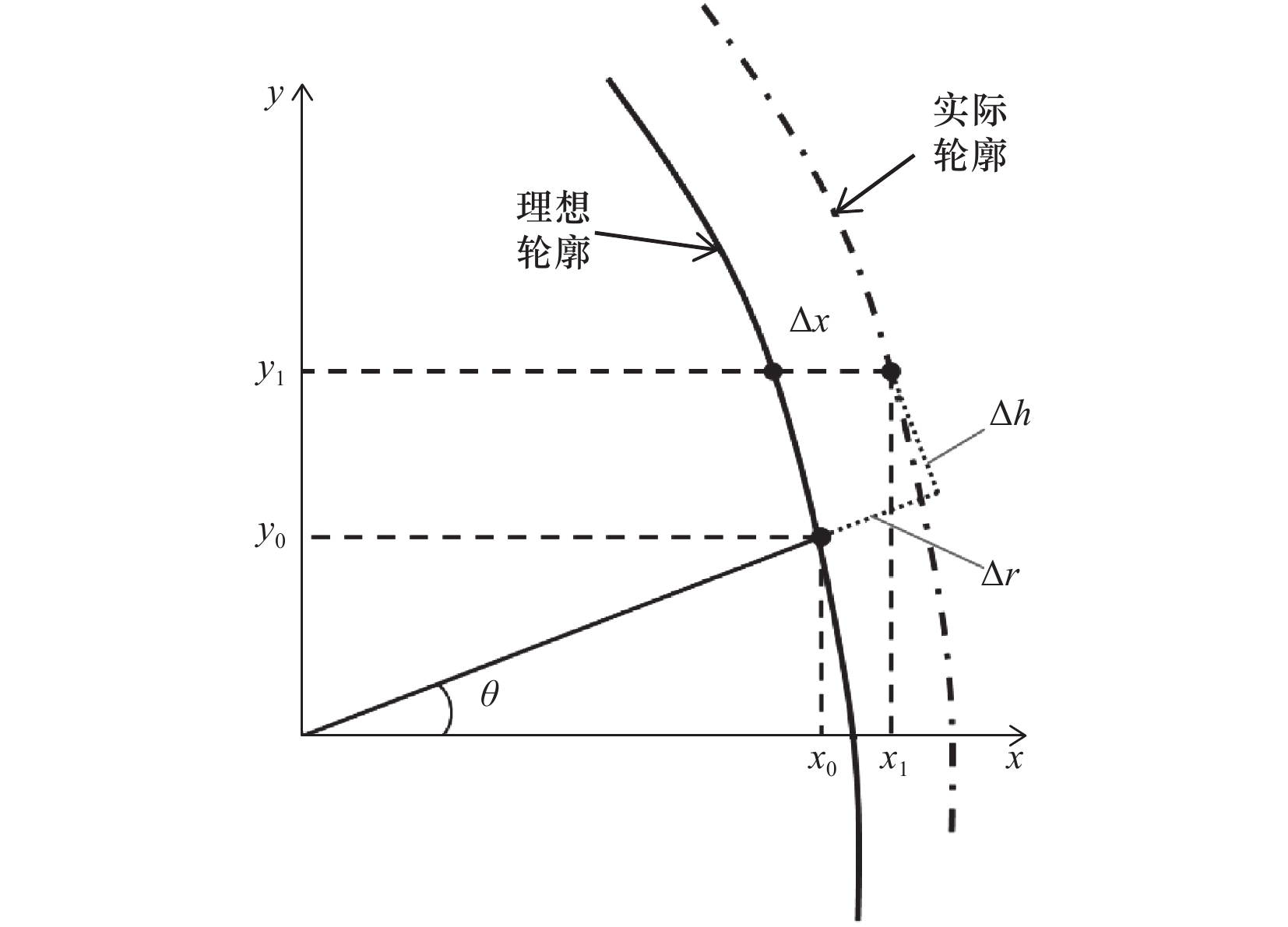
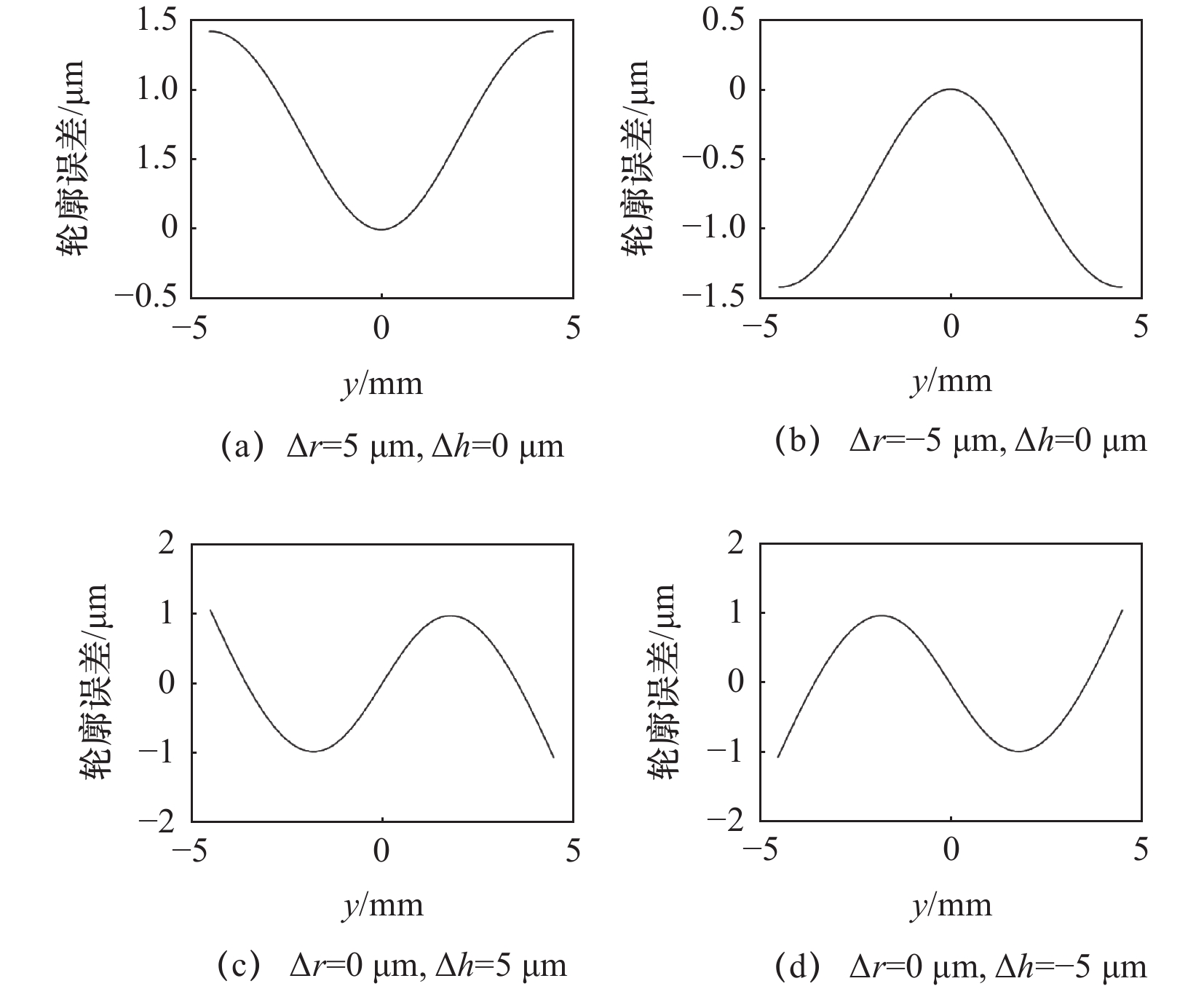
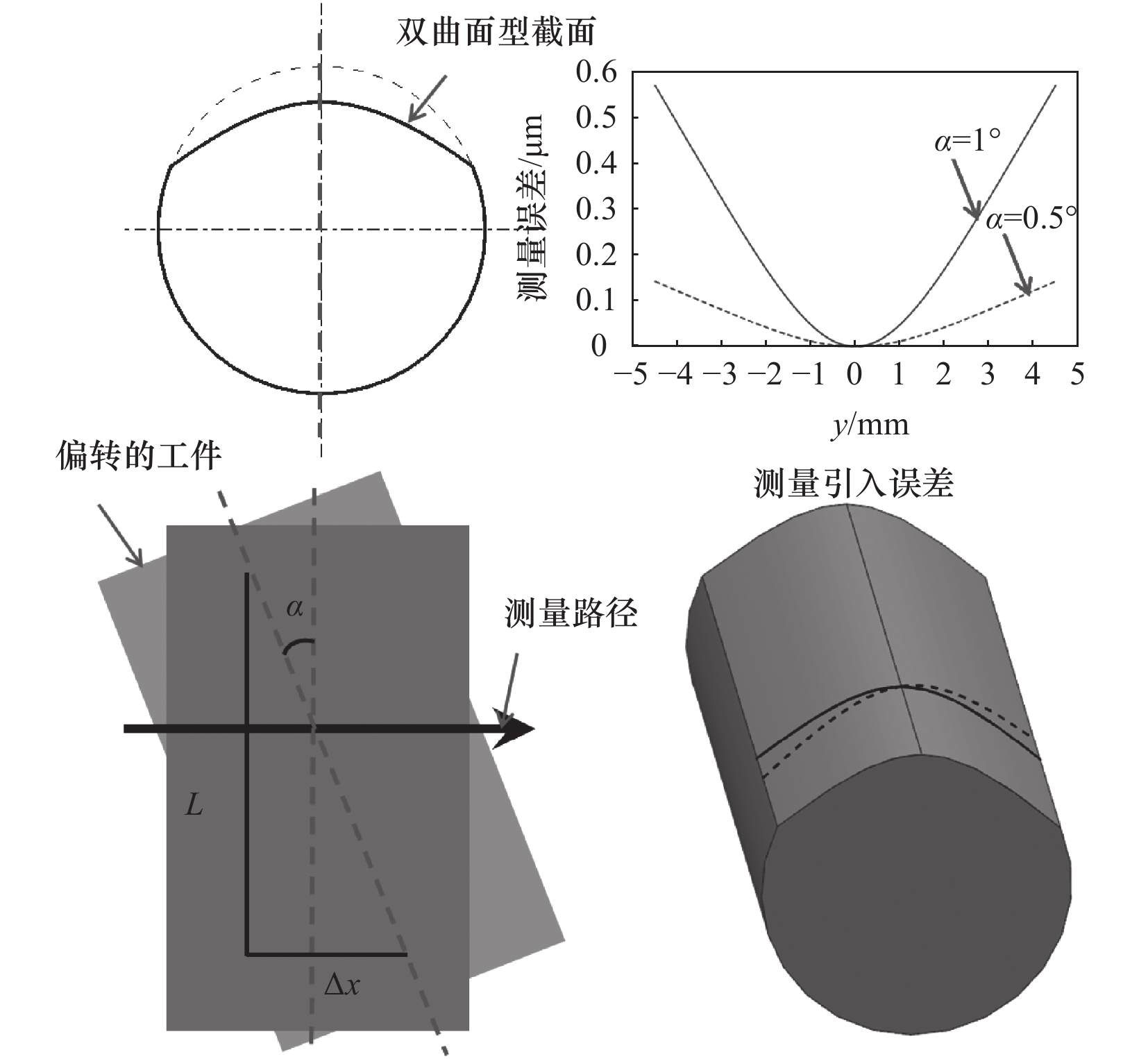
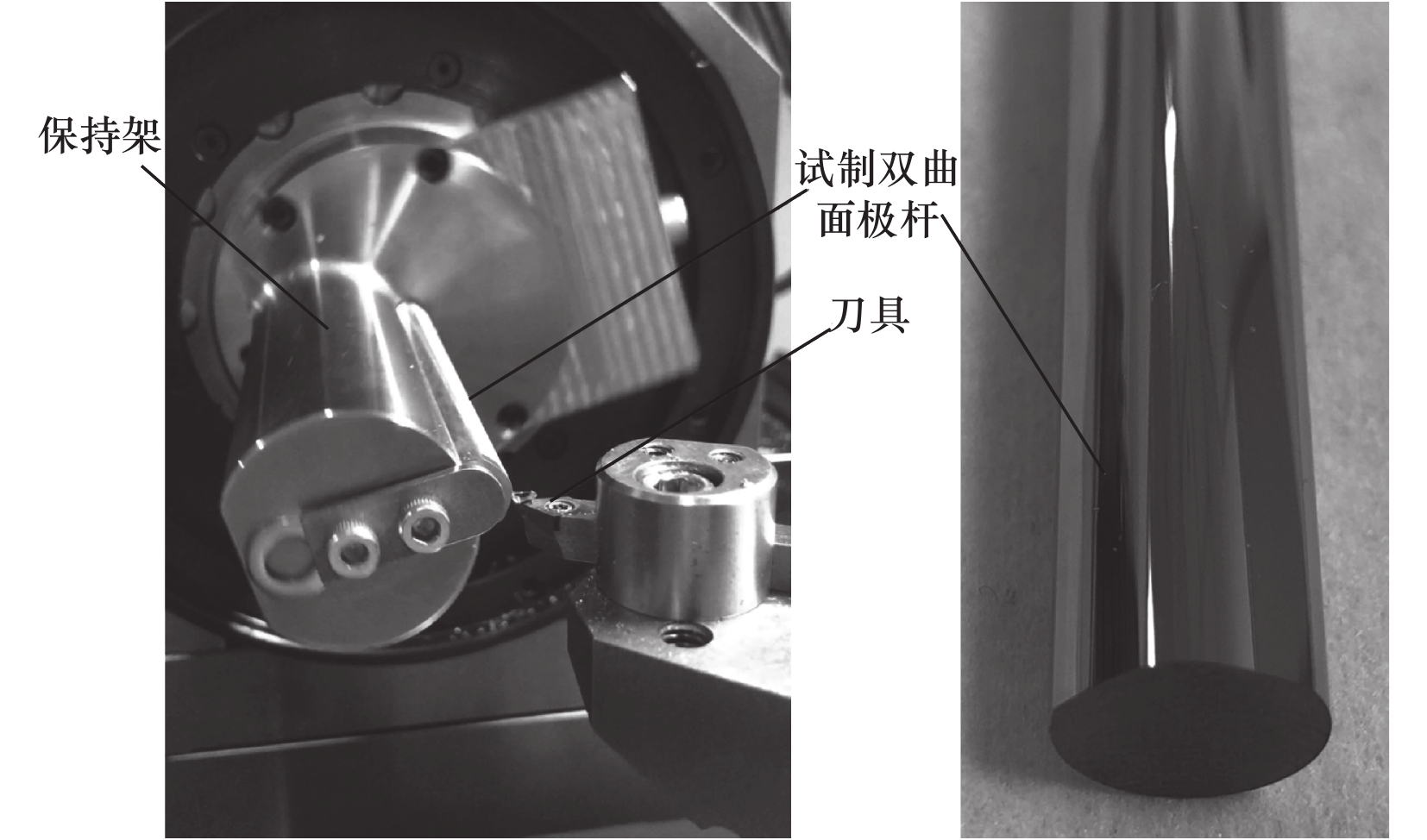
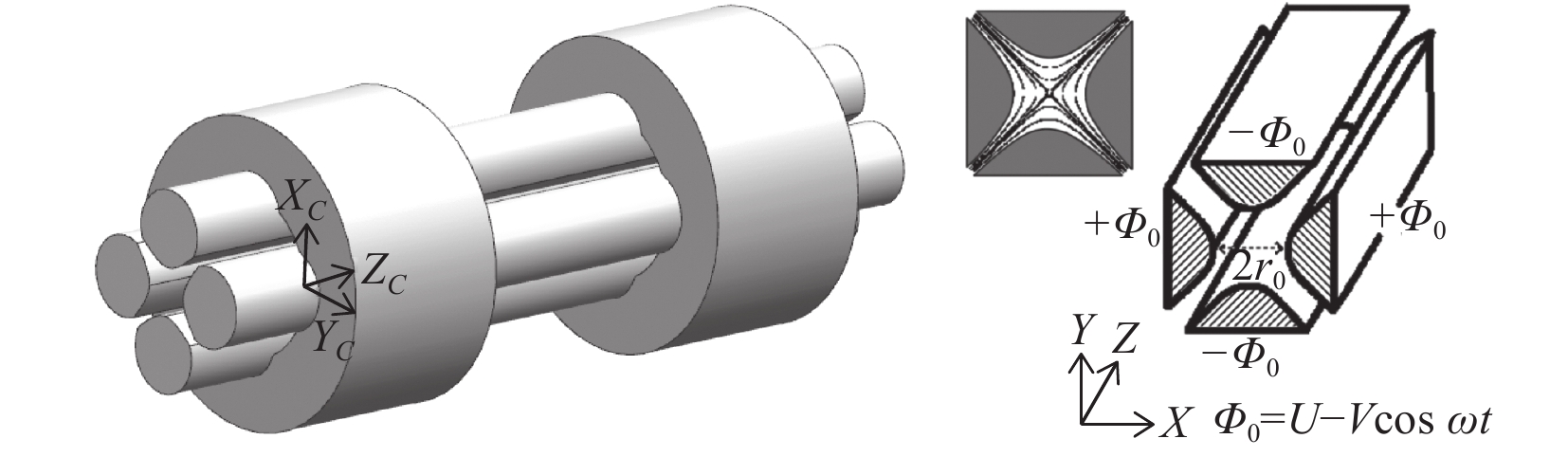
摘要: <p>双曲面型离子阱极杆具有较高的表面质量和面型精度要求, 以满足离子阱的性能要求,然而现有的加工工艺方法存在诸多不足,因此提出了基于慢刀伺服的非圆截面精密车削工艺方法。首先,针对非圆截面车削加工中存在附加工作角度进行分析,仿真结果表明用偏心装夹能极大减小加工中刀具后角干涉对刀具角度的需求。其次,对于非圆截面车削加工中的轮廓误差的形成因素进行理论分析,仿真结果显示具对心误差能极大影响曲面的轮廓误差,为了获得亚微米的线轮廓精度,刀具对心误差须控制在1 μm以下。最后,通过试制加工,最终双曲面型的轮廓精度可优于0.3 μm。</p>Abstract: <p>The performance of hyperbolic ion trap requires that each pole rod has a smooth surface and contour precision, while it’s not easy to achieve such results by conventional machining. In order to meet the requirements of smooth surface quality and sub-micron contour precision of hyperbolic ion trap rod, a non-circular section turning method based on slow tool servo technology is proposed. Firstly, the turning process of non-circular section was analyzed, and tool working angle was analyzed to avoid tool interference caused by large additive angle in non-circular section turning. The results showed that eccentric clamping could reduce tool additive angle. Secondly, factors concerned with contour accuracy were discussed, and the simulation results showed that tool centering error had a great influence on contour accuracy, this error needed to be controlled below 1 μm to realize sub-micron contour accuracy. Finally, experiment was carried out to testify and also measurement error was discussed due to measuring misalignment. Through trial fabrication, the contour error of hyperbolic surface can reach 0.3 μm.</p>
-
Key words:
- hyperbolic rob /
- contour error /
- tool additive angle /
- non-circular turning /
- tool centering error
-
表 1 不同刀具对刀误差组合对双曲线轮廓影响
μm 组别 1 2 3 4 5 6 7 8 刀具径向误差 5 −5 5 −5 0 5 0 2 刀具高度误差 5 5 −5 −5 5 0 2 0 轮廓偏差pv 3.06 3.06 3.06 3.06 2.12 1.42 0.84 0.56  下载: 导出CSV
下载: 导出CSV
-
[1] Schwartz J C, Senko M W, Syka J E P. A two-dimensional quadrupole ion trap mass spectrometer[J]. Journal of the American Society for Mass Spectrometry, 2002, 13(6): 659-669. doi: 10.1016/S1044-0305(02)00384-7 [2] Douglas D J, Frank A J, Mao D. Linear ion traps in mass spectrometry[J]. Mass Spectrometry Reviews, 2005, 24(1): 1-29. doi: 10.1002/mas.20004 [3] 楚士颖, 谢洁, 江游, 等. 四极离子阱阱内离子解离技术的研究进展[J]. 质谱学报, 2019, 40(4): 391-400. doi: 10.7538/zpxb.2018.0138 [4] 王丽莉, 李良宇, 王理. 金属双曲面四极杆试制[J]. 分析仪器, 2014(1): 7-11. doi: 10.3969/j.issn.1001-232x.2014.01.002 [5] 钟蠡, 潘晓斌, 雷天才, 等. 高精度双曲面线性离子阱加工方法研究[J]. 制造技术与机床, 2019(11): 23-25. [6] Clare A T, Gao L, Brkić B, et al. Linear ion trap fabricated using rapid manufacturing technology[J]. Journal of the American Society for Mass Spectrometry, 2010, 21(2): 317-322. doi: 10.1016/j.jasms.2009.10.020 [7] 吴定柱, 彭栋梁, 宋雪伟, 等. 双曲线形面成型磨削工艺技术研究[J]. 制造技术与机床, 2017(11): 124-128. [8] 李广正, 李佳伟, 周茂书. 多轴车床非圆车削加工的实现[J]. 制造业自动化, 2016, 38(2): 28-31. doi: 10.3969/j.issn.1009-0134.2016.02.008 [9] 王贵林, 朱登超, 戴一帆. 复杂光学表面的快刀伺服加工特性与路径规划[J]. 机械工程学报, 2011, 47(15): 175-180. [10] Wang G L, Dai Y F, Zheng Z W, et al. Machining characteristics of complex surfaces using fast tool servo system[J]. Machining Science and Technology, 2011, 15(3): 324-337. doi: 10.1080/10910344.2011.600199 [11] 余德平, 刘金光, 黄玮海, 等. 慢刀伺服变主轴转速车削非圆截面元件研究[J]. 四川大学学报:工程科学版, 2016, 48(6): 114-118. [12] 关朝亮, 戴一帆, 尹自强. 自由曲面光学元件的慢刀伺服车削加工技术[J]. 激光与光电子学进展, 2010, 47(2): 98-103. -

 下载:
下载:



 点击查看大图
点击查看大图
图(13) / 表(3)
计量
- 文章访问数: 39
- HTML全文浏览量: 8
- PDF下载量: 15
- 被引次数: 0


