

Optimization of manufacturing process of AFA 3G spider finger
-
摘要: 在传统AFA 3G连接柄指杆的加工工艺的基础上,针对AFA 3G连接柄指杆在传统加工过程中不能自动连续加工的问题进行分析,通过对U型槽铣刀、ϕ5.5 mm钻头、内孔铰刀的优化与改进,使U型槽铣刀在实际生产中的零件数量从50件提高到300件、ϕ5.5 mm钻头的零件数量从200件提高到2000件、铰刀的零件数量从100件提高到500件。文章提出的AFA 3G连接柄指杆制造工艺的优化方案,能够解决加工过程中刀具非正常断裂的难题并且还能实现产品的连续加工,不仅降低了人工劳动强度,提高了生产效率,还有效地提高了产品质量并降低了原材料和刀具成本。Abstract: This paper studies the manufacturing processing of the traditional AFA 3G spider finger, According to the problem that the AFA 3G spider finger cannot be automatically and continuously machined in the traditional manufacturing process. By improving U-shaped slot milling cutter and the ϕ 5.5 drill and the inner hole reamer the number of maching has increased signifisant; Milling product quantity from 50 improving to 300, drilling product quantity from 200 improving to 2000, the reaming product quantity from 100 improving to 500. The optimization of the manufacturing process of the AFA 3G spider finger not only can solve the problem of the abnormal breakage of the cutting tool and achieved the continuous maching of the product. In addition,the process not only reduces the labor intensity and improves the productivity, but also effectively improves the quality of product and reduce the cost of raw materials and tools.
-
表 1 ϕ7.14 mm铰刀残留切屑情况
加工转速/(r/min) 进给量/(mm/r) 加工总件数 残留切屑件数 100 0.15 100 44 100 0.20 100 53 200 0.15 100 21 200 0.20 100 35 300 0.15 100 36 300 0.20 100 42 400 0.15 100 34 400 0.20 100 41  下载: 导出CSV
下载: 导出CSV
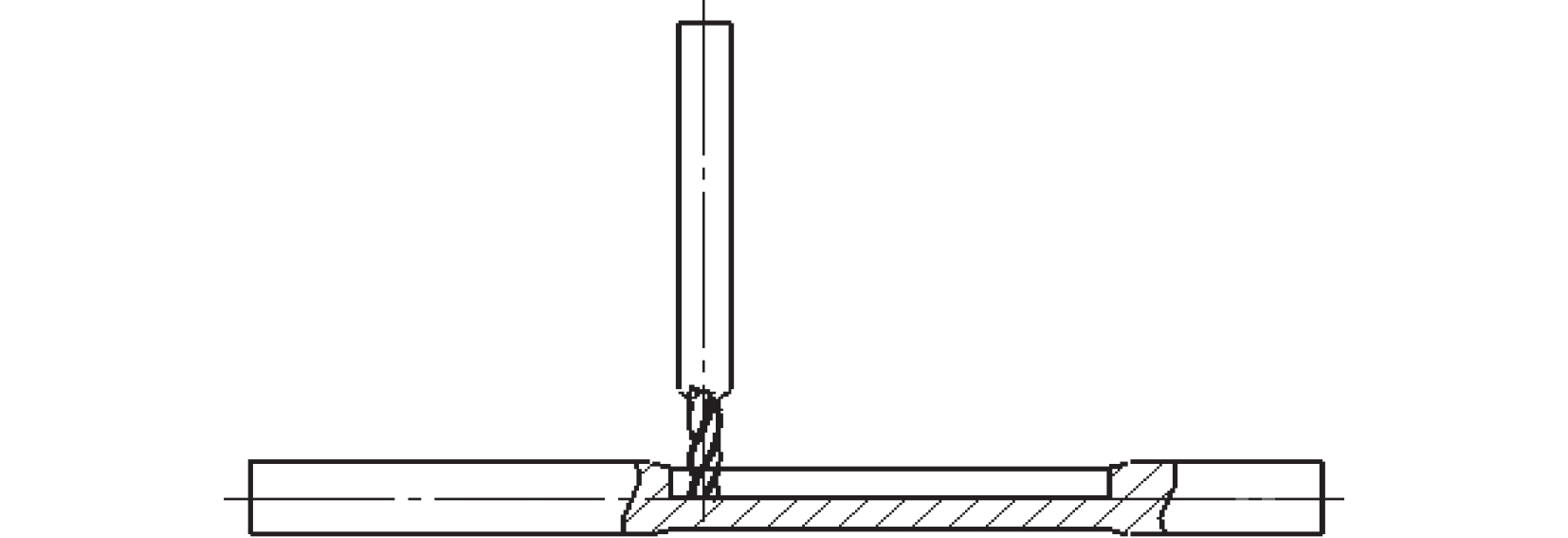
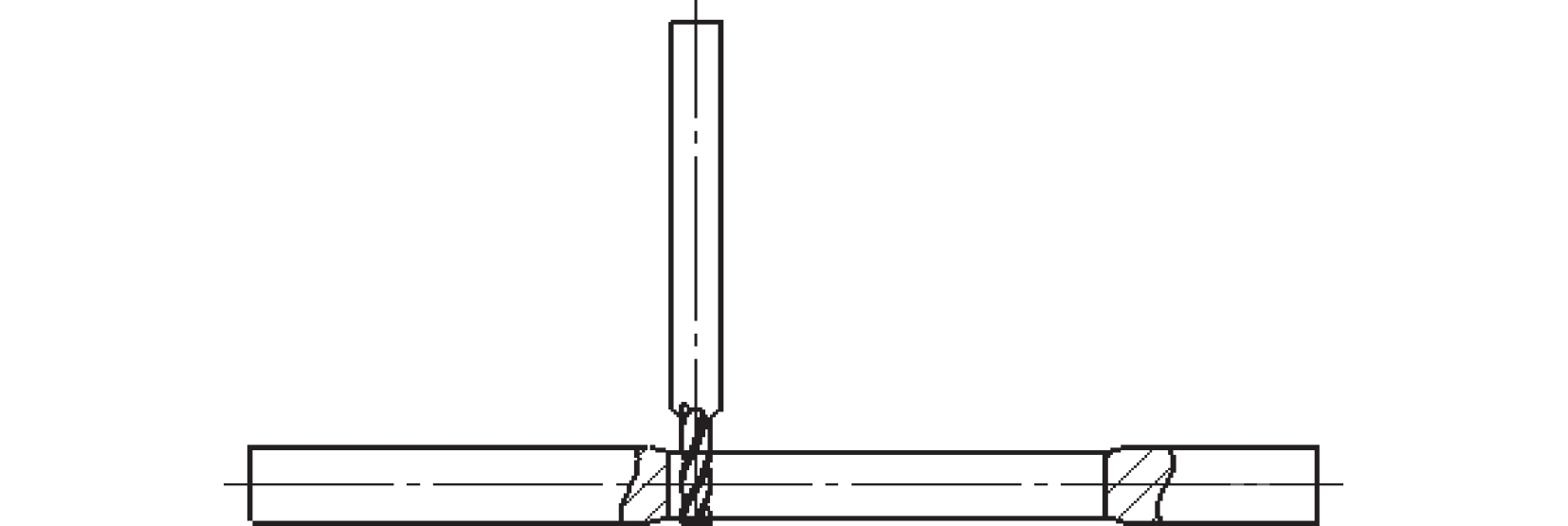
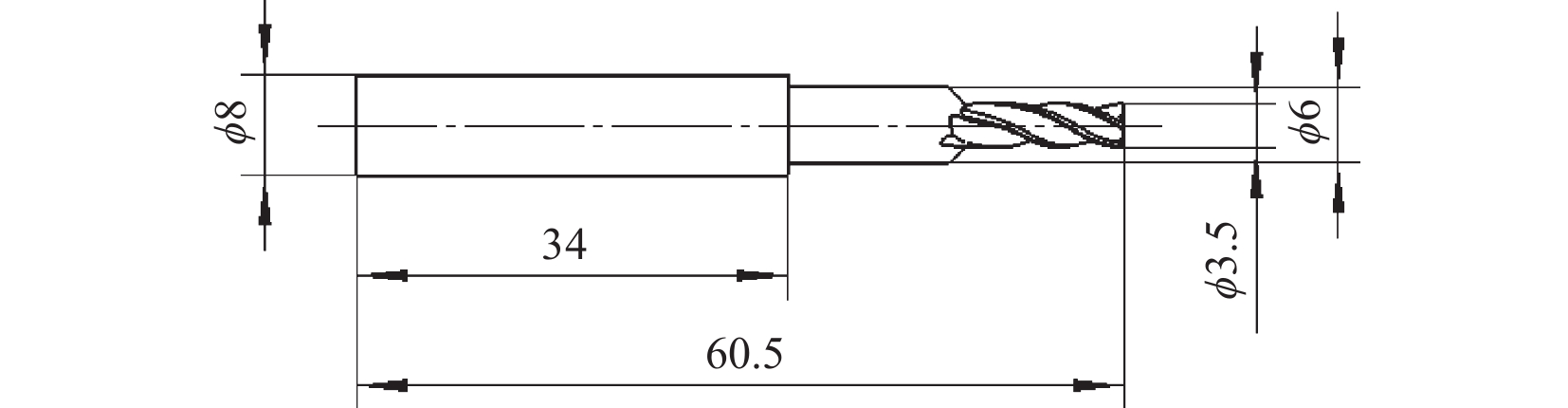
表 3 ϕ3.5 mm铣刀与U型槽铣刀加工统计
加工参数 切削速度/(m/min) 切削转速/(r/min) 进给速度/(mm/min) ϕ3.5 mm铣刀加工数量/件 U型槽铣刀加工数量/件 优化前 60.5 3 500 35 50~90 200~300 优化后 50 4 500 40 300~350 2000~2500
下载: 导出CSV
-
[1] 刘军. 论铣削螺纹在制造业生产中的优势[J]. 大庆师范学院学报, 2015, 35(6): 71-75. [2] 林峰. AFA 3G控制组件连接柄钎焊变形分析[J]. 机械, 2012, 39(增刊): 95-99. [3] 陈金堂. 车削过程中影响断屑的因素及改进措施[J]. 金属加工:冷加工, 2014(10): 49-50. [4] EMCO有限公司.编程手册EMCO HYPERTURN45[Z].2012. [5] 汪荣青, 邱建忠. 数控加工工艺[M]. 北京: 化学工业出版社, 2010. [6] 李明星. 基于数控车床加工精度的影响因素分析及应对策略探究[J]. 冶金与材料, 2020(4): 39-41. doi: 10.3969/j.issn.1674-5183.2020.04.022 [7] 金卓, 高永伟. 丝锥切削技术及研究[J]. 金属加工:冷加工, 2019(S2): 158-162. [8] 华斌. 断丝锥的原因分析, 改善及后期处理方式对比[J]. 世界制造技术与装备市场, 2019(4): 68-70. [9] 龙军城, 荣强, 张文, 等. 深孔加工中冷却润滑液的作用分析[J]. 工具技术, 2019(3): 93-95. [10] 赵亭. 难加工材料钻削性能及刀具磨损特性研究[D]. 西安: 西安理工大学, 2020. -

 下载:
下载:









 点击查看大图
点击查看大图
图(12) / 表(3)
计量
- 文章访问数: 74
- HTML全文浏览量: 63
- PDF下载量: 12
- 被引次数: 0


