

Deformation control and process optimization of thin-walled and hollowed-out workpiece
-
摘要: 以复杂自由曲面为组成要素的薄壁镂空型工件,由于刚性差、结构复杂以及材料去除量大,传统加工中极易出现工件变形和振动,引起工件表面粗糙度差、刀具衔接痕迹重的缺陷。优化了薄壁镂空型工件设计方案,采用多轴定位与多轴联动加工组合的高速铣削工艺,研究了工艺系统的受力变形、热变形、减小刀具切削系统的振动、采用合适的切削参数等加工条件对薄壁镂空型工件表面质量的影响,并优化了工件的分区加工方案。结果表明,本工件采用优化方案能够在一次装卡中加工完成,避免重复定位产生加工误差和刀具衔接痕迹。Abstract: The thin-walled and hollowed-out workpiece with complex free-form surface as its component is prone to deformation and vibration in traditional processing due to its poor rigidity, complex structure and large amount of material removal, which leads to defects such as poor surface roughness of the workpiece and heavy trace of tool connection. This paper optimized design processing scheme of thin-walled hollow artifacts, by multi axis positioning combined with multi-axis linkage machining of high speed milling process. The influence of the workpiece surface quality and machining partition scheme was studied on the mechanical deformation, thermal deformation process system, and reducing the vibration of the cutting tool system, adopting the appropriate cutting parameters such as the processing conditions on the thin wall type hollow out. The results show that the workpiece can be machined in one loading by using the optimization scheme, and the machining error and tool connection marks can be avoided by repeated positioning.
-
Key words:
- thin-walled parts /
- multi-axis machining /
- surface quality /
- machining complex /
- tool axis
-
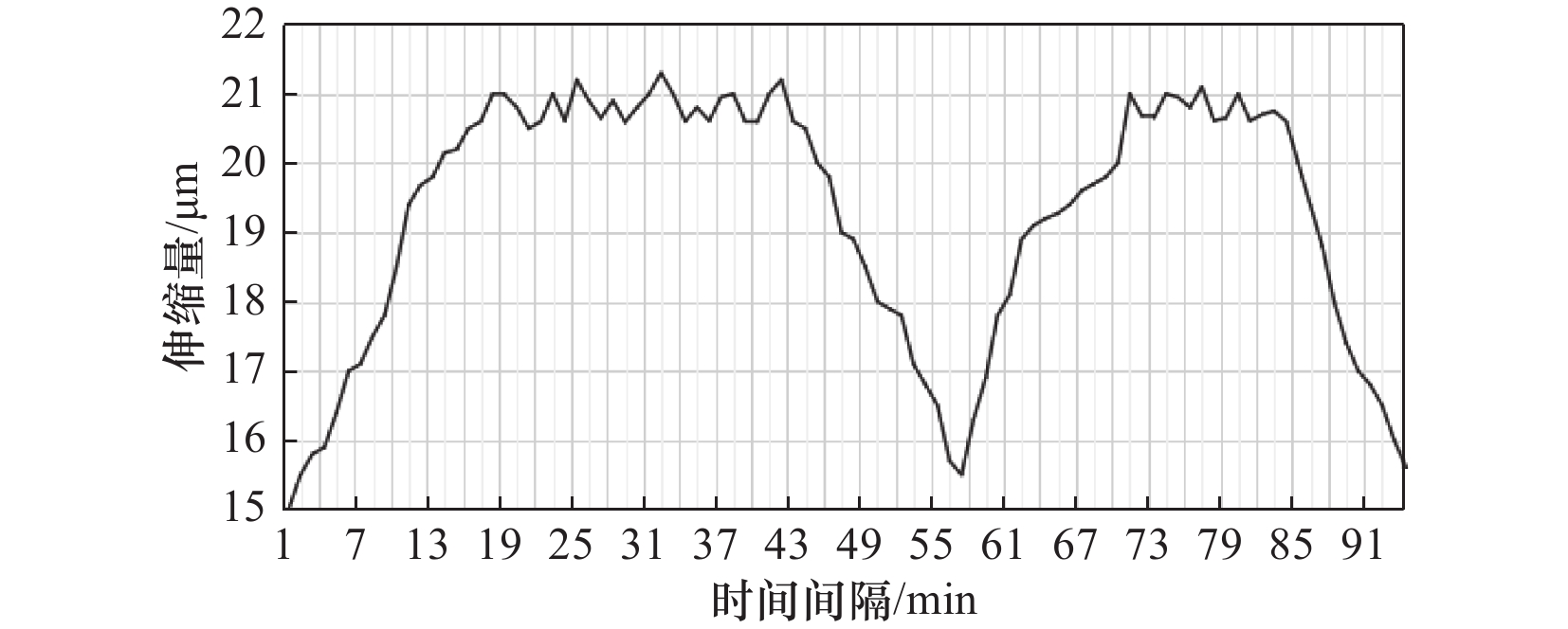
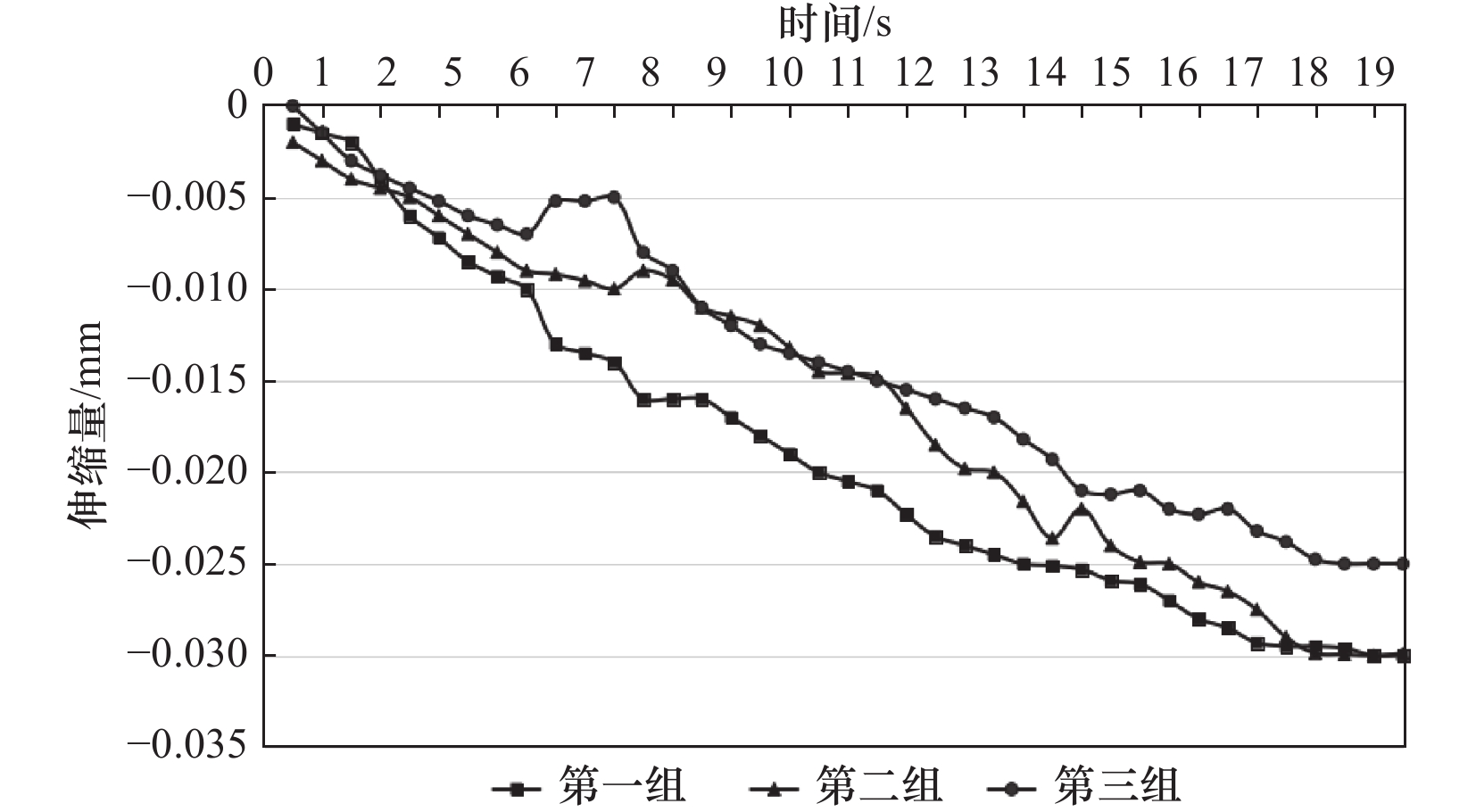
表 1 工艺系统热变形优化方案
机床
部件转速/
(r/min)稳定时间/min 制冷
方式伸缩量/
μm加工
影响优化
方案电主轴 10 000 30 普通
制冷6 产生接刀台阶,引起表面质量下降。 Z轴抬高工件加工深度并参考伸缩量后空运行暖机30 min再加工,快速换程序、换刀具,时间不超过8 min。 丝杠 10 000 30 普通
制冷30 变频
制冷25  下载: 导出CSV
下载: 导出CSV
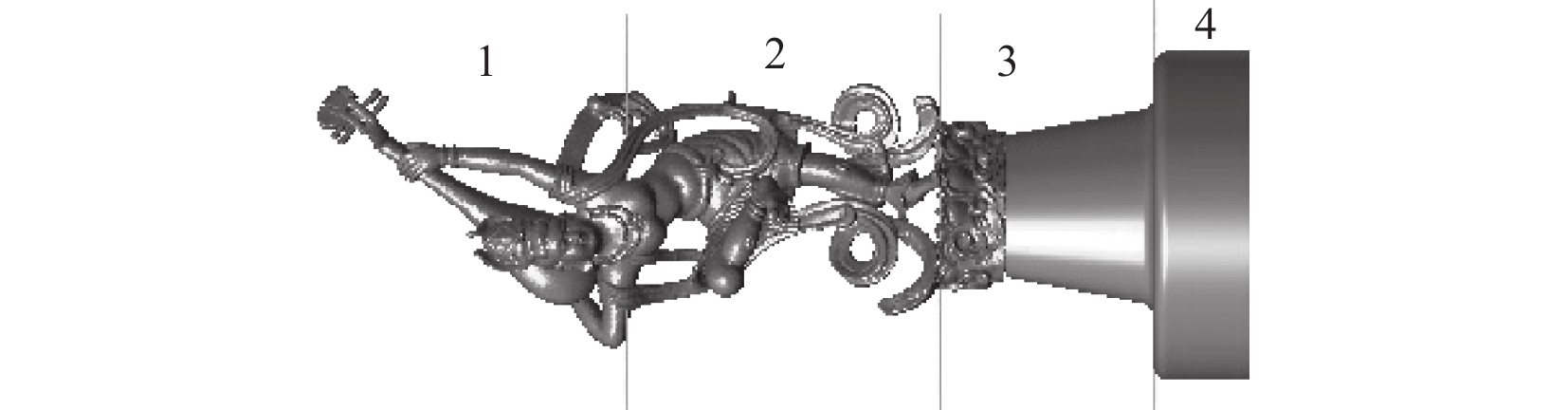
表 2 加工工艺方案设置
加工顺序 加工区域 工艺步骤 刀具/mm 转速(r/min) 进给量/(mm/min) 背吃刀量/mm 1 1区 粗加工,余量0.15 mm D6 10 000 2 000 0.5 2 D3 15 000 1 800 0.3 3 D1.5 18 000 1 500 0.2 4 1区 半精加工,余量0.04 mm 20°-R0.3 20 000 1 500 0.1 5 2区 粗加工,余量0.15 mm D6 10 000 2 000 0.5 6 D3 15 000 1 800 0.3 7 2区 半精加工,余量0.04 mm 20°-R0.3 20 000 1 500 0.1 8 3区 粗加工,余量0.06 mm D4 14 000 2 000 0.8 9 4区 粗加工,余量0.06 mm D6 10 000 2 400 1.0 10 1区 精加工,尺寸到位 20°-R0.15 20 000 1 200 0.04 11 2区 精加工,尺寸到位 20°-R0.15 20 000 1 200 0.04 12 3区 精加工,尺寸到位 20°-R0.3 20 000 1 500 0.06 13 4区 精加工,尺寸到位 R1.5 18 000 1 800 0.08
下载: 导出CSV
-
[1] 徐成龙, 仲梁维. 航空铝合金薄壁件加工变形控制研究[J]. 农业装备与车辆工程, 2019, 57(3): 113-116. [2] 章正伟, 白万金. 航空薄壁整体结构件加工变形的有限元分析[J]. 机械设计, 2011, 28(5): 92-96. [3] 卑喜敏, 吴秀艳. 提高机械加工精度的方法探析[J]. 科技与创新, 2016(13): 135. [4] 孙光照, 胡乃金. 试探究机械加工工艺对加工精度的影响[J]. 中国新技术新产品, 2014(1): 154. [5] 魏辉朋, 梁治民, 郭慧鸽. 浅谈机械加工工艺系统对加工精度的影响 [J]. 科技传播, 2010(9): 180, 189. [6] 程耀楠, 姜文奇, 李宝伟, 等. 电主轴振动状态对表面粗糙度的影响试验研究[J]. 工具技术, 2020, 54(8): 87-91. doi: 10.3969/j.issn.1000-7008.2020.08.021 [7] 胡相斌. 铝合金零件加工变形原因分析及工艺控制措施[J]. 机械研究与应用, 2020, 33(2): 185-187. [8] 汤习成. 机械制造工艺学[M]. 北京: 中国劳动社会保障出版社, 2004: 114. -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(2)
计量
- 文章访问数: 36
- HTML全文浏览量: 9
- PDF下载量: 24
- 被引次数: 0


