

Design of light-pen vision measurement system for large-scale spherical parts
-
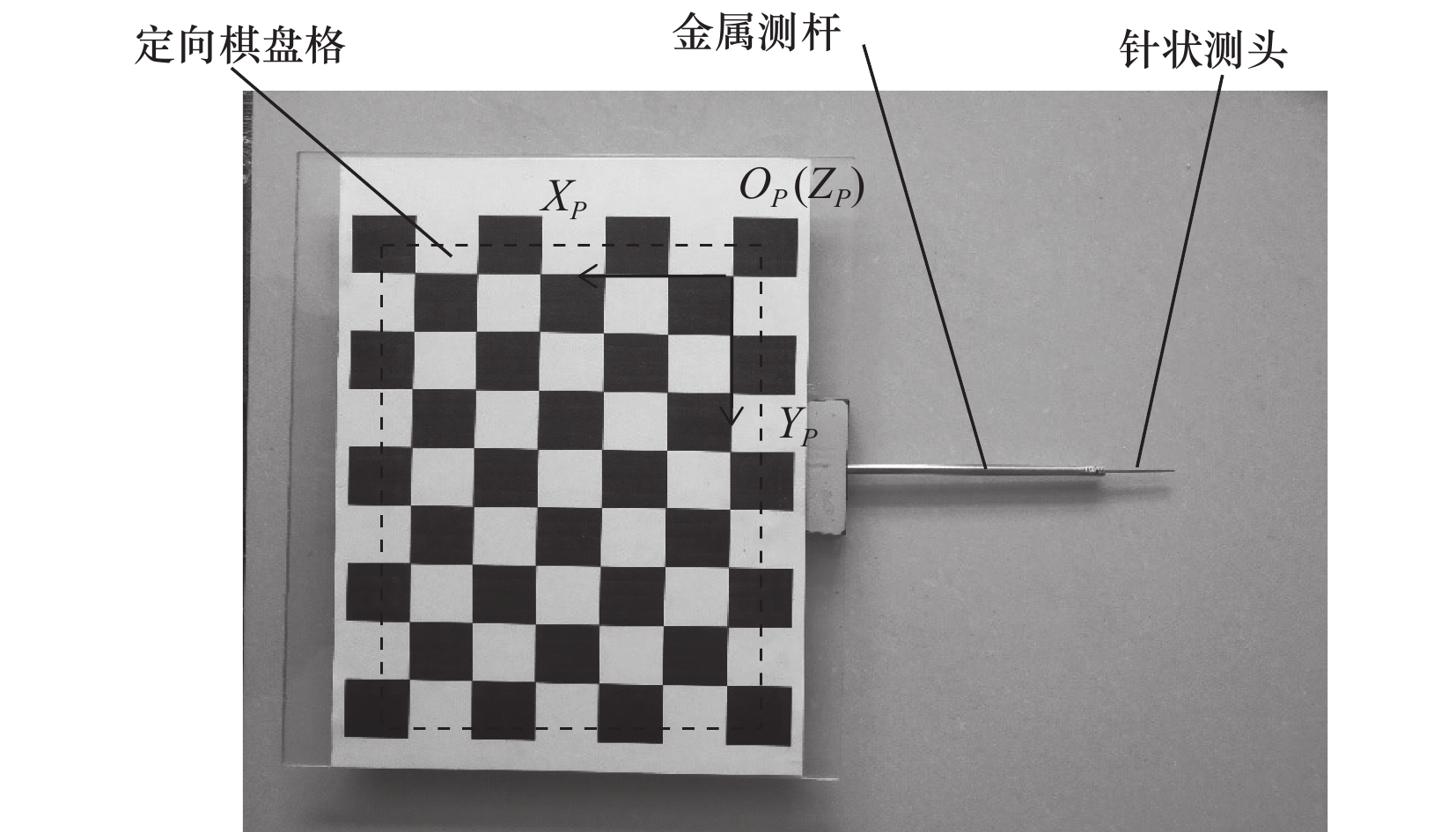
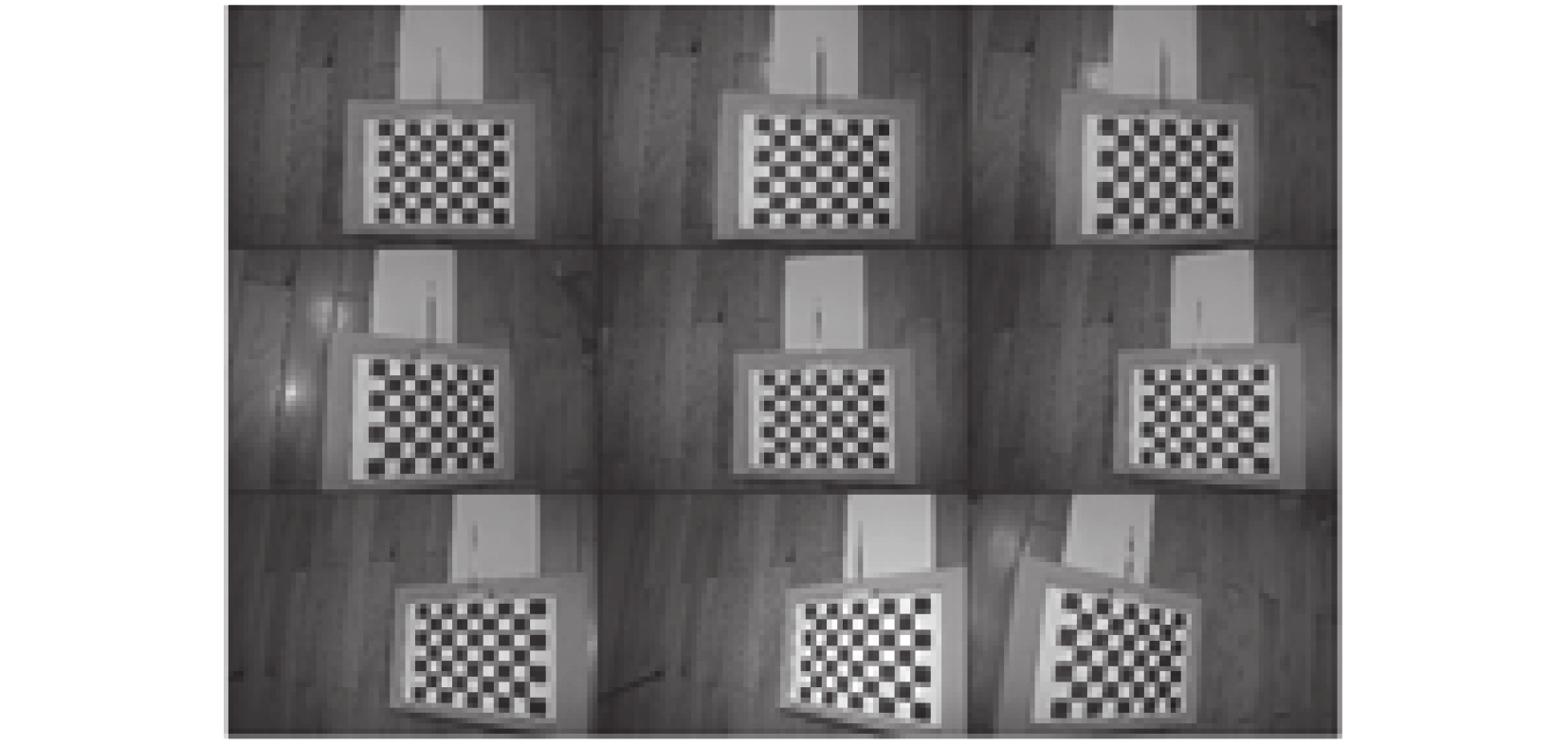
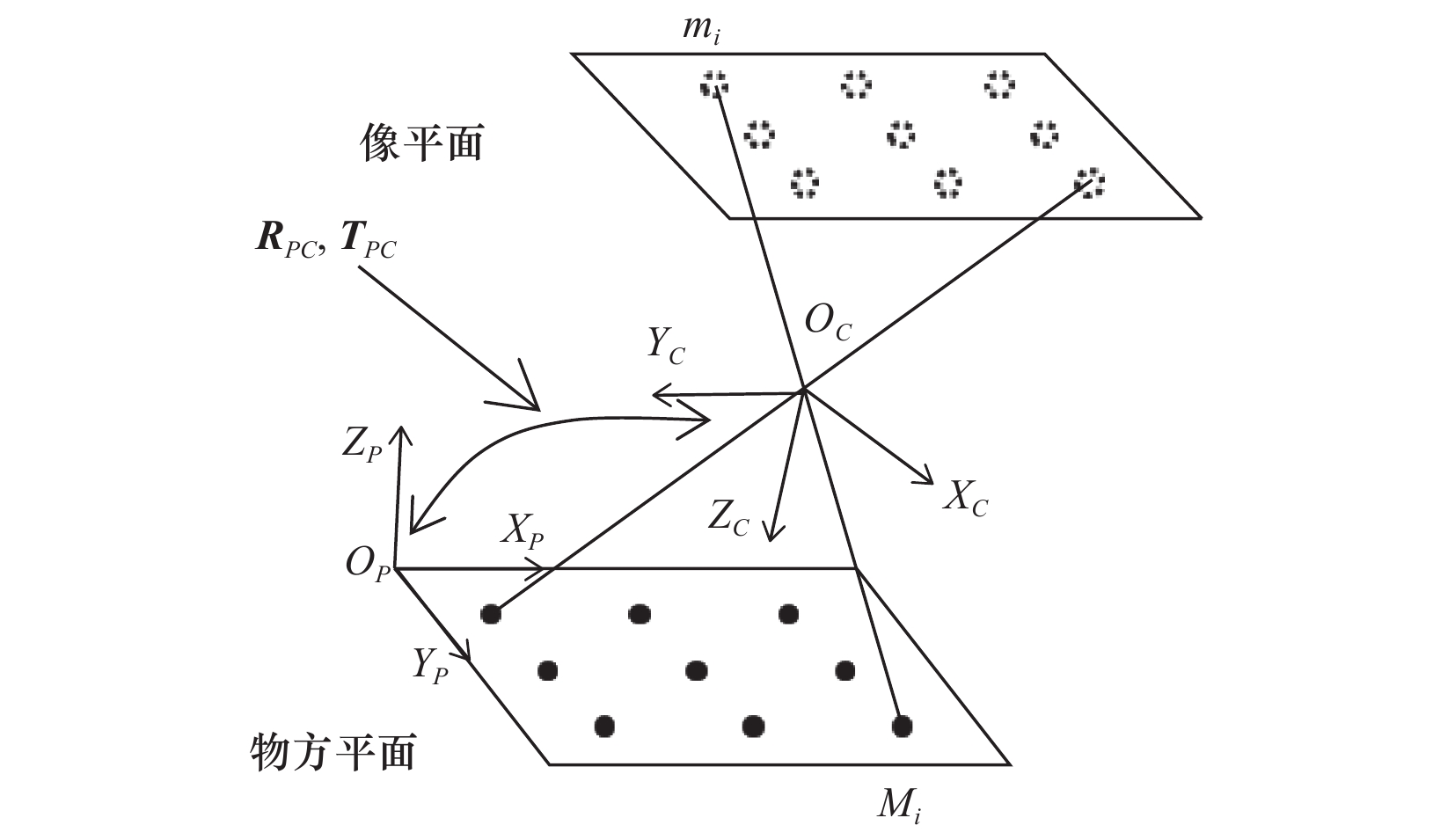
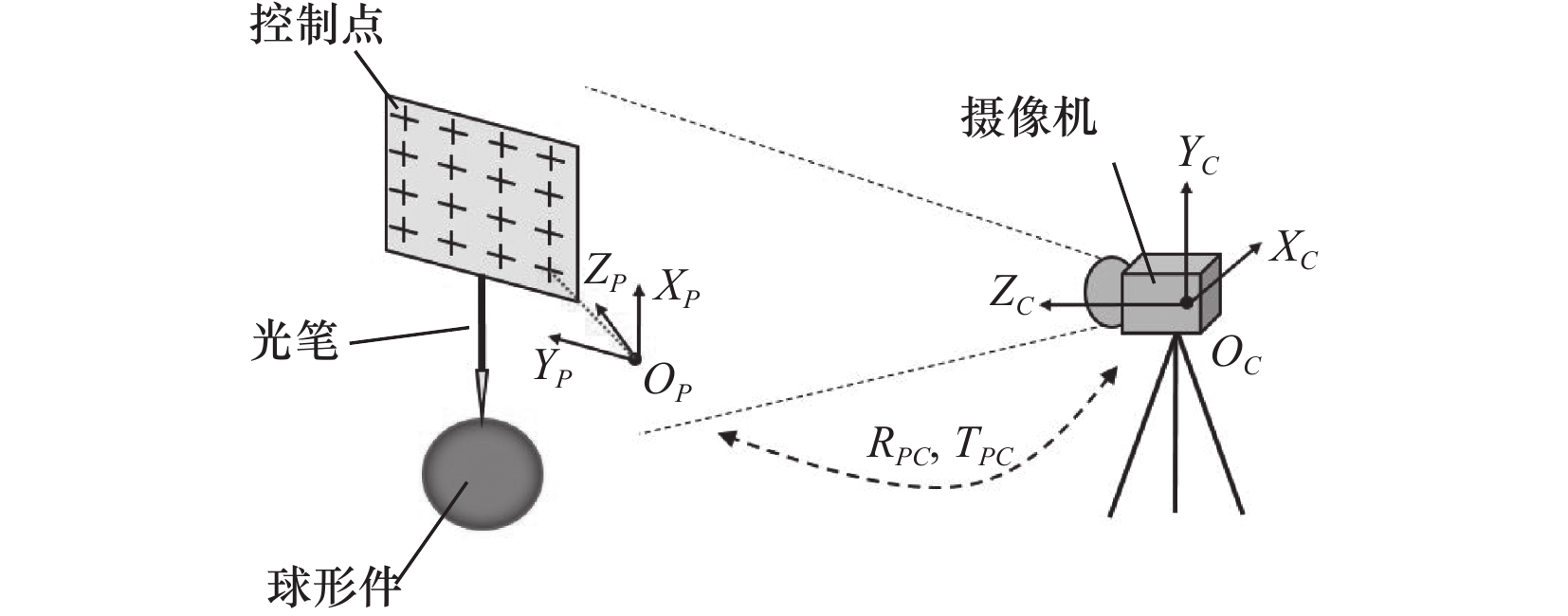
摘要: 为实现大尺寸球形零件的三维形貌、球径和球度误差等参数的测量,设计了光笔式视觉测量系统,系统主要由高分辨率摄像机、光笔和配套的图像处理软件组成。首先介绍了系统的测量原理,然后依次研究了其中的关键技术:光笔的结构设计和基于近景摄影测量的光笔标定方法,利用单应性矩阵建立光笔坐标系和摄像机坐标系之间转换关系的方法。基于光栅尺的精度评价实验表明,在2000 mm×1500 mm视场范围内,相对测量精度优于0.05 mm/m。选取大尺寸金属球为实验对象,提取了球面若干点的三维坐标,生成拟合球并计算出球度误差为2.068 mm。Abstract: In order to measure the three-dimensional shape, spherical diameter and sphericity error of the large-size spherical parts, a light-pen vision measurement system is designed. The system is mainly composed of high-resolution camera, light pen and supporting image processing software. Firstly, this paper introduces the measurement principle of the system, and then gives the key technologies in turn: the structural design of the light pen and the light pen calibration method based on close-range photogrammetry, and the method of establishing the conversion relationship between the light-pen coordinate system and the camera coordinate system by using the homography matrix. The accuracy evaluation experiment based on grating ruler shows that the relative measurement accuracy is better than 0.05 mm/m in 2000 mm×1500 mm field of view. Taking the large-size metal ball as the measured object, the three-dimensional coordinates of multiple points on the balll surface are extracted to generate the fitting ball, and then the sphericity error is calculated to be 2.068 mm.
-
Key words:
- large-size spherical parts /
- light-open /
- close-range photogrammetry /
- grating ruler
-
表 1 精度评价实验的结果
测量次序 基准$ {d_1} = 200.024 $ mm 基准$ {d_2} = 400.060 $ mm 基准$ {d_3} = 600.150 $ mm 测量值 误差 测量值 误差 测量值 误差 1 200.008 −0.016 400.093 0.033 600.141 −0.009 2 200.038 0.014 400.089 0.029 600.165 0.015 3 200.018 −0.006 400.045 −0.015 600.119 −0.031 4 200.039 0.015 400.096 0.036 600.211 0.061 5 200.045 0.021 400.049 −0.011 600.195 0.045 绝对均值 200.031 0.015 400.074 0.025 600.166 0.032  下载: 导出CSV
下载: 导出CSV
-
[1] 刘悦阳, 杨海生, 苏冰, 等. 航空发动机双列角接触球轴承摩擦功耗仿真分析[J]. 机械传动, 2021, 45(2): 129-135. [2] 张成兴. 球面磨削方式和球面磨削机床探讨[J]. 制造技术与机床, 2013(5): 77-79. doi: 10.3969/j.issn.1005-2402.2013.05.026 [3] 仇文军. 基于球面电容传感器的精密球铰链关节间隙测量方法研究[D]. 杭州: 杭州电子科技大学, 2020. [4] 李振林, 张海峰, 郝一博, 等. 天然气管道球阀内漏发声机理及检测试验[J]. 振动. 测试与诊断, 2017, 37(3): 525-531,630. [5] 王新勇. 长输天然气管道大口径球阀内漏故障及检测方法分析[J]. 中国石油和化工标准与质量, 2019, 39(13): 58-59. doi: 10.3969/j.issn.1673-4076.2019.13.028 [6] 王波, 赵转萍, 龚醒. 基于Matlab的大型球面模胎质量控制研究[J]. 机电工程, 2015, 32(3): 358-361. [7] 杨恒亮, 屠大维, 赵其杰. 基于三坐标测量机的大口径球面拟合测量方法[J]. 工具技术, 2007(12): 78-81. doi: 10.3969/j.issn.1000-7008.2007.12.023 [8] 曾汉平, 王凤伟, 张辉. 球径和球度误差气动测量新方法[J]. 计测技术, 2010, 30(3): 32-33. doi: 10.3969/j.issn.1674-5795.2010.03.010 [9] 黄桂平. 数字近景工业摄影测量关键技术研究与应用[D]. 天津: 天津大学, 2005. [10] 李云雷, 蒋灵搏. 基于近景工业摄影的三维视觉测量[J]. 制造业自动化, 2015, 37(3): 45-48. [11] Harris C J. A combined corner and edge detector[J]. Proc Alvey Vision Conf, 1988, 1988(3): 147-151. -

 下载:
下载:





 点击查看大图
点击查看大图
图(8) / 表(1)
计量
- 文章访问数: 24
- HTML全文浏览量: 8
- PDF下载量: 9
- 被引次数: 0


