

Lean improvement’s application of value stream analysis in connector assembly
-
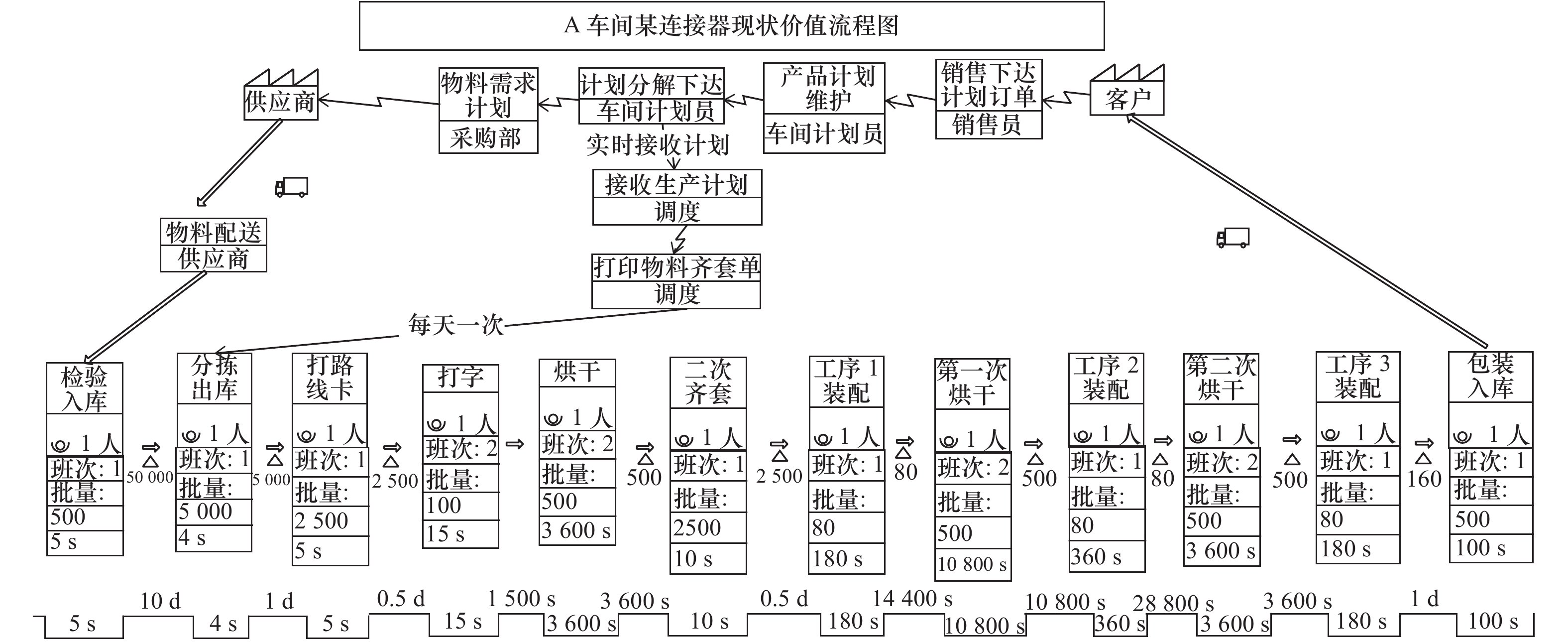
摘要: 以A车间连接器装配过程为例,研究了利用价值流分析并结合精益工具对连接器装配过程的精益改善。首先通过现场调研写实,绘制出了现状价值流图,识别出生产中存在的不增值环节。其次,运用精益思想分析出布局物流不合理、生产模式落后、线平衡率低、在制品多和标准化水平低等不增值因素产生的原因。最后,综合运用多种精益生产工具方法,优化了车间布局及物流、设计了拉动式生产、推行准时化配送、线平衡改善及推行标准作业等,实现车间人均效率提升35.02%,生产周期缩短26.93%,在制品量降低26.78%。Abstract: Combined with value stream analysis and lean tools, the lean improvement of connector assembly process was studied in A workshop’s connector assembly process. In order to identify the non-value-added links in production, the current value stream mapping was drawn through field investigation firstly. Meanwhile, the causes of non value-added factors, including unreasonable logistics layout, backward production mode, low line balance rate, much WIP and low standardization level, were figured out by virtue of the lean thinking. Finally, with the help of various lean production tools and methods, it optimized workshop layout and logistics, designed pull production, implemented just-in-time distribution, improved line balance and implemented standard operation. It successfully reached that the per capita efficiency of the workshop was increased by 35.02%, the production cycle was shortened by 26.93%, and the WIP was reduced by 26.78%.
-
Key words:
- value stream map analysis /
- lean production /
- line balance /
- pull production /
- just-in-time /
- standard operation
-
表 1 改善前各工序标准工时
序号 工序名称 工时/s 人数配置 CT/s 1 下壳体 180 3 60 2 装胶圈 42 1 42 3 装连帽 69 2 34.5 4 可靠性测试 36 1 36 5 互换性测试 29 1 29 6 分取针孔件 54 1 54 7 粘封线体 51 1 51 8 灌封及检查 110 2 55  下载: 导出CSV
下载: 导出CSV
表 2 各区域配送规则
序号 区域名称 线边最大物
料量/批在制品
量/批单次物料配
送量/批配送频次/
(min/次)1 打字间 80 40 40 60 2 烘干房 20 0 20 30 3 二次配套区 160 160 20 30 4 产线 4 / 4 30
下载: 导出CSV
表 3 工序检查分析表
项目 内容 工序分析改善 取消 通过有效利用工装设备带来的节省 使用下壳体防偏工装,取消下壳体时的对准及检查工步 合并 合并作业 可靠性测试和互换性测试所用测试工装相同,可合并为一个工序 重排 通过调整工艺顺序进行重组 调整装胶圈和连帽作业顺序,且由单人完成两个工序作业 简化 通过使用工装设备夹具简化工序 使用下壳体防偏工装,简化下壳体作业工序 进行标准化作业培训 消除各工序多余动作浪费
下载: 导出CSV
表 4 改善后各工序标准工时
序号 工序名称 工时 人数配置 CT 1 下壳体 162 3 54 2 装胶圈及连帽 111 2 55.5 3 可靠性及互换性测试 55 1 55 4 分取针孔件 54 1 54 5 粘封线体 57 1 57 6 灌封 59 1 59 7 检查 50 1 50
下载: 导出CSV
-
[1] 汪冰, 紫克明, 于毅. LGA775连接器装配线的平衡研究[J]. 制造技术与机床, 2012(6): 162-167. doi: 10.3969/j.issn.1005-2402.2012.06.052 [2] 曹阳华, 康秀翠, 姜春英. 基于IE思想的U型装配线生产效率改善研究[J]. 制造技术与机床, 2020(6): 172-177. [3] 迈克. 鲁斯, 约翰. 舒克. 价值流图析[M]. 北京: 人民交通出版社, 1999: 46-47. [4] 刘树华, 鲁建厦, 王家尧. 精益生产[M]. 北京: 机械工业出版社, 2010: 1-22. [5] 高留艳, 马汉武, 李余江, 等. 基于价值流图的胶轮生产过程分析与改善[J]. 机械设计与制造, 2019(10): 269-272. doi: 10.3969/j.issn.1001-3997.2019.10.066 [6] 黄鹏鹏, 黄武良, 叶双双. 价值流图析在发动机产线改善中的应用[J]. 机械设计与制造, 2018(3): 37-39,43. doi: 10.3969/j.issn.1001-3997.2018.03.012 [7] 王秀红, 王梦飞, 索晶, 等. 汽车底盘生产线价值流图分析及改善方案[J]. 工业工程, 2018, 21(1): 67-72. doi: 10.3969/j.issn.1007-7375.e17-2192 [8] 王璐璐, 马嵩华, 霍志璞. 基于价值流图的车用组合电线组装流程优化[J]. 组合机床与自动化加工技术, 2020(7): 164-168. -

 下载:
下载:


 点击查看大图
点击查看大图
图(3) / 表(4)
计量
- 文章访问数: 66
- HTML全文浏览量: 18
- PDF下载量: 22
- 被引次数: 0


