

Hydrodynamic effect polishing characteristics of ultra-smooth surfaces of optical components
-
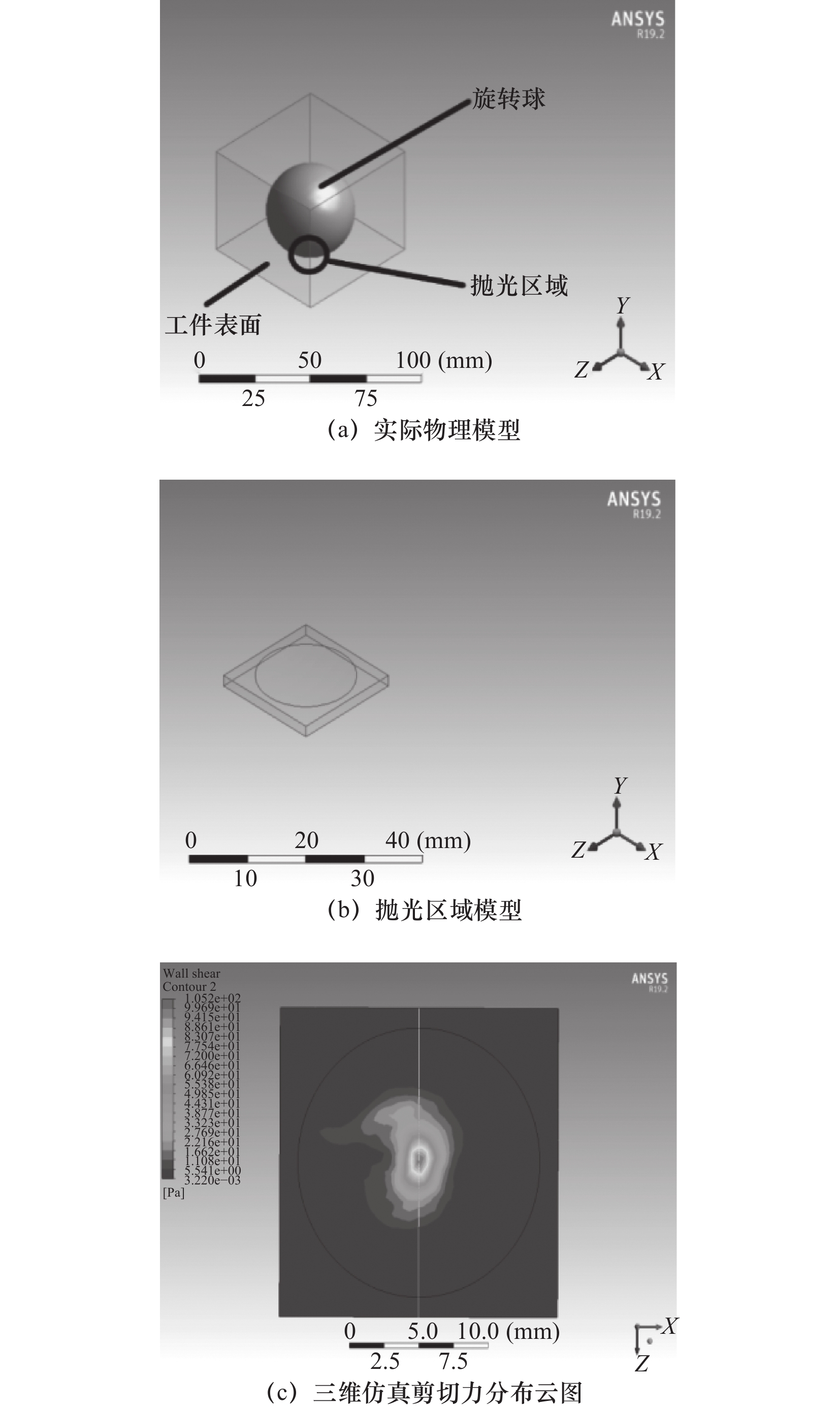
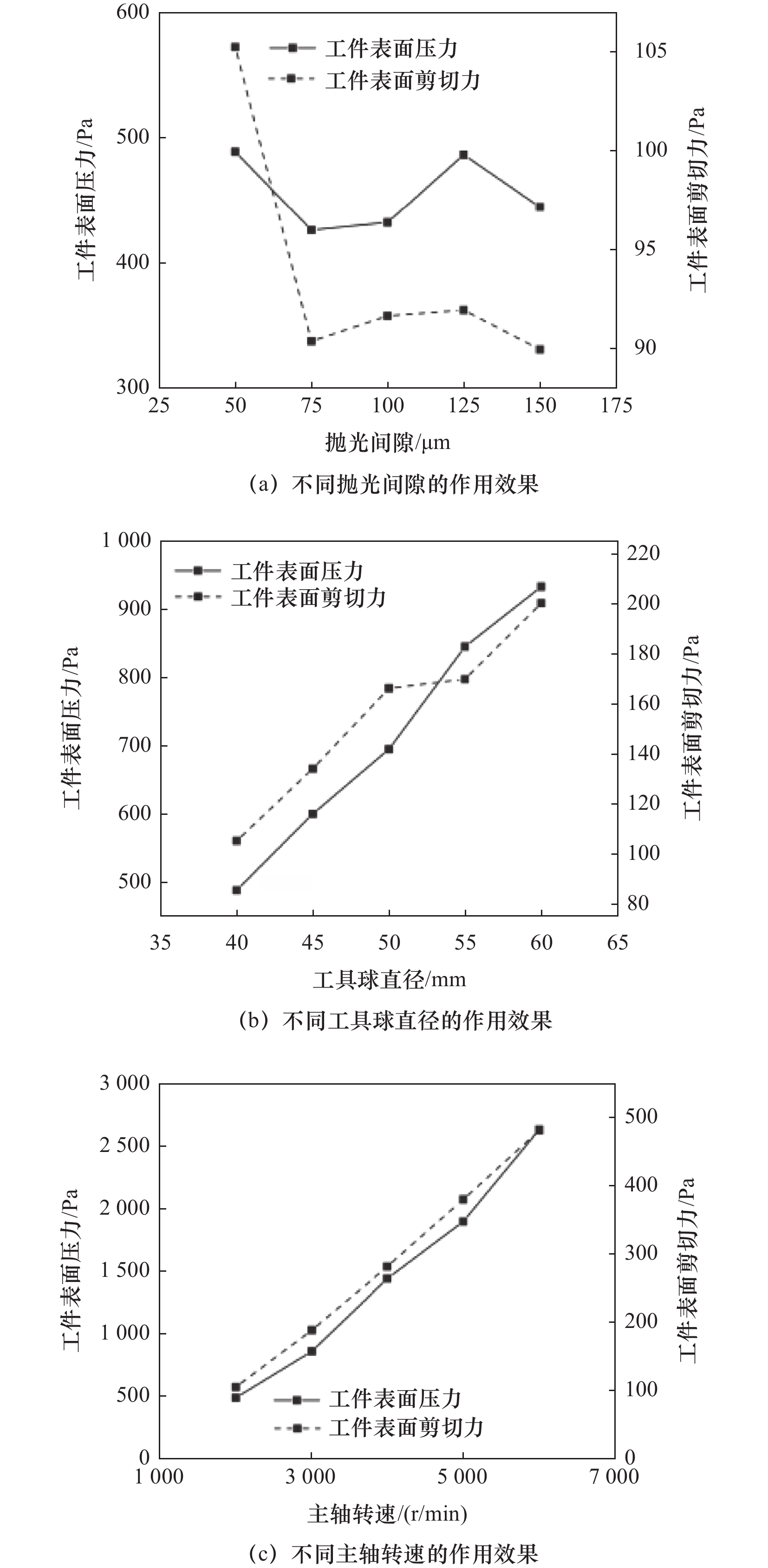
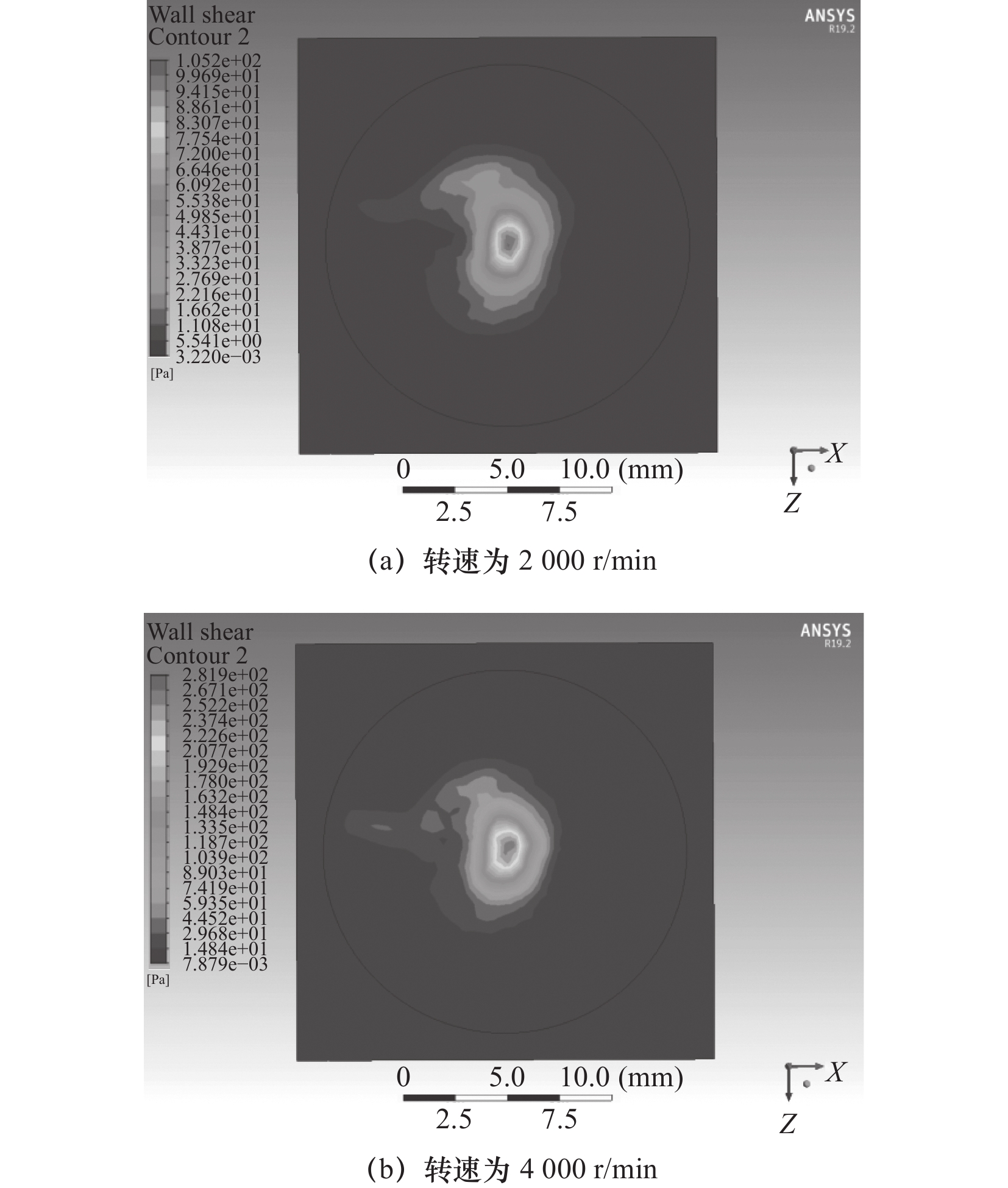
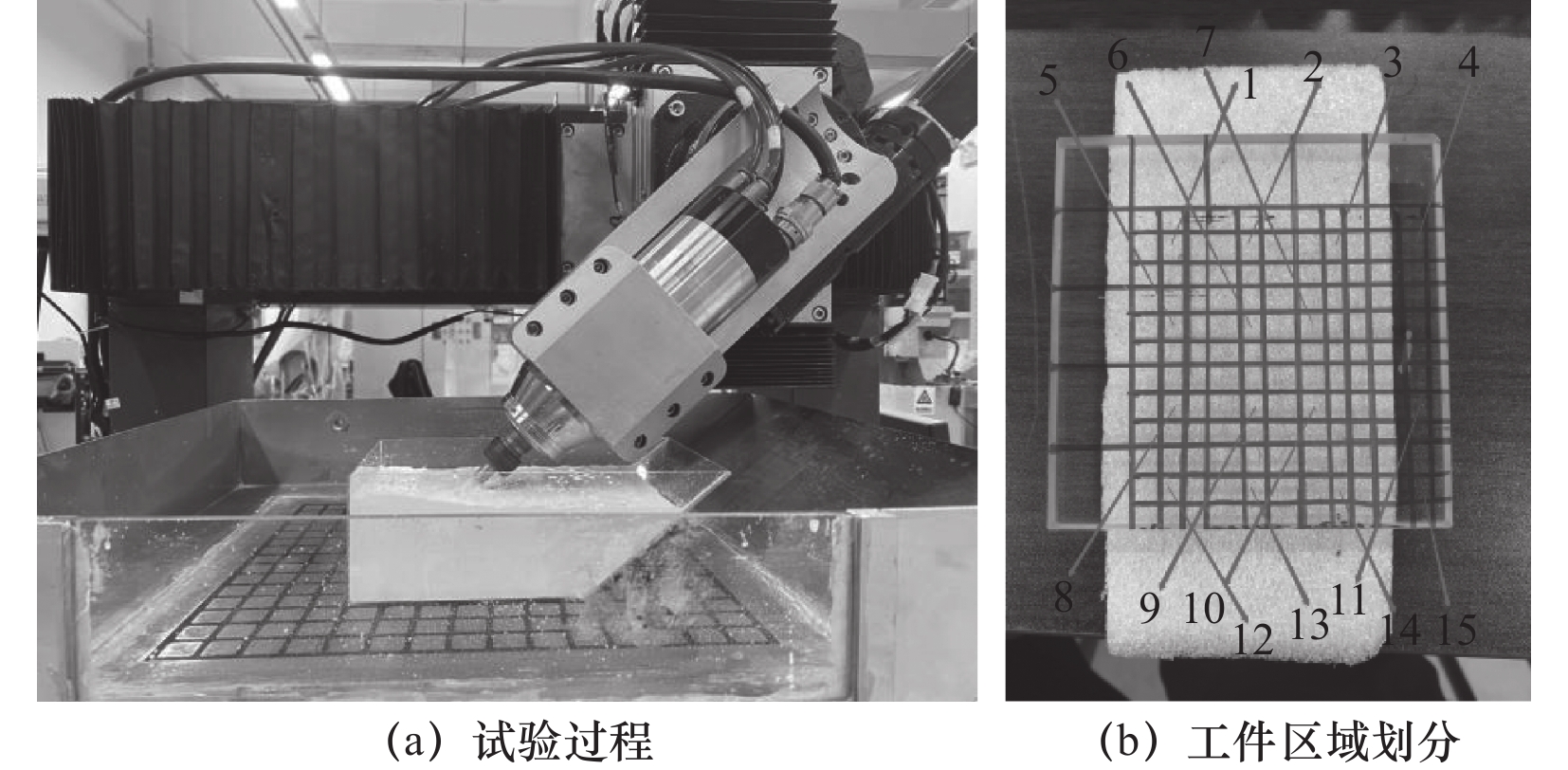
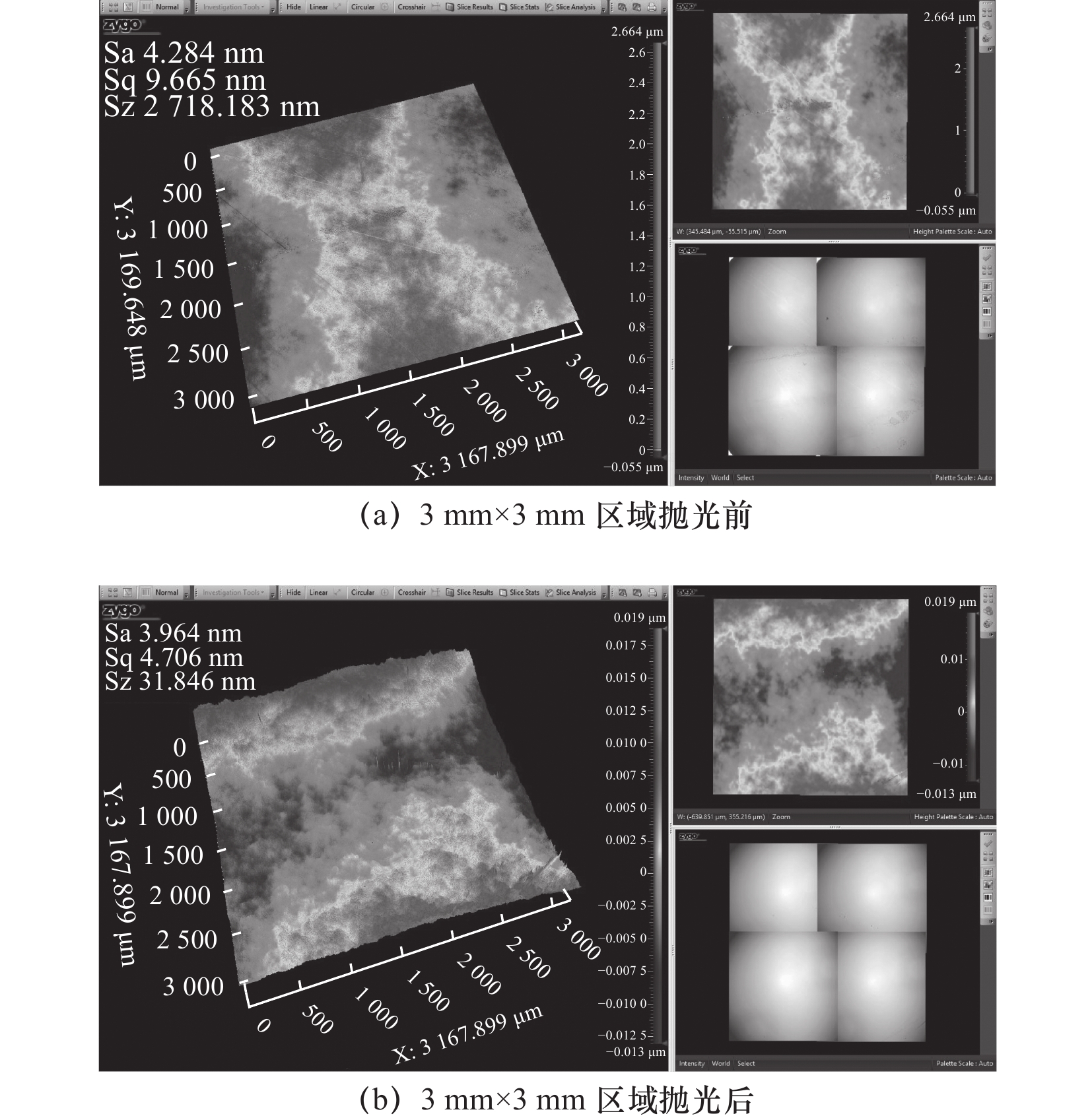
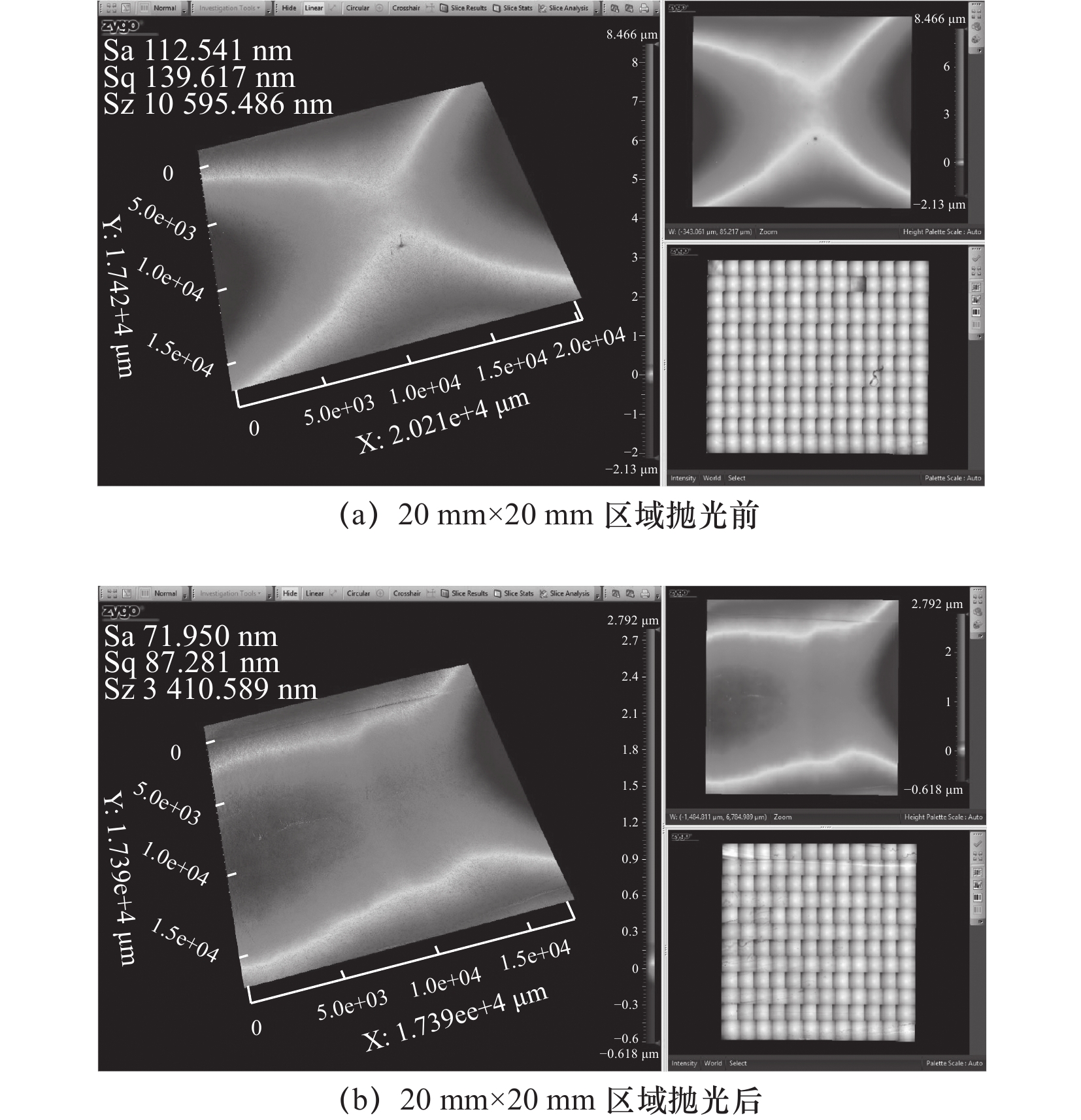
摘要: 流体动压抛光基于流体剪切效应可实现非接触微去除,可获得粗糙度1 nm以下的超光滑表面,在先进光学及微电子材料加工领域有很好应用前景。基于球体弹性发射加工方式设计流体驱动抛光球,通过Fluent软件对抛光区流场仿真,分析了流体速度以及工件表面压力和剪切力分布,从抛光间隙、工具球直径及主轴转速等3个参数探究其对工件表面所受最大压力和剪切力的影响规律。设计单因素抛光试验进行参数优选,并开展小口径(20 mm×20 mm)抛光试验,工件表面粗糙度RMS从16.939 nm下降至2.467 nm的结果,初步实验表明该加工方式在光学元件的应用具有可行性。Abstract: Hydrodynamic effect polishing can achieve non-contact micro removal based on fluid shear effect, and can obtain ultra-smooth surface with roughness below 1 nm, which has good application prospects in the field of advanced optical and microelectronic material processing. In this paper, the fluid-driven polishing ball is designed based on the sphere elastic emission processing method, and the fluid velocity as well as the pressure and shear force distribution on the surface of the workpiece are analyzed by the simulation of the flow field in the polishing area with Fluent software.Three parameters, such as polishing gap, tool ball diameter and spindle speed, were used to investigate the laws of their effects on the maximum pressure and shear force applied to the workpiece surface. A single-factor polishing test was designed for parameter optimization, and a small-diameter (20 mm × 20 mm) polishing test was carried out, and the results of workpiece surface roughness RMS decreased from 16.939 nm to 2.467 nm, and the preliminary experiments showed the feasibility of this processing method in the application of optical components.
-
Key words:
- super smooth surface /
- polishing /
- Fluent simulation /
- hydrodynamic effect
-
表 1 单因素仿真参数
仿真条件 组1 组2 组3 抛光球直径/
mm40 40,45,50,
55,6040 主轴转速/
(r/min)2 000 2 000 2 000,3 000,4 000,
5 000,6 000抛光间隙/
μm50,75,100,
125,15050 50  下载: 导出CSV
下载: 导出CSV
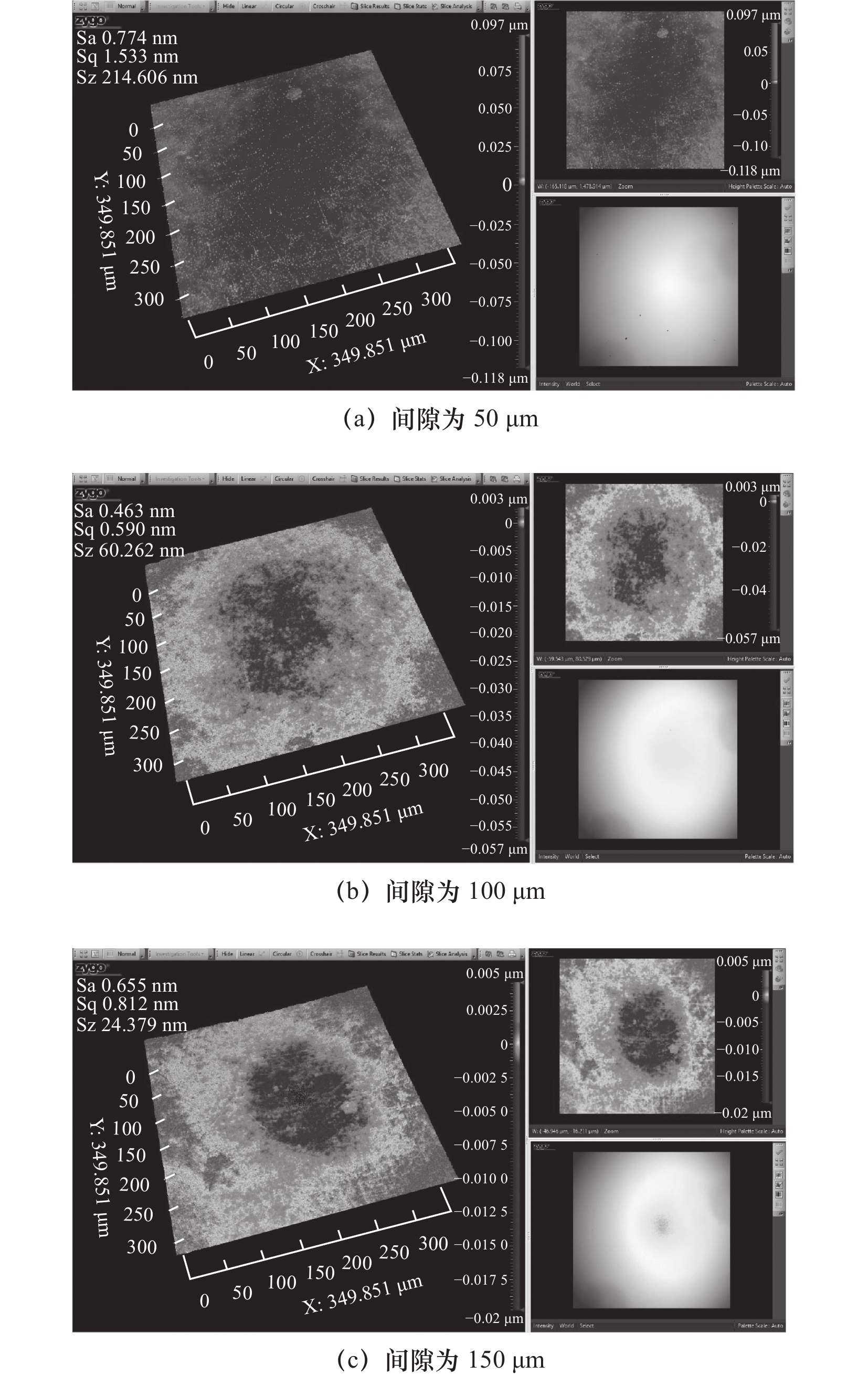
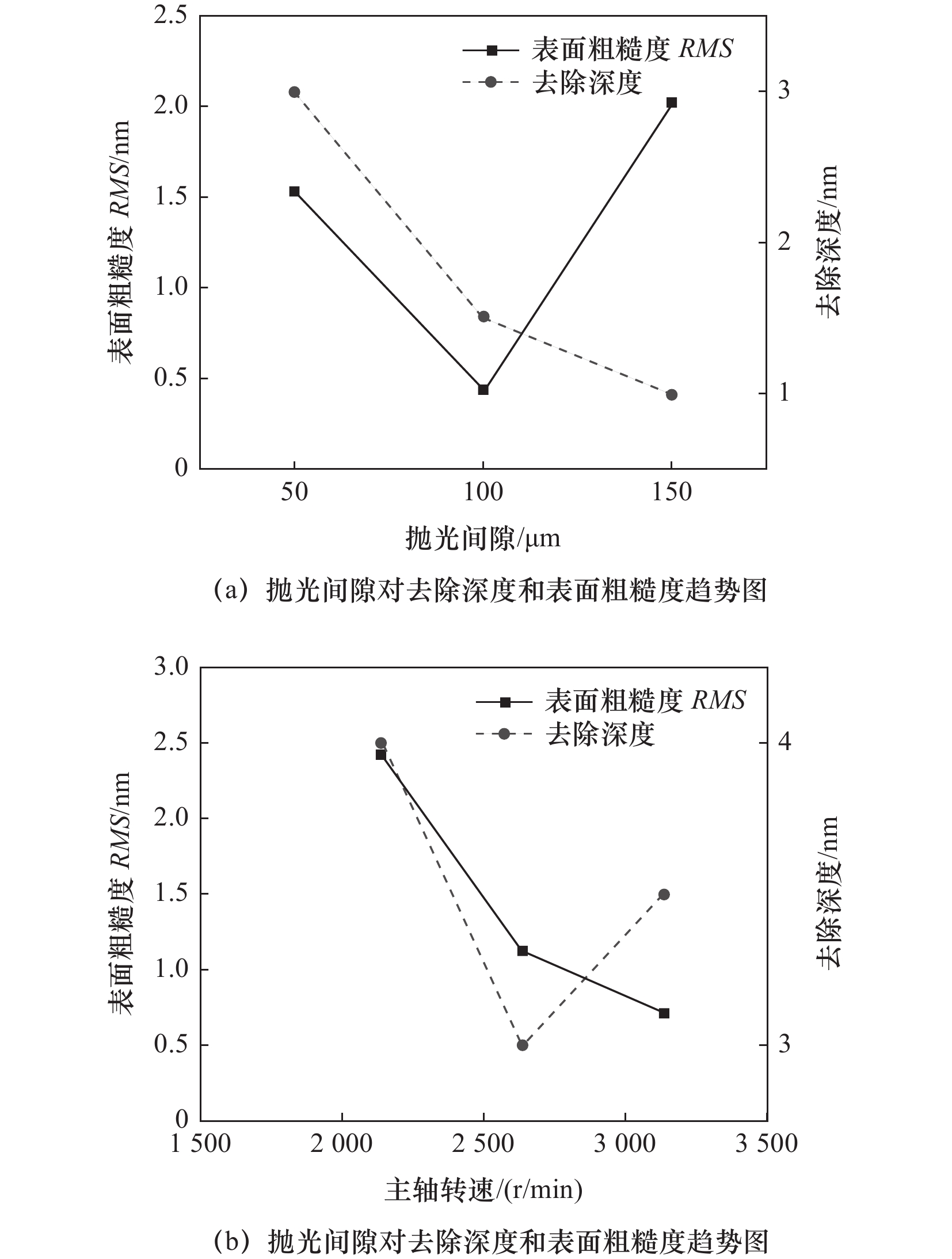
表 2 单因素试验参数
试验条件 组1 组2 组3 组4 工具球直径/mm 50 50 50 40 抛光间隙/μm 50,100,150 100 100 100 主轴转速/
(r/min)2 000 2 000,2 500,
3 0002 000 2 000 抛光时间/min 45 45 15,30,
45,6015,30,
45,60
下载: 导出CSV
表 3 20 mm×20 mm区域抛光参数
试验条件 数值 氧化铈粉末粒径/nm 800 抛光液浓度/(g/L) 25 主轴倾斜角/(°) 45 工具球直径/mm 50 抛光间隙/μm 100 主轴转速/(r/min) 3 000 抛光时间/h 6
下载: 导出CSV
-
[1] Mori Y, Yamauchi K, Endo K. Elastic emission machining[J]. Journal of the Japan Society for Precision Engineering, 1989, 55(3): 480-484. doi: 10.2493/jjspe.55.480 [2] Kanaoka M, Liu C, Nomura K, et al. Figuring and smoothing capabilities of elastic emission machining for low-thermal-expansion glass optics[J]. Journal of Vacuum Science & Technology B, 2007, 25(6): 2110-2113. [3] 李庆宇. 基于流体动力润滑效应的双转弹性发射加工技术研究[D]. 长沙: 国防科学技术大学, 2015. [4] 彭文强, 关朝亮, 胡旭东, 等. 流体动压超光滑加工关键工艺参数优化[J]. 国防科技大学学报, 2017, 39(4): 179-184. doi: 10.11887/j.cn.201704028 [5] 李岩. 基于中心供液流体动压原理的盘式抛光理论与实验研究[D]. 天津: 天津大学, 2017. [6] 郑子军, 薛凯元, 文东辉, 等. 线性液动压抛光加工的流体动压特性研究[J]. 中国机械工程, 2020, 31(8): 907-914. doi: 10.3969/j.issn.1004-132X.2020.08.004 [7] 张富. 弹性约束游离磨料超光滑表面加工技术的研究[D]. 长春: 吉林大学, 2007. [8] 计时鸣, 何剑敏, 洪滔, 等. 导流式液流悬浮加工流场特性研究[J]. 中国机械工程, 2012, 23(12): 1417-1422. doi: 10.3969/j.issn.1004-132X.2012.12.008 -

 下载:
下载:





 点击查看大图
点击查看大图

图(13) / 表(3)
计量
- 文章访问数: 35
- HTML全文浏览量: 24
- PDF下载量: 55
- 被引次数: 0


