

Analysis of key factors of extrusion speed of FDM-3D printing melt
-
摘要: 针对FDM成型过程中熔体挤出速度与喷头扫描速度不成配比而引起的喷嘴堵料、模型拉丝现象,采用正交试验方法并结合ANSYS Fluent软件,对喷头内的流道结构参数及不同打印参数条件下进行仿真计算,并对正交试验结果进行极差分析与单因素试验结果分析。结果表明:影响熔体挤出速度最大因素是送丝速度,其次是喷嘴内径,最小是收敛角、出口段长度和打印温度,并提出了送丝速度60 mm/s,喷嘴内径0.4 mm,打印温度210 ℃ ,出料段长度L=1.5 mm,收敛角150°为最优工艺方案。最后建立了熔体挤出速度与影响因素之间的指数预测模型并验证了模型准确性。Abstract: Aiming at the nozzle blockage and model drawing phenomenon caused by the disproportion of the melt extrusion speed and the nozzle scanning speed during the FDM molding process, the orthogonal test method and the ANSYS Fluent software are used to analyze the flow channel structure parameters and different printing in the nozzle carry out simulation calculation under parameter conditions, and carry out range analysis and single factor test result analysis to the orthogonal test results. The results show that the biggest factor affecting the melt extrusion speed is the wire feeding speed, followed by the nozzle inner diameter, and the smallest is the convergence angle, the length of the exit section and the printing temperature. The wire feeding speed is 60 mm/s, the nozzle inner diameter is 0.4mm, and the printing temperature is proposed. 210 °C, the length of the discharging section L=1.5 mm, and the convergence angle of 150° is the optimal process plan. Finally, an exponential prediction model between melt extrusion speed and influencing factors was established and the accuracy of the model was verified.
-
Key words:
- melt extrusion speed /
- orthogonal test /
- Fluent simulation /
- index prediction model
-
表 1 试验因素水平表
水平 因素 v/(mm/s) β/(°) L/mm d/mm T/(℃) 1 15 60 0.5 0.4 180 2 30 90 1 0.6 190 3 45 120 1.5 0.8 200 4 60 150 2 1.0 210  下载: 导出CSV
下载: 导出CSV
表 2 L16(45)试验设计方案
试验 因素 v/(mm/s) β/(°) L/mm d/mm T/(℃) 1 15 60 0.5 0.4 180 2 15 90 1 0.6 190 3 15 120 1.5 0.8 200 4 15 150 2 1.0 210 5 30 60 1 0.8 210 6 30 90 0.5 1.0 200 7 30 120 2 0.4 190 8 30 150 1.5 0.6 180 9 45 60 1.5 1.0 190 10 45 90 2 0.8 180 11 45 120 0.5 0.6 210 12 45 150 1 0.4 200 13 60 60 2 0.6 200 14 60 90 1.5 0.4 210 15 60 120 1 1.0 180 16 60 150 0.5 0.8 190
下载: 导出CSV
表 3 PLA材料相关参数
材料属性 参数 弹性模量/MPa 3.5×109 密度/(kg/m3) 1 250 泊松比 0.35 比热容/[J/(kg·K)] 2 040 热导率/[W/(m·K)] 0.231 动力黏度/(Pa·s) 1 200 热扩散率/(mm2/s) 0.205 热膨胀系数 1.999×10−6
下载: 导出CSV
表 4 仿真试验结果
试验号 因素 vzmax/
(mm/s)v/
(mm/s)β/
(°)L/
mmd/
mmT/
(℃)1 15 60 0.5 0.4 180 74.48 2 15 90 1 0.6 190 49.81 3 15 120 1.5 0.8 200 37.42 4 15 150 2 1.0 210 29.95 5 30 60 1 0.8 210 74.85 6 30 90 0.5 1.0 200 59.93 7 30 120 2 0.4 190 148.84 8 30 150 1.5 0.6 180 99.61 9 45 60 1.5 1.0 190 89.87 10 45 90 2 0.8 180 112.27 11 45 120 0.5 0.6 210 149.41 12 45 150 1 0.4 200 223.23 13 60 60 2 0.6 200 199.25 14 60 90 1.5 0.4 210 297.65 15 60 120 1 1.0 180 119.83 16 60 150 0.5 0.8 190 149.67
下载: 导出CSV
表 5 极差分析结果
v/
(mm/s)β/
(°)L/
mmd/
mmT/
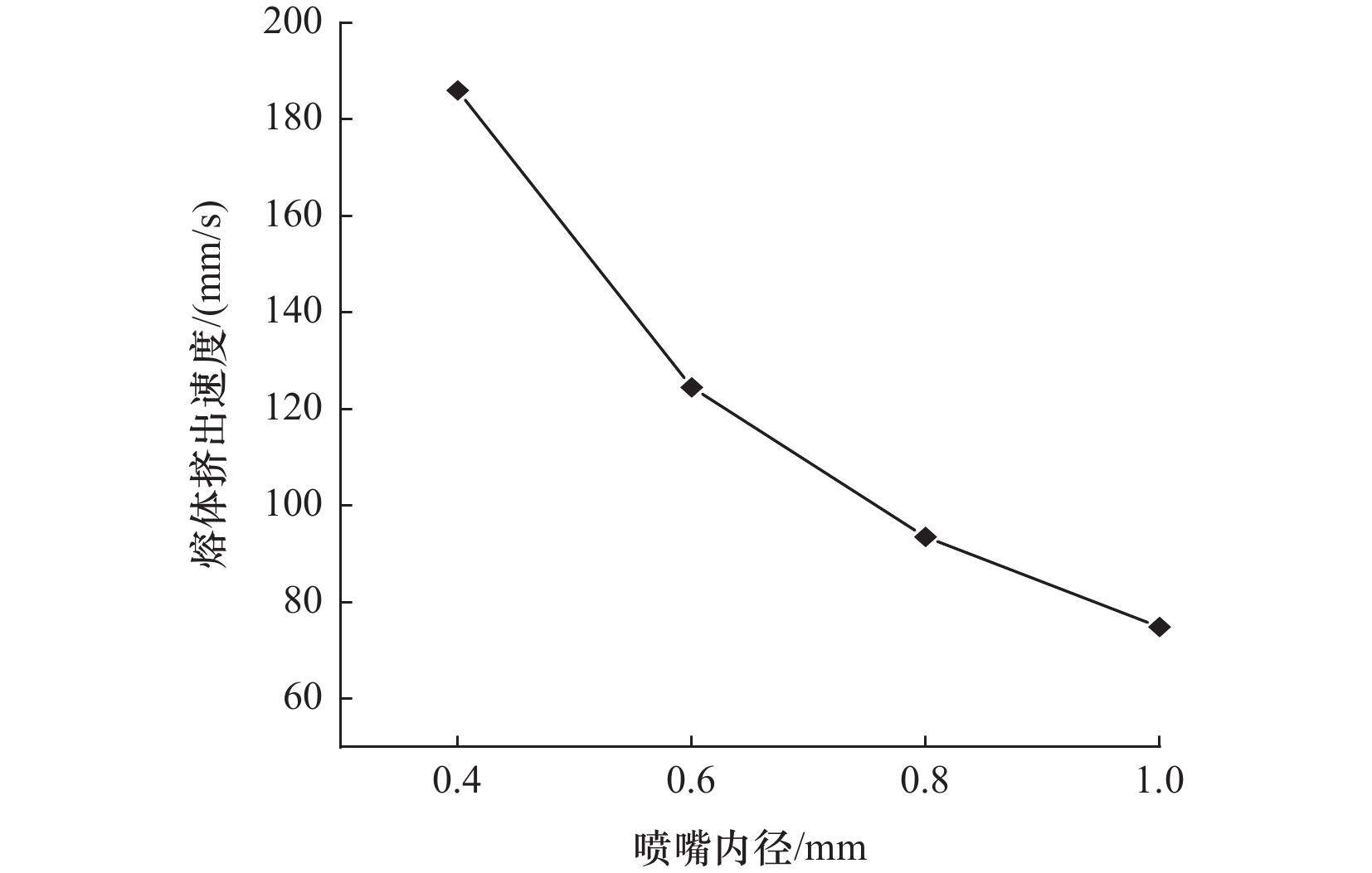
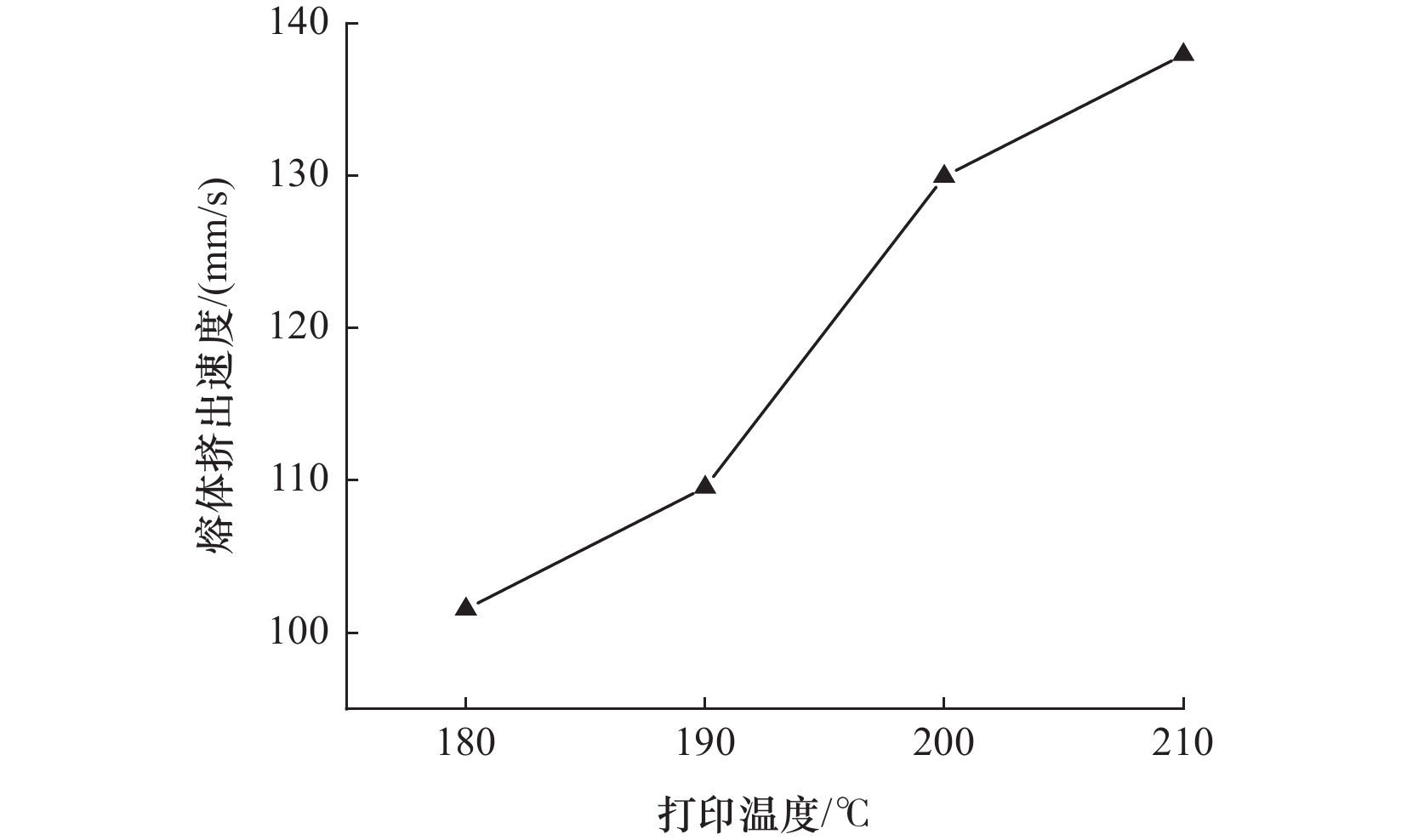
℃K1 191.66 438.45 433.49 744.2 406.19 K2 383.23 519.84 467.72 498.08 438.19 K3 574.78 455.5 524.55 374.21 519.83 K4 766.4 502.46 490.31 294.58 551.83 k1 47.915 109.612 5 108.372 5 186.05 101.547 5 k 2 95.807 5 129.96 116.93 124.52 109.547 5 k 3 143.695 113.875 131.137 5 93.552 5 129.957 5 k 4 191.6 125.615 122.577 5 74.895 137.957 5 R 143.685 20.347 5 22.765 111.155 36.41
下载: 导出CSV
-
[1] 闫昌红. 3D打印中FDM技术的应用及成型件精度分析[J]. 中国铸造装备与技术, 2021, 56(5): 34-36. doi: 10.3969/j.issn.1006-9658.2021.05.008 [2] 李文涛. 大型FDM-3D打印系统设计及关键技术研究[D]. 武汉: 湖北工业大学, 2020. [3] 邓文强, 郭润兰, 李典伦, 等. 基于熵值法和灰色关联的FDM 3D打印机喷嘴结构优化设计[J]. 塑料工业, 2020, 48(11): 60-65. doi: 10.3969/j.issn.1005-5770.2020.11.012 [4] 贾永臻, 廖敦明, 陈涛, 等. 基于Fluent的3D打印ABS熔体热流模拟分析[J]. 塑料, 2017, 46(1): 61-64. [5] 何昱煜, 程军, 刘益剑, 等. 高温FDM喷头的有限元建模及温度场仿真[J]. 塑料, 2019, 48(2): 79-81. [6] 朱黎立, 周敏, 高强, 等. FDM 3D打印机喷头温度场分析与结构优化[J]. 组合机床与自动化加工技术, 2018(8): 18-22,28. [7] 魏青松, 史玉升. 增材制造技术原理及应用[M]. 北京: 科学出版社, 2017. [8] 罗攀. 熔融挤压快速成型机机构与挤出的研究[D]. 成都: 西南交通大学, 2015. [9] 史长春, 胡镔, 陈定方, 等. 聚醚醚酮3D打印成形工艺的仿真和实验研究[J]. 中国机械工程, 2018, 29(17): 2119-2124, 2130. [10] 孙洁, 蔡建国, 葛新峰, 等. 运行水头对超低水头两叶片贯流式水轮机空化性能的影响研究[J/OL]. 中国电机工程学报, 2021-08-10. [11] 丁骁垚, 樊黎霞, 陆星宇. 含能材料3D打印机喷嘴参数对挤出速度的影响[J]. 机械设计与制造, 2018(6): 74-77. doi: 10.3969/j.issn.1001-3997.2018.06.020 -

 下载:
下载:


 点击查看大图
点击查看大图

图(8) / 表(5)
计量
- 文章访问数: 28
- HTML全文浏览量: 183
- PDF下载量: 36
- 被引次数: 0


