

Aerospace hexagon socket screw fuse hole improved design of special processing equipment
-
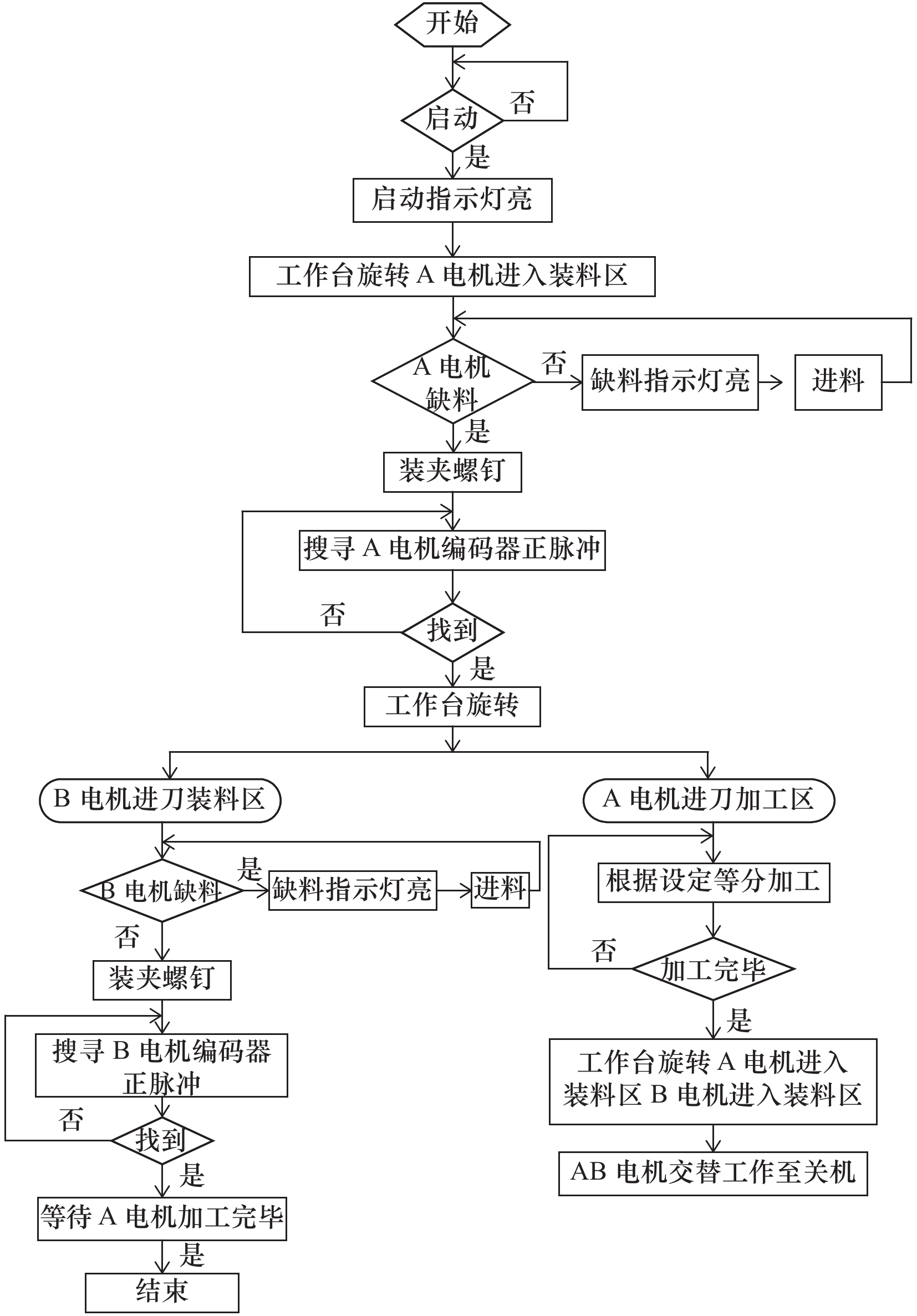
摘要: 针对航空紧固件内六角螺钉保险丝孔(多为镍钴钛材料)加工易磨损、易断、加工成本高和效率低等特点,选用高速电火花数控小孔机床进行改进。基于三菱FX3U 系列PLC,设计开发了航空紧固件内六角螺钉保险丝孔自动送卸料夹持分度装置,具有内六角螺钉保险丝孔加工中自动送卸料、自动夹持以及按要求分度功能,解决六角螺钉保险孔难以加工的问题,大大地提高了生产效率。
-
关键词:
- 内六角螺钉保险丝孔加工设备 /
- 改进设计 /
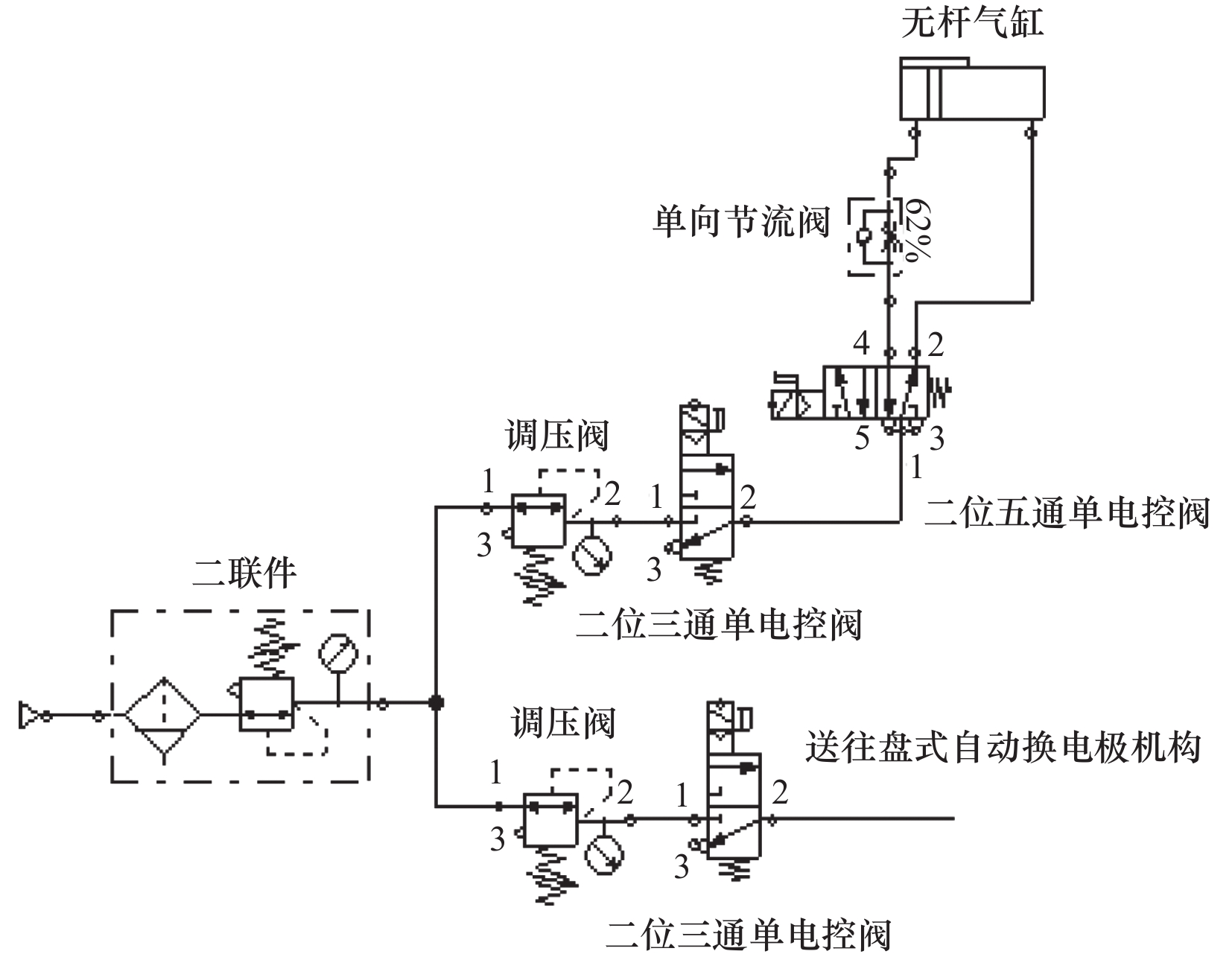
- 气动系统 /
- PLC
Abstract: In view of the characteristics of aviation fastener hexagonal screw fuse hole (mostly nickel cobalt titanium material) which is easy to wear, easy to break, high processing cost and low efficiency. The high-speed EDM numerical control small hole machine tool is selected for improvement. Based on Mitsubishi FX3U series PLC, the automatic feeding and unloading clamping and indexing device for the hexagonal screw fuse hole of aviation fasteners is designed and developed. It has the functions of automatic feeding and unloading, automatic clamping and indexing according to requirements in the processing of hexagonal screw fuse hole, solves the problem that the hexagonal screw fuse hole is difficult to process, and greatly improves the production efficiency. -
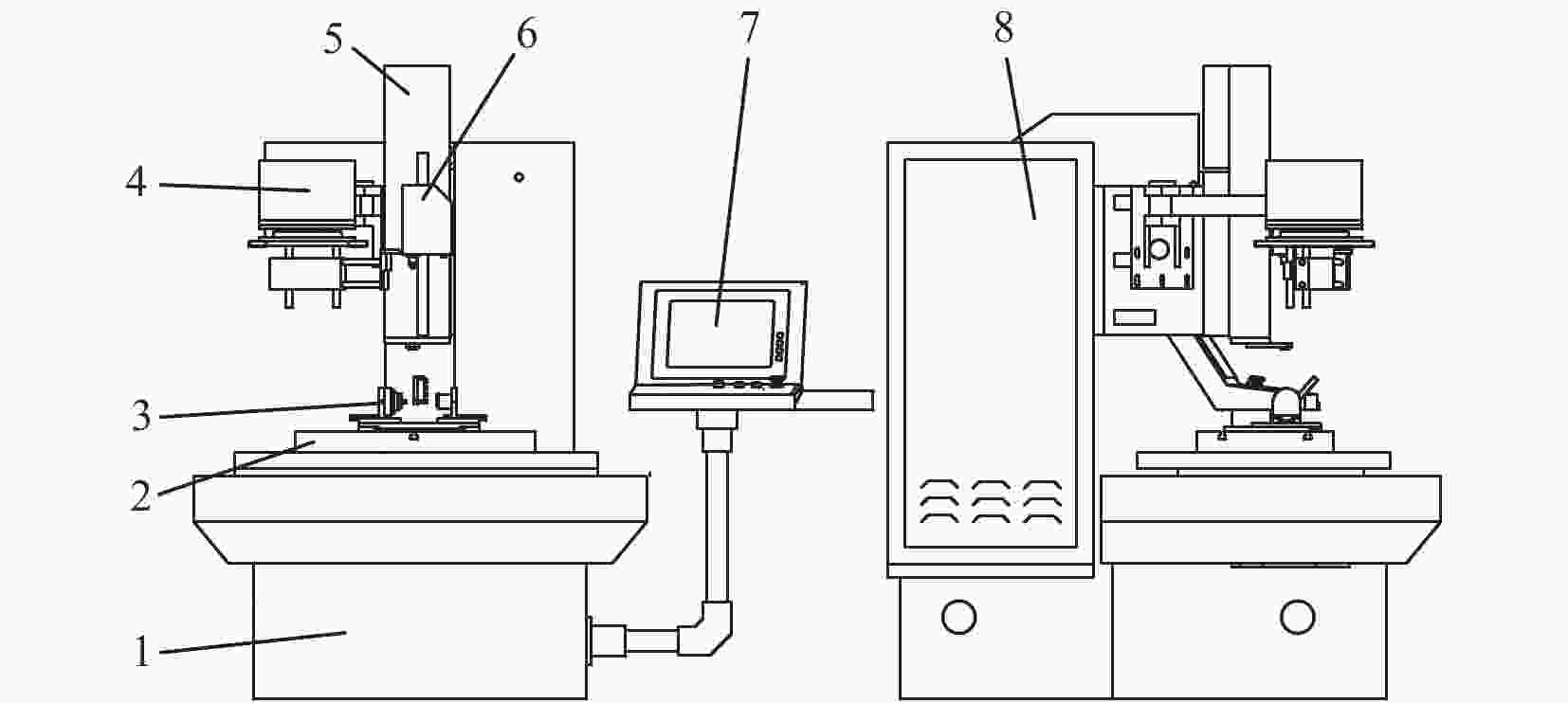
图 2 航空航天高温合金内六角螺钉保险丝孔自动加工设备的示意图
1—床身;2—工作台;3—工件自动送卸料夹持分度装置;4—自动换电极库;5—立柱(主轴箱);6—旋转头;7—操控台;8—控制柜。
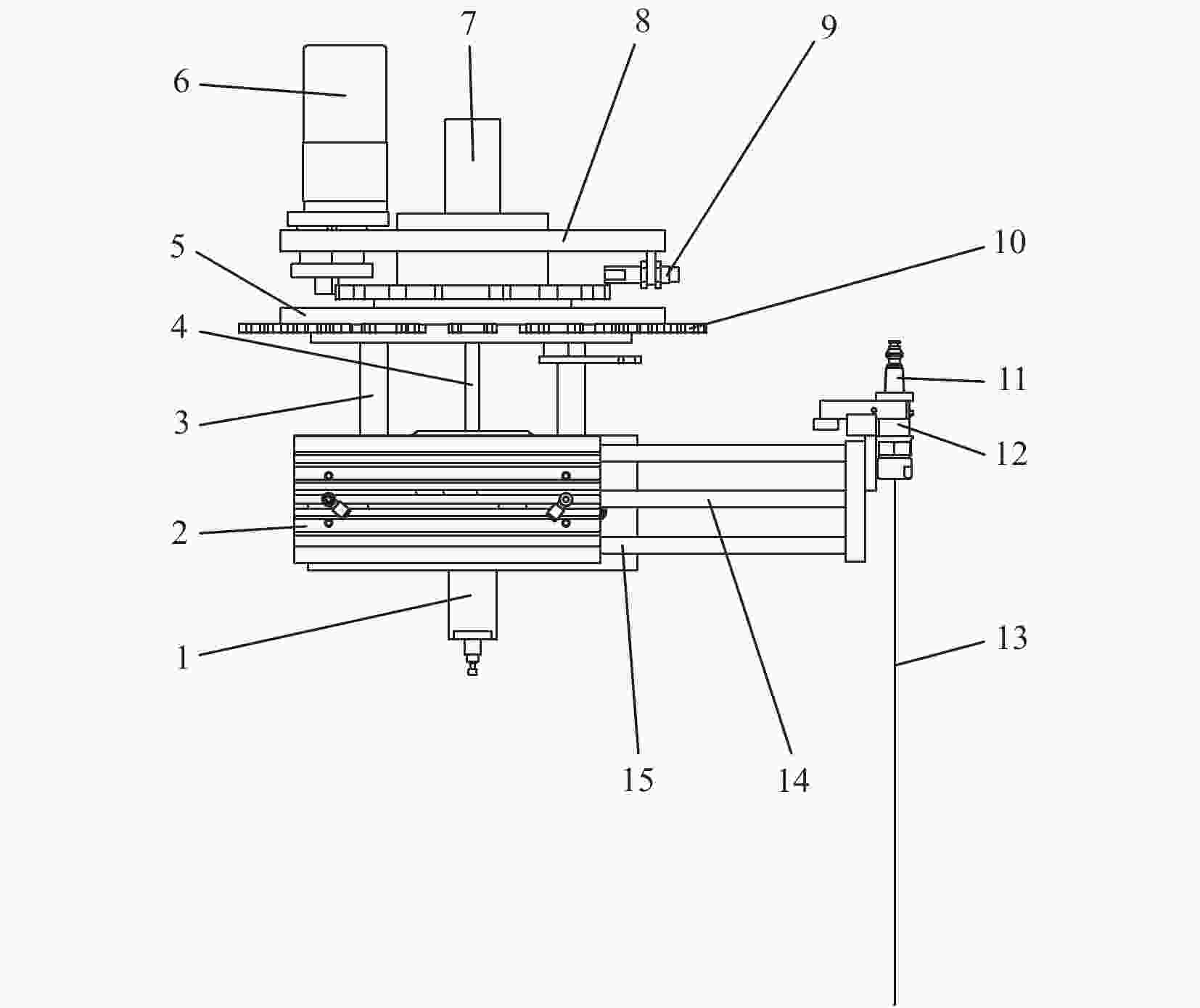
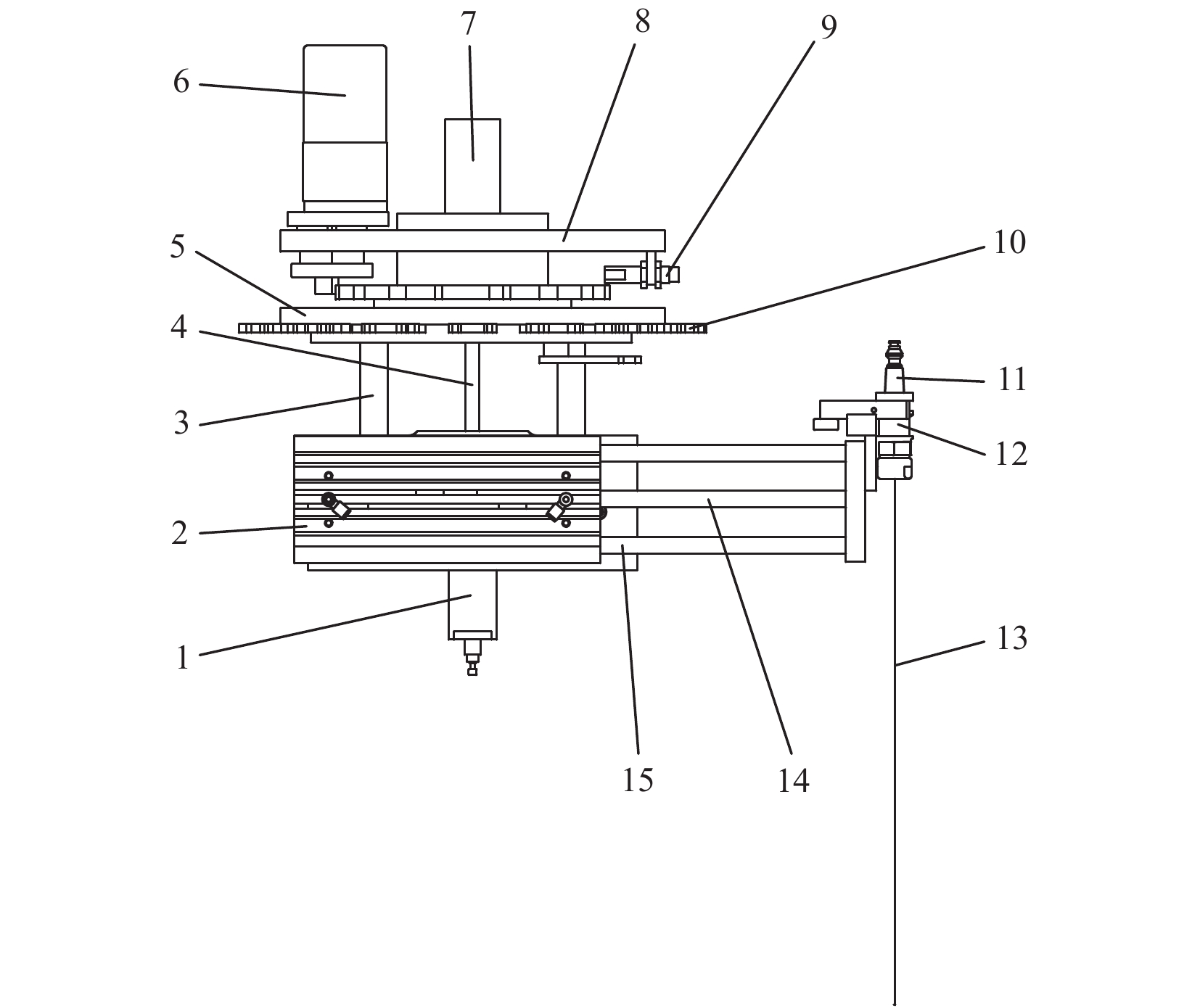
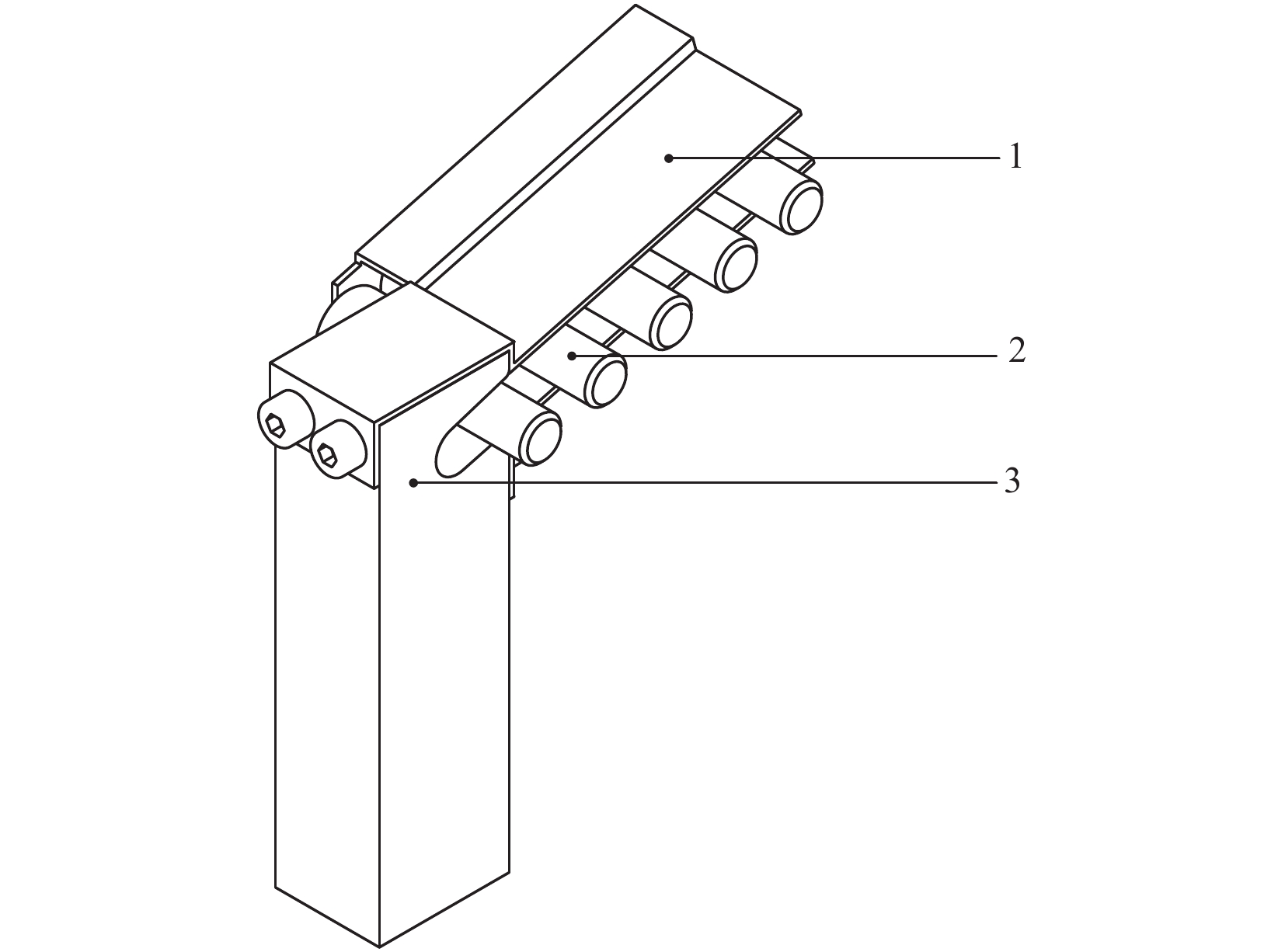
图 3 盘式电极自动交换器的结构外形示意图
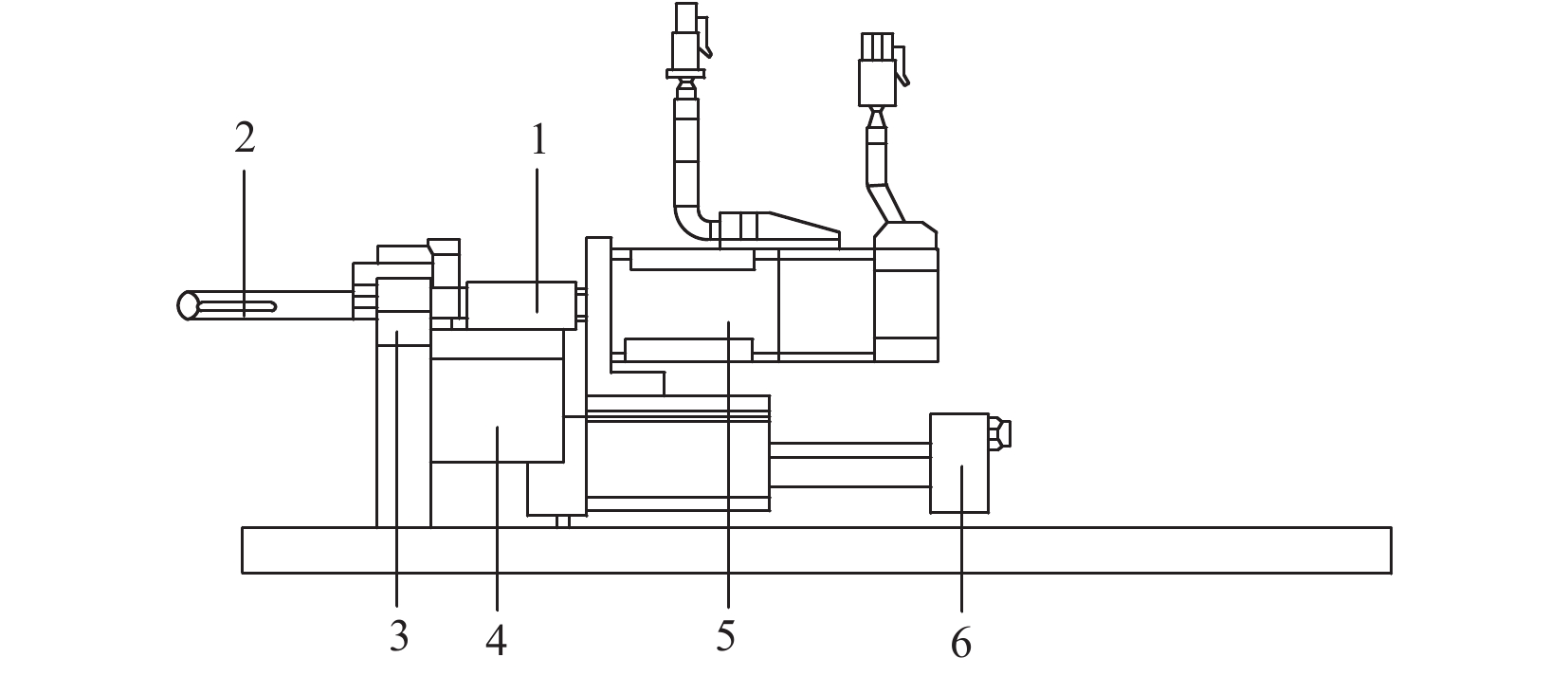
1—上升下降气缸(带导杆);2—伸出缩回气缸(带导杆);3—导柱、4—活塞杆;5—电极刀库夹具连接板;6—电机;7—ATC旋转主轴;8—电机连接板;9—接近开关;10—电极刀库电极柄夹板;11—电极柄;12—电极柄夹板(机械手);13—铜管(电极);14—活塞杆;15—导柱。
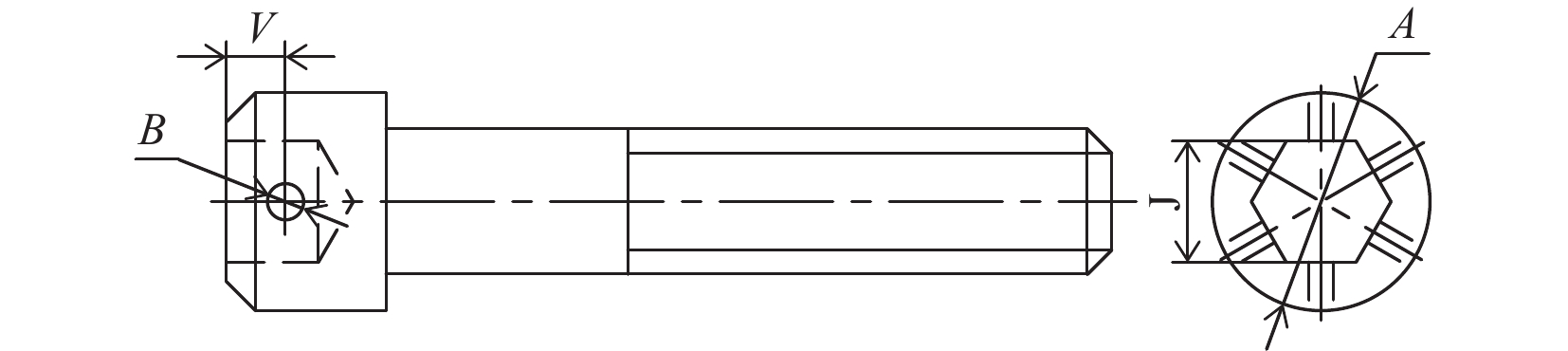
表 1 部分内六角螺钉法线方向加工孔的要求
内六角对边/mm 内六角螺钉,尺寸列表(英寸) 螺钉号 头部直径A 孔的直径B 打孔的数目 内六角J 孔的位置V 备注 Max Min Max Min 2.39 04 0.183 0.176 0.039 0.033 2个,间隔180° 0.094 0.040~0.026 2.77 06 0.226 0.218 2个,间隔180° 0.109 0.050~0.035 3.58 08 0.270 0.262 0.050 0.044 6个,间隔60° 0.141 0.060~0.040 3.96 3 0.312 0.303 6个,间隔60° 0.156 0.060~0.045 4.78 4 0.375 0.365 6个,间隔60° 0.188 0.085~0.065 6.35 5 0.469 0.457 6个,间隔60° 0.250 0.104~0.084  下载: 导出CSV
下载: 导出CSV
表 2 输入/输出管脚功能分配表
输入
地址名称 备注 输出
地址名称 备注 X0 启动脉冲 下降沿 Y0 X轴脉冲 A电机CP X1 A电机编码器
Z脉冲Y1 Y轴脉冲 B电机CP X2 B电机编码器
Z脉冲Y2 X轴方向 A电机DIR X3 工作台旋转脉冲 下降沿 Y3 Y轴方向 B电机DIR X4 穿孔结束 Y4 工作台旋转电磁阀 0为A位 X5 暂停 下降沿 Y5 申请穿孔 1为有效 X6 复位 下降沿 Y6 暂停指示灯 1为点亮 X7 上料传感器 CX1(1为
伸出)Y7 运行指示灯 1为点亮 X10 二等分(0)/
六等分(1)Y10 A电机定位缸电磁阀 AQ1(0为
退回)X11 一次(1)/
循环(0)Y11 B电机定位缸电磁阀 BQ1(0为
退回)X12 A电机上料位置传感器 DXA(A电机在上料位) Y12 A电机卸料电磁阀 AQ2(0为
伸出)X13 B电机上料位置传感器 DXB(B电机在上料位) Y13 B电机卸料电磁阀 BQ2(0为
伸出)X14 A电机缺料
传感器AX2(0为
缺料)Y14 上料电磁阀 CQ1(0为
伸出)X15 B电机缺料
传感器BX2(0为
缺料)Y15 缺料报警
指示灯1为点亮
下载: 导出CSV
-
[1] 王肇宇. 国际航空航天紧固件发展现状及趋势研究[J]. 宇航总体技术, 2018, 2(4): 1-7,30. [2] 张筱云, 赵淳. 微喷孔电火花加工电极气动进给系统的设计[J]. 液压与气动, 2012(8): 84-88. doi: 10.3969/j.issn.1000-4858.2012.08.029 [3] 朱宁, 叶军, 王文浩. 多轴数控电火花高速小孔加工技术[J]. 航空精密制造技术, 2016, 52(3): 1-4,10. doi: 10.3969/j.issn.1003-5451.2016.03.001 [4] 王峰, 赵昌辉, 张恩元. 高速电火花小孔加工工艺及应用[J]. 中国新技术新产品, 2016(20): 78. doi: 10.3969/j.issn.1673-9957.2016.20.057 [5] 岳晓明, 徐作珂, 陈志远, 等. 基于六自由度串联机器人的电火花铣削加工实验研究[J]. 电加工与模具, 2021(5): 24-29. doi: 10.3969/j.issn.1009-279X.2021.05.004 [6] 张冬炜. 气动系统组成及其技术应用前景[J]. 化纤与纺织技术, 2021, 50(12): 111-113. doi: 10.3969/j.issn.1672-500X.2021.12.038 [7] 张静之. 三菱FX3U系列PLC编程技术与应用 [M]. 北京: 机械工业出版社, 2017. -

 下载:
下载:




 点击查看大图
点击查看大图
图(11) / 表(2)
计量
- 文章访问数: 81
- HTML全文浏览量: 10
- PDF下载量: 214
- 被引次数: 0


