

Temperature field simulation of fiber laser cutting Nitinol stent based on ANSYS
-
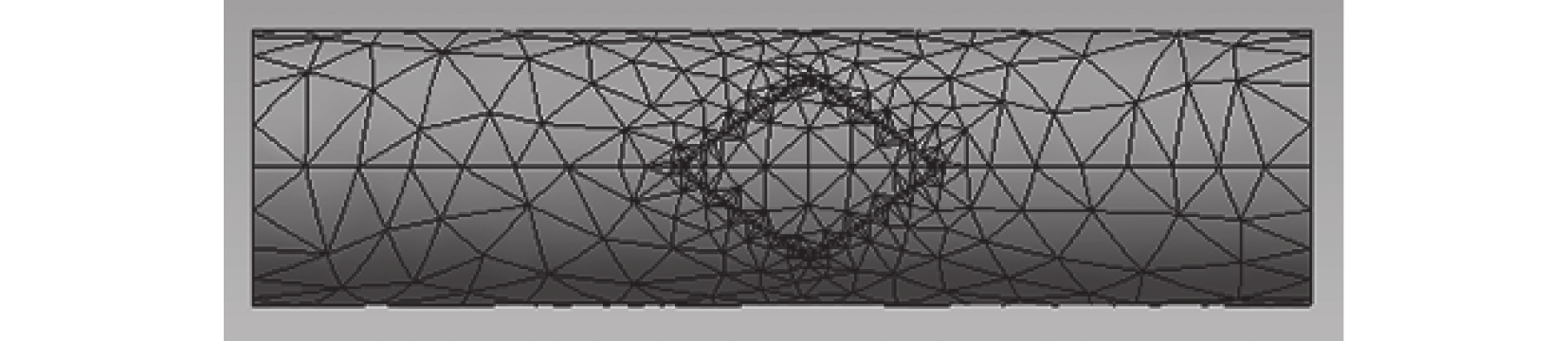
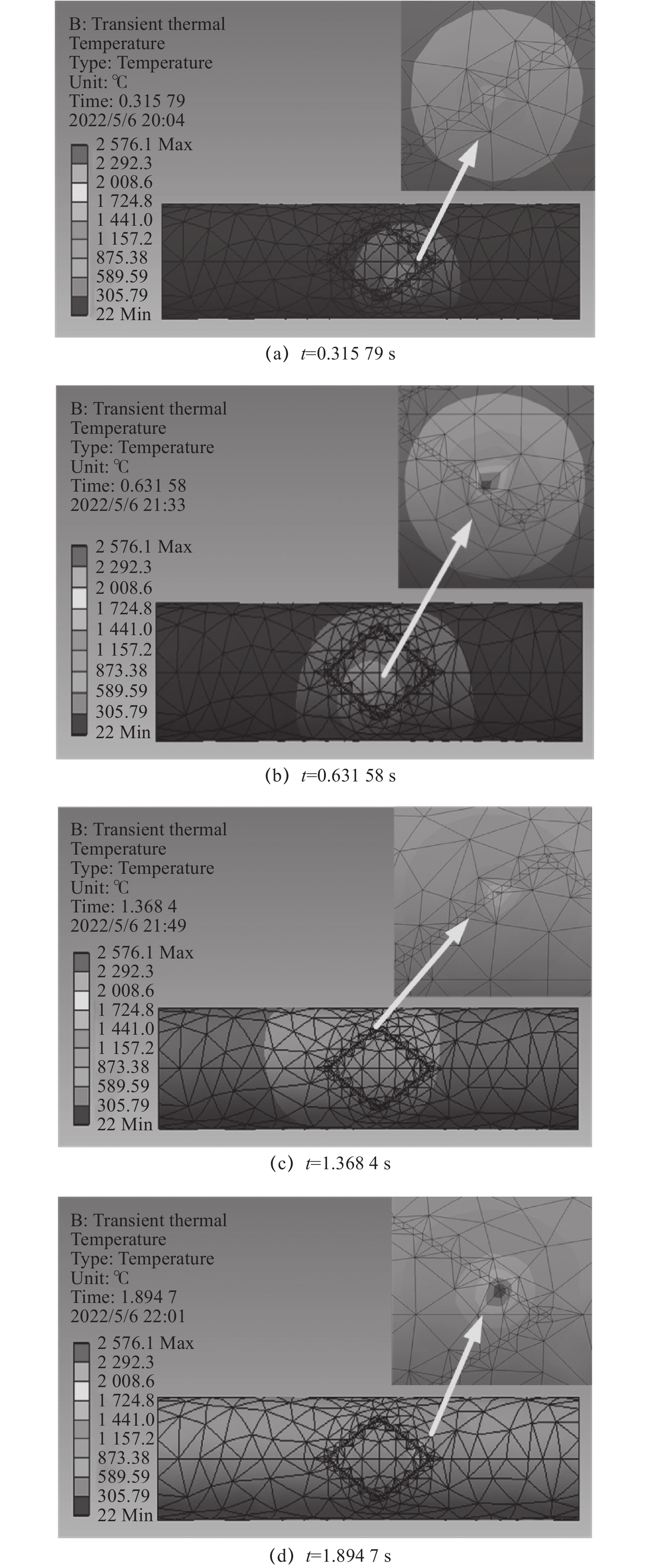
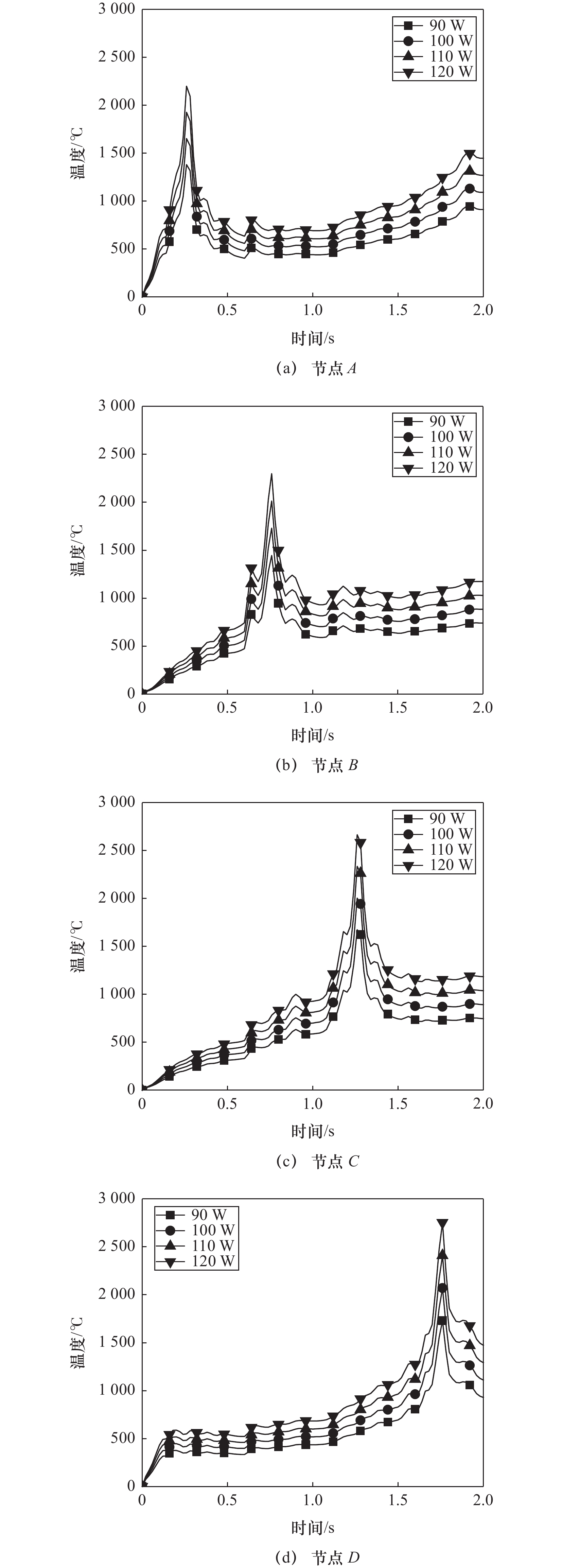
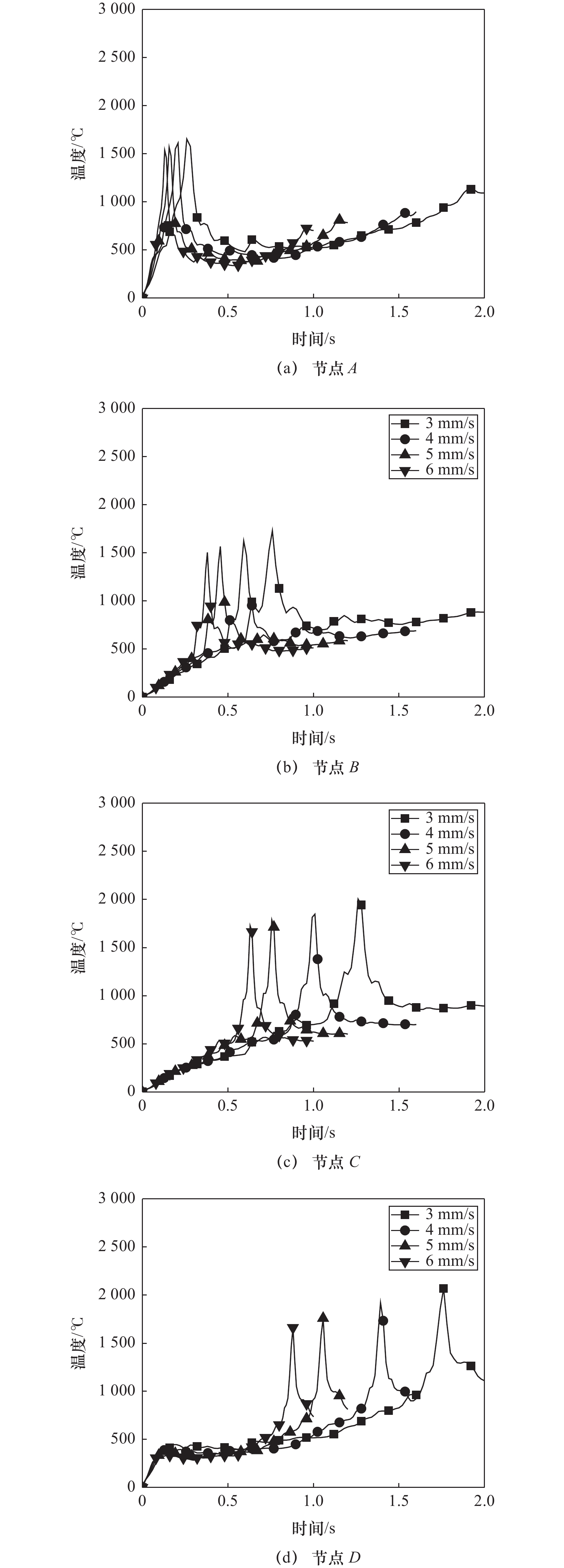
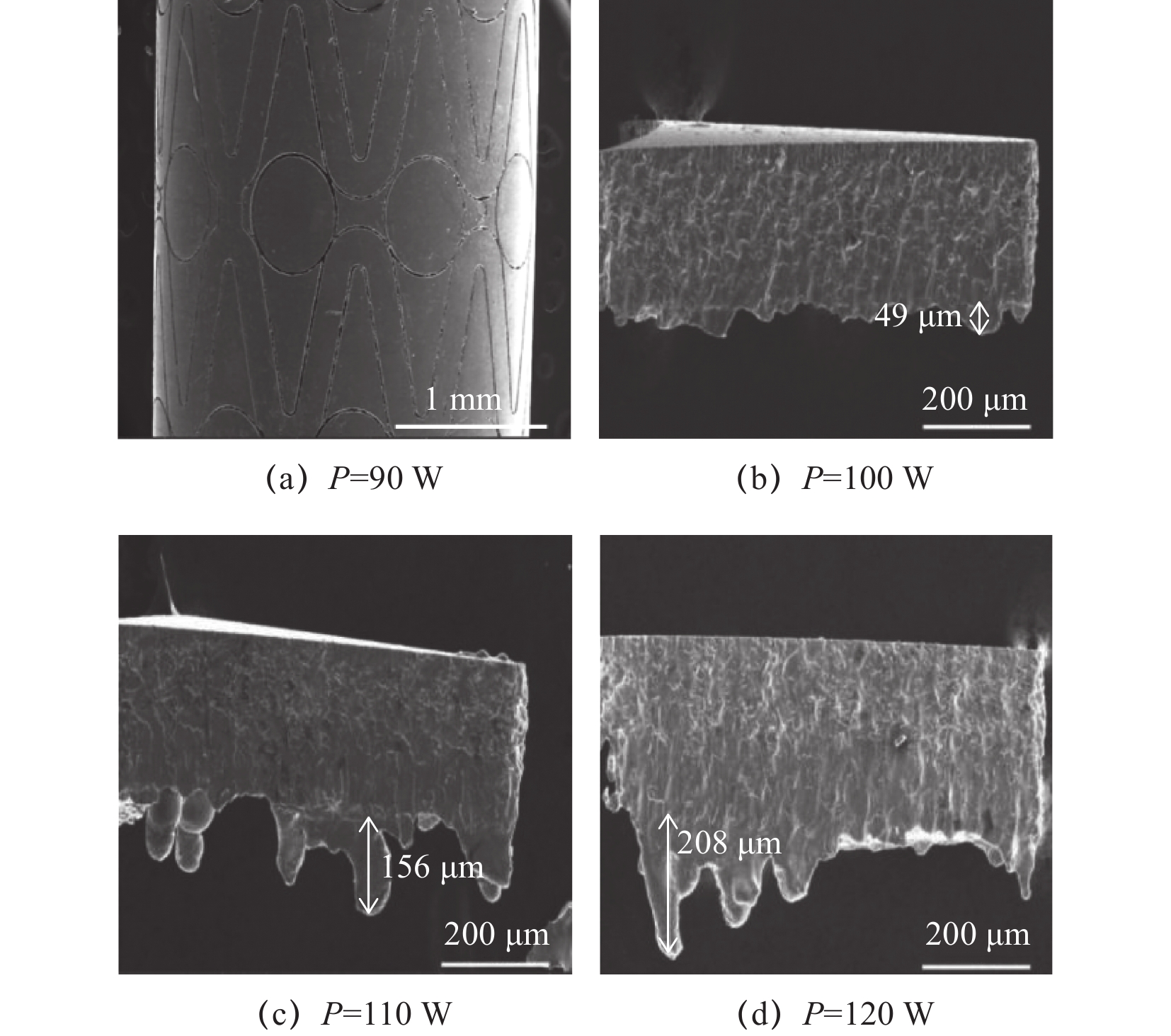
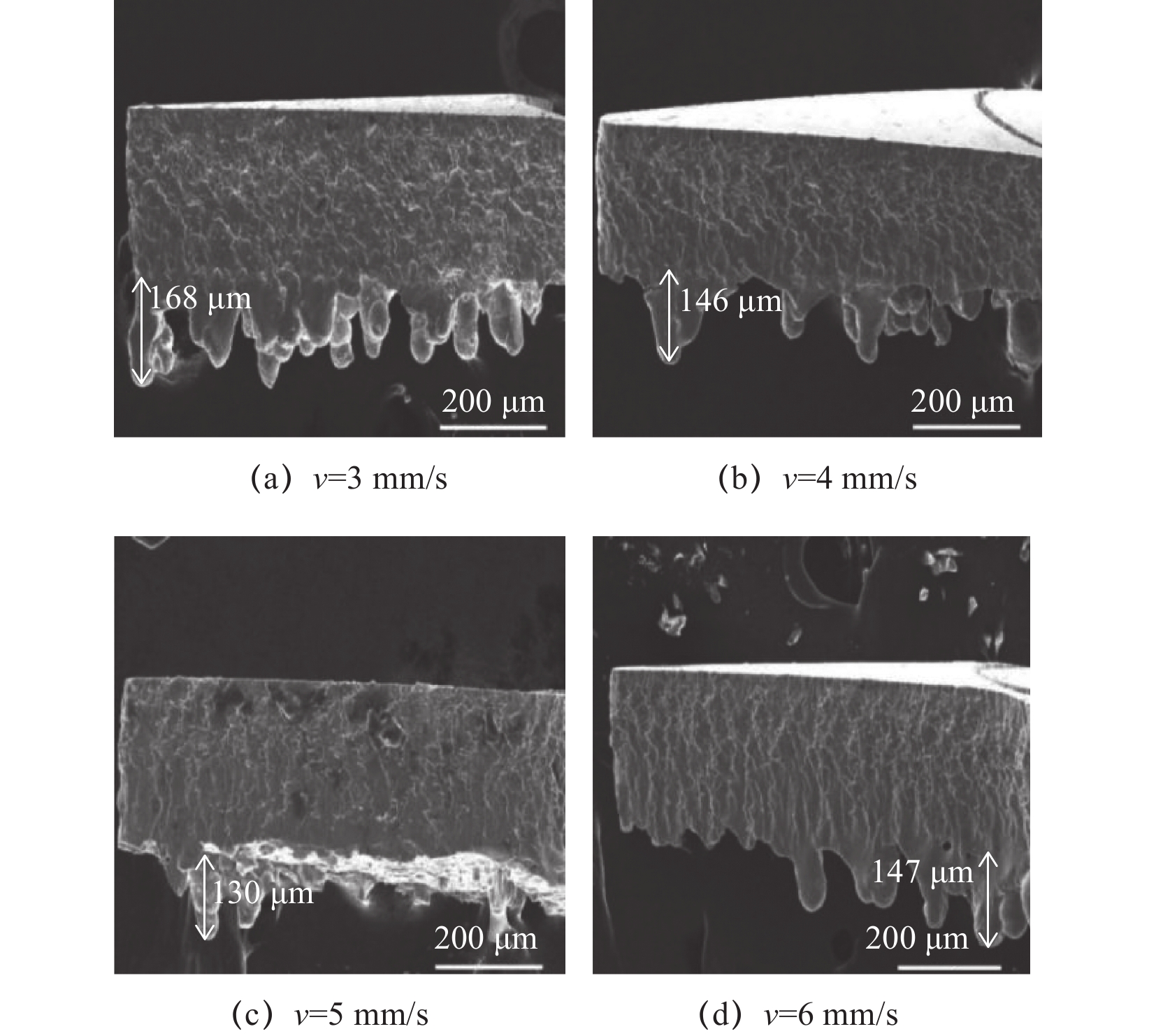
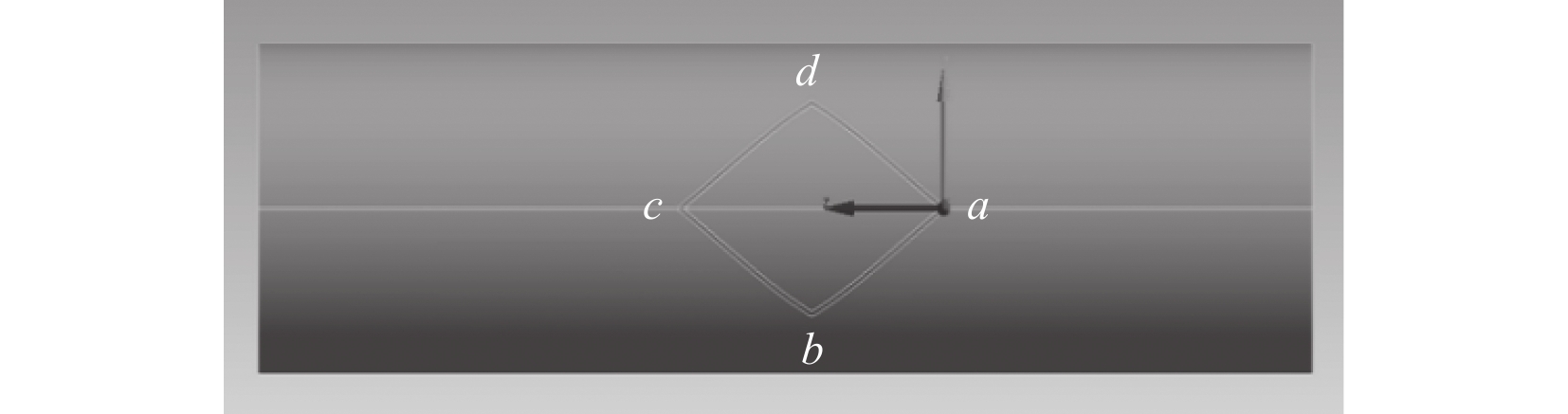
摘要: 为了研究光纤激光切割镍钛合金心血管支架过程中温度场分布情况,通过ANSYS有限元软件模拟建立了镍钛合金心血管支架三维仿真模型,运用APDL编程语言,实现高斯热源沿轨迹移动。采用单因素变量方法,探究激光功率、切割速度对不同切割轨迹温度分布以及变化的影响。结果表明,激光切割镍钛合金管时温度场分布近似为椭圆形,靠近热源中心处等温线分布较密集,远离热源中心等温线分布较稀疏。切割区域温度随激光功率的升高而增大,随切割速度的升高而降低。激光功率过大或切割速度过小时,会使熔渣在镍钛合金管内表面堆积严重。激光功率过小或切割速度过大时,会导致传递到管壁的热量不足,工件难以切透。仿真结果对实际切割参数的选取提供依据。Abstract: In order to study the temperature field distribution in the process of cutting Nitinol cardiovascular stent by fiber laser, a three-dimensional simulation model of Nitinol cardiovascular stent was established by ANSYS finite element software, and the Gaussian heat source was moved along the trail by APDL programming language. The influence of laser power and cutting speed on temperature distribution and variation of different cutting trails was investigated by single factor variable method. The results show that the temperature field distribution of Nitinol tube is almost oval, and the isotherm distribution is dense near the center of heat source, and sparse away from the center of heat source. The cutting area temperature increases with the increase of laser power and decreases with the increase of cutting speed. If the laser power is too high or the cutting speed is too low, the dross will accumulate seriously on the inner surface of the Nitinol tube. When the laser power is too low or the cutting speed is too high, the heat transferred to the tube wall is insufficient, and the workpiece is difficult to cut through. The simulation results can be used to select the actual cutting parameters.
-
Key words:
- laser cutting /
- gauss heat source /
- temperature field /
- cutting process parameters
-
表 1 镍钛合金性能参数
密度/
(g/cm3)弹性
模量/
GPa泊松比 线膨胀
系数/
℃−1熔化
温度/
℃热导率/
(W/(cm·℃))比热容/
(J/(g·℃))6.45 母相:83
马氏体:28~410.33 母相:11×10−6
马氏体:6.6×10−61240~1310 母相:0.18
马氏体:0.0860.84  下载: 导出CSV
下载: 导出CSV
-
[1] 中国心血管健康与疾病报告2020[J]. 心肺血管病杂志, 2021, 40(10): 1005-1009. [2] Morris R I, Jackson N, Khan T, et al. Performance of open and closed cell laser cut nitinol stents for the treatment of chronic iliofemoral venous outflow obstruction in patients treated at a single centre[J]. Journal of Vascular Surgery, 2022, 63(5): 613-621. [3] 廖赞, 汤京龙, 袁志山, 等. 钛镍形状记忆合金医疗器械评价方法研究进展[J]. 金属功能材料, 2020, 27(4): 55-60. doi: 10.13228/j.boyuan.issn1005-8192.2019058 [4] 陈城洋, 玄兆丰. 激光加工技术在机械制造中的应用研究[J]. 化纤与纺织技术, 2021, 50(12): 103-105. doi: 10.3969/j.issn.1672-500X.2021.12.035 [5] Naresh, Khatak P. Laser cutting technique: A literature review[J]. Materials Today:Proceedings, 2022, 56(5): 2484-2489. [6] 汪宏真, 姜超, 顿亚鹏, 等. 激光切割金属板材的建模与仿真研究进展[J]. 机械研究与应用, 2020, 33(4): 205-209,212. doi: 10.16576/j.cnki.1007-4414.2020.04.063 [7] 袁伟, 李占国, 蔡云光. 基于ANSYS的激光切割温度场仿真[J]. 长春大学学报, 2013, 23(12): 1561-1564. [8] 任宁, 刘国东, 黎相孟, 等. 激光切割钕铁硼磁性材料温度场的仿真分析[J]. 制造技术与机床, 2020(1): 25-29. doi: 10.19287/j.cnki.1005-2402.2020.01.001 [9] Fu C H, Sealy M P, Guo Y B, et al. Finite element simulation and experimental validation of pulsed laser cutting of nitinol[J]. Journal of Manufacturing Processes, 2015, 19: 81-86. doi: 10.1016/j.jmapro.2015.06.005 [10] 谷京晨, 童莉葛, 黎磊, 等. 焊接数值模拟中热源的选用原则[J]. 材料导报, 2014, 28(1): 143-146. [11] Ren N F, Xia K B, Wang H X, et al. Transient thermal analysis for circular laser hole-cutting in stable stainless steel sheets using a novel rotational pulsed-laser heat source model[J]. Optics & Laser Technology, 2021, 141: 107041. [12] 齐立涛, 张耀东, 樊爱春. 光纤激光切割碳纤维复合材料的工艺试验研究[J]. 应用激光, 2021, 41(4): 773-779. doi: 10.14128/j.cnki.al.20214104.773 [13] 何帆, 胡志力, 刘鹏. 光纤激光切割工艺参数对切割质量的影响[J]. 锻压技术, 2020, 45(11): 82-88. doi: 10.13330/j.issn.1000-3940.2020.11.014 -

 下载:
下载:

 点击查看大图
点击查看大图
图(8) / 表(2)
计量
- 文章访问数: 73
- HTML全文浏览量: 8
- PDF下载量: 25
- 被引次数: 0


