

Study on material removal rate and tool wear in EDM of SiCp/Al composite
-
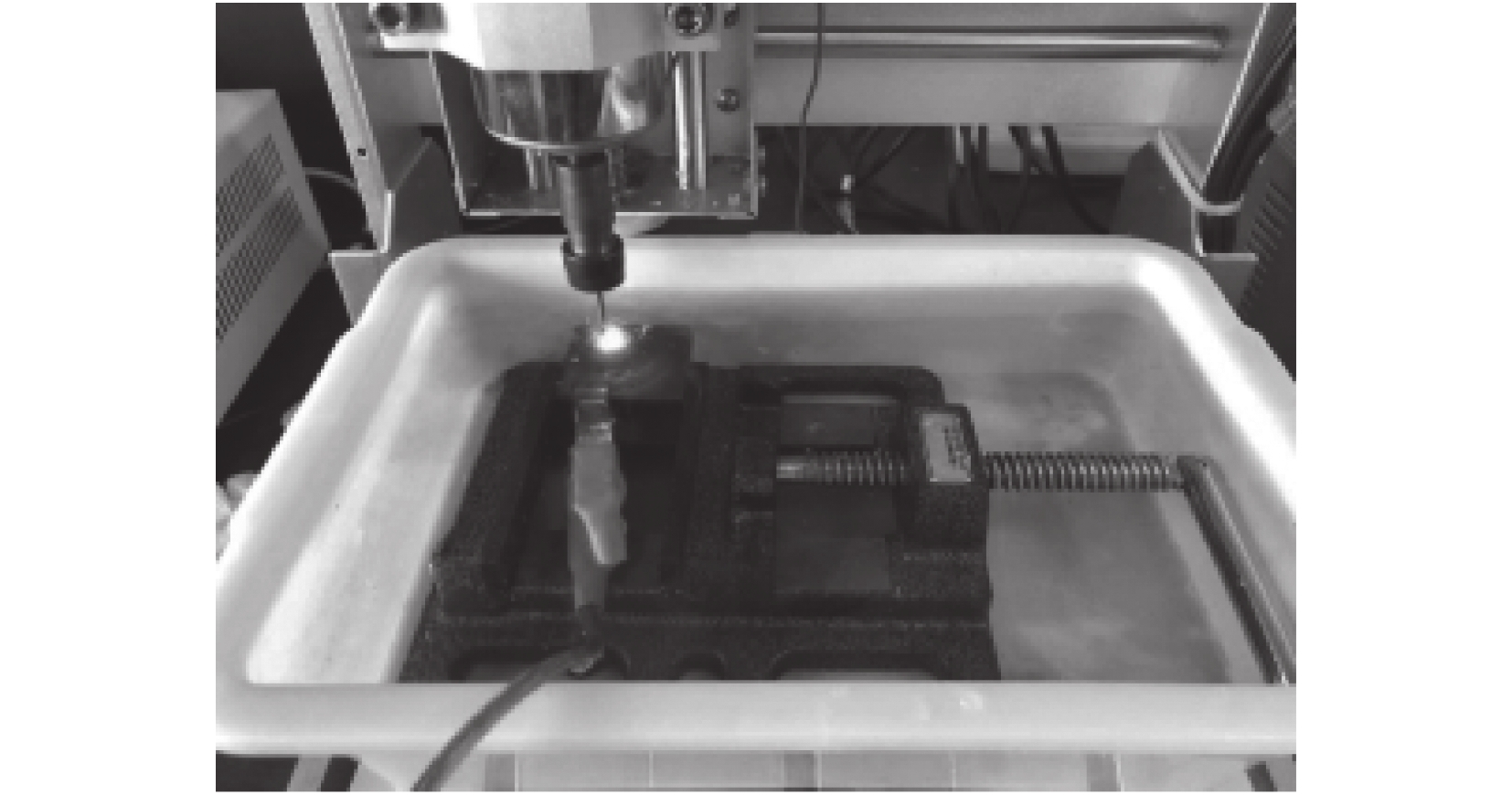
摘要: SiCp/Al复合材料因同时具有铝基体和碳化硅颗粒的综合特性,因此在具有低密度,高导热率的同时还具备了高硬度等优良特性,在各领域中备受青睐。然而具有高硬度的脆性SiCp/Al复合材料,使得传统的接触加工方式因切削温度过高,刀具磨损严重和加工精度不满足要求等问题而难以进行,电火花加工通过电极与工件间的连续放电来蚀除材料属于非接触加工,因此常被用来加工SiCp/Al复合材料。在自行搭建的电火花加工试验台上,以SiCp/Al复合材料为对象开展工艺试验,研究了不同加工参数下材料蚀除率和电极损耗对加工过程的影响,并从复合材料的蚀除特性方面分析了影响加工的原因。
-
关键词:
- SiCp/Al复合材料 /
- 电火花加工 /
- 材料蚀除率 /
- 电极损耗
Abstract: SiCp/Al composites are widely used in various fields because they have the combined properties of both aluminium matrix and silicon carbide particles, and therefore have low density, high thermal conductivity and high hardness. However, the high hardness of brittle SiCp/Al composites makes traditional contact machining difficult due to high cutting temperatures, severe tool wear and machining accuracy. In this paper, the effect of material etching rate and electrode loss on the machining of SiCp/Al composites under different machining parameters was investigated on a self-built EDM test bench with SiCp/Al composites, and the reasons for the effect on the machining were analysed in terms of the etching characteristics of the composites.-
Key words:
- SiCp/Al composite /
- EDM /
- material removal rate /
- electrode wear
-
表 1 SiCp/Al复合材料性能指标
性能指标 数值 基体材料热导率/((W/m·K)@25 ℃) ZL101A≥240 比热/(J/gK)@25 ℃ 0.803(平均值) 杨氏模量/GPa 200 剪切模量/GPa 75 抗弯强度/MPa ≥300 断裂伸长率/(%) 0.28 断裂韧度 12  下载: 导出CSV
下载: 导出CSV
表 2 SiCp/Al复合材料性能指标
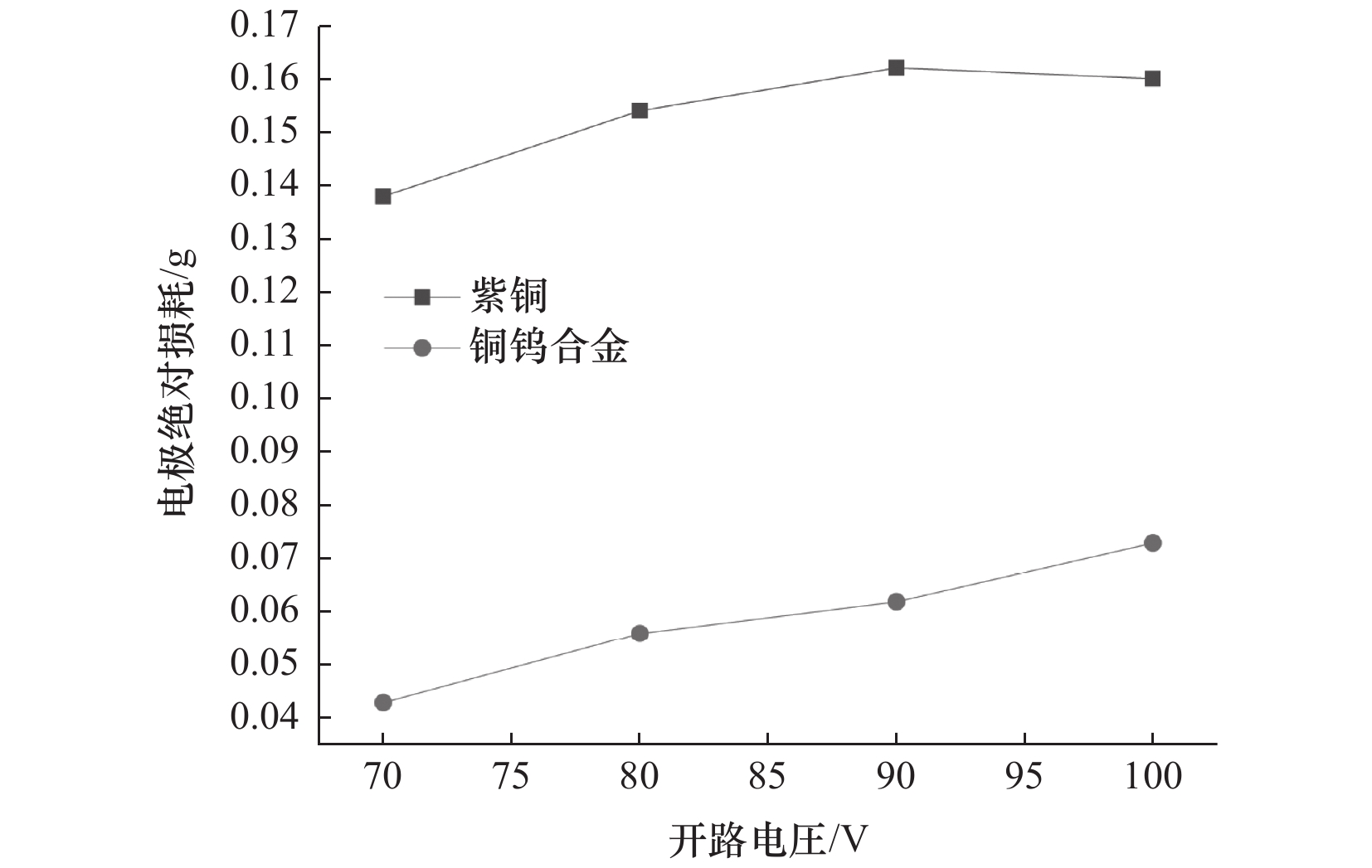
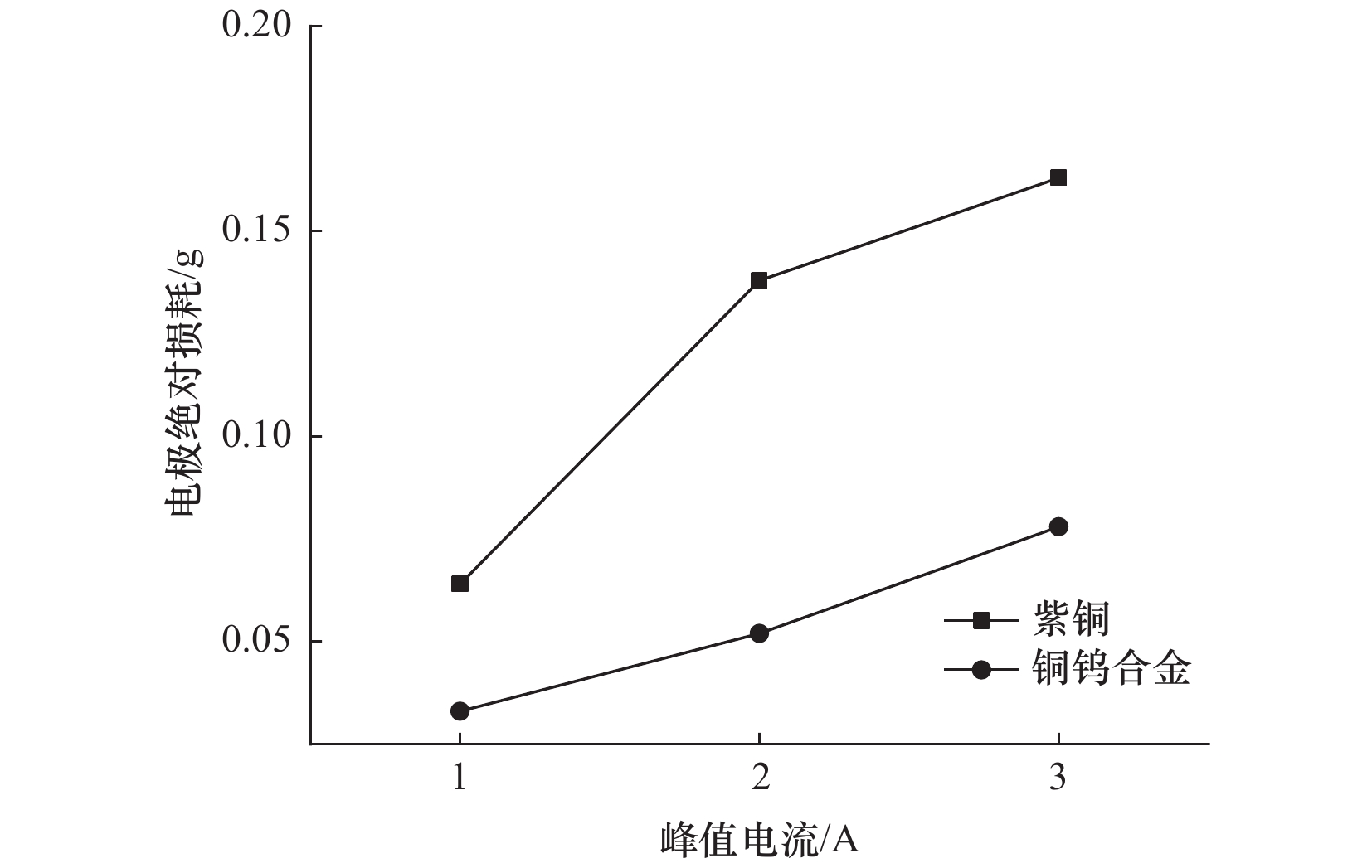
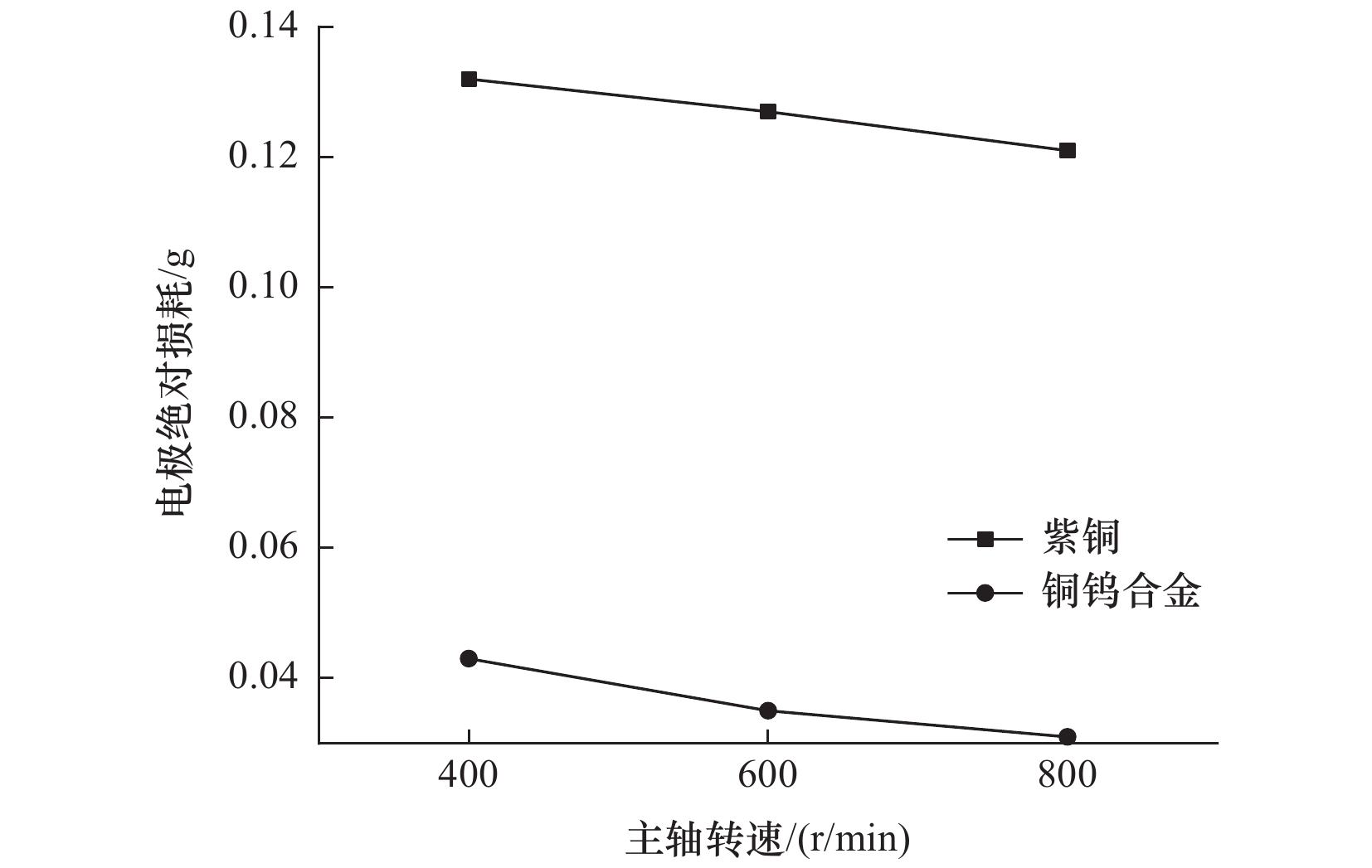
参数 描述 电极材料 铜钨合金、紫铜 工件材料 ZL101A 工作液 火花机油 极性 正、负极性 电极直径/mm 2 放电电压/V 70,80,90,100 峰值电流/A 1,2,3 主轴转速/(r/min) 400,600,800 脉宽/μs 20 脉间/μs 20
下载: 导出CSV
表 3 不同电极材料属性
电极材料 熔点/
℃导热系数/
(W/m·K)密度/
(g/cm3)电子逸出功/
eV铜钨合金 3 000~3 410 220 13.8 4.54~5.24 紫铜 1 083 386 8.96 5.24
下载: 导出CSV
-
[1] 樊建中, 石力开. 颗粒增强铝基复合材料研究与应用发展[J]. 宇航材料工艺, 2012, 42(1): 1-7. doi: 10.3969/j.issn.1007-2330.2012.01.001 [2] 鑫龙, 焦可如, 崔世超, 等. SiCp/Al复合材料的切削加工研究[J]. 中国科技投资, 2019(18): 214-215. [3] 曹凤国. 电火花加工[M]. 北京: 化学工业出版社, 2014. [4] Singh Sidhu S, Singh Bains P. Study of the recast layer of particulate reinforced metal matrix composites machined by EDM[J]. Materials Today Proceedings, 2017, 4(2): 3243-3251. doi: 10.1016/j.matpr.2017.02.210 [5] Kumar J, Singh B, Kumar S. Influences of process parameters on MRR improvement in simple and powder mixed EDM of AA6061/10% SiC composite[J]. Materials and Manufacturing Processes, 2014, 30(3): 303-312. [6] 冀蕴. SiCp/Al复合材料混粉电火花加工热力学仿真及工艺试验研究[D]. 西安: 西安工业大学, 2021. [7] Singh Bharat. Influences and optimization of electrical discharge machining of AISI 2205[J]. IOP Conference Series:Materials Science and Engineering, 2021, 1116(1): 012088. [8] 胡宝彬. 低速走丝电火花加工工艺参数优化实验研究[D]. 沈阳: 东北大学, 2017. [9] 侯万武. 精密微小结构微细电火花加工技术研究[D]. 长春: 长春理工大学, 2016. [10] 吴天谊. 基于高速摄像技术的放电辅助化学加工机理研究[D]. 北京: 北京交通大学, 2021. [11] 程美, 沈意平. KG5碳化钨电极损耗试验研究[J]. 模具制造, 2020, 20(10): 72-75. [12] Ogleznev N D, Ablyaz T R, Oglezneva S A, et al. Relative wear of copper–graphite composite electrodes in electrical discharge machining[J] Russian Engineering Research, 2021, 41(5): 466-468. [13] 张晓燕, 魏引焕. 电火花加工中影响电极损耗的因素分析及预防措施[J]. 制造技术与机床, 2009(3): 116-118. doi: 10.3969/j.issn.1005-2402.2009.03.037 [14] 李冬林, 朱荻, 曲宁松. 电火花成型加工工具电极损耗的研究[J]. 机械制造与自动化, 2005, 34(4): 108-111. doi: 10.3969/j.issn.1671-5276.2005.04.036 [15] 武云霞, 王成勇, 秦哲, 等. 石墨电极电火花加工性能的影响因素分析[J]. 电加工与模具, 2004(1): 9-12. doi: 10.3969/j.issn.1009-279X.2004.01.003 [16] 高金龙. 石墨电极电火花高效低损耗加工仿真与实验研究[D]. 哈尔滨: 哈尔滨工业大学, 2017. [17] 钟蠡, 尹青峰, 彭栋梁. 大长径比微细锥形电极电火花加工方法研究[C]. 第17届全国特种加工学术会议论文集(上册), 2017: 270-274. [18] 胡静, 裴景玉, 奚学程, 等. 第20届国际特种加工会议综述[J]. 电加工与模具, 2021(5): 1-17. doi: 10.3969/j.issn.1009-279X.2021.05.001 [19] 朱光, 张勤河, 杜连明, 等. PZT激励同步压缩放电通道微细电火花加工工艺参数对加工结果的影响[J]. 电加工与模具, 2016(2): 6-10. doi: 10.3969/j.issn.1009-279X.2016.02.003 -

 下载:
下载:



 点击查看大图
点击查看大图
图(10) / 表(3)
计量
- 文章访问数: 67
- HTML全文浏览量: 8
- PDF下载量: 19
- 被引次数: 0


