

Research on the algorithm for recognizing chipping of square shoulder milling cutter machining the webs of titanium alloy
-
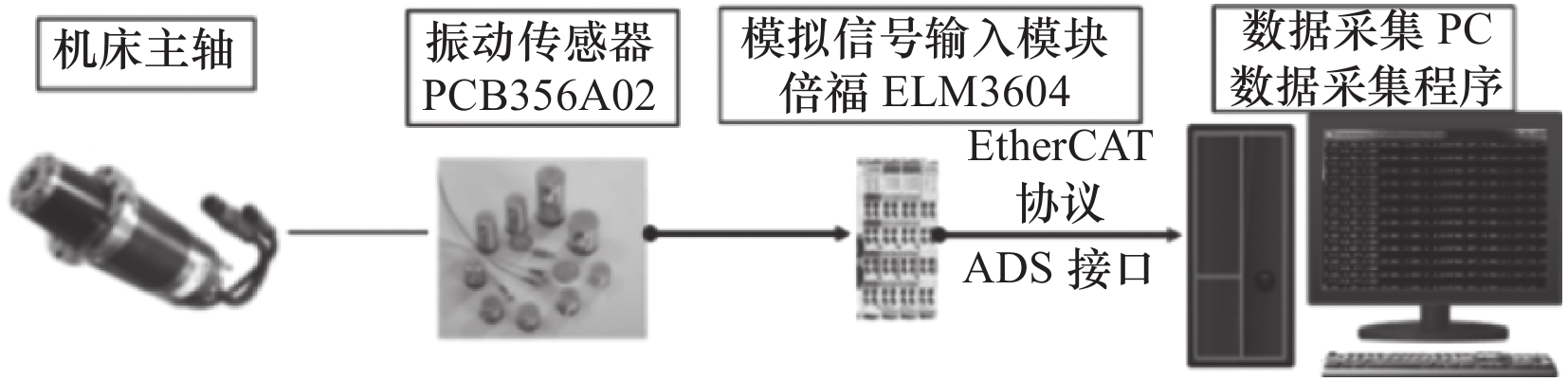
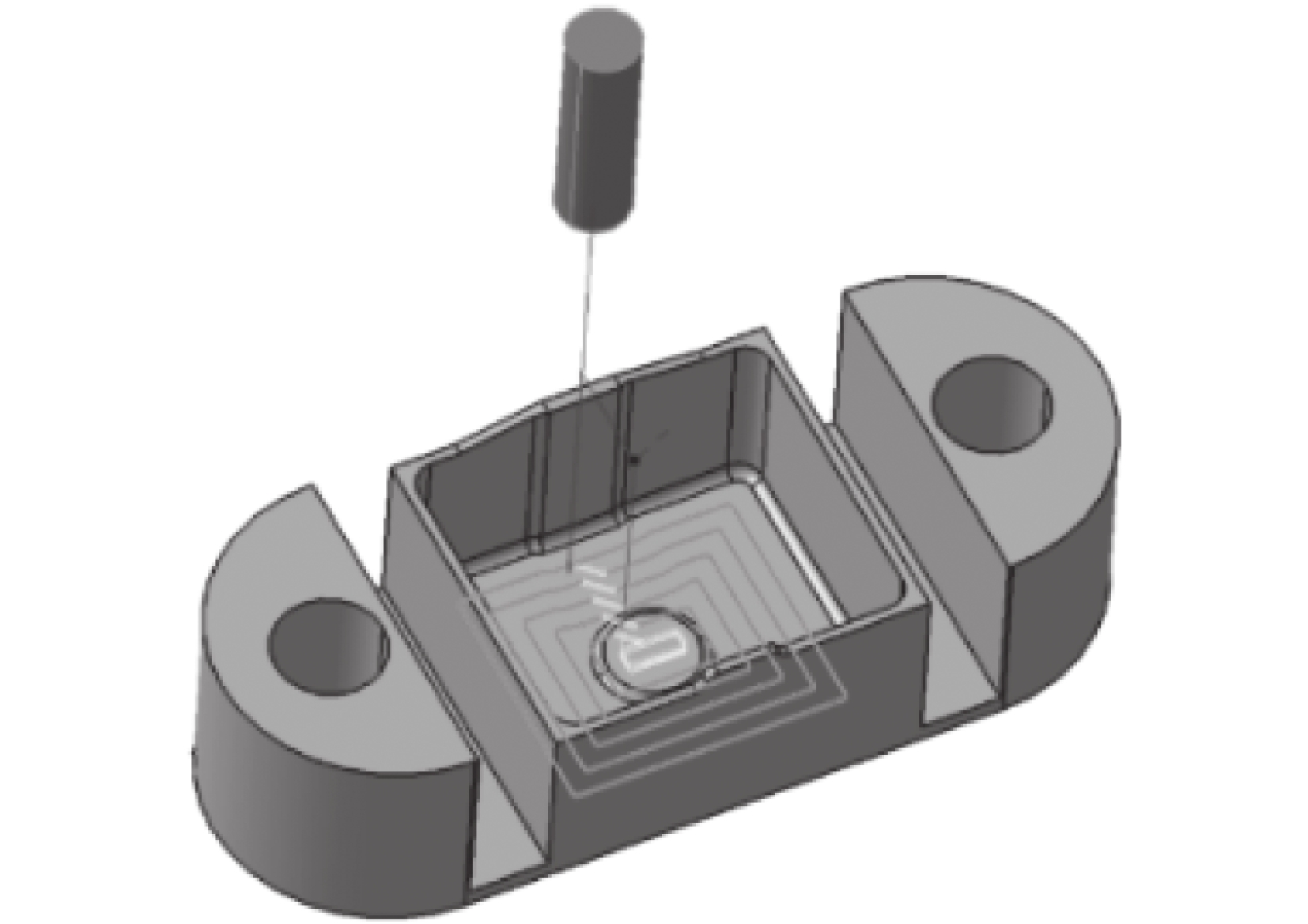
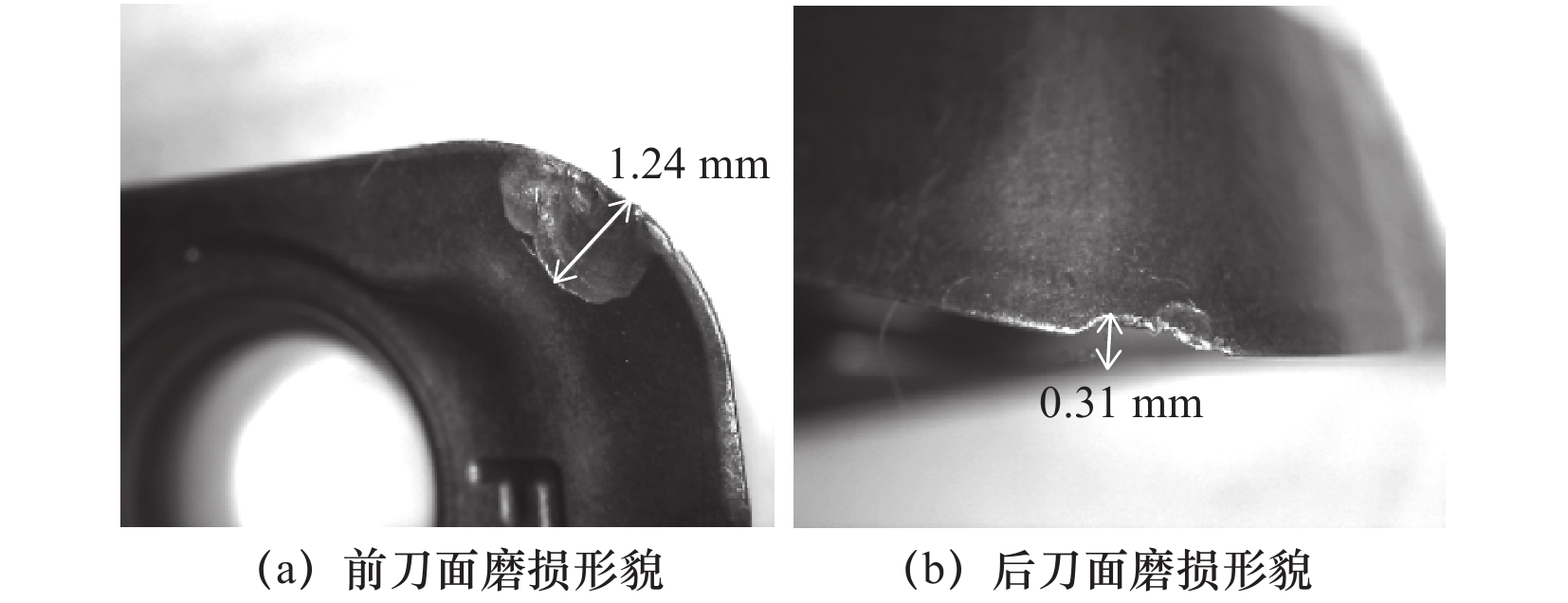
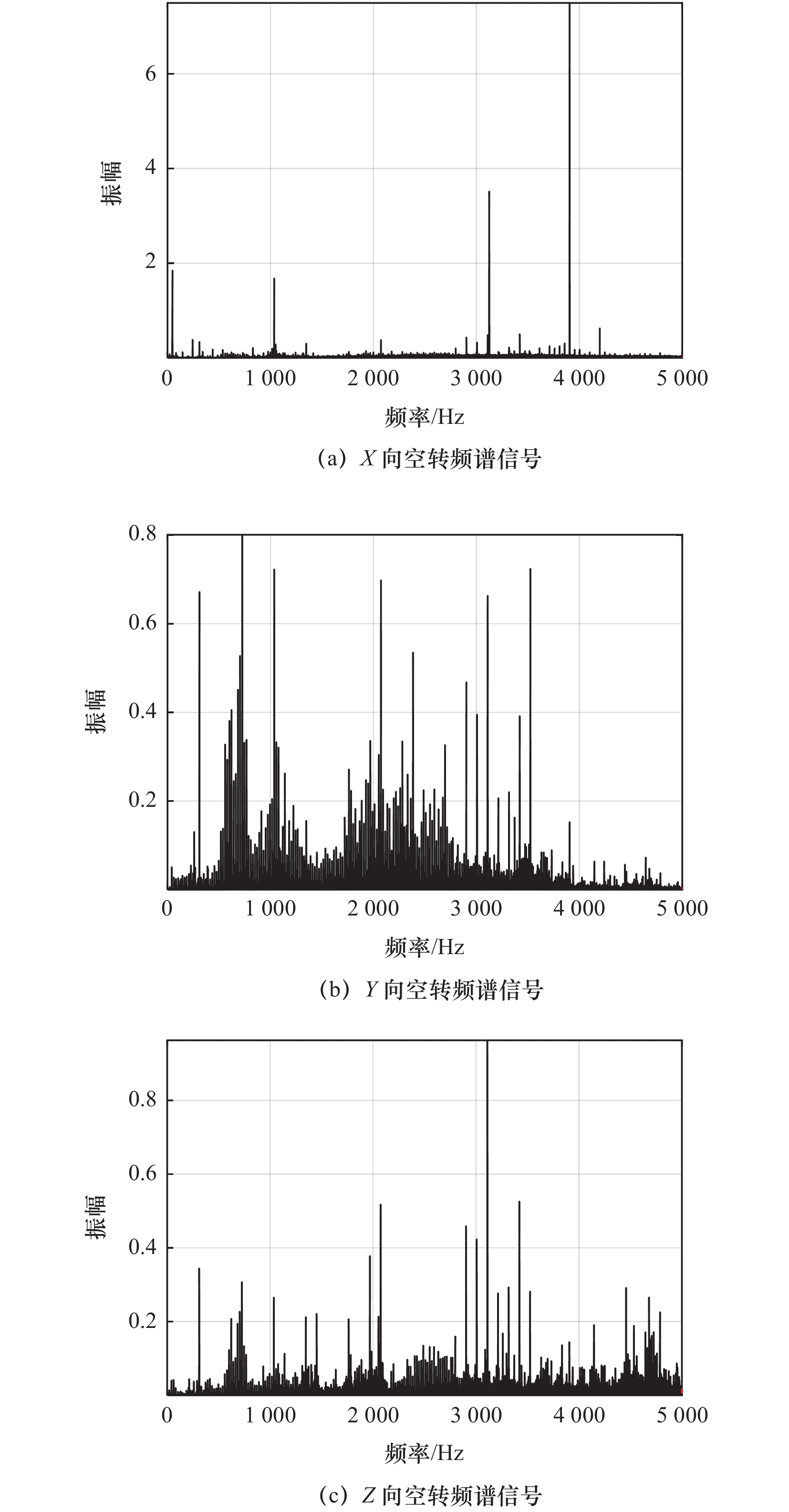
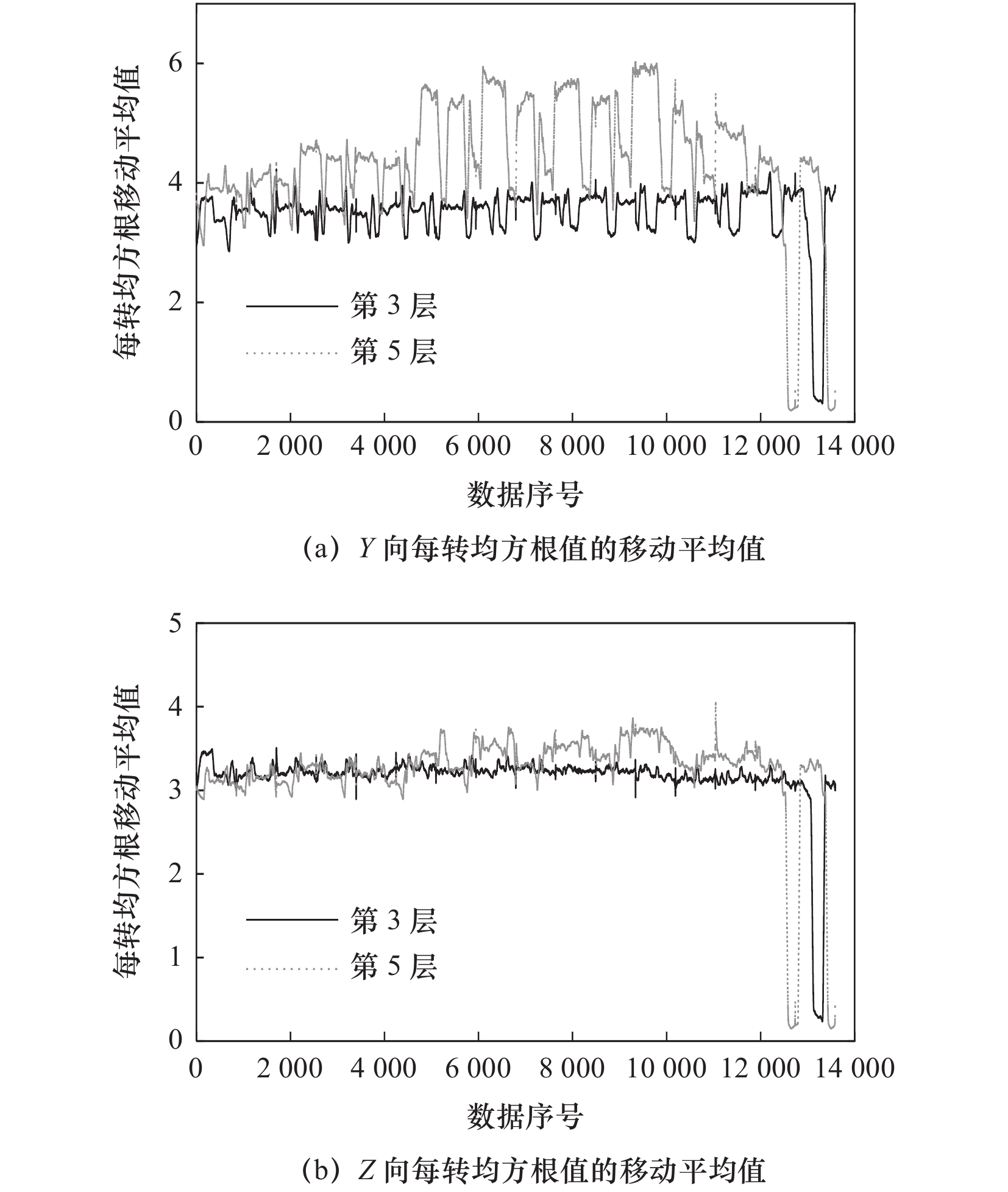
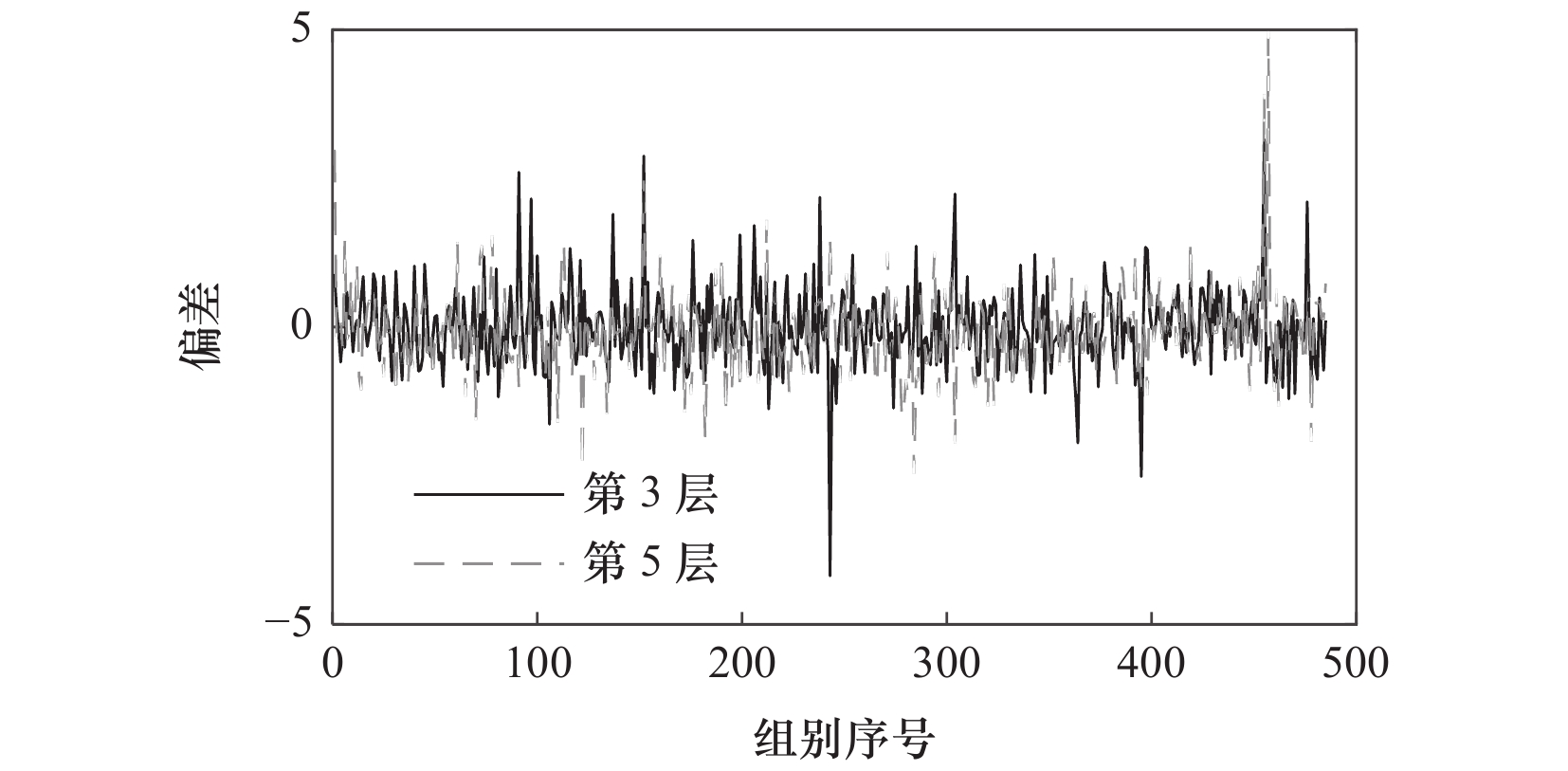
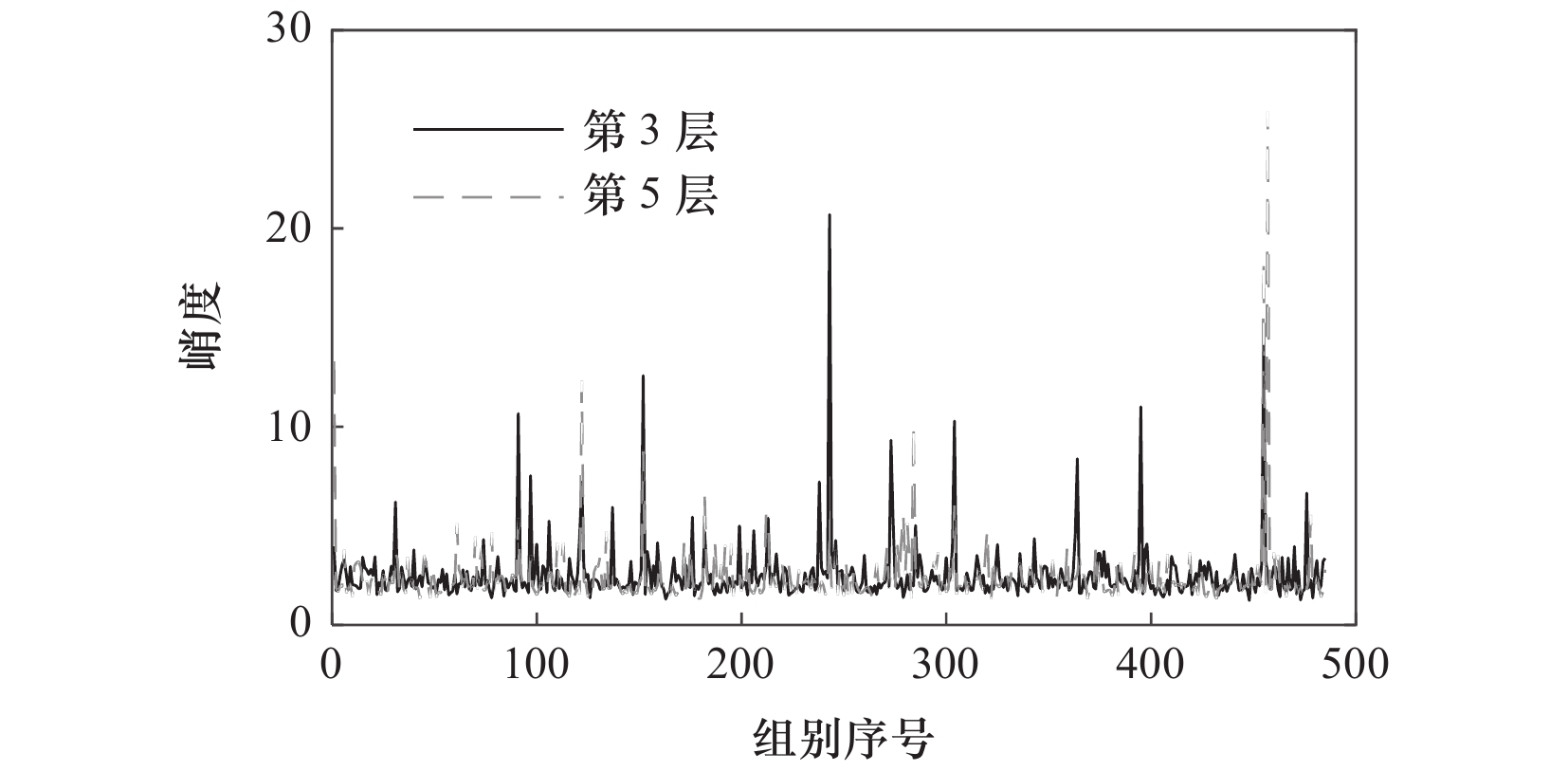
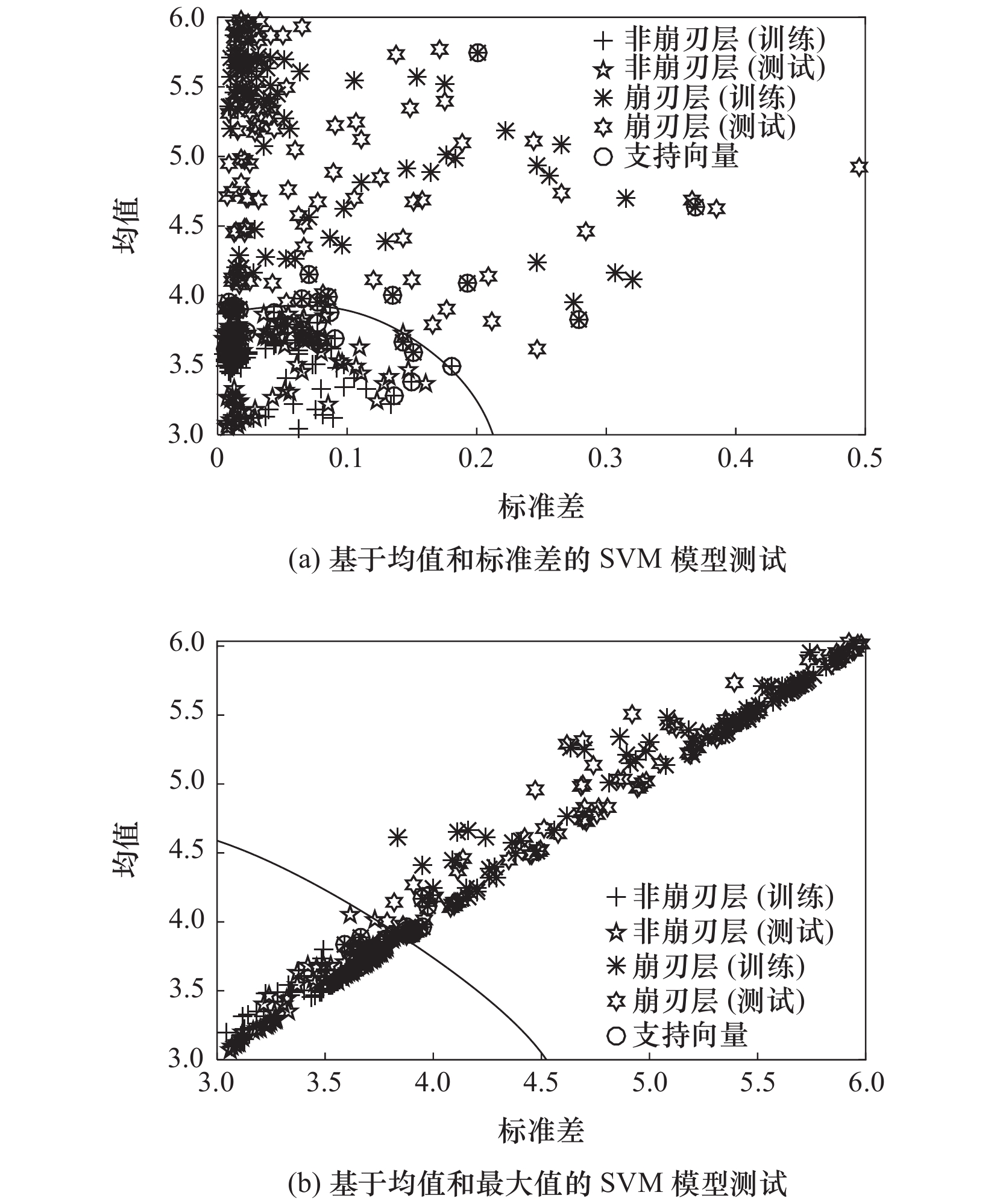
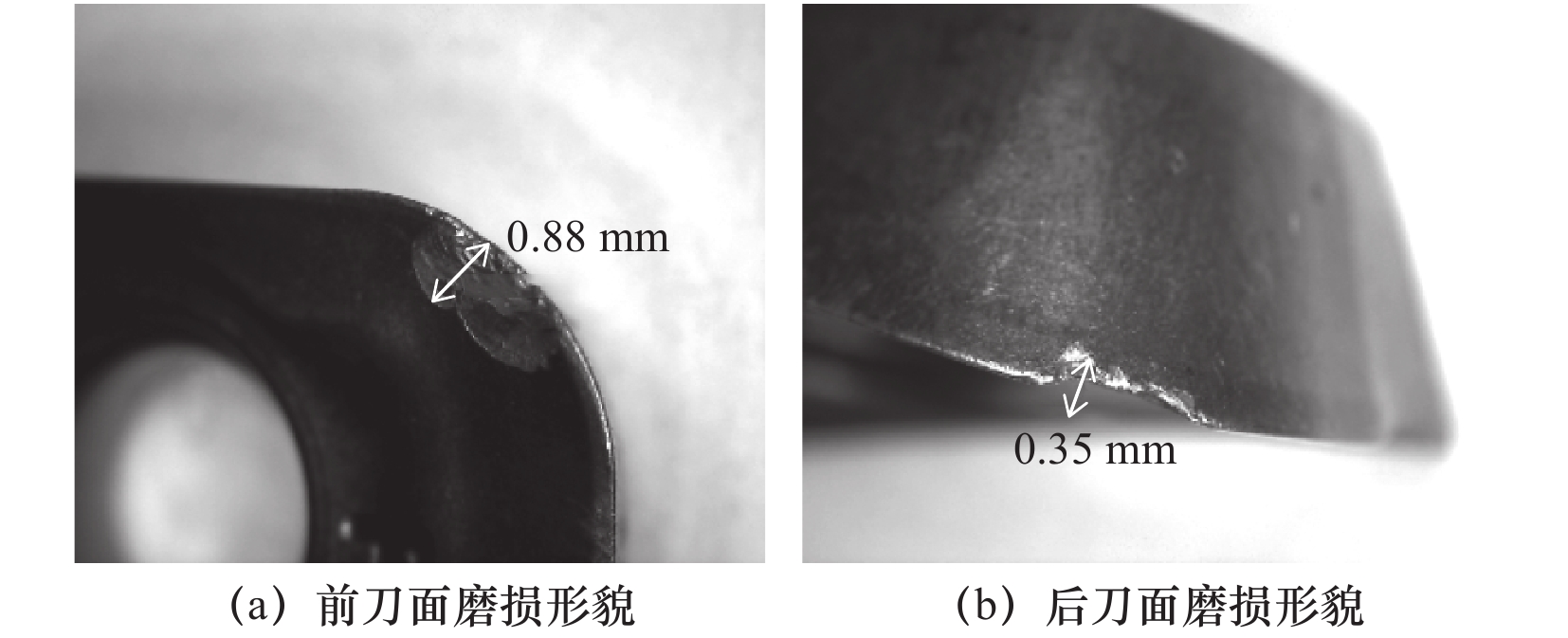
摘要: 为实现钛合金航空结构件切削加工过程中方肩铣刀崩刃异常的有效识别,提出了一种铣削腹板工况下的方肩铣刀崩刃识别算法。通过搭建方肩铣刀崩刃铣削试验平台,设计了崩刃铣削试验方案,通过开展试验分别得到了试验刀片完好状态和崩刃状态下的X、Y、Z向振动数据,通过空转振动信号幅值干扰情况选取了Y向和Z向振动数据进行每转均方根值的移动平均值计算,依据曲线差异选择了Y向数据进行特征值计算,并择优选取了3项特征值作为SVM模型分类训练输入,通过以其中2项特征值为输入得到了SVM训练模型,最后以验证刀片在同样工况下的振动数据为识别输入,成功验证了该SVM模型在方肩铣刀铣削钛合金腹板崩刃识别算法中的可靠性,其平均预测准确率达97%以上。Abstract: In order to recognize chipping of square shoulder milling cutter effectively which machining the aerospace structural part of titanium alloy,an algorithm for chipping of square shoulder milling cutter is proposed. Firstly,by building a milling test platform for square shoulder milling cutter, a set of experimental protocol is designed. X,Z,Y-direction vibration data of intact and chipping conditions is acquired by performing the experimental protocol. Then, according to the amplitude interference of the idling vibration data, the Y-direction vibration data is selected for calculation of moving average of RMS per revolution. Three eigenvalues are selected as input to the SVM model, and the classification training of the SVM model is obtained by two eigenvalues. Finally, through the vibration data under the same working conditions as identification input, the reliability of the SVM model of square shoulder milling cutter which machining the aerospace structural part of titanium alloy is successfully verified, and its average prediction accuracy is over 97%.
-
Key words:
- square shoulder milling cutter /
- titanium alloy /
- chipping /
- vibration signal /
- support vector machine
-
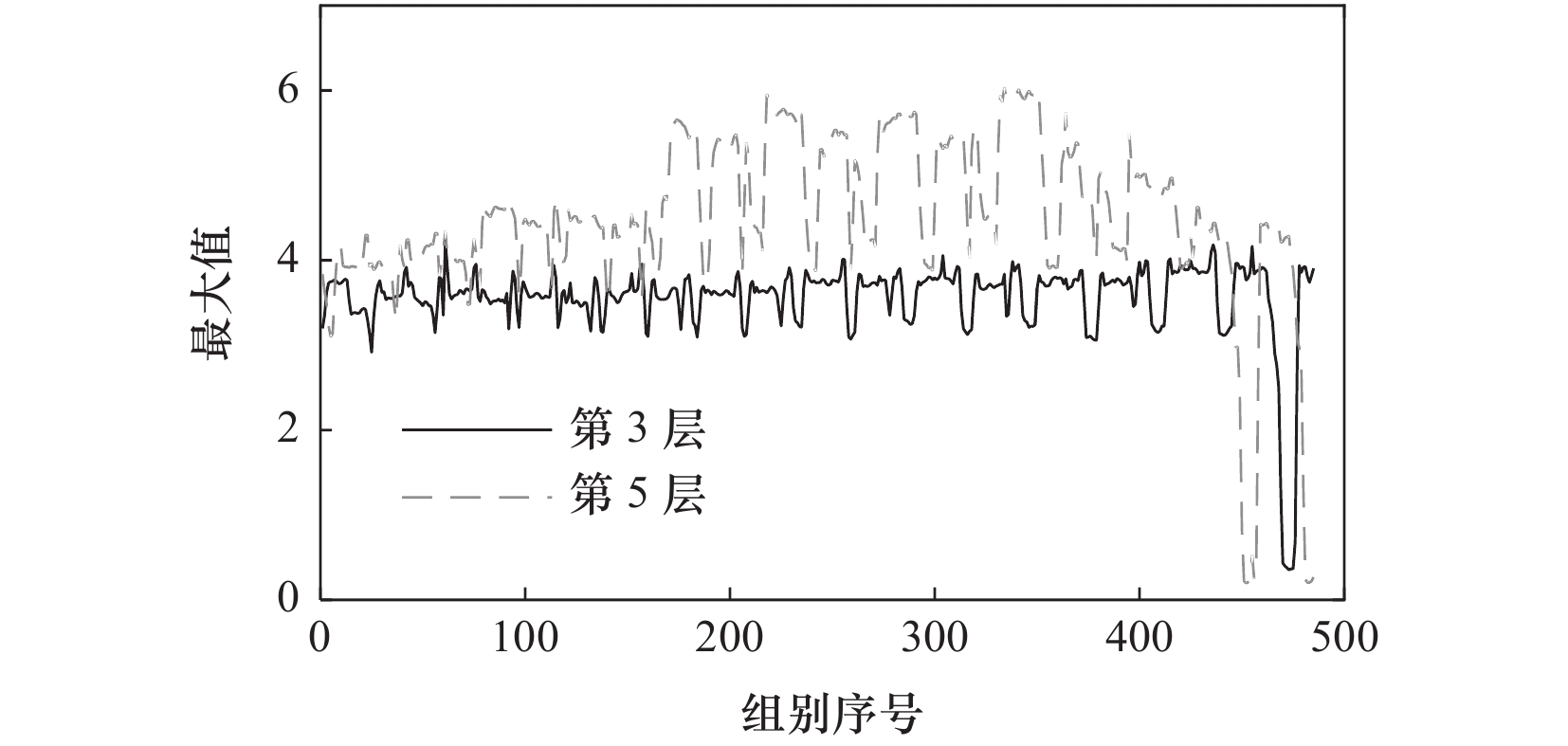
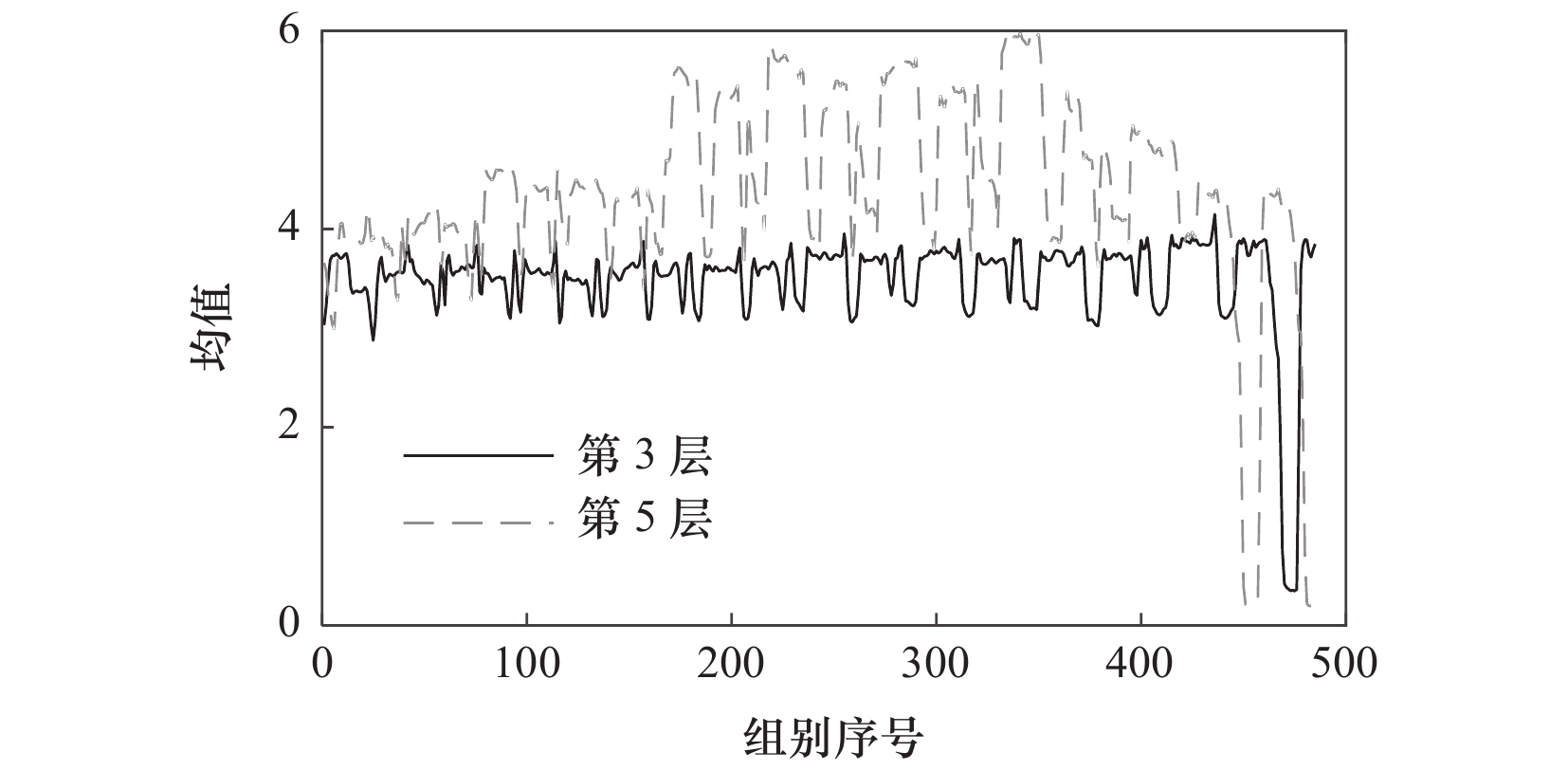
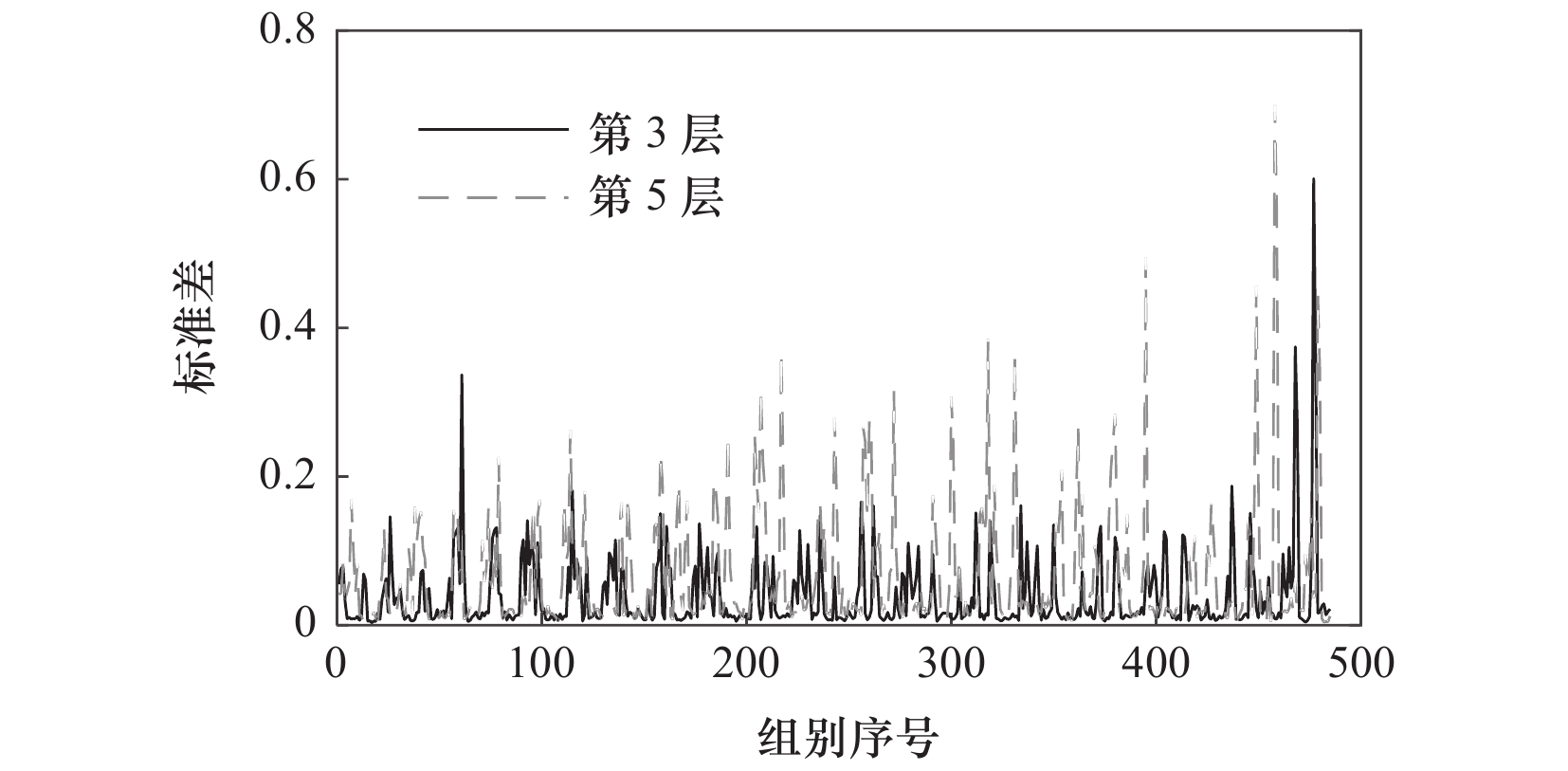
表 2 5项特征值及其表达式
特征值 表达式 最大值(maximum) $ {x_{\max }} = \max \left( {{x_i}} \right) $ 均值(mean) $\mu = \dfrac{1}{n} \cdot \displaystyle{\sum\limits_{i = 1}^n }{ {x_i} }$ 标准差(standard deviation) $\sigma = \sqrt {\dfrac{1}{n} \cdot \displaystyle{\sum\limits_{i = 1}^n }{ { {\left( { {x_i} - \mu } \right)}^2} } }$ 偏差(skewness) $S = \dfrac{1}{n} \cdot \displaystyle{\sum\limits_{i = 1}^n} {\dfrac{ { { {\left( { {x_i} - \mu } \right)}^3} } }{ { {\sigma ^3} } } }$ 峭度(kurtosis) $K = \dfrac{1}{n} \cdot \displaystyle{\sum\limits_{i = 1}^n} {\dfrac{ { { {\left( { {x_i} - \mu } \right)}^4} } }{ { {\sigma ^4} } } }$  下载: 导出CSV
下载: 导出CSV
-
[1] 聂鹏, 马尧, 张锴锋, 等. 刀具磨损监测技术研究现状与进展[J]. 工具技术, 2021, 55(6): 3-12. doi: 10.3969/j.issn.1000-7008.2021.06.001 [2] Mou W P, Jiang Z X, Zhu S W. A study of tool tipping monitoring for titanium milling based on cutting vibration[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9-12): 3457-3471. doi: 10.1007/s00170-019-04059-5 [3] 秦赟. 薄壁件铣削颤振与刀具磨损状态监测研究[D]. 济南: 山东大学, 2021. [4] 张世光. 铣削刀具磨损状态监测系统关键技术研究[D]. 哈尔滨: 哈尔滨理工大学, 2016. [5] 关山, 庞弘阳, 宋伟杰, 等. 基于MF_DFA特征和LS_SVM算法的刀具磨损状态识别[J]. 农业工程学报, 2018, 34(14): 61-68. doi: 10.11975/j.issn.1002-6819.2018.14.008 [6] 伍鸣. 基于功率与振动信号的刀具磨损状态智能监测方法研究[D]. 北京: 北京林业大学, 2020. [7] 黎宇嘉. 基于多传感器特征融合和集成高斯模型的刀具磨损预测方法研究[D]. 南宁: 广西大学, 2020. [8] 刘智键, 刘宝林, 胡远彪. 刀具磨损状态检测方法的分析与验证[J]. 工具技术, 2018, 52(2): 116-118. doi: 10.3969/j.issn.1000-7008.2018.02.028 [9] 崔鑫, 郭海, 张占勇, 等. 方肩铣刀加工封闭型腔进刀方式研究[J]. 制造技术与机床, 2017(10): 95-97. [10] 李正强. 基于支持向量机的刀具磨损状态识别技术研究[D]. 沈阳: 沈阳航空航天大学, 2012. [11] 彭美武, 陈洪涛, 钟成明. 基于支持向量机的刀具磨损决策融合技术[J]. 组合机床与自动化加工技术, 2014(4): 89-93. [12] Wang G F, Xie Q L, Zhang Y C. Tool condition monitoring system based on support vector machine and differential evolution optimization[J]. Proceedings of the Institution of Mechanical Engineers, Part B:Journal of Engineering Manufacture, 2017, 231(5): 805-813. doi: 10.1177/0954405415619871 [13] 牛博雅, 杨斌, 孙杰. 面向生产现场的刀具磨损状态监测研究[J]. 制造技术与机床, 2020(11): 104-109. [14] 吴广垚. 基于支持向量机的刀具磨损状态预测[D]. 天津: 河北工业大学, 2015. -

 下载:
下载:


 点击查看大图
点击查看大图

图(14) / 表(2)
计量
- 文章访问数: 41
- HTML全文浏览量: 9
- PDF下载量: 23
- 被引次数: 0


