

Study on the performance of different tools in high-speed dry cutting of 2219 aluminium alloy
-
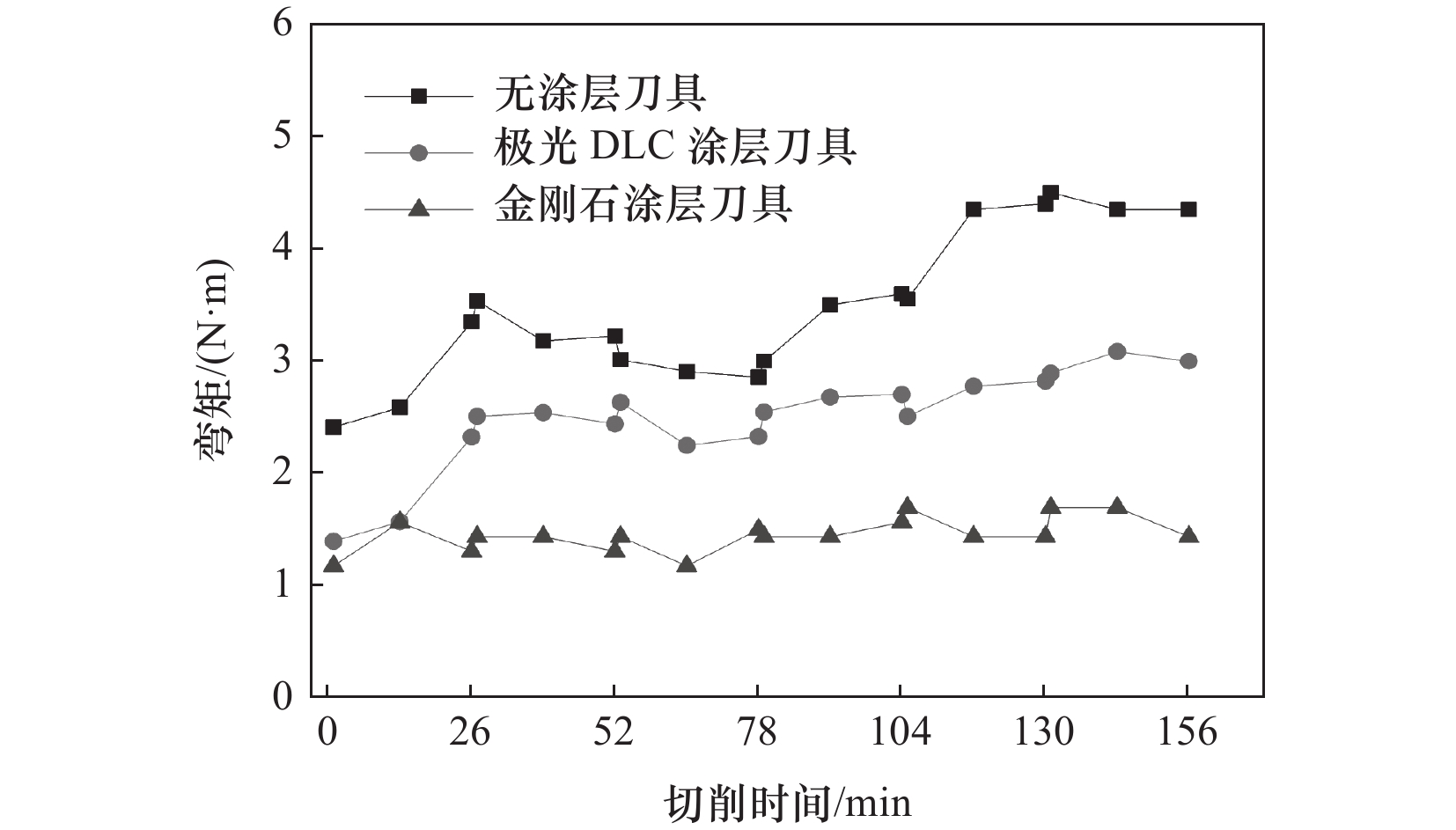
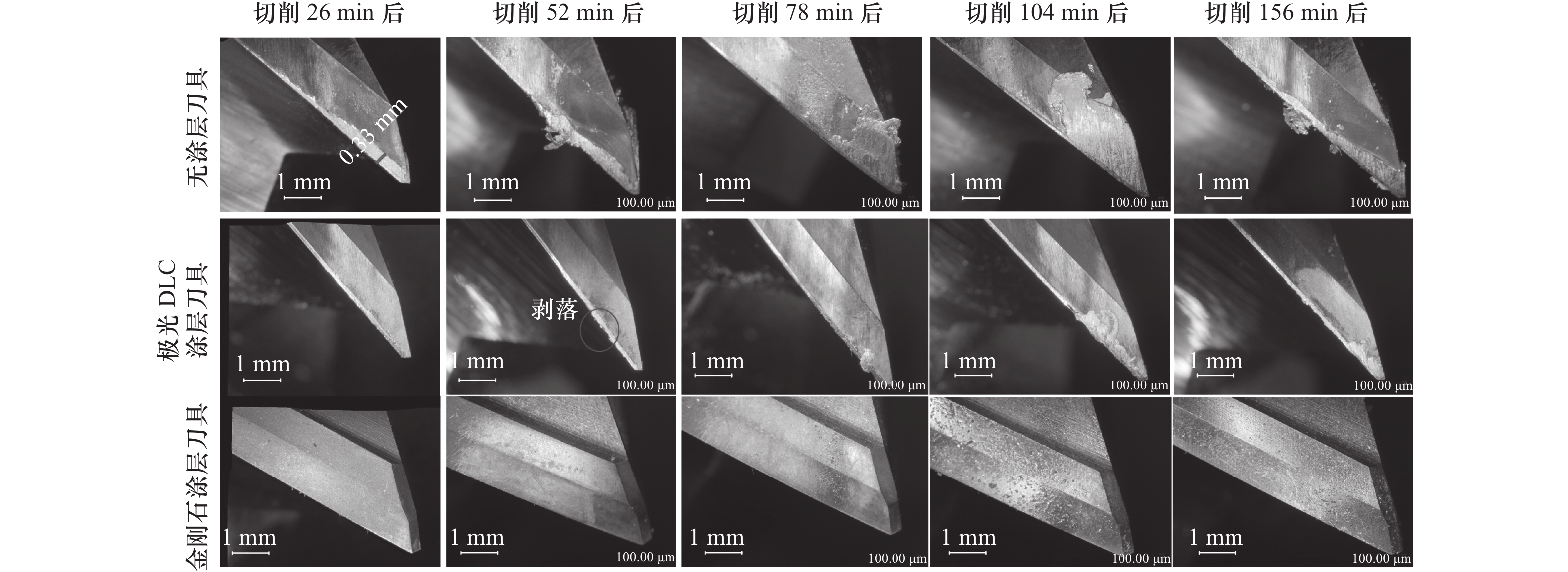
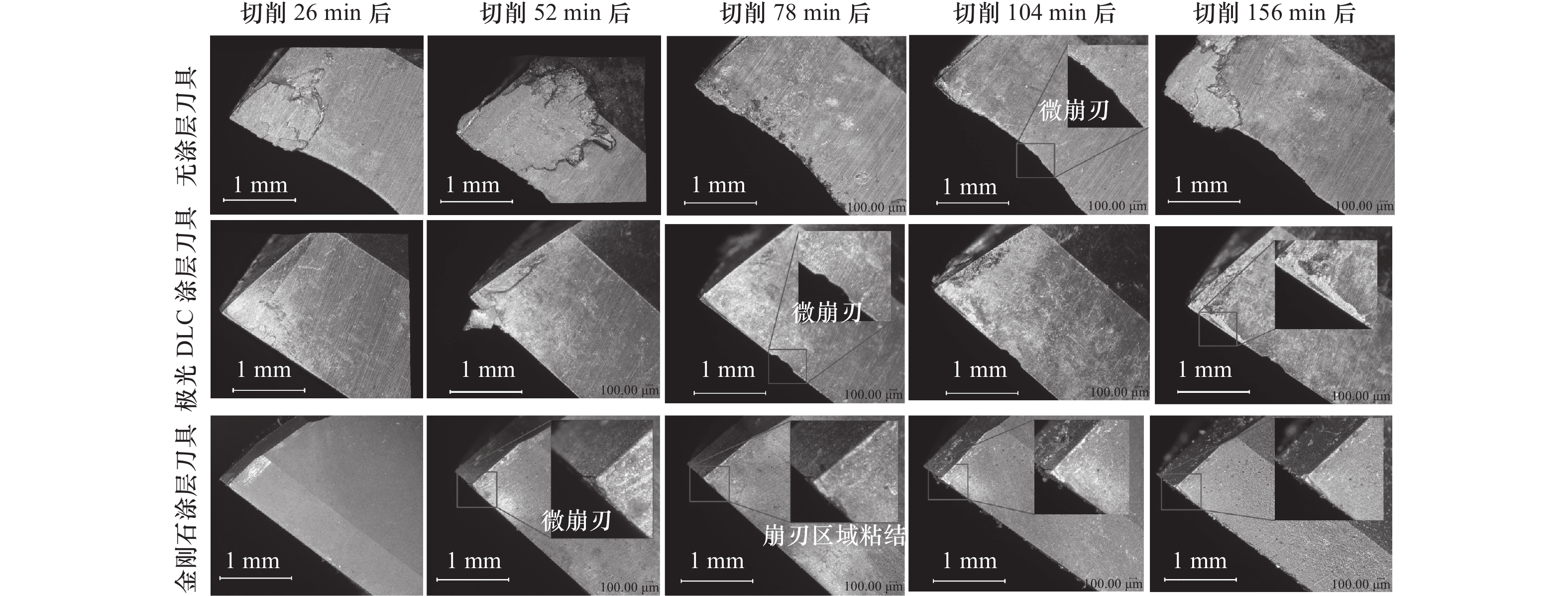
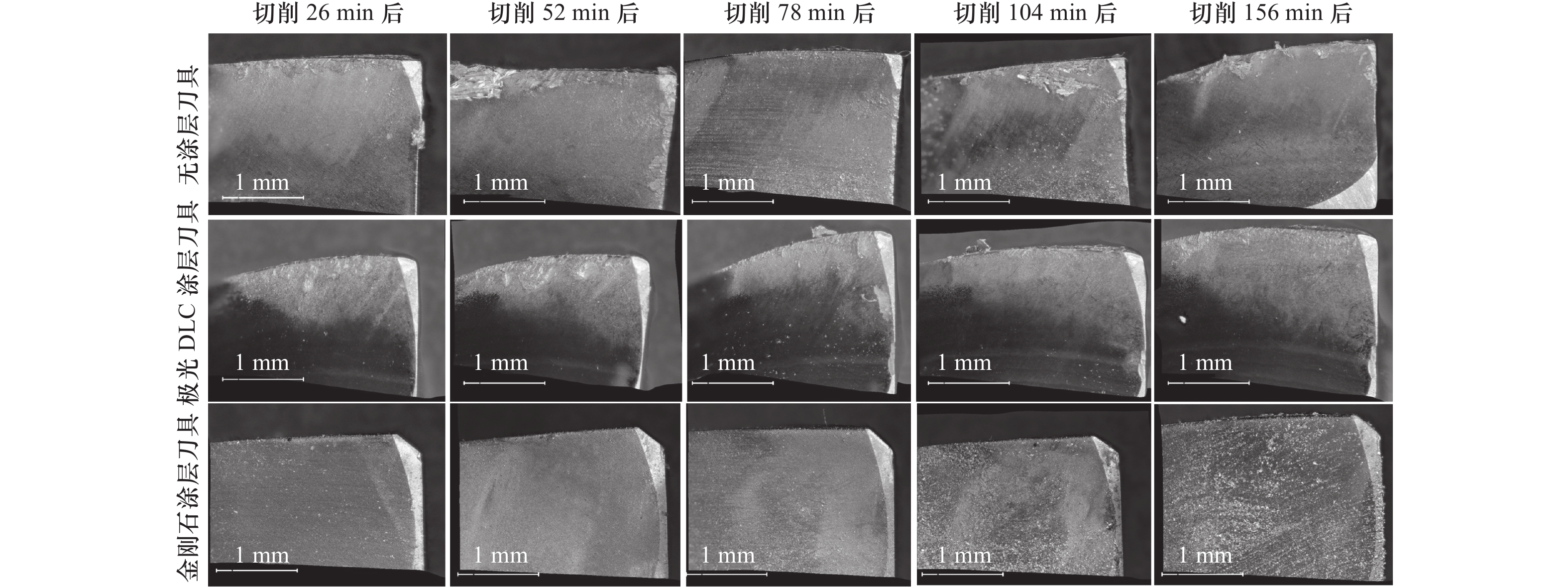
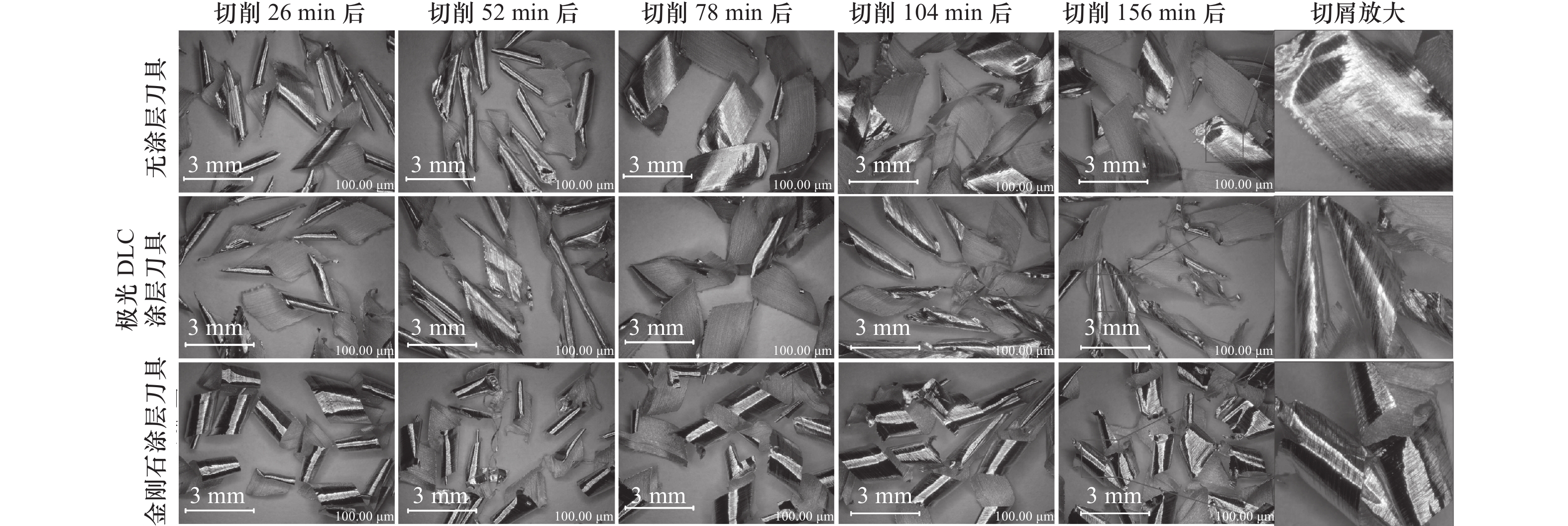
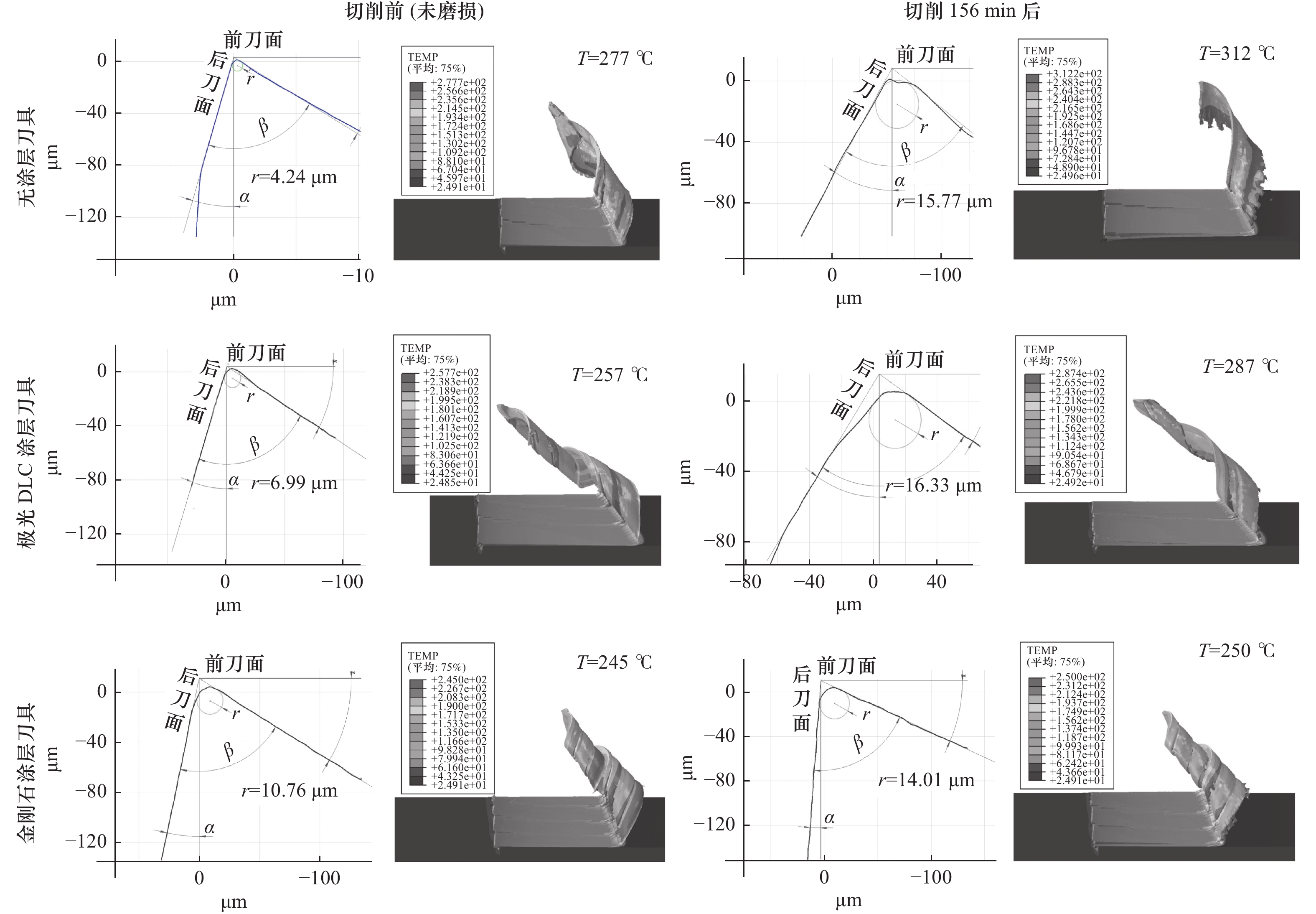
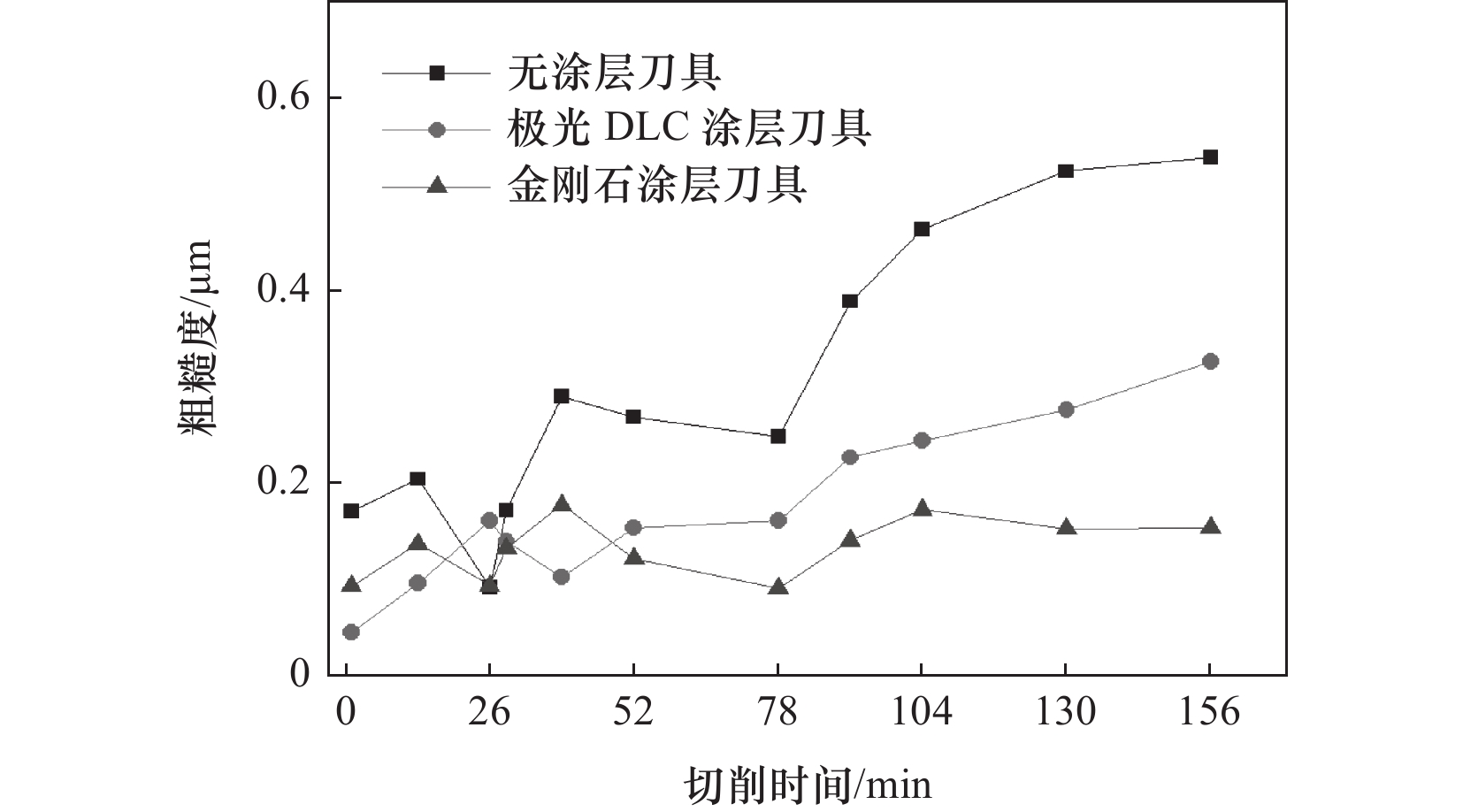
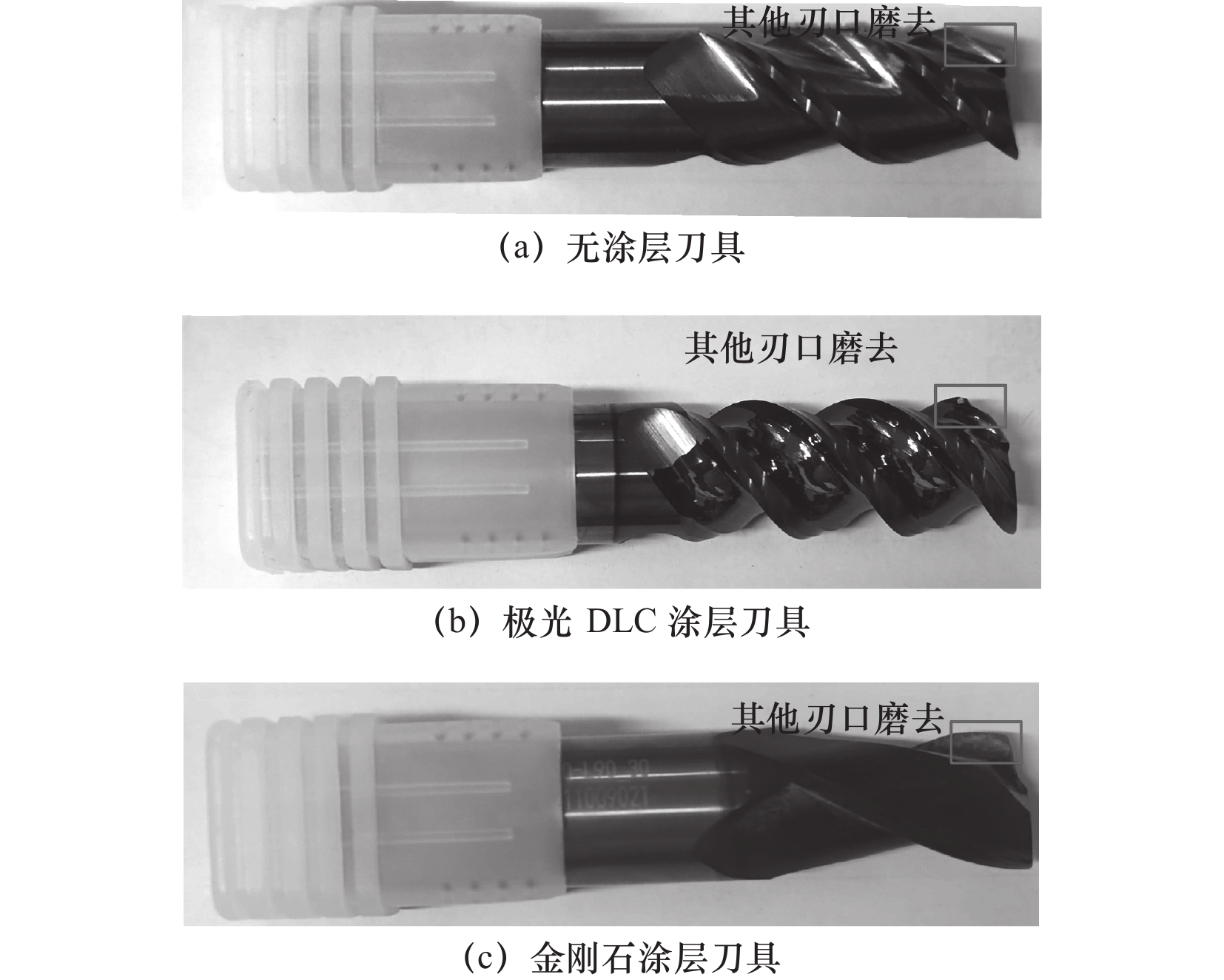
摘要: 火箭制造过程中有大量2219铝合金切削需求,其加工效率是影响燃料贮箱等制造周期的重要因素之一,虽然2219铝合金为易切削材料,但不同刀具在其高速切削时性能还有较大差异。文章研究了无涂层、极光DLC涂层、金刚石涂层等市场常用铝合金切削刀具,在1 004 m/min高速切削2219铝合金时切削载荷、刃口形貌、切屑形貌等随磨损的变化规律。结果表明,无涂层刀具和极光DLC涂层刀具磨损较快,随刀具磨损卷屑效果下降、表面粗糙度增大。刀具表面出现大量粘结、刃口轮廓结构发生明显变化。金刚石涂层刀具出现少量微崩刃但未发生明显磨损,始终保持较好的切削刃完整性。结合刀具成本、加工效率影响等综合考虑,金刚石涂层刀具在2219铝合金高速干切削时具有最高的性价比。Abstract: There are a large number of 2219 aluminum alloy cutting requirements in launch vehicle manufacturing process, and its processing efficiency is one of the important factors affecting the manufacturing cycle of fuel tanks. Although 2219 aluminum alloy is a kind of free-cutting-material, the performances of different tools is quite different in their high-speed cutting. In this paper, the changing rules of cutting load, cutting edge morphology and chip morphology with tool wear in the high speed cutting of 2219 aluminum alloy at 1004 m/min are studied with uncoated, aurora DLC coated and diamond coated tools, which are popularly used in the market for aluminum alloy. Results show that the uncoated tool and the aurora DLC coated tool wear faster. As tool wearing, the chip curling effect decreases and the surface roughness increases. There is a lot of adhesion on the tool surface and the shape of cutting edge varies significantly. The diamond coated tools showed a small amount of micro-chipping but no significant wear, maintaining great cutting edge integrity throughout. Based on the comprehensive consideration of tool cost and cutting efficiency, diamond coated tools are the highly recommended with the highest cost performance in 2219 aluminum alloy high-speed dry cutting.
-
Key words:
- 2219 aluminum alloy /
- high-speed milling /
- diamond coating /
- adhesion /
- chip curling
-
表 1 2219铝合金化学元素成分表
% 元素 Cu Mn Fe Si Zn Mg V Ti Al 含量/(%) 5.8~
6.80.2~
0.4≤0.3 0.2 0.1 0.02 0.05~
0.150.02~
0.10其他  下载: 导出CSV
下载: 导出CSV
表 2 试验中采用的刀具材质及参数
刀具 直径/
mm刃数 基体 螺旋角/
(°)表面粗
糙度/μm价格/
(元/把)无涂层 20 单刃 WC-15%Co 35 0.8 约700 极光DLC涂层 20 单刃 WC-13%Co 45 0.3 约1 100 金刚石涂层 20 单刃 WC-6%Co 25 1.2 约2 500
下载: 导出CSV
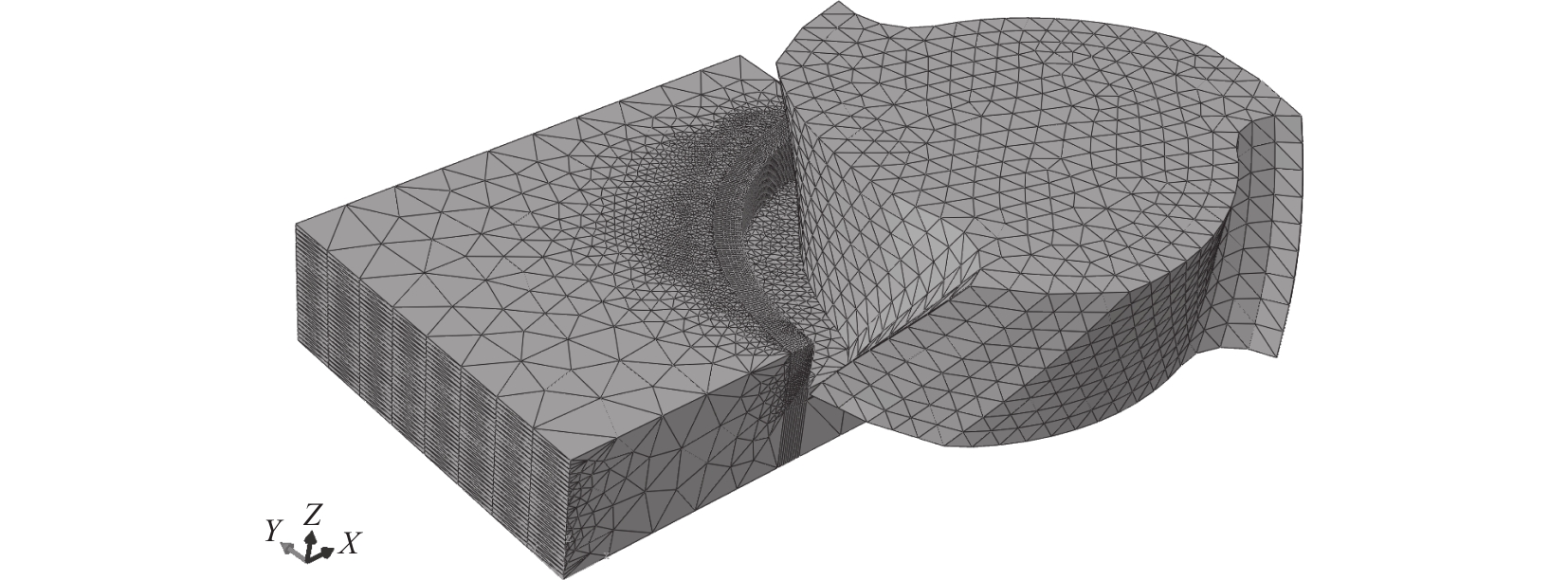
表 3 切削参数
主轴转速
n/(r/min)切削速度
Vc/(m/min)进给速度
fz/(mm/z)切削深度
ap/mm切削宽度
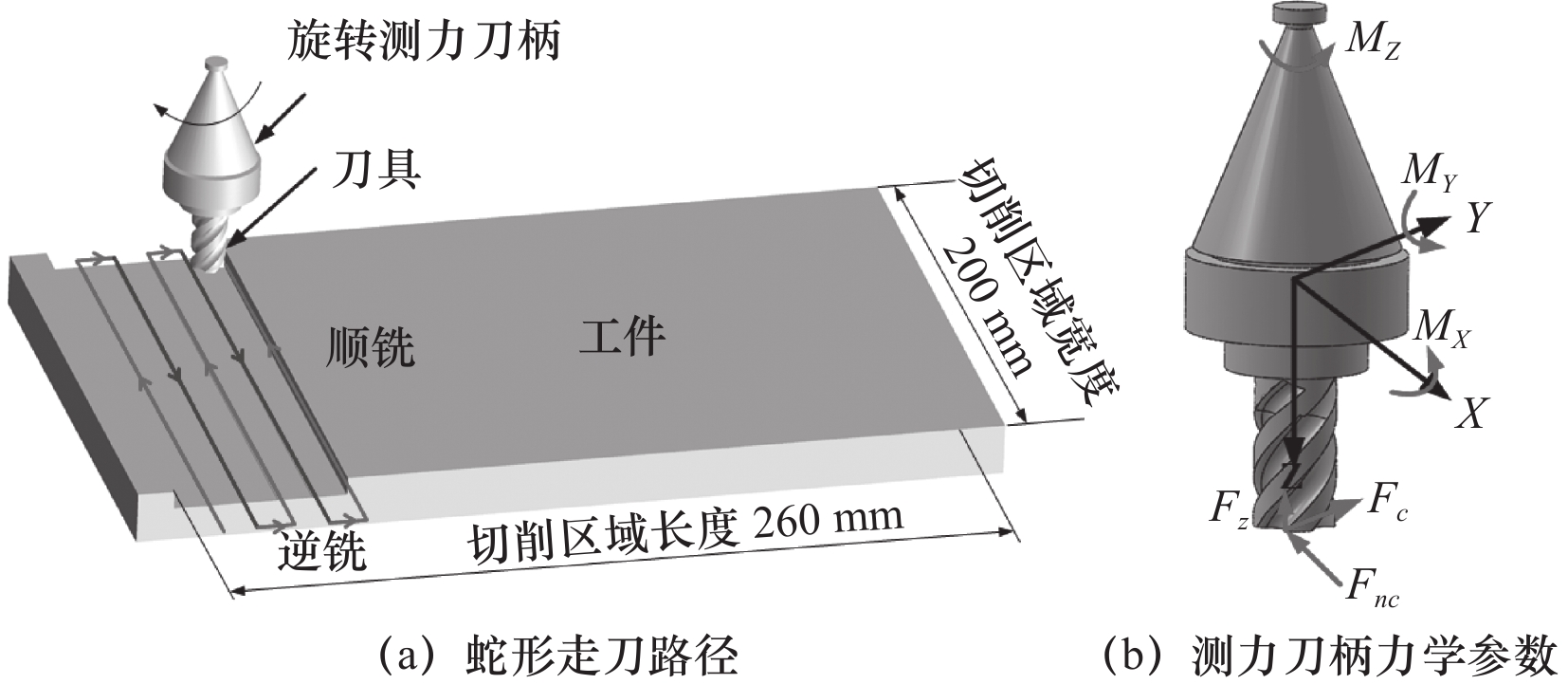
ae/mm切削液 铣削类型 16 000 1 004 0.02 2 6 无 顺/逆铣
交替
下载: 导出CSV
表 4 2219铝合金主要性能参数
弹性模量/
GPa密度/
(kg/m3)泊松比μ 比热/
(J/(kg·℃))热膨胀系数/
(10−6/℃)热传导系数/
(W/(m·℃))72 2840 0.33 864 22.3 172
下载: 导出CSV
-
[1] 汤智茂, 湛利华, 徐永谦, 等. 时效热处理对2219铝合金搅拌摩擦焊焊缝组织性能的影响[J]. 塑性工程学报, 2021, 28(5): 134-144. doi: 10.3969/j.issn.1007-2012.2021.05.015 [2] 蒙丹阳, 王惠苗, 丁吉坤, 等. 摆动焊接对异种热处理状态2219铝合金焊接接头性能的影响[J]. 宇航材料工艺, 2021, 51(2): 62-67. [3] 黄元春, 刘翔, 刘宇, 等. 轧制工艺对2219铝合金板材力学性能的影响[J]. 热加工工艺, 2016, 45(21): 1-4. [4] 鄢东洋, 郭彦明, 董曼红, 等. 贮箱结构用2A14和2219铝合金的特性研究与分析[J]. 导弹与航天运载技术, 2019(3): 102-107. doi: 10.7654/j.issn.1004-7182.20190320 [5] 杨有良, 湛利华. 2219铝合金复杂薄壁构件应力松弛时效成形机理与应用研究[J]. 金属加工:冷加工, 2021(7): 89. [6] 王慧, 李元东, 罗晓梅, 等. 高导热铝合金的开发与研究进展[J]. 铸造, 2019, 68(10): 1105-1110. doi: 10.3969/j.issn.1001-4977.2019.10.005 [7] 胡德友, 李继光, 张杰刚, 等. 航天贮箱用典型规格2219铝合金板材不同热处理状态下的性能研究[J]. 锻压技术, 2020, 45(10): 53-58. [8] 邓耀锋, 梁献文, 苏东艺, 等. 类金刚石涂层与铝合金间的摩擦磨损行为研究[J]. 材料研究与应用, 2014, 8(1): 10-14. doi: 10.3969/j.issn.1673-9981.2014.01.003 [9] 姬春辉, 孙双秋, 林斌, 等. 切削参数对2219铝合金型腔铣产生的残余应力分布的影响[J]. 机械工程进展, 2018, 10(12): 1-15. [10] 童春, 辛越峰, 刘健松. 铝合金的切削特性分析和工艺技术研究[J]. 现代制造技术与装备, 2016(12): 21-22. doi: 10.3969/j.issn.1673-5587.2016.12.011 [11] 米少伟, 林有希, 孟鑫鑫. ADC12铝合金高速铣削切削速度对前刀面磨损的影响[J]. 粉末冶金工业, 2021, 31(5): 99-104. [12] 尹超. CVD金刚石涂层硬质合金刀具研究进展[J]. 硬质合金, 2016, 33(4): 275-282. [13] 迟英民. CVD金刚石涂层复杂形状刀具制备[D]. 大连: 大连理工大学, 2021. [14] 卢文壮. CVD金刚石涂层刀具的制备及其切削性能研究[D]. 南京: 南京航空航天大学, 2008. [15] 杨海东, 孔晓玲, 韦山. 金刚石涂层刀具干切削硅铝合金性能研究[J]. 合肥工业大学学报:自然科学版, 2003, 26(6): 1276-1278. [16] 龚维纬, 王伟, 雷大江, 等. 金刚石刀具刃磨技术发展现状[J]. 工具技术, 2019, 53(8): 3-9. doi: 10.3969/j.issn.1000-7008.2019.08.001 [17] 刘畅. 铝合金结构件铣削加工性研究现状[J]. 科技视界, 2016(6): 182-184. doi: 10.3969/j.issn.2095-2457.2016.06.132 [18] 吴玉程. 金刚石薄膜制备方法与应用的研究现状[J]. 材料热处理学报, 2019, 40(5): 1-16. [19] 熊超, 苏东艺, 黄保祥, 等. 类金刚石涂层刀具现场切削性能及失效机理[C].珠三角光电产业与真空科技创新论坛暨广东省真空学会2016年学术年会论文集, 2016: 91-96. [20] 张而耕, 张致富, 周琼, 等. 两种DLC涂层对ZL108铝合金干式铣削性能的影响[J]. 表面技术, 2020, 49(1): 356-363. [21] 张志强, 向道辉, 胡永伟, 等. 织构对硼掺杂金刚石涂层刀具摩擦学性能的影响[J]. 中国表面工程, 2021, 34(1): 50-59. doi: 10.11933/j.issn.1007-9289.20201220001 [22] 杨芳儿, 高蔓斌, 张继, 等. 类金刚石/对称N-梯度CNx多层膜的制备及摩擦性能[J]. 硅酸盐学报, 2021, 49(10): 2154-2163. [23] 郭培林, 贾倩, 孟树文, 等. 元素掺杂对类金刚石薄膜摩擦学性能的影响[J]. 中国表面工程, 2021, 34(4): 19-29. doi: 10.11933/j.issn.1007-9289.20210324002 [24] 魏秋平. 通过热丝化学气相沉积在WC-Co基板上通过各种预处理合成微晶或纳米结晶金刚石薄膜[J]. 应用表面科学, 2010, 256(13): 4357-4364. [25] 刘蒙. 2219铝合金铣削有限元仿真及参数优化研究[D]. 天津: 天津职业技术师范大学, 2017. [26] 刘亚俊. 金属切削加工中切屑卷曲机理的研究[D]. 广州: 华南理工大学, 1999. [27] 崔晓斌. 淬硬钢高速铣削中的切屑温度及其对切屑形态、切削力和表面粗糙度的影响[J]. 国际先进制造技术, 2015, 77: 2209-2219. [28] 王月瑶. 干摩擦/水润滑条件下金刚石涂层的摩擦磨损性能研究[D]. 沈阳: 沈阳建筑大学, 2022. [29] 张而耕. 类金刚石涂层的研究进展及其应用[J]. 粉末冶金工业, 2015, 25(5): 60-65. doi: 10.13228/j.boyuan.issn1006-6543.20150007 [30] 于紫昭. 铣刀切削刃曲率对刀具磨损影响研究[D]. 天津: 天津理工大学, 2022. -

 下载:
下载:


 点击查看大图
点击查看大图
图(12) / 表(5)
计量
- 文章访问数: 90
- HTML全文浏览量: 11
- PDF下载量: 119
- 被引次数: 0


