

Research on deformation control method during the machining of turbine disk fir-tree slot
-
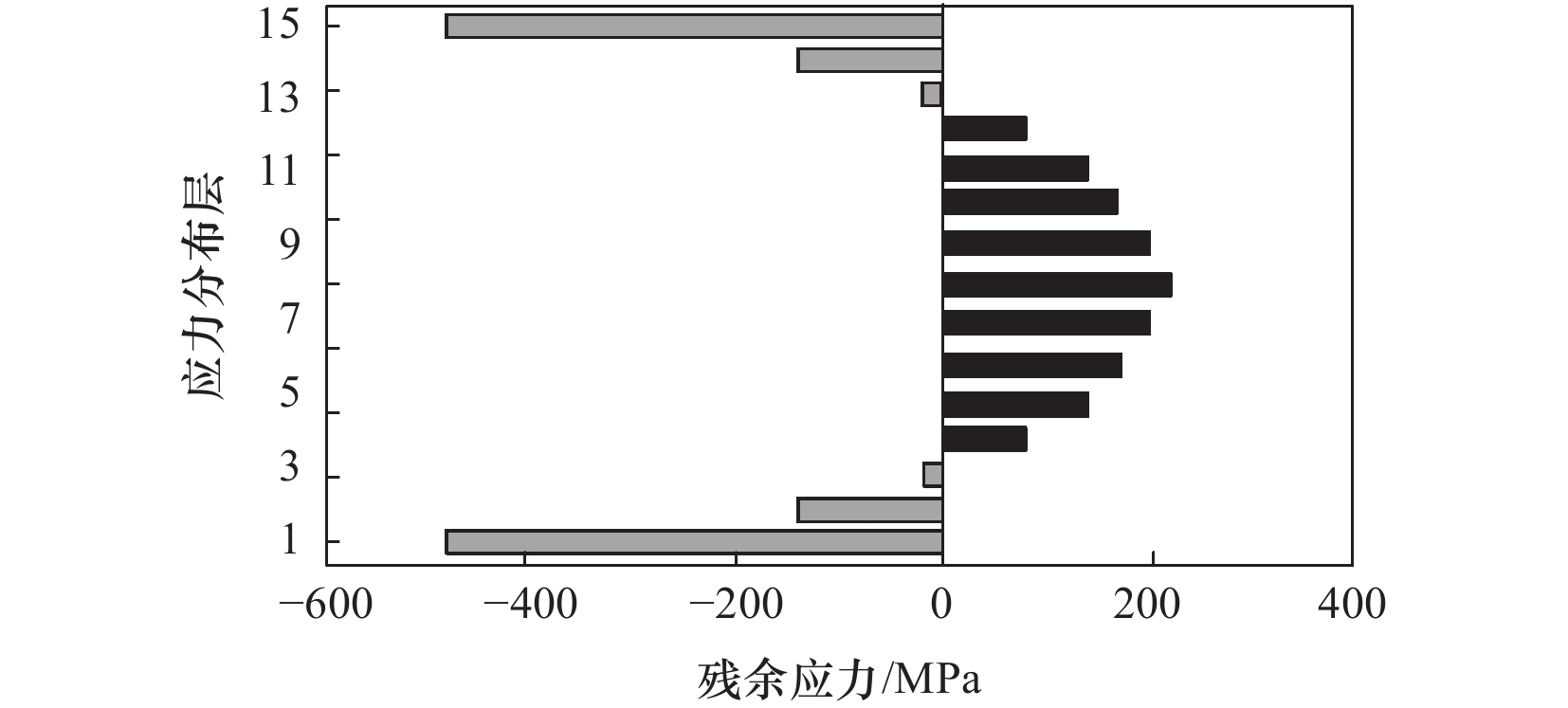
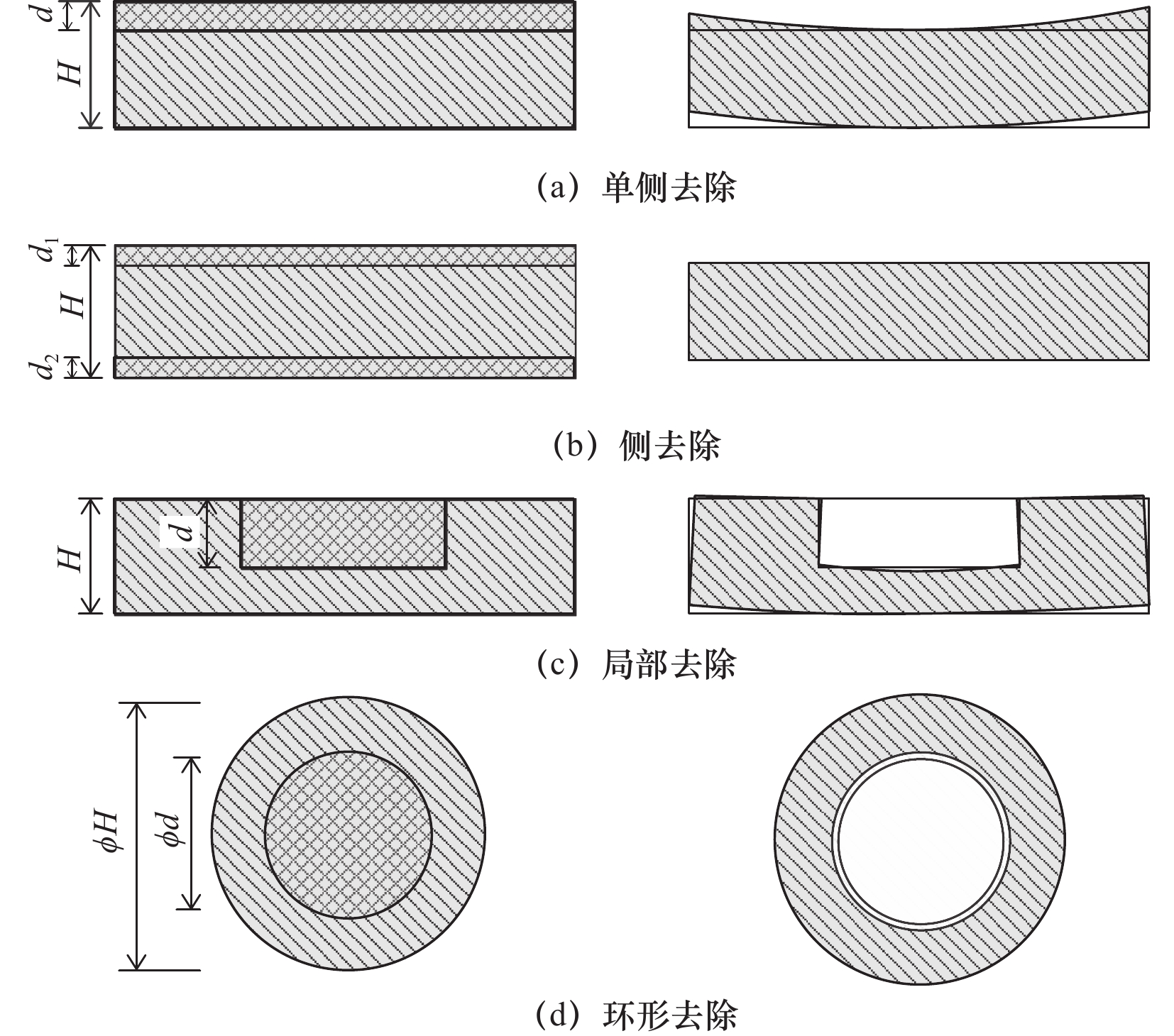
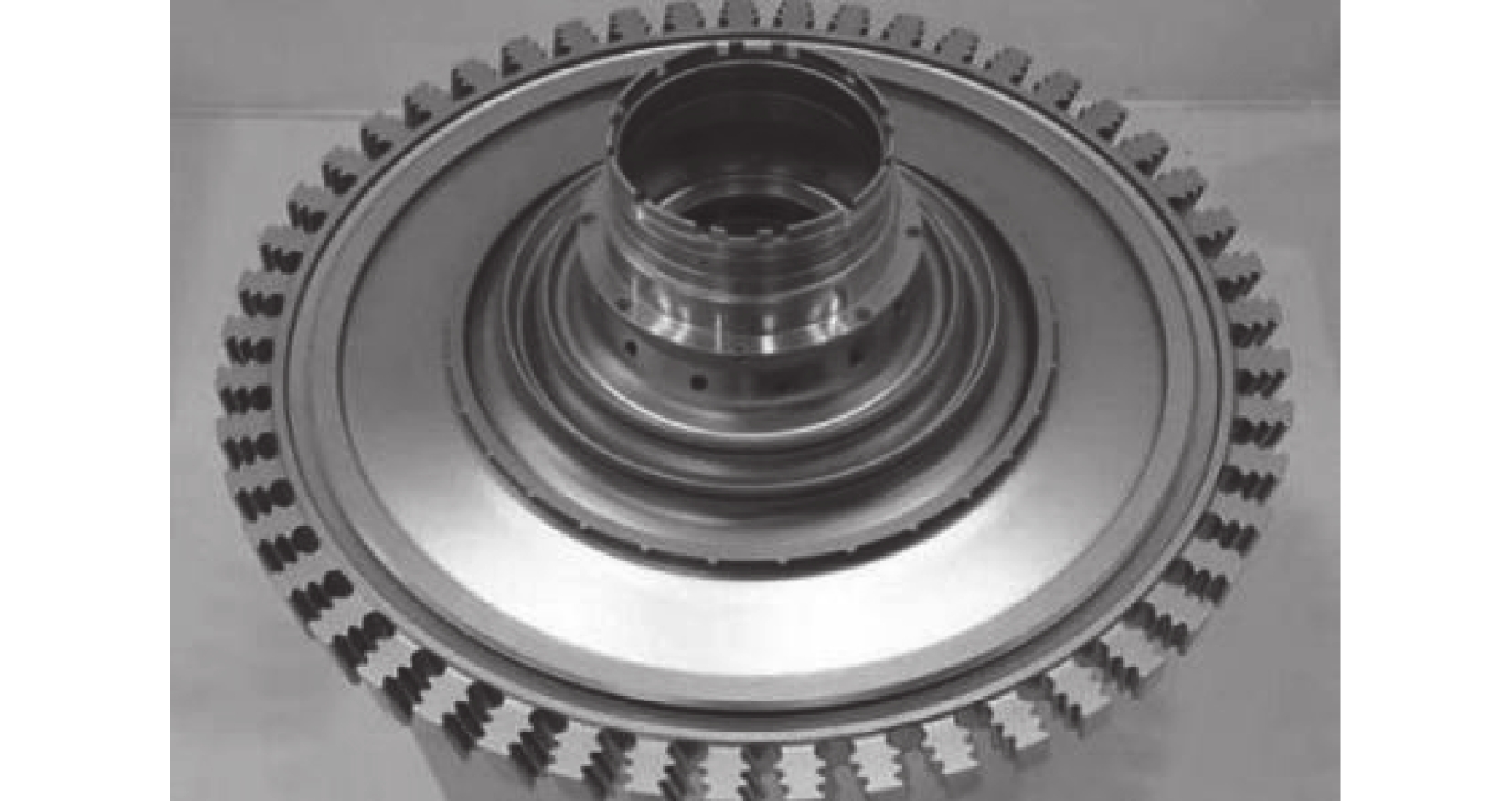
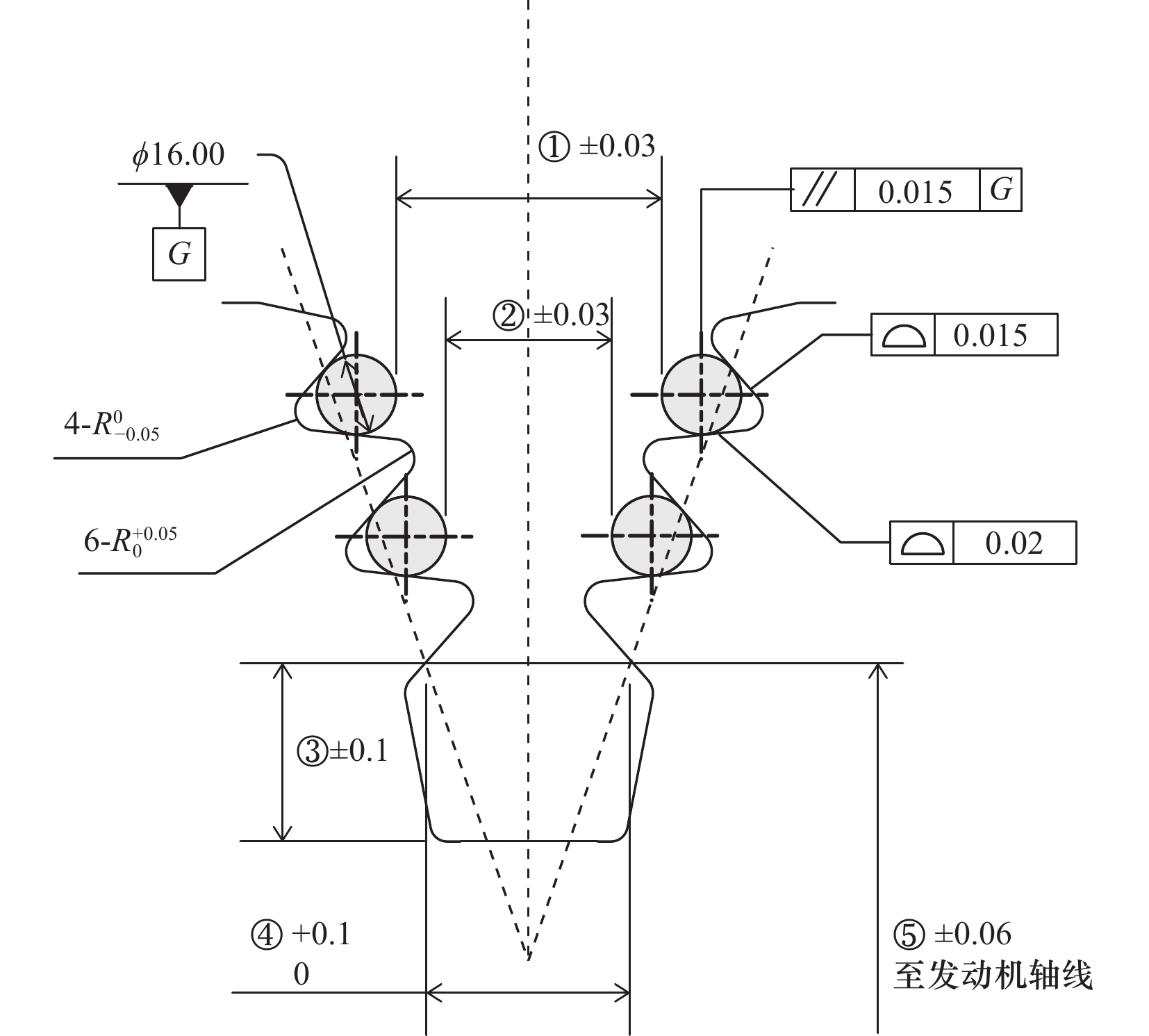
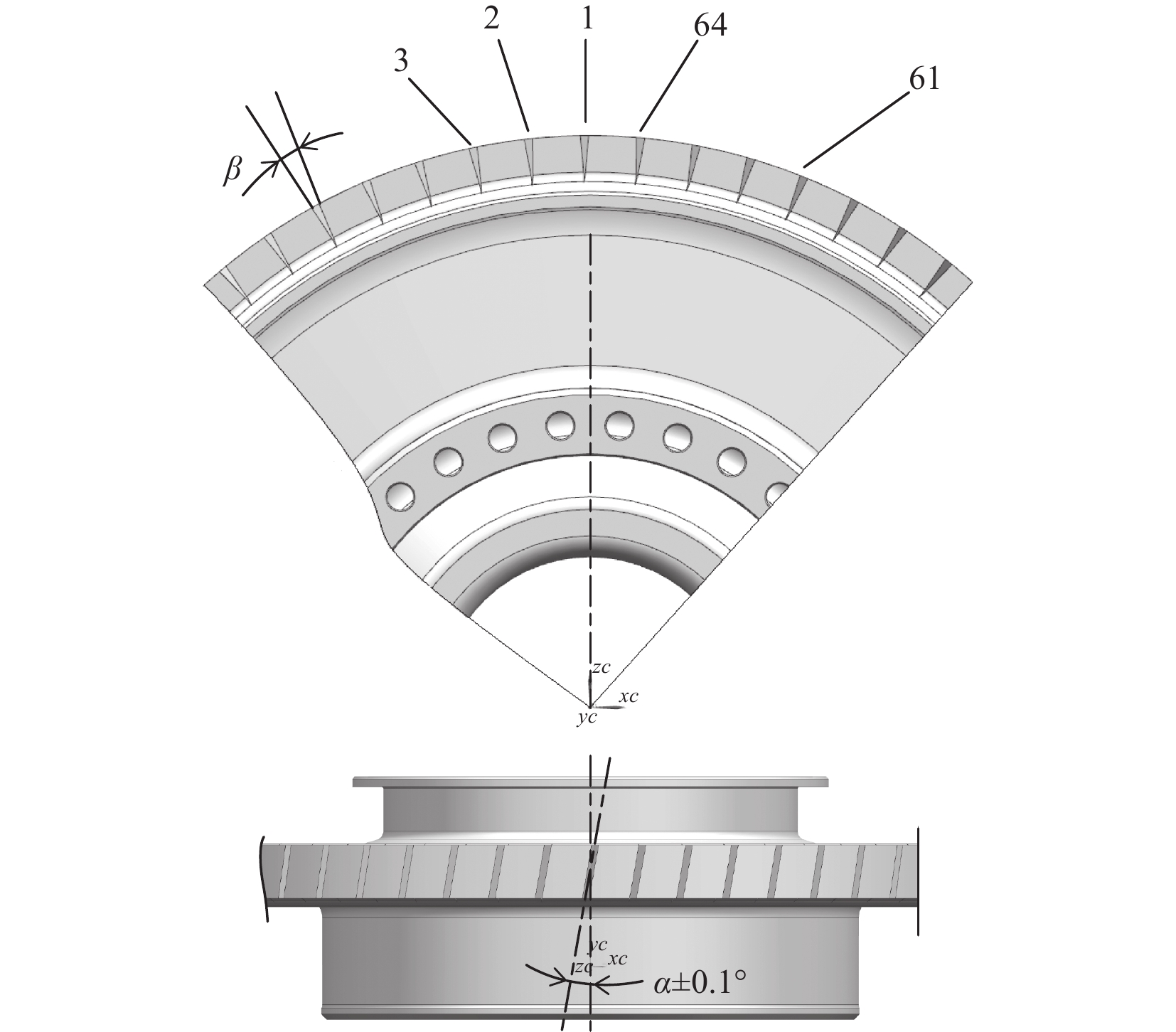
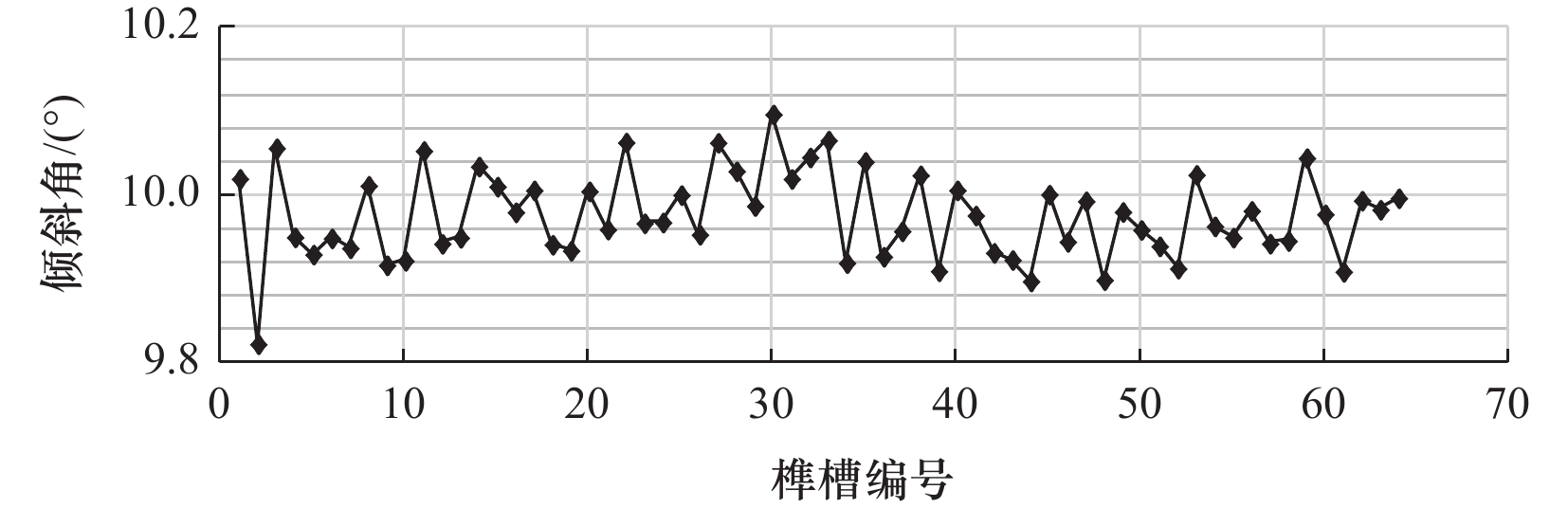
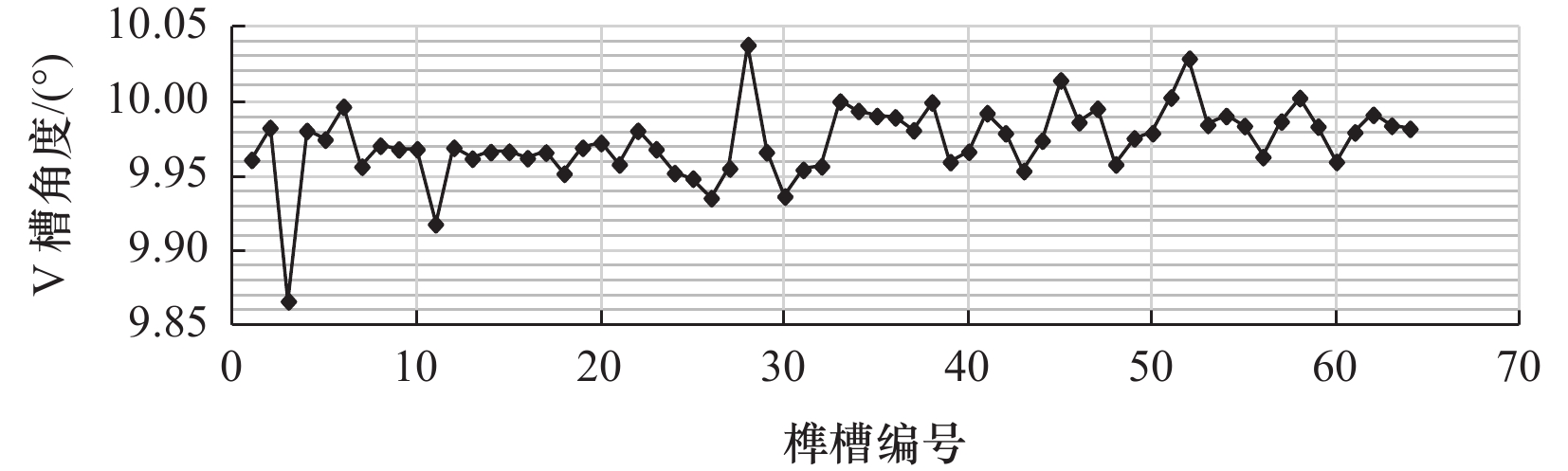
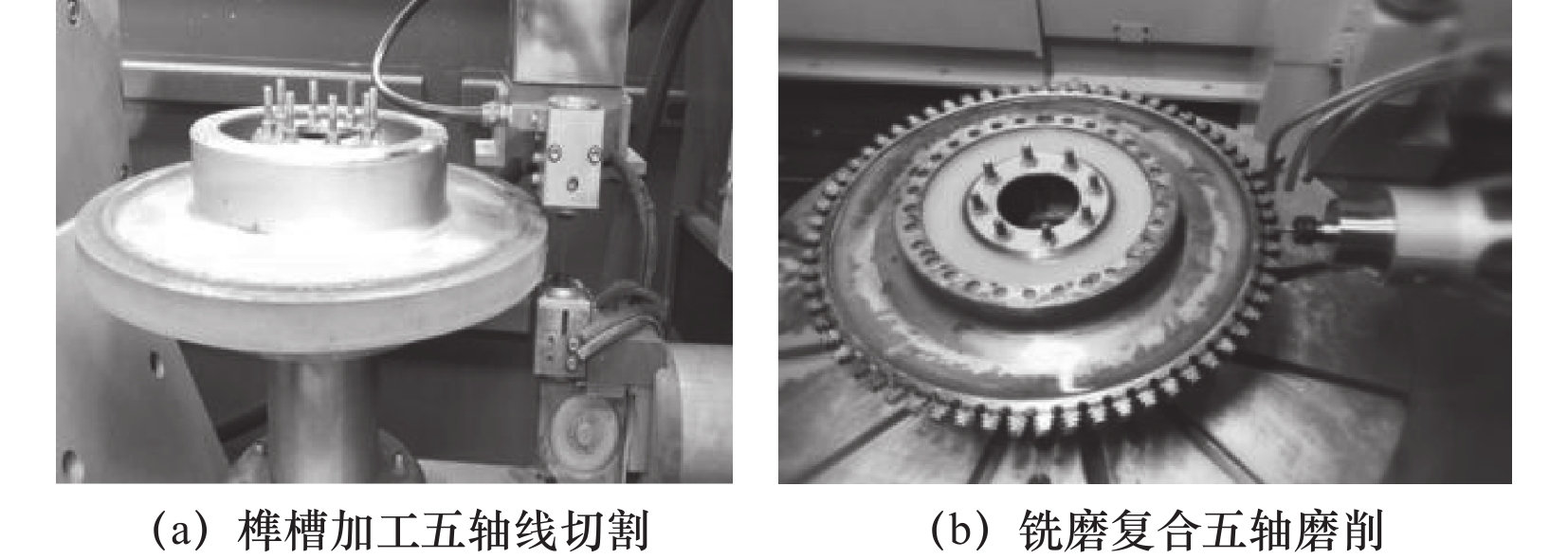
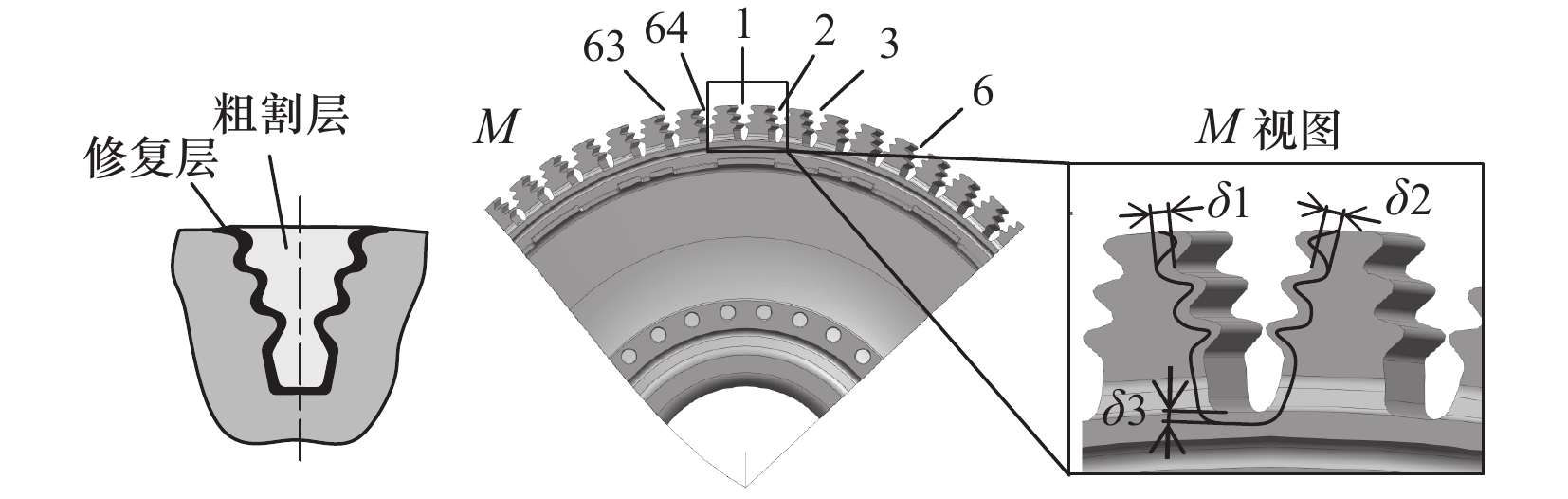
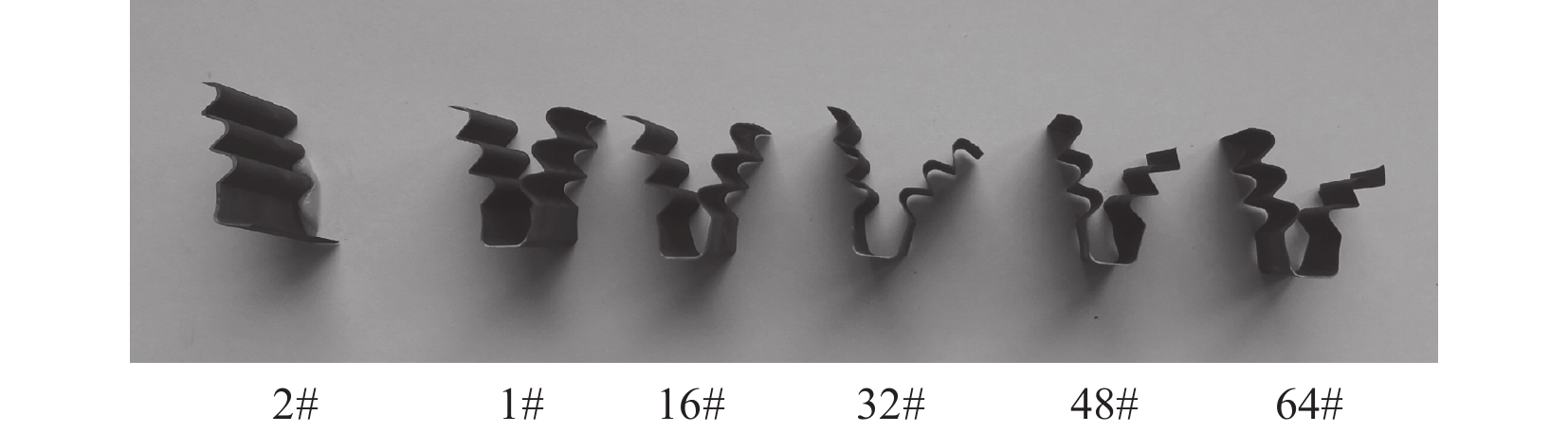
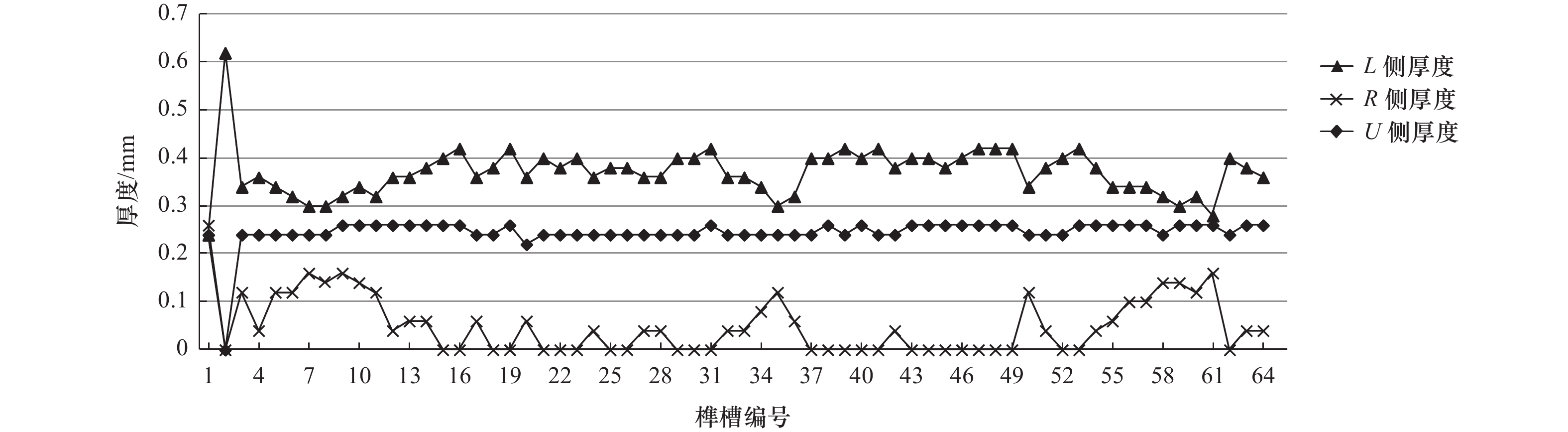
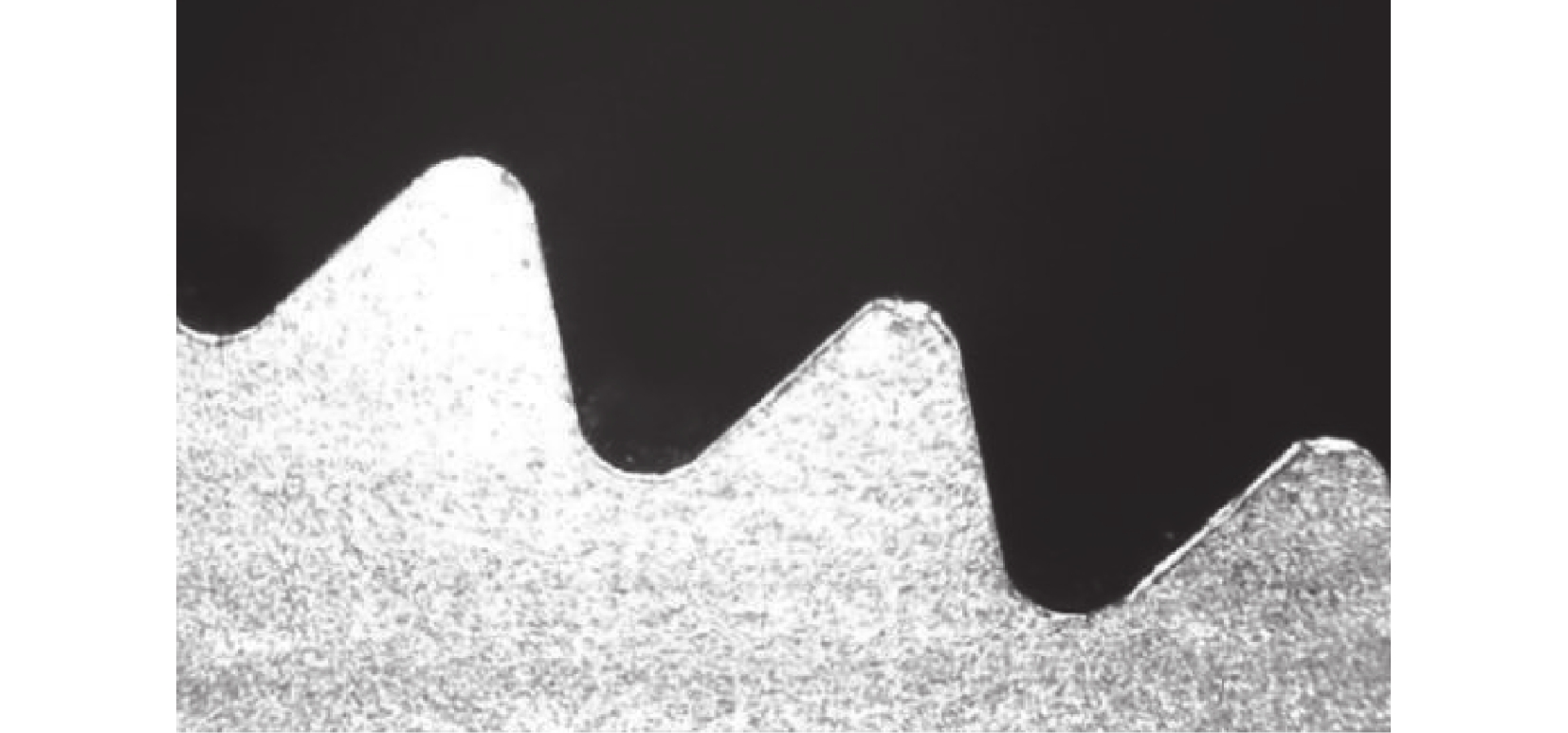
摘要: 涡轮盘毛坯粉末冶金制备工艺过程中形成的内部残余应力是影响榫槽尺寸精度和使用稳定性的重要因素。分析了加工过程中材料残余应力导致变形的机理,提出了“线切割+磨削”的变形控制组合加工工艺。针对涡轮盘榫槽的加工变形特点,设计V形槽实验测量出了涡轮盘残余应力变形规律,进而提出采用大余量粗切释放应力、小余量精切修复变形的加工工艺,此方法可有效控制榫槽加工中的残余应力变形,保证了磨削工序的余量均匀。通过磨削去除重融层并保证精度的使涡轮盘榫槽精加工余量获得较好的一致性。最终,磨削后的精度比设计要求提高了50%以上。Abstract: Internal residual stress formed during powder metallurgy preparation of turbine disk blank. It was an important factor affecting the dimensional accuracy and service stability of fir-tree slot. After analyzing the mechanism of deformation caused by material residual stress in machining process, this paper puts forward the combined machining technology of deformation control of "WEDM + Grinding". According to the machining deformation characteristics of fir-tree slot, V-groove experiment was designed to measure the residual stress deformation law of turbine disk. Furthermore, the machining technology of using large margin coarse cutting to release stress and then using small margin precision cutting to repair deformation was put forward. This method can effectively control the residual stress and deformation in tenon groove machining and ensure the uniform margin in grinding process. The remelting layer was removed by grinding and the precision was ensured so that the fine machining allowance of turbine disk mortise and groove can be well consistent. Finally, the grinding accuracy was improved by more than 50% compared with the design requirements.
-
Key words:
- residual stress /
- powder metallurgical /
- WEDM /
- deformation control /
- grinding
-
表 1 涡轮盘榫槽加工工序
工序 工步 内容与作用 余量 线切割 粗割榫槽 去除榫槽大余量,充分释放材料残余应力 1~1.5 mm或按需 半精割榫槽 按照榫槽形状切割,等距离控制余量 0.6~1 mm 修复榫齿表面 微量去除,快速切割,确保后续工序余量均匀 0.4~0.6 mm 磨削 磨削锯齿面 成形砂轮磨削锯齿面至成形,去除重融层 0 mm 磨削槽底 成形砂轮磨削榫槽底部至成形,去除重融层 0 mm  下载: 导出CSV
下载: 导出CSV
-
[1] Karadge M, Grant B, Withers P J, et al. Thermal relaxation of residual stresses in nickel-based superalloy inertia friction welds[J]. Metallurgical & Materials Transactions A, 2011, 42: 2301-2311. [2] Foss B J, Gray S, Hardy M C, et al. Analysis of shot-peening and residual stress relaxation in the nickel-based superalloy RR1000[J]. Acta Mater, 2013, 61: 2548-2559. doi: 10.1016/j.actamat.2013.01.031 [3] Aba-Perea P E, Pirling T, Preuss M. In-situ residual stress analysis during annealing treatments using neutron diffraction in combination with a novel furnace design[J]. Mater. Des., 2016, 110: 925-931. doi: 10.1016/j.matdes.2016.07.078 [4] 毕中南, 秦海龙, 董志国, 等. 高温合金盘锻件制备过程残余应力的演化规律及机制[J]. 金属学报, 2019, 55(9): 1160-1174. doi: 10.11900/0412.1961.2019.00089 [5] 王骏腾. 薄壁件铣削残余应力变形的感知预测与工艺优化方法[D]. 西安: 西北工业大学, 2018. [6] 郑耀辉, 王朋, 王明海, 等. 不同加工顺序对薄壁件加工变形的仿真研究[J]. 组合机床与自动化加工技术, 2018(5): 157-160. doi: 10.13462/j.cnki.mmtamt.2018.05.041 [7] 王民, 刘宇男, 孙国智, 等. 初始残余应力和切削残余应力对薄壁件加工变形的影响[J]. 北京工业大学学报, 2017, 43(8): 1141-1147. [8] Ghasri-Khouzani M, Peng H, Rogge R, et al. Experimental measurement of residual stress and distortion in additively manufactured stainless steel components with various dimensions[J]. Materials Science and Engineering A, 2017, 707: 689-700. doi: 10.1016/j.msea.2017.09.108 [9] Masoudi S, Amirian G, Saeedi E, et al. The effect of quenchinduced residual stresses on the distortion of machined thin-walled parts[J]. J. Mater. Eng. Perform., 2015, 24: 3933-3941. doi: 10.1007/s11665-015-1695-7 [10] 王运巧, 梅中义, 范玉青. 薄壁弧形件装夹布局有限元优化[J]. 机械工程学报, 2005(6): 214-217,223. doi: 10.3321/j.issn:0577-6686.2005.06.041 [11] Zhang Z K, Yue Z F, Wen Z X, et al. Study on fatigue properties of turbine disk groove modeling specimens of GH4720 alloy[J]. Rare Metal Materials & Engineering, 2014, 43(1): 42-46. [12] Xie M L, Zhong P D, Xi N S, et al. Analysis of fracture failure of fir-tree serrations of stage II turbine disks[J]. Engineering Failure Analysis, 2000, 7(4): 249-260. doi: 10.1016/S1350-6307(99)00022-9 [13] 于建华, 张渝. 粉末冶金涡轮盘精密加工技术研究现状[J]. 航空制造技术, 2018, 61(15): 28-36. doi: 10.16080/j.issn1671-833x.2018.15.028 [14] Klocke F, Klink A, Veselovac D, et al. Turbomachinery component manufacture by application of electrochemical, electro-physical and photonic processes[J]. CIRP Annals - Manufacturing Technology, 2014, 63(2): 703-726. doi: 10.1016/j.cirp.2014.05.004 [15] 于建华. 一种高温合金盘件榫槽的加工方法: 中国, ZL 201810135853.4[P]. 2020-07-02. -

 下载:
下载:



 点击查看大图
点击查看大图

图(15) / 表(1)
计量
- 文章访问数: 99
- HTML全文浏览量: 18
- PDF下载量: 23
- 被引次数: 0


