

Development of geometric location errors compensation system for power skiving
-
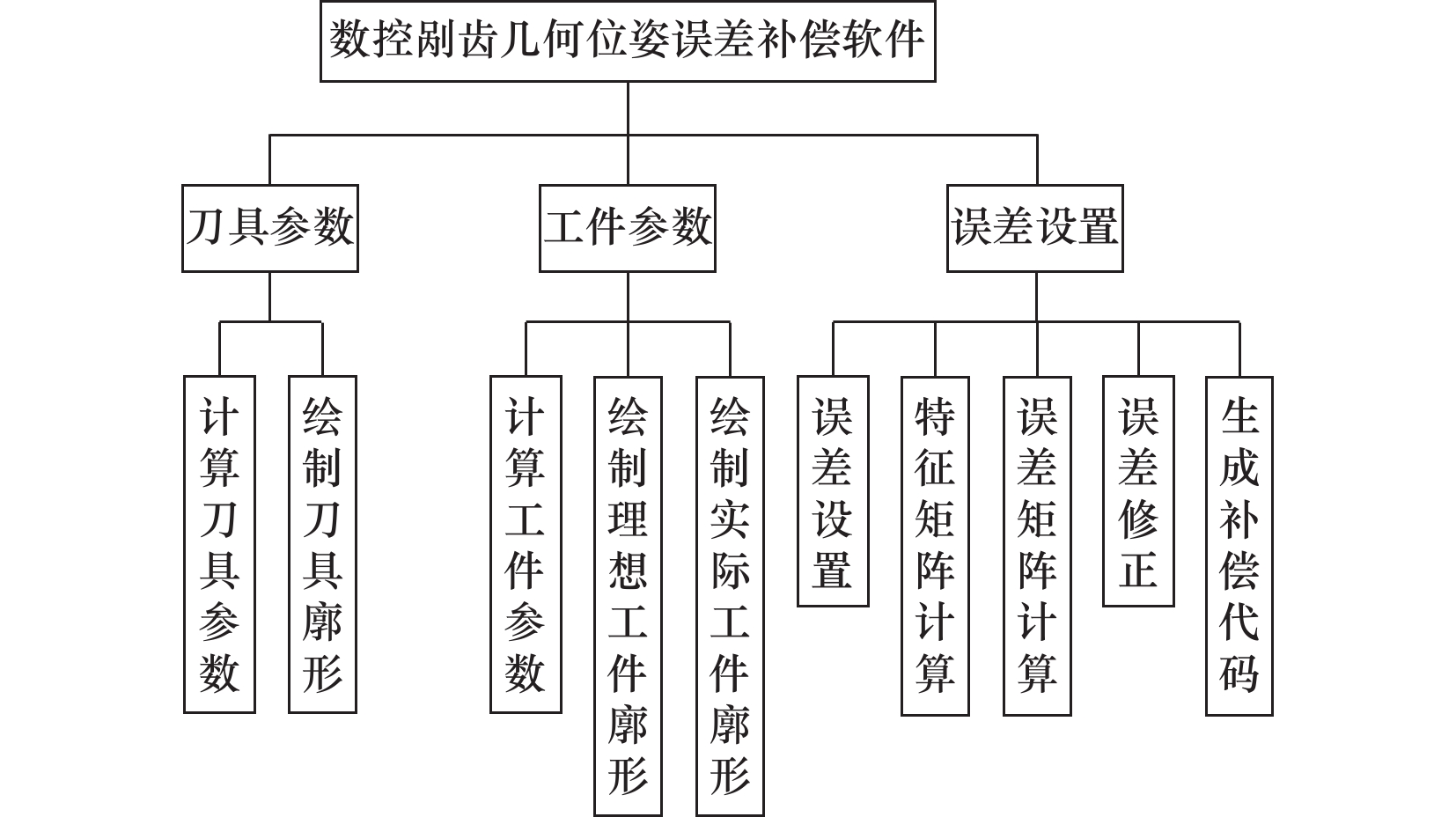
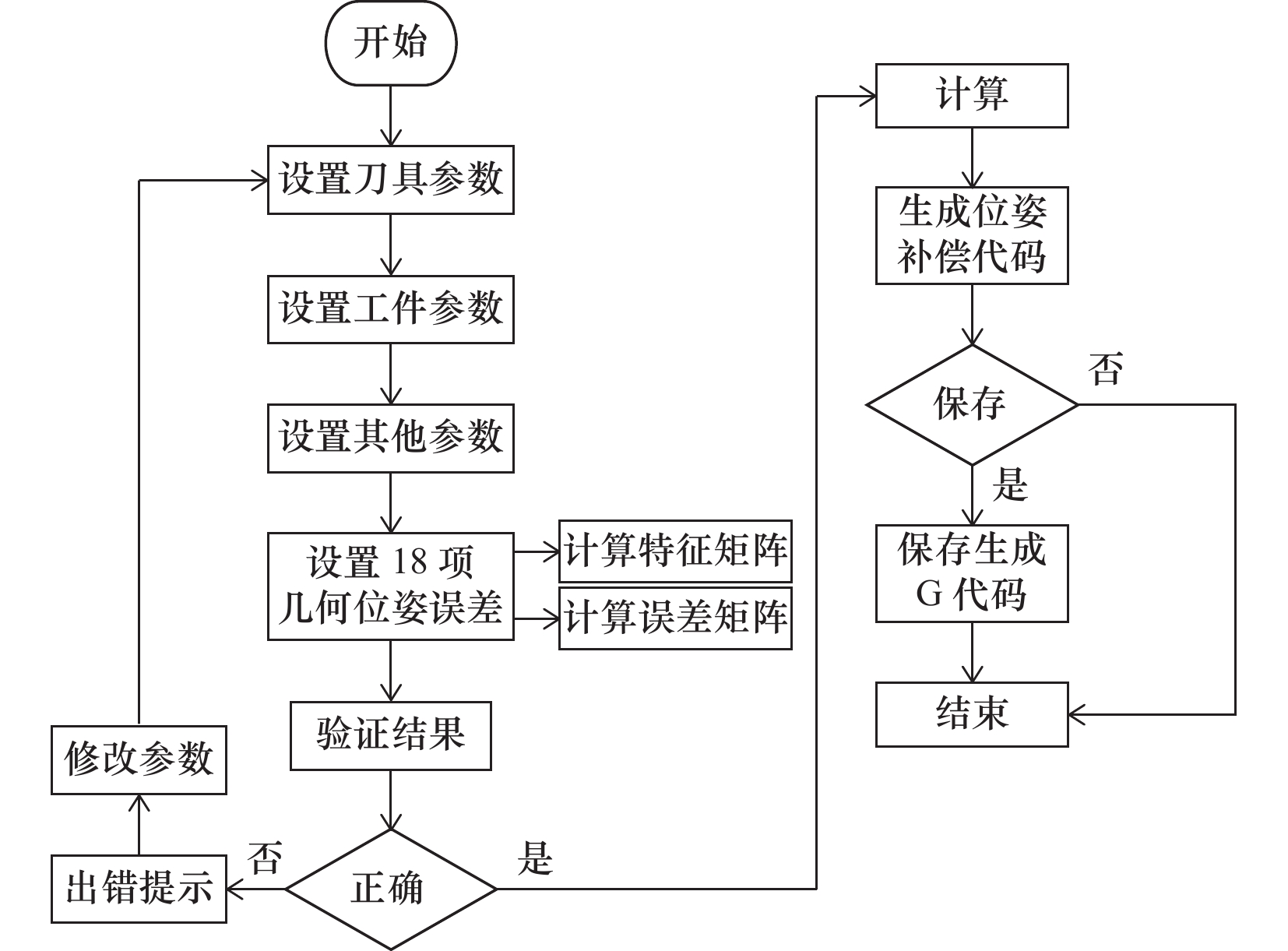
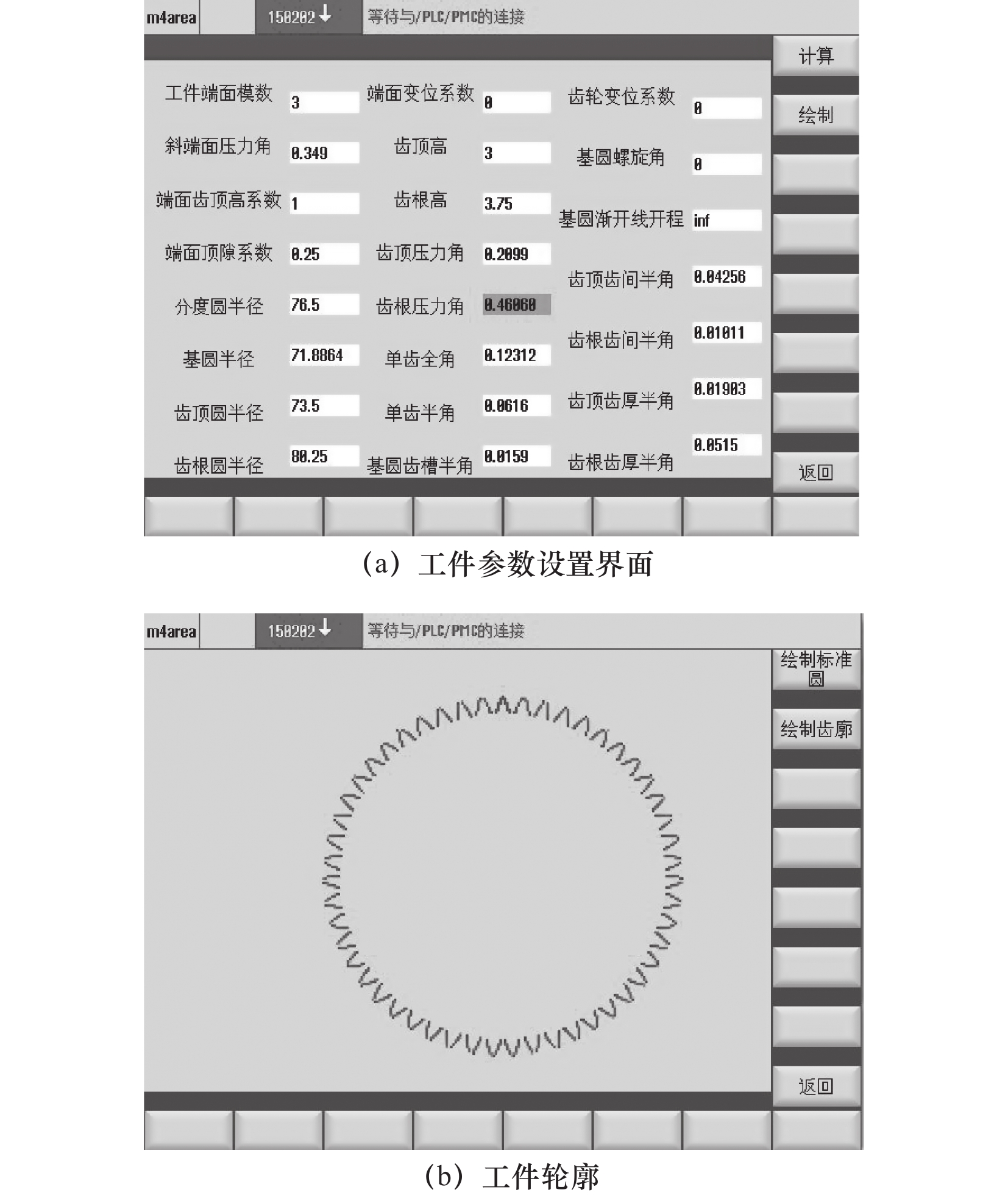
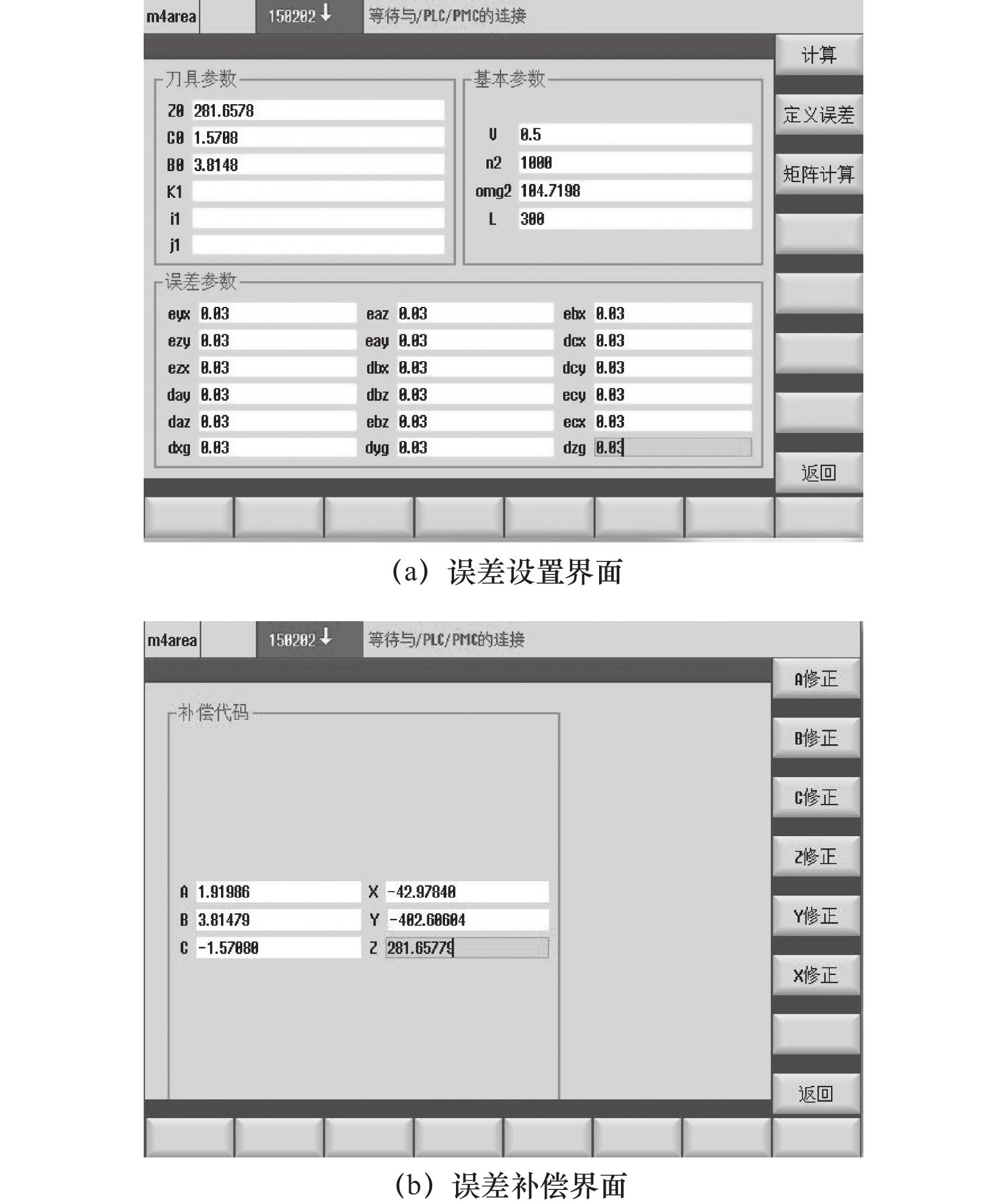
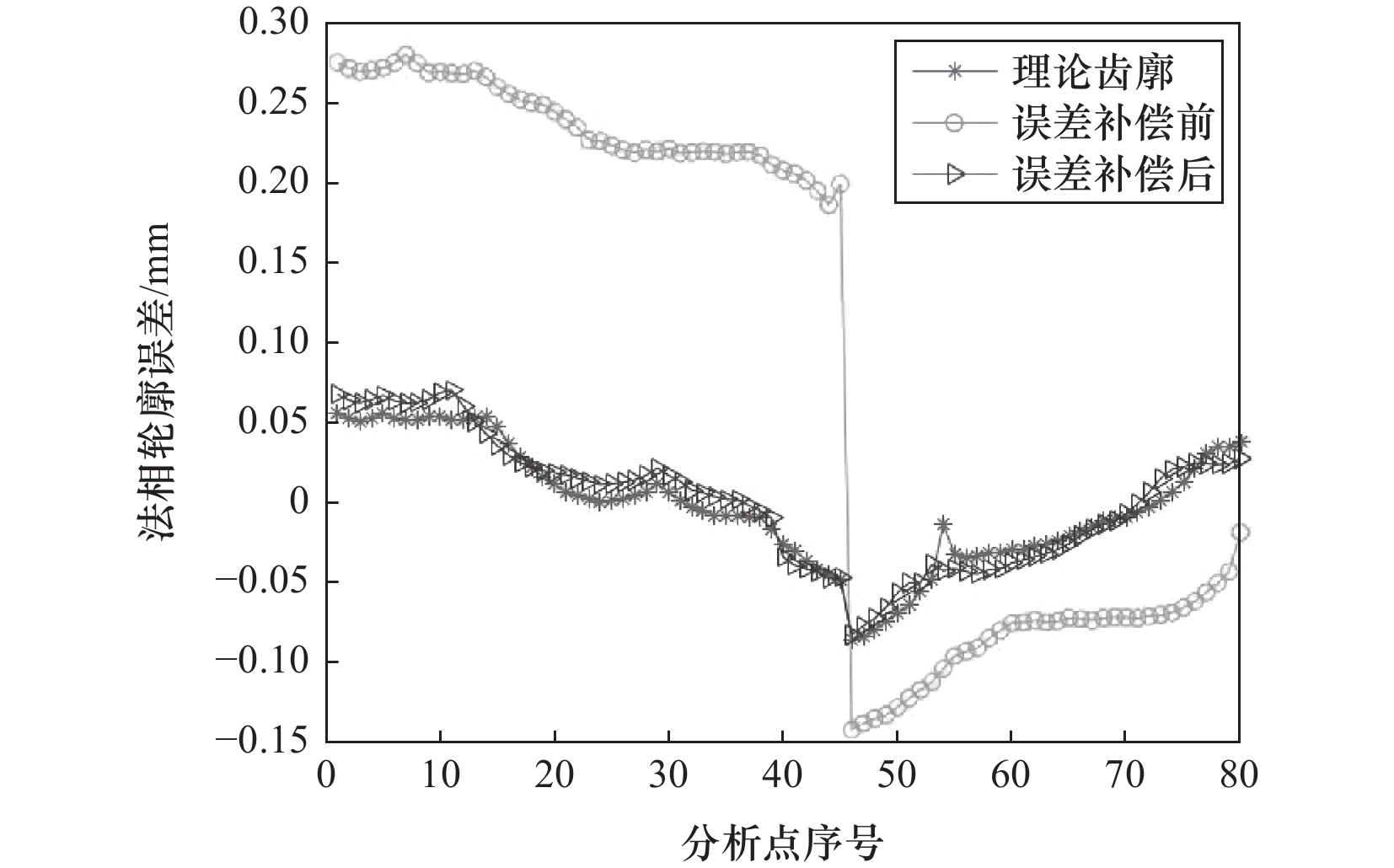
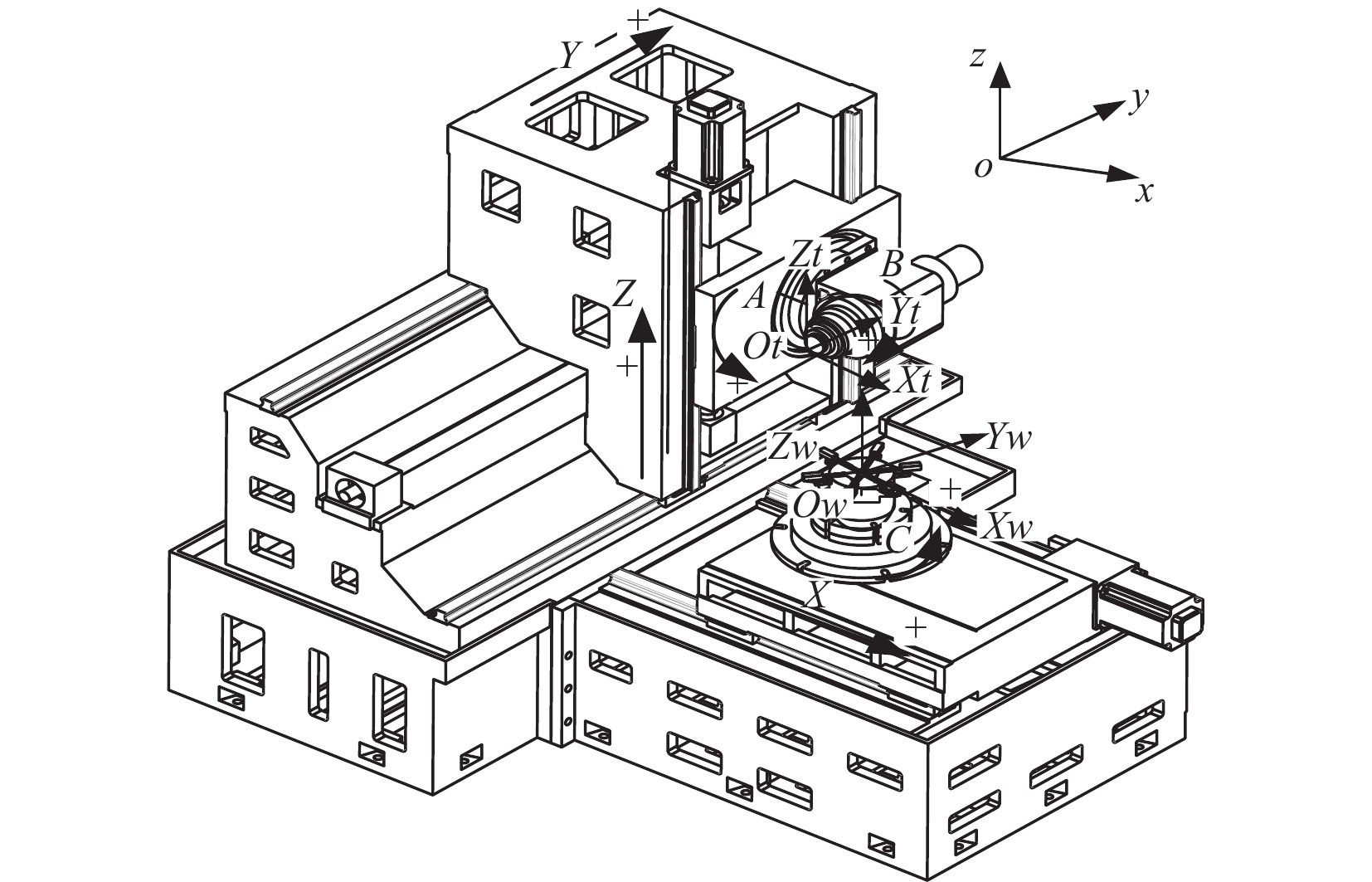
摘要: 针对数控剐齿机床制造和装配过程中产生的几何误差,开发出自动生成几何位姿误差补偿代码的系统。首先,基于剐齿加工原理和齐次坐标变换理论建立机床运动传动链,得到剐齿加工成形函数。然后,通过实际逆向运动学误差补偿方法对成形函数进行求解。最后,分析软件所需功能模块,在Qt跨平台开发框架下进行人机界面设计,使用C++编程语言编写程序,开发剐齿加工几何位姿误差补偿系统。该系统可实现刀具参数计算、工件参数计算以及几何位姿误差补偿G代码的自动生成。通过VERICUT模拟加工,验证了该系统的正确性,结果表明补偿后齿轮精度得到了提升。本系统的开发为实现剐齿几何误差自动补偿提供了理论和实践基础。Abstract: For the geometric errors generated during the manufacturing and assembly of numerical control power skiving machine tool, a system for automatically generating geometric location error compensation code is developed. Firstly, based on the principles of gear power skiving and the homogeneous coordinate transformation to establish the kinematic chain of machine tool, and the skiving forming function is obtained. Then, the forming function is solved by the actual inverse kinematics error compensation method. Finally, functional modules of software were analyzed, using Qt cross-platform development framework to design interface, using C++ write program, and developing an geometric location errors compensation system for power skiving. The system can realize the calculation of tool parameters, workpiece parameters and the automatic generation of G code for geometric location errors compensation. Through VERICUT simulation processing, the correctness of the system is verified. The results show that the gear accuracy after compensation is improved. The development of this system provides a theoretical and practical basis for realizing the automatic compensation of geometric errors.
-
Key words:
- power skiving /
- geometric location errors /
- error compensation /
- Qt /
- VERICUT
-
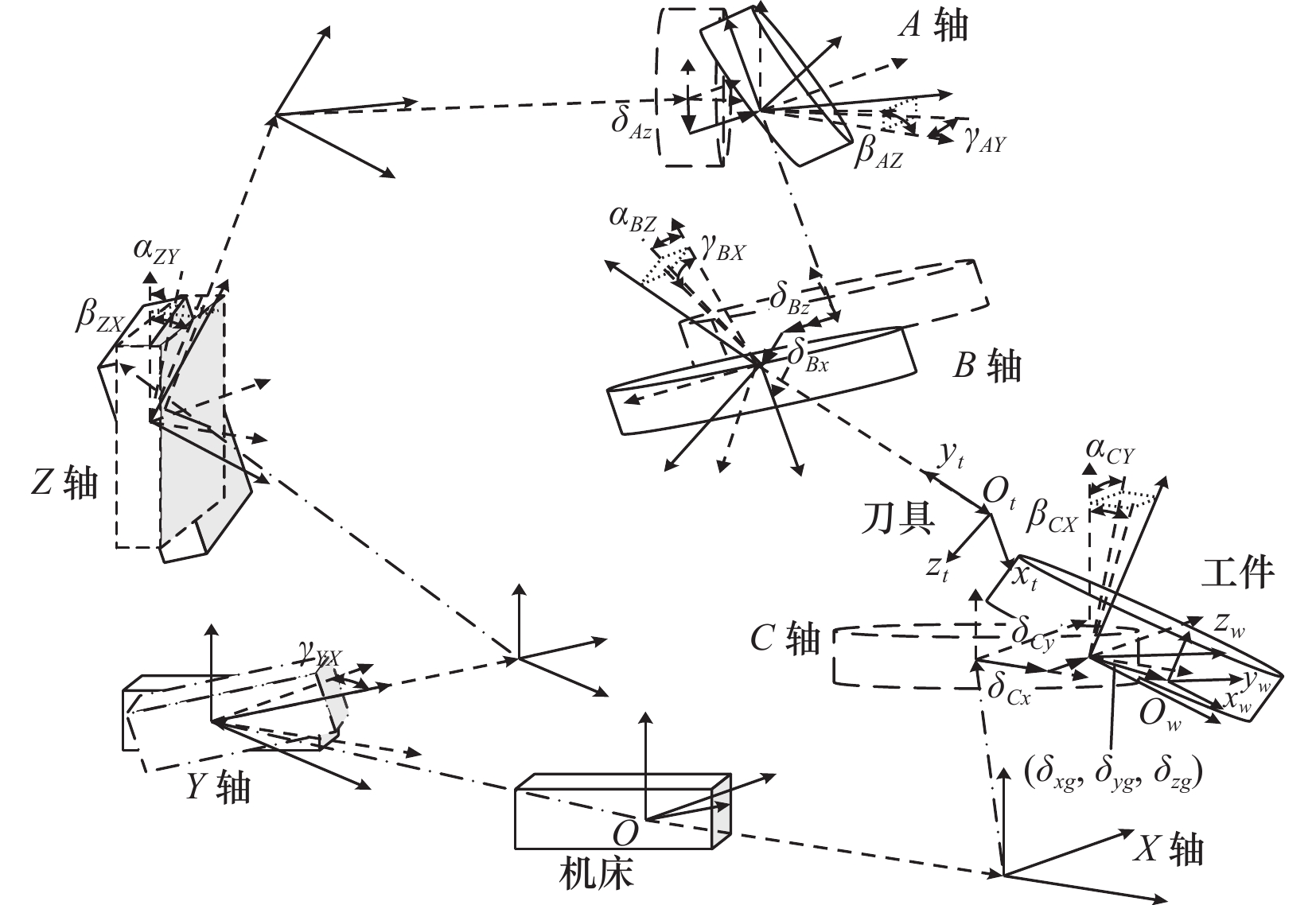
表 1 机床几何位姿误差项
误差项 误差含义 误差项 误差含义 δxg 工件在C轴x方向的位
置偏移误差γYX Y轴和X轴的垂直度误差 δyg 工件在C轴y方向的位
置偏移误差αZY Z轴和Y轴的垂直度误差 δzg 工件在C轴z方向的位
置偏移误差βZX Z轴和X轴的垂直度误差 δCx C轴在X轴x方向的位
置偏移误差αCY C轴和Y轴的垂直度误差 δCy C轴在X轴y方向的位
置偏移误差βCX C轴和X轴的垂直度误差 δAy A轴在Z轴y方向的位
置偏移误差βAZ A轴和Z轴的垂直度误差 δAz A轴在Z轴z方向的位
置偏移误差γAY A轴和Y轴的垂直度误差 δBx B轴在A轴x方向的位
置偏移误差αBZ B轴和Z轴的垂直度误差 δBz B轴在A轴z方向的位
置偏移误差γBX B轴和X轴的垂直度误差  下载: 导出CSV
下载: 导出CSV
-
[1] 黄筱调, 阳辉, 郭二廓, 等. 现代齿轮先进切削理论及方法[J]. 机械设计与制造工程, 2016, 45(10): 13-24. doi: 10.3969/j.issn.2095-509X.2016.10.002 [2] 李佳, 陈新春, 张鸿源. 圆柱齿轮剐齿技术[J]. 机械工程学报, 2011, 47(19): 193-198. [3] 李佳, 杨唐军, 王鹏, 等. 等前角剐齿刀设计计算方法[J]. 机械科学与技术, 2017, 36(12): 1877-1884. [4] 苏进展, 王远庆, 魏刚, 等. 内齿轮剐齿刀修形设计及优化[J]. 西安交通大学学报, 2021, 55(11): 147-153. [5] 郭二廓, 洪荣晶, 黄筱调, 等. 数控强力剐齿加工锥齿刀刃形计算[J]. 南京工业大学学报:自然科学版, 2015, 37(4): 57-62. [6] 陈复兴, 洪荣晶. 力致齿轮变形对剐齿加工精度的影响分析[J]. 制造技术与机床, 2020(12): 116-121. [7] 吴震宇, 王思明, 赵大兴, 等. 轴交角误差对内齿轮剐齿加工精度的影响分析[J]. 中国机械工程, 2019, 30(20): 2412-2423. doi: 10.3969/j.issn.1004-132X.2019.20.003 [8] 邱忠良, 王思明. 多因素影响下刮齿加工齿廓参数研究[J]. 机械传动, 2020, 44(11): 162-165,170. doi: 10.16578/j.issn.1004.2539.2020.11.027 [9] 郭二廓, 洪荣晶, 黄筱调, 等. 数控强力刮齿加工误差分析及补偿[J]. 中南大学学报:自然科学版, 2016, 47(1): 69-76. [10] 杨亚蒙, 黄筱调, 于春建, 等. 机床几何位姿误差对强力剐齿加工精度的影响及修正[J]. 计算机集成制造系统, 2019, 25(5): 1101-1111. [11] 康玲, 王时龙, 周杰, 等. 面向开放式数控的滚齿零编程技术研究与实现[J]. 制造技术与机床, 2008(1): 58-61. doi: 10.3969/j.issn.1005-2402.2008.01.020 [12] 鲁淑叶. 基于“西门子”系统螺纹铣削的参数化编程[J]. 精密制造与自动化, 2018(1): 56-58. doi: 10.16371/j.cnki.issn1009-962x.2018.01.016 [13] 李红, 刘明玺. 西门子系统数控车床椭圆曲线回转曲面加工参数化编程探索[J]. 现代制造技术与装备, 2016(5): 43-44. [14] 刘晟, 洪荣晶, 孙小敏. 数控强力剐齿自动编程系统的开发[J]. 南京工业大学学报:自然科学版, 2018, 40(4): 59-64. [15] 莫绪伦. 共轭曲线齿轮滚切理论及成形磨削原理研究[D]. 重庆: 重庆大学, 2018. [16] 韩伟. 五轴联动数控机床空间误差建模及补偿技术研究[D]. 大连: 大连理工大学, 2021. [17] 林清锋. 五轴数控机床摆动轴几何误差的测量与辨识[J]. 机械制造与自动化, 2015, 44(4): 38-41. doi: 10.3969/j.issn.1671-5276.2015.04.012 [18] 蒋鹏飞, 田晓青, 姜阳, 等. 五轴义齿加工中心位置无关几何误差的辨识与补偿研究[J]. 合肥工业大学学报:自然科学版, 2020, 43(12): 1594-1600. [19] 唐宁敏. 多自由度非正交系统运动偏差自动修正补偿技术研究[D]. 杭州: 浙江理工大学, 2020. [20] 刘秀钰. 五轴数控机床工件曲面加工轨迹生成与安装位置优化[D]. 合肥: 合肥工业大学, 2019. [21] 张童童. 五轴机床旋转轴几何误差测量与辨识研究[D]. 长春: 吉林大学, 2022. [22] 阮晓光, 邰雪峰, 蔡安江, 等. 基于Pro/NC和VERICUT的曲面加工方法研究与应用[J]. 煤矿机械, 2015, 36(10): 283-285. doi: 10.13436/j.mkjx.201510117 -

 下载:
下载:



 点击查看大图
点击查看大图
图(9) / 表(1)
计量
- 文章访问数: 48
- HTML全文浏览量: 15
- PDF下载量: 24
- 被引次数: 0


