

Constant precision and variable parameter sampling algorithm for electrochemical micromachining
-
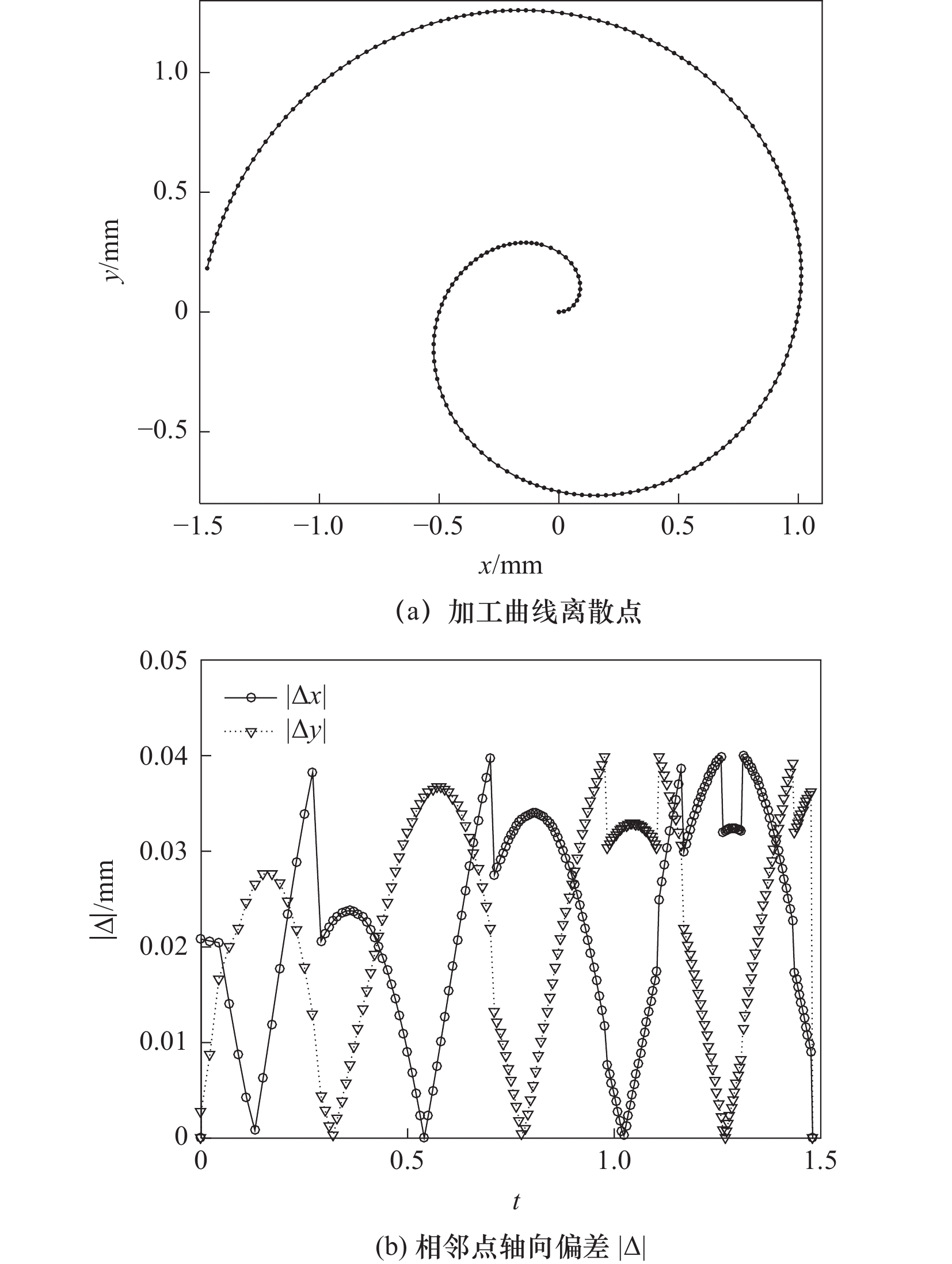
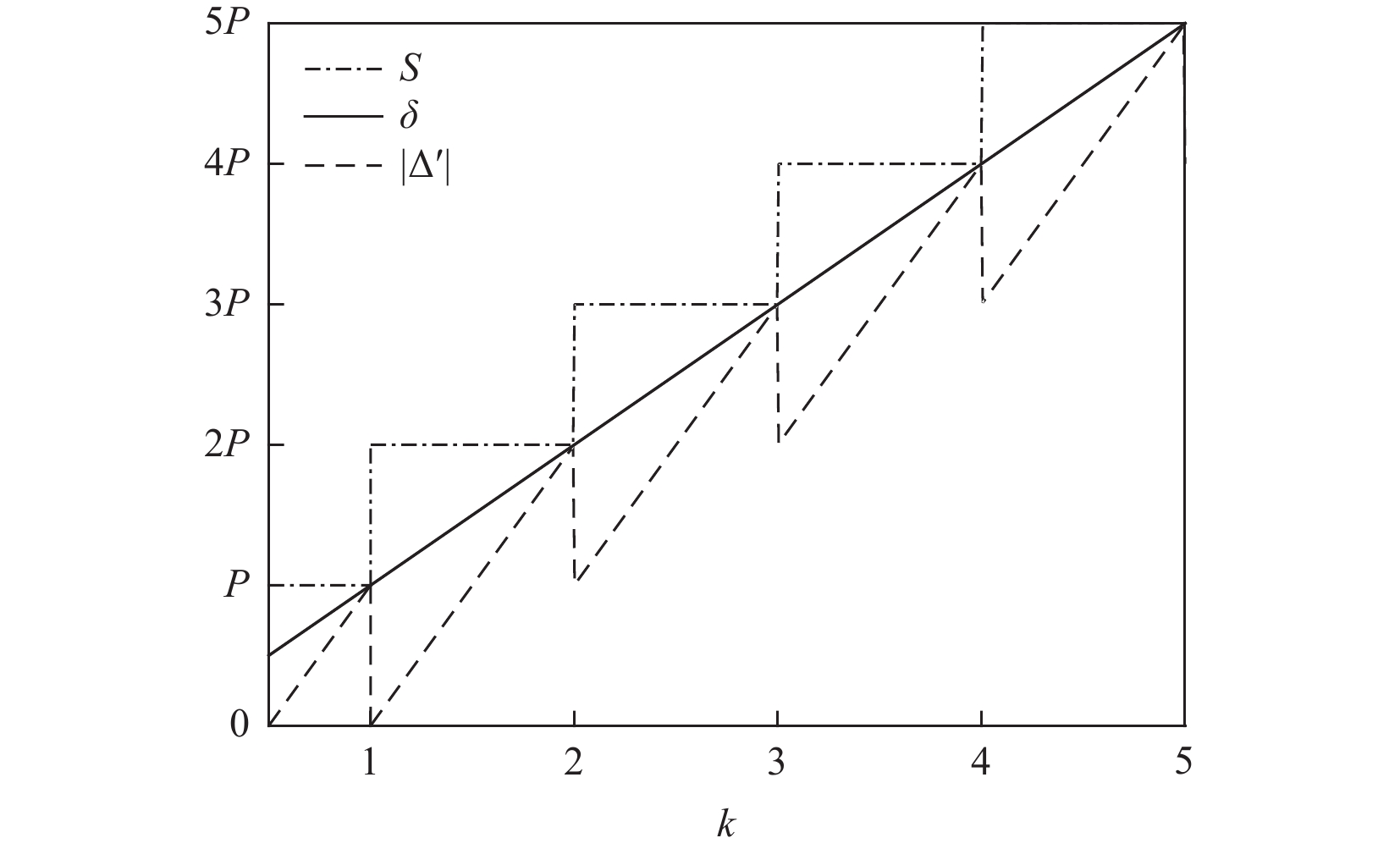
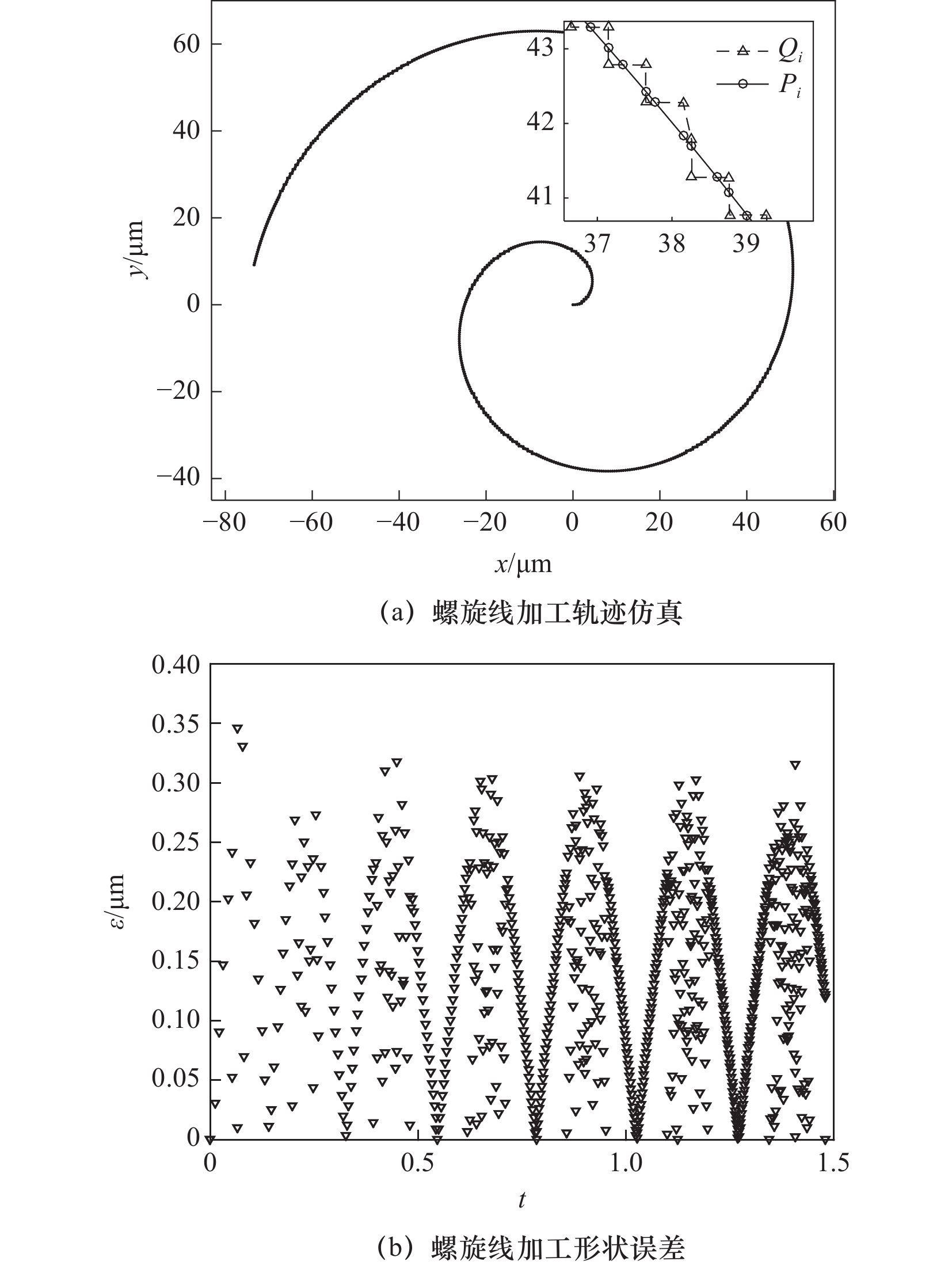
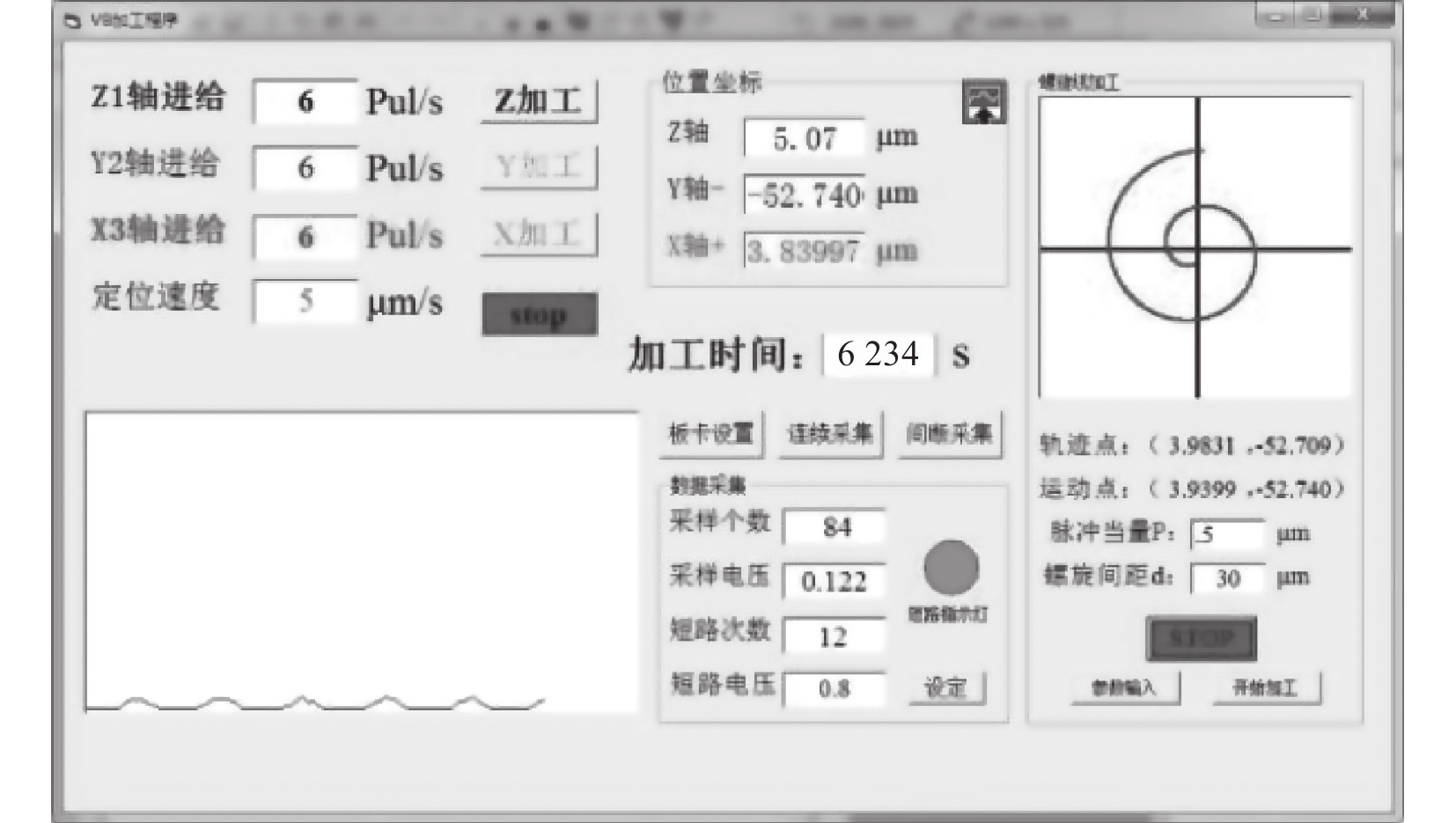
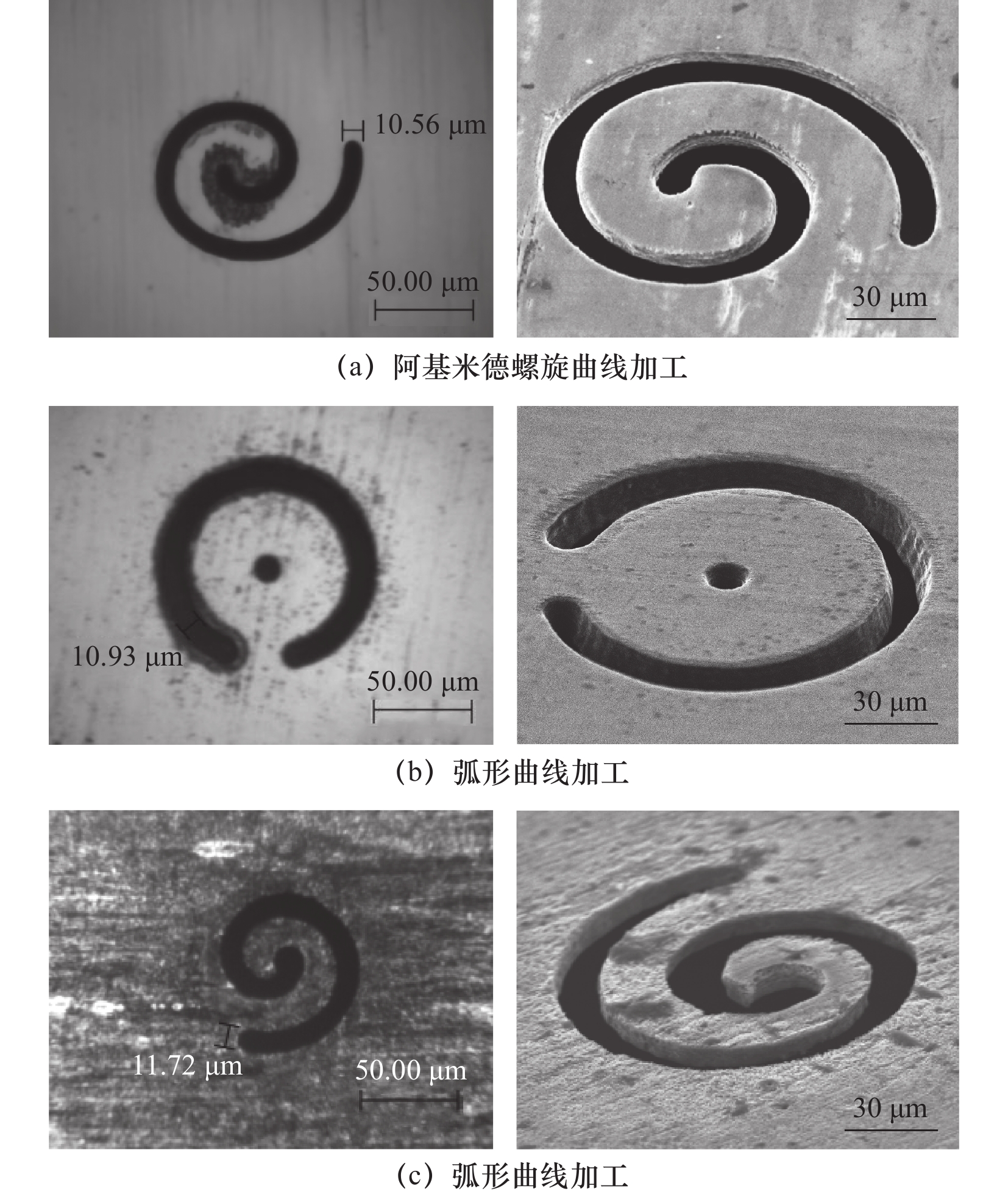
摘要: 针对微细电解加工使用传统宏观插补算法难以满足亚微米加工精度要求的问题,提出一种实现恒精度控制的变参数采样插补算法。通过对加工轴向偏差的在线测算,实时调控数据采样增量,优化刀具轨迹。引入精度控制系数实现参数曲线加工恒精度控制。利用MATLAB对算法加工轴向偏差和形状误差进行仿真,当精度控制系数k=1时,形状误差约为脉冲当量的0.69倍。基于该算法开展微结构电解加工实验,获得亚微米级加工精度。算法无需预存代码,根据加工状态在线求解机床运动,能够满足微细特种加工技术高精度加工需求。Abstract: In order to solve the problem that it is difficult to obtain sub-micron machining accuracy using traditional macro-interpolation algorithms in electrochemical micromachining, a variable-parameter sampling interpolation algorithm for constant-precision control is proposed. The data sampling increment is controlled in real time and the tool path is optimized by online measurement of the machining axial deviation. The precision control coefficient is introduced to realize constant precision control of parametric curve machining. The machining axial deviation and shape error of the algorithm are simulated by MATLAB. When the precision control coefficient k=1, the shape error is about 0.69 times of the pulse equivalent. The microstructure electromachining experiment was carried out using the algorithm and the sub-micron machining accuracy was obtained. The algorithm solves the machine tool motion online according to the machining state without pre-stored code, which can meet the high-precision machining requirements of special micromachining technology.
-
表 1 轴向偏差与程序命令执行表
|Δx| [0, kP] (kP, 2kP) [2kP, +∞) |Δy| [0, kP] 增大Δt,
返回(2)y轴暂停,x轴运行S 减小Δt,
返回(2)(kP, 2kP) x轴暂停,
y轴运行Sx轴和y轴分别运行S 减小Δt,
返回(2)[2kP, +∞) 减小Δt,
返回(2)减小Δt,返回(2) 减小Δt,
返回(2) 下载: 导出CSV
下载: 导出CSV
-
[1] 袁哲俊, 王先逵. 精密和超精密加工技术[M]. 2版. 北京: 机械工业出版社, 2007. [2] 袁巨龙, 张飞虎, 戴一帆, 等. 超精密加工领域科学技术发展研究[J]. 机械工程学报, 2010, 46(15): 161-177. [3] 李敏, 袁巨龙, 吴喆, 等. 复杂曲面零件超精密加工方法的研究进展[J]. 机械工程学报, 2015, 51(5): 178-191. [4] Zhang S J, To S, Zhang G Q, et al. A review of machine-tool vibration and its influence upon surface generation in ultra-precision machining[J]. International Journal of Machine Tools and Manufacture, 2015, 91: 34-42. doi: 10.1016/j.ijmachtools.2015.01.005 [5] 吴晓苏, 吴伟. 计算机数据采样插补算法及其在现代数控系统中的应用[J]. 机械设计与制造, 2005(8): 103-105. doi: 10.3969/j.issn.1001-3997.2005.08.048 [6] Emmendorfer L R, Dimuro G P. A point interpolation algorithm resulting from weighted linear regression[J]. Journal of Computational Science, 2021, 50(3): 101304. [7] 李志梅, 李克强, 赵东标. 自适应参数曲线插补算法研究[J]. 制造业自动化, 2014, 36(10): 89-92. doi: 10.3969/j.issn.1009-0134.2014.20.024 [8] 李双成, 陈兴媚. 逐点比较法椭圆插补运算研究[J]. 福建农机, 2016(4): 33-3,39. doi: 10.3969/j.issn.1004-3969.2016.04.010 [9] Omirou S L. Space curve interpolation for CNC machines[J]. Journal of Materials Processing Technology, 2003, 141: 343-350. doi: 10.1016/S0924-0136(03)00286-3 [10] 鲁毛毛, 刘宝泉, 徐梦杰, 等. NURBS曲线插补弓高误差的双向Hausdorff距离评估方法[J/OL]. 机械科学与技术, 2022, 41(2): 253-262. [11] 徐阳, 刘强. 一种改进的NURBS曲线直接插补算法[J]. 装备制造技术, 2016(7): 70-73. doi: 10.3969/j.issn.1672-545X.2016.07.022 [12] Wang J B, Yau H T. Real-time NURBS interpolator: application to short linear segments[J]. The International Journal of Advanced Manufacturing Technology, 2009, 41(11-12): 1169-1185. doi: 10.1007/s00170-008-1564-8 [13] Zhang S J, Zhou Y P, Zhang H J, et al. Advances in ultra-precision machining of micro structured functional surfaces and their typical applications[J]. International Journal of Machine Tools and Manufacture, 2019, 142: 16-41. doi: 10.1016/j.ijmachtools.2019.04.009 [14] 罗均, 谢少荣, 龚振邦. 面向MEMS的微细加工技术[J]. 电加工与模具, 2001(5): 1-6. doi: 10.3969/j.issn.1009-279X.2001.05.001 [15] Yang M Y, Park J H. A study on an open architecture CNC system with a NURBS interpolator for WEDM[J]. The International Journal of Advanced Manufacturing Technology, 2002, 19(9): 664-668. doi: 10.1007/s001700200111 [16] 陈昊, 陈默, 奚学程, 等. 基于单位弧长增量插补法的参数曲线电火花线切割插补方法研究[J]. 电加工与模具, 2015(4): 25-28. doi: 10.3969/j.issn.1009-279X.2015.04.005 [17] 毕俊喜, 薛志安, 王飞, 等. 一种新的逐点比较法圆弧插补算法的研究[J]. 机床与液压, 2016, 44(17): 102-104. doi: 10.3969/j.issn.1001-3881.2016.17.023 [18] 吴宝海, 王尚锦. 三维参数曲线的离散算法[J]. 机械科学与技术, 2004, 23(11): 1363-1365. doi: 10.3321/j.issn:1003-8728.2004.11.028 [19] 丁鹏, 杜娟, 刘鹏程, 等. 等弓高误差变步长算法求取刀触点的优化[J]. 工具技术, 2018, 52(9): 75-78. doi: 10.3969/j.issn.1000-7008.2018.09.029 [20] Yang J X, Hu Q, Ding H. A two-stage CNC interpolation algorithm for corner smoothing trajectories with geometric error and dynamics constraints[J]. Procedia CIRP, 2016, 56: 306-310. doi: 10.1016/j.procir.2016.10.022 [21] Zhao C J, Huang T Y, Wang J P, et al. Improve the precision of electrochemical micromachining with parabolic pulse current[J]. The International Journal of Advanced Manufacturing Technology, 2022.https://doi.org/10.1007/s00170-022-09482-9. -

 下载:
下载:




 点击查看大图
点击查看大图

图(10) / 表(1)
计量
- 文章访问数: 43
- HTML全文浏览量: 4
- PDF下载量: 9
- 被引次数: 0


