

Optimization of CFRP milling tool
-
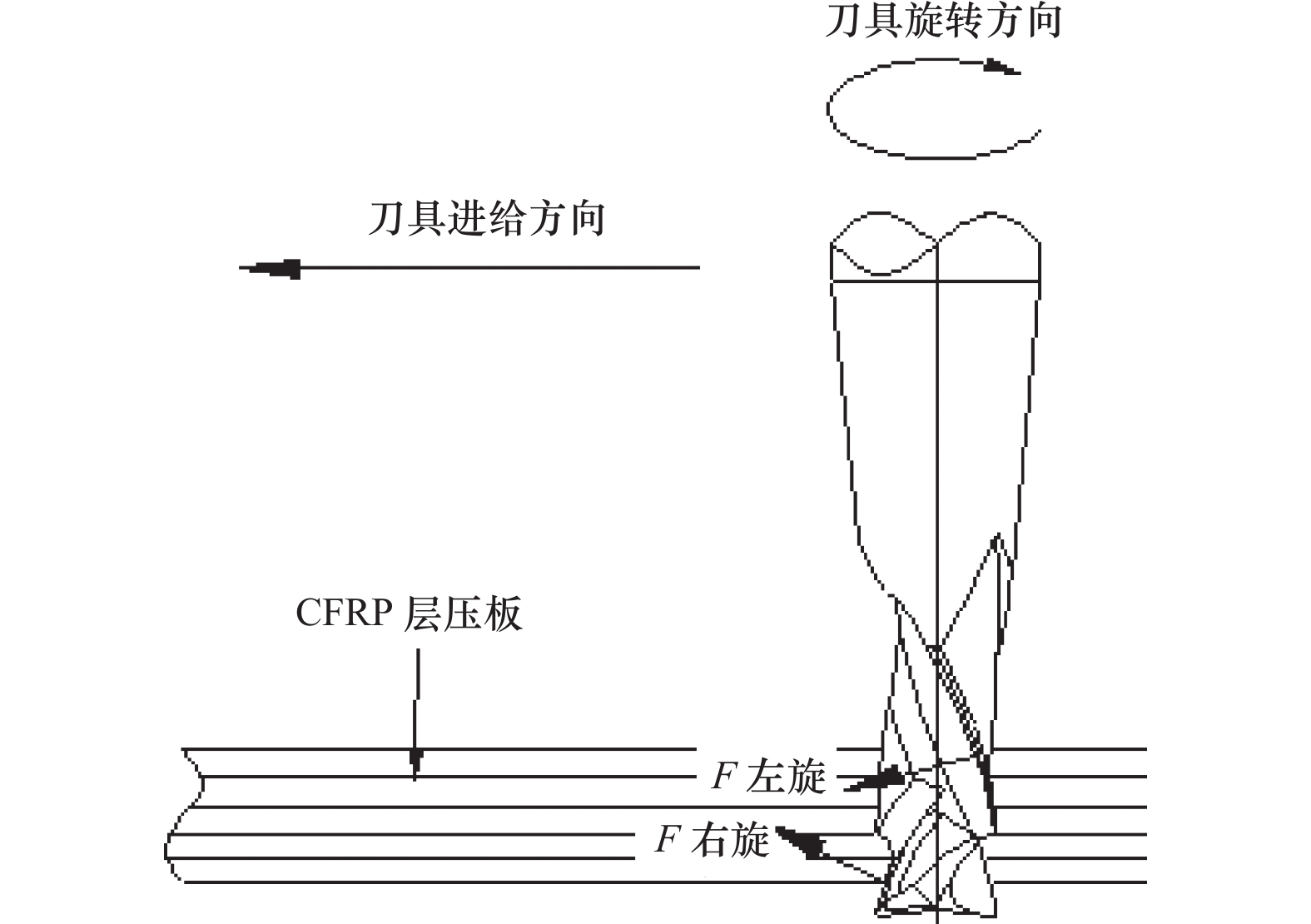
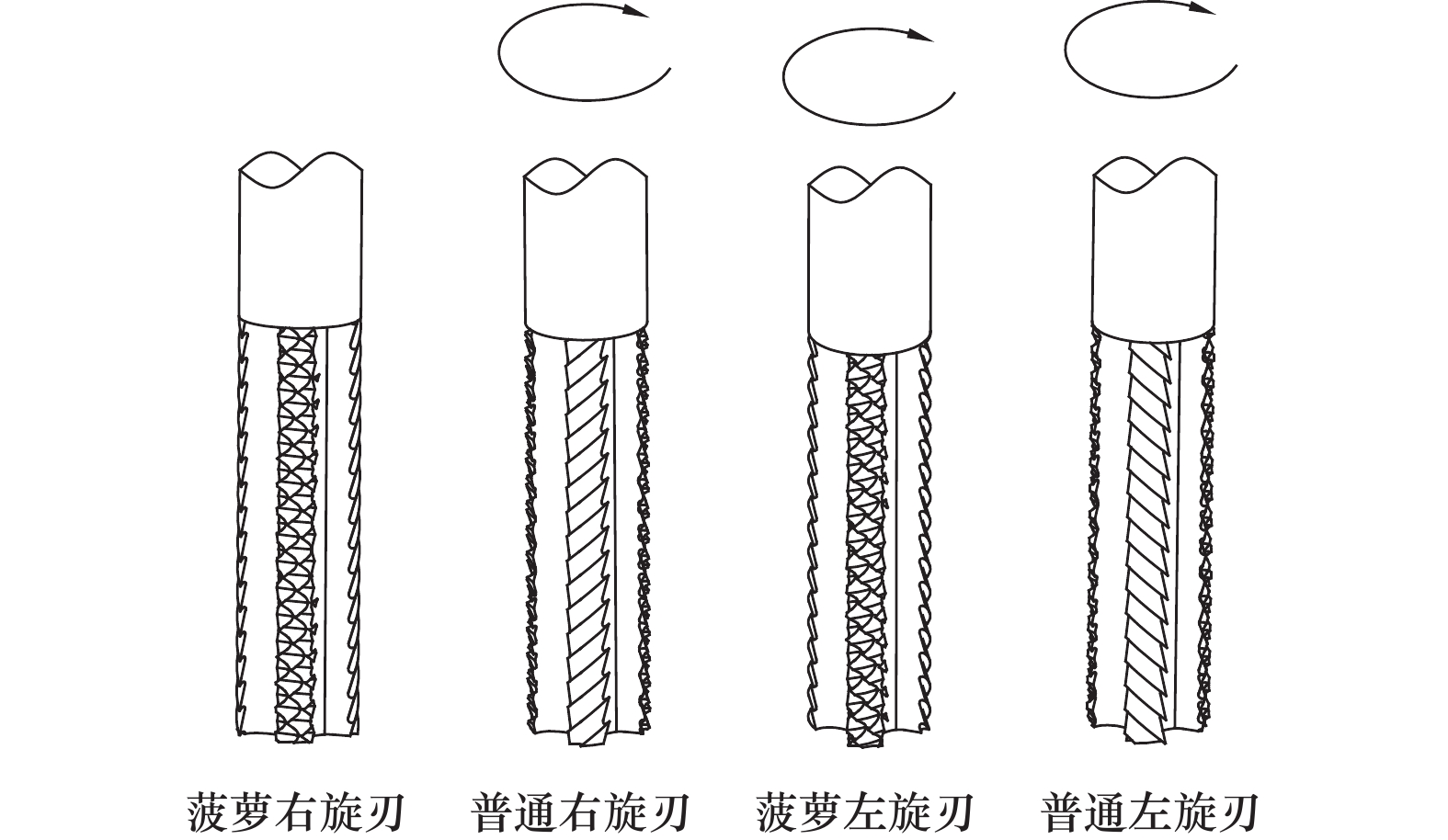
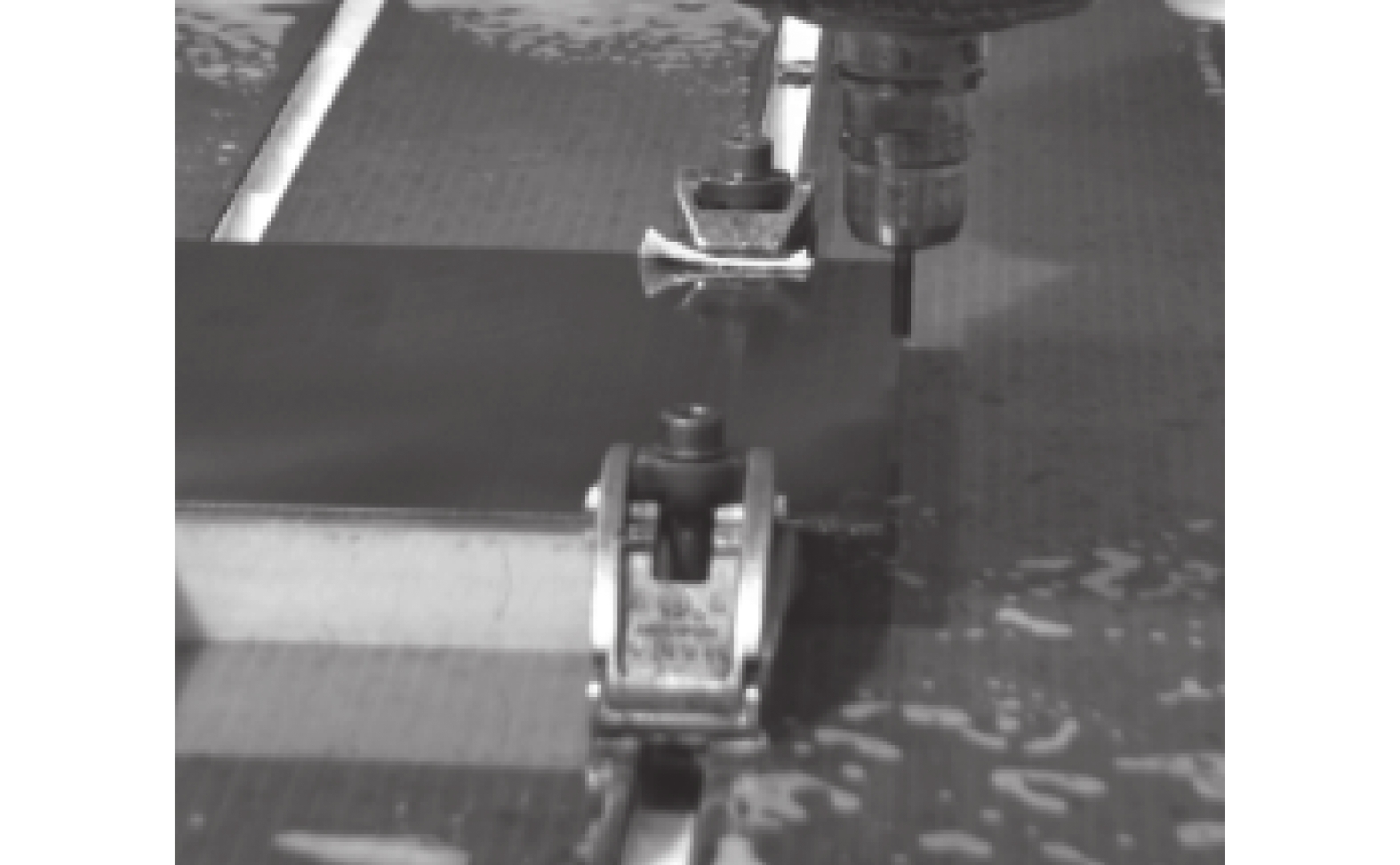
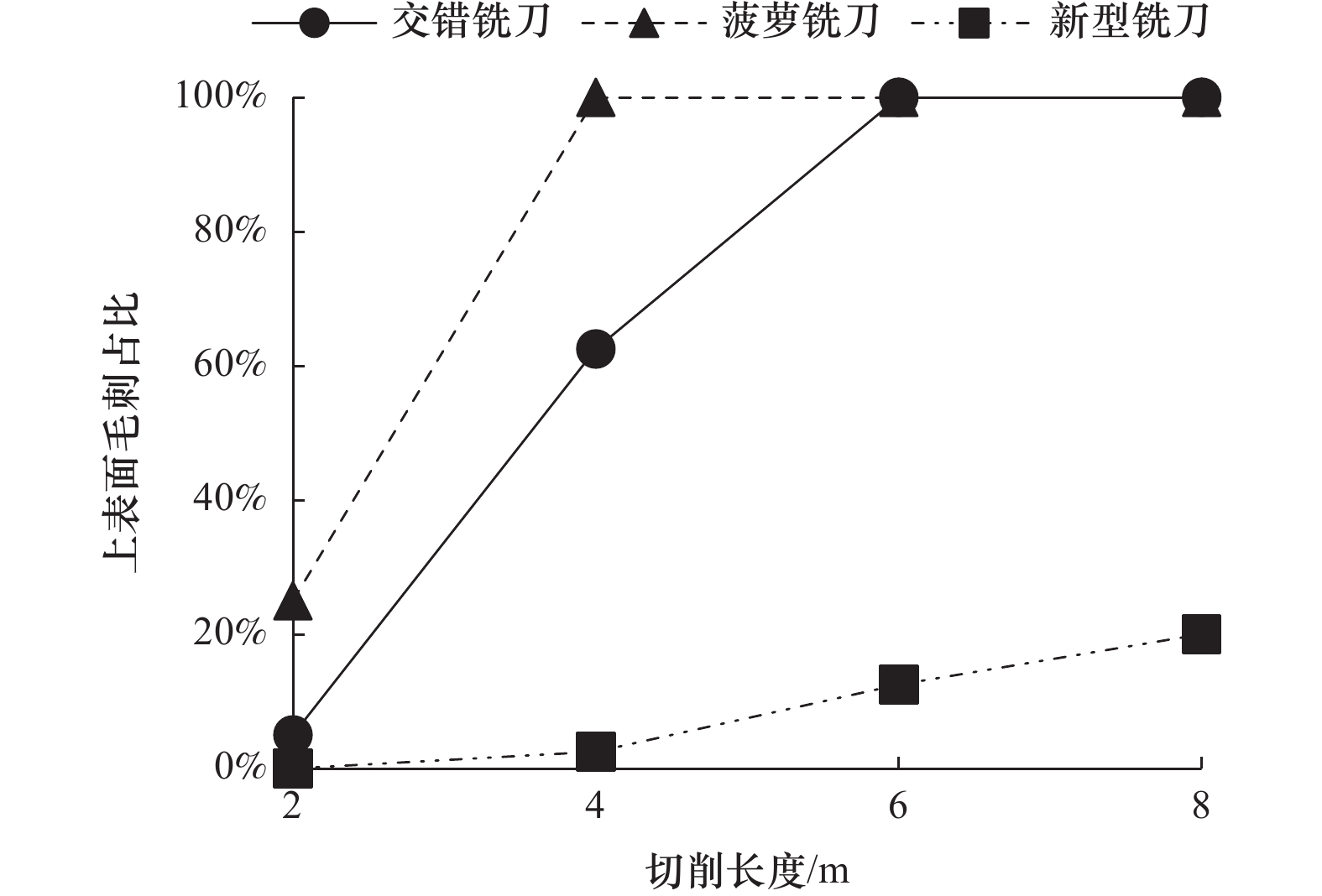
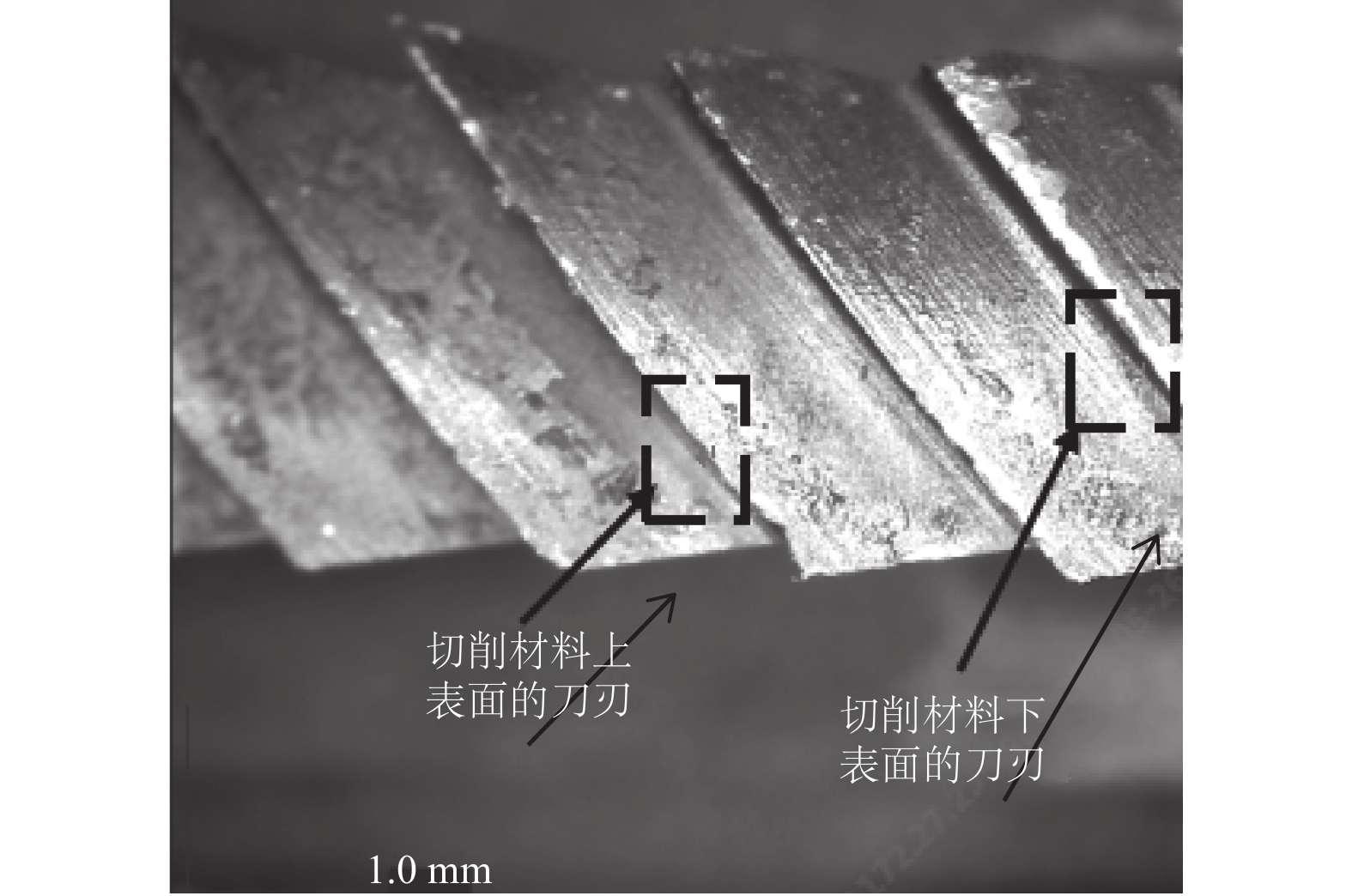
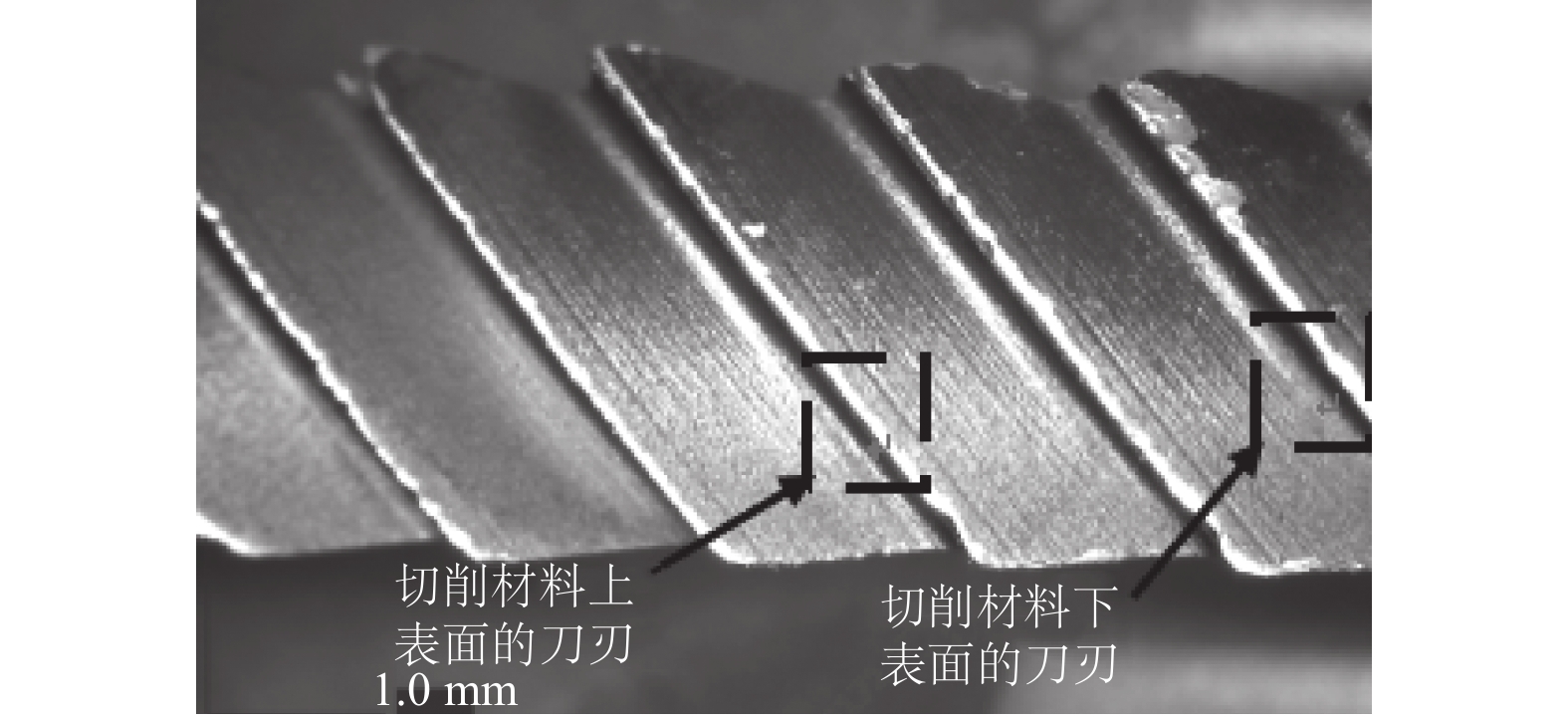
摘要: 碳纤维复合材料(carbon fiber reinforced plastics,CFRP)因性能优异,在航空航天等高端装备领域应用广泛。但由于CFRP是典型的难加工材料,铣削过程中刀具磨损快,并且易形成毛刺、分层和崩边等缺陷。其中,最常见的是边缘毛刺缺陷,带来大量打磨工作。因此,探究抑制CFPR边缘毛刺产生的方法对企业实现优质高效加工具有重要意义。分析了CFPR边缘毛刺产生的原理,设计了优化结构的新型铣刀,在刀具周向设计了菠萝右旋刃、普通右旋刃、菠萝左旋刃和普通左旋刃4组刀刃,每组切削刃均由密布刀刃组成。边缘铣削试验结果表明,相比菠萝铣刀和交错铣刀,新型铣刀能够较好地抑制CFRP边缘毛刺的产生。Abstract: Carbon fiber reinforced plastics has been widely used in the high level equipment of aerospace area. During edge milling, the tool wear is fast, and it is easy to form burr, delamination, edge collapse and other defects. Burrs on the edge are the uppermost imperfect, causing lots of manual work. Researching the means of burr inhibition is important for the enterprises therefor. Through analyzing the mechanism of burr formation in milling of CFRP, a new cutter is designed with optimized structure. The new cutter has four group of cutting areas, they are pineapple right helix cutting edges, normal right helix cutting edges, pineapple left helix cutting edges and normal left helix cutting edges. The trimming tests of CFRP are performed by the new cutter,the pineapple milling cutter and the cross-flute cutter. The results show that the edge burrs are suppressed effectively by the new cutter.
-
Key words:
- CFRP /
- pineapple milling cutter /
- cross-flute cutter /
- new type of cutter /
- edge burr /
- tool wear
-
表 2 CFRP层压板基本信息
碳纤维 树脂含量 极限拉伸强度
(0°)/MPa极限拉伸模量
(0°)/GPa尺寸/mm 层数 铺层方向 IMA-12K 重量比34% 2 770 170 400×400×3 24 [45°/0°/45°/0°/45°/
45°/0°/45°/0°/45°]3 下载: 导出CSV
下载: 导出CSV
-
[1] 国家自然科学基金委员工程材料与科学学部. 机械工程学科发展战略报告(2011-2020)[M]. 北京: 科学出版社, 2010. [2] Wang F J, Yin J W, Ma J W, et a1. Effects of cutting edge radius and fiber cutting angle on the cutting-induced surface damage in machining of unidirectional CFRP composite laminates[J]. International Journal of Advanced Manufacturing Technology, 2017, 91(9-12): 3107-3120. doi: 10.1007/s00170-017-0023-9 [3] 周井文, 潘华东, 杨叶, 等. 碳纤维增强复合材料铣削加工表层损伤演化研究[J]. 航空制造技术, 2017(23): 103-108. doi: 10.16080/j.issn1671-833x.2017.23/24.103 [4] 王福吉, 王东, 殷俊伟, 等. CFRP复合材料铣削表层损伤形成机制分析[J]. 机械工程学报, 2019, 55(13): 195-204. [5] 殷俊伟. CFRP切削加工损伤成因及其评价方法[D]. 大连: 大连理工大学, 2018. [6] 陈雪梅, 刘洪, 肖海, 等. 碳纤维层合板复合材料铣削毛刺抑制技术研究[J]. 机械设计与制造, 2017(z1): 56-58. doi: 10.3969/j.issn.1001-3997.2017.z1.015 [7] Madjid H, Redouane Z, Florent E, et al. Machinability and surface quality during high speed trimming of multi directional CFRP[J]. International Journal of Machining and Machinability of Materials, 2013, 13(2-3): 289-310. [8] Akira H, Naoya H, Takashi U, et al. High-quality machining of CFRP with high helix end mill[J]. CIRP Annals-Manufacturing Technology, 2014, 63(1): 89-92. doi: 10.1016/j.cirp.2014.03.084 [9] Prakash R, Krishnaraj V, Zitoune R, et al. High-speed edge trimming of CFRP and online monitoring of performance of router tools using acoustic emission[J]. Materials, 2016, 9(10): 798-798. doi: 10.3390/ma9100798 [10] L N López, De Lacalle A, Lamikiz F J, et al. Design and test of a multitooth tool for CFRP milling[J]. Journal of Composite Materials, 2009, 43(26): 3275-3290. doi: 10.1177/0021998309345354 [11] 杨小璠, 黄宗明, 李友生, 等. 新型铣刀铣削碳纤维复合材料毛刺抑制机理[J]. 哈尔滨理工大学学报, 2018, 23(5): 30-34. doi: 10.15938/j.jhust.2018.05.006 -

 下载:
下载:





 点击查看大图
点击查看大图

图(15) / 表(4)
计量
- 文章访问数: 112
- HTML全文浏览量: 21
- PDF下载量: 43
- 被引次数: 0


