

Simulation and experimental study of deep hole drilling of oxygen-free copper
-
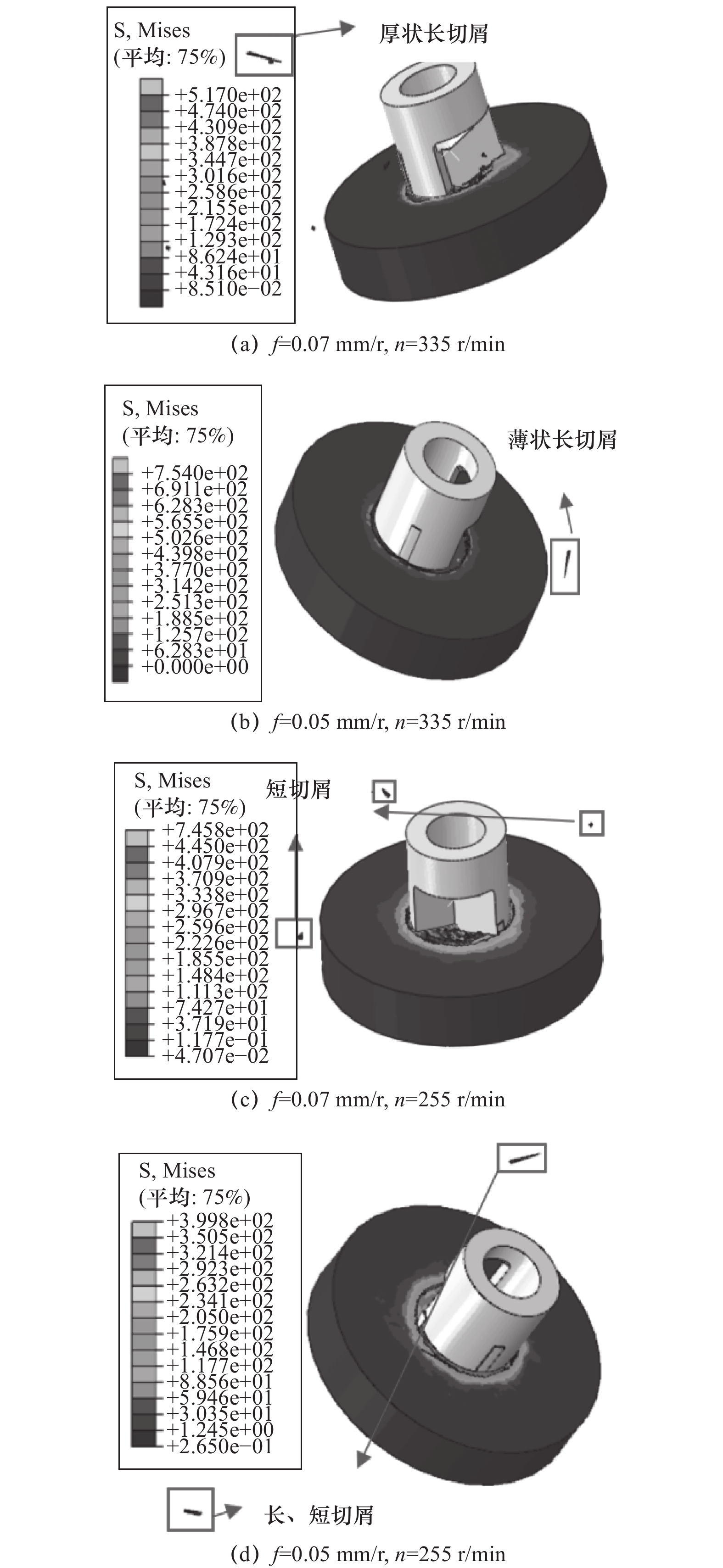
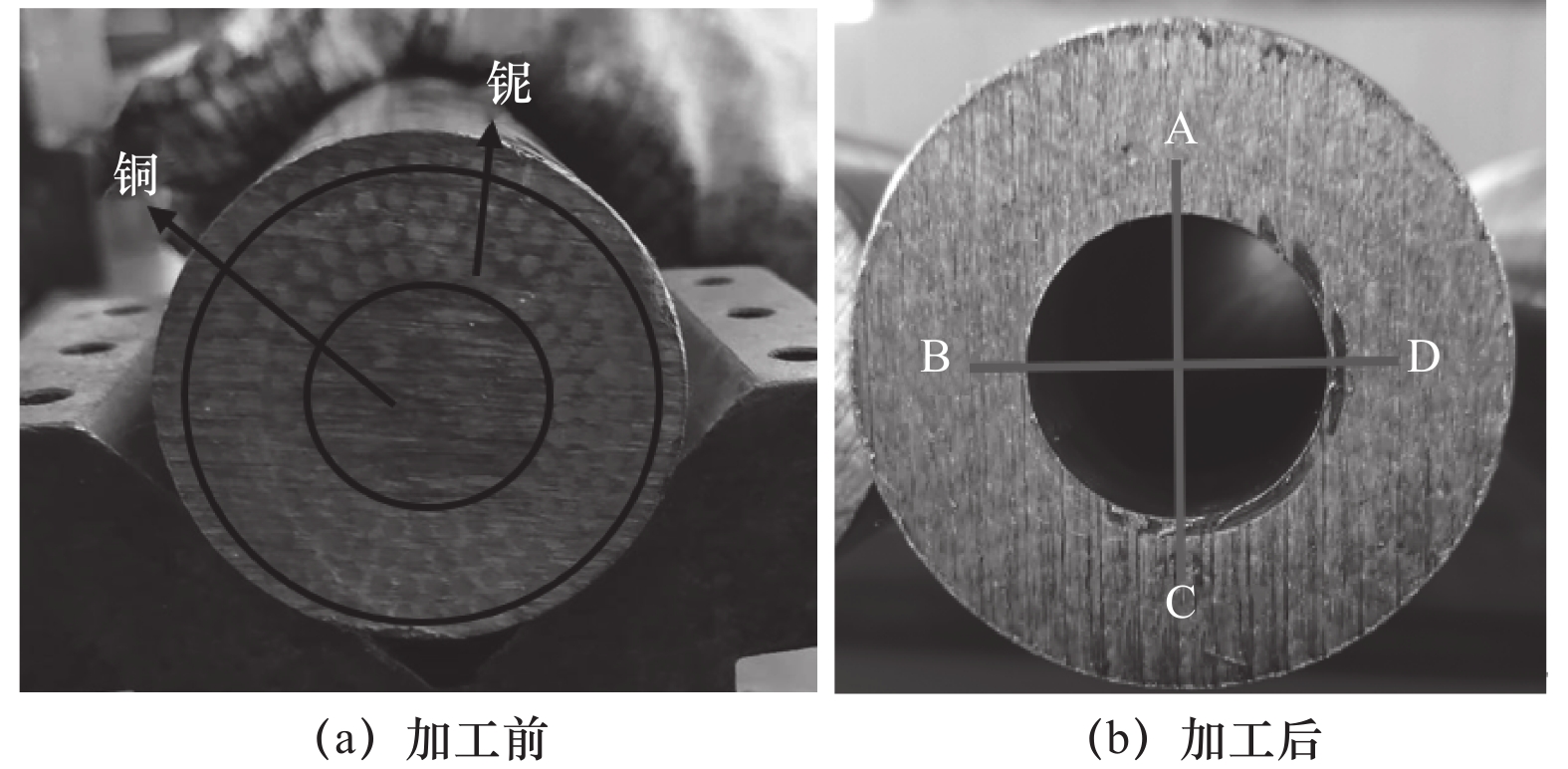
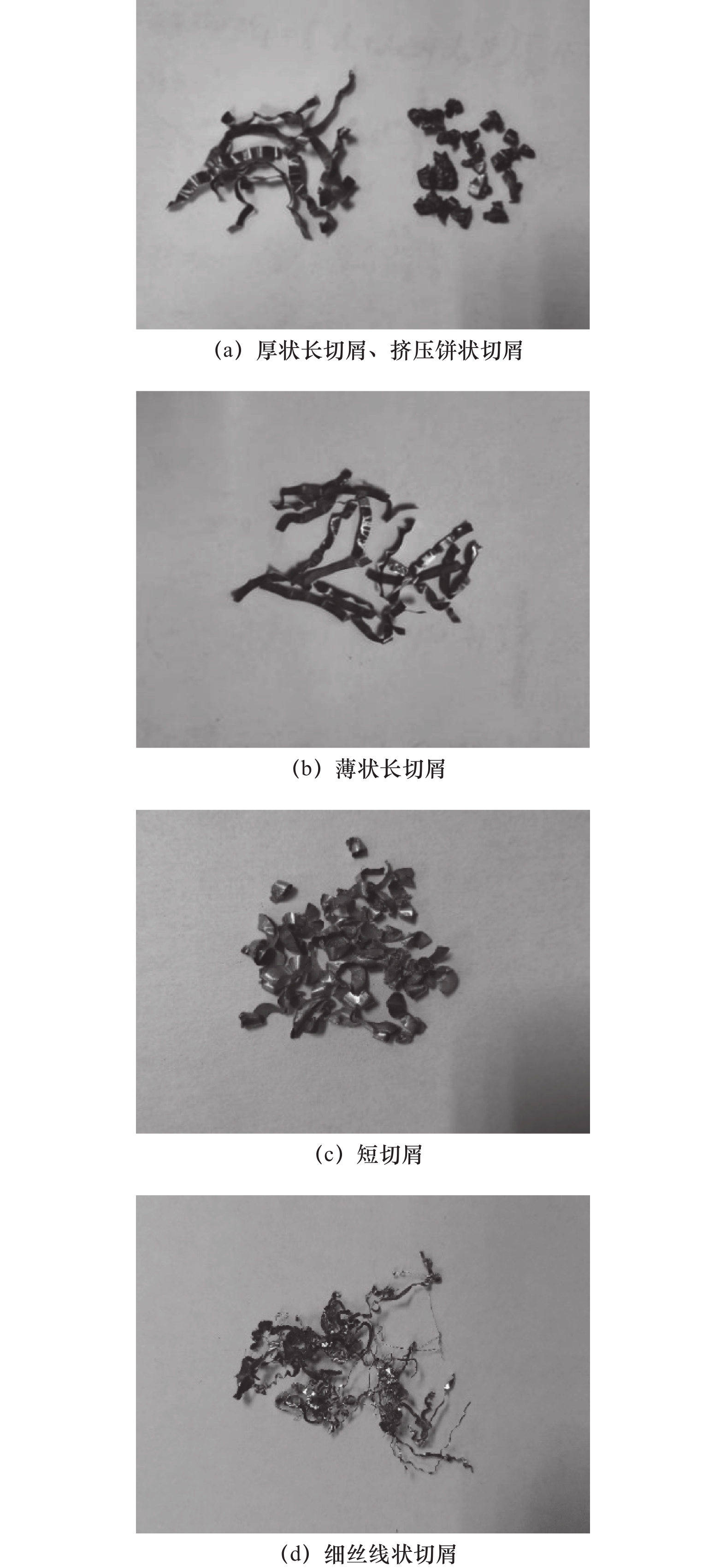
摘要: 针对无氧铜深孔钻削时存在断屑难、易粘结等问题,采用仿真分析和试验研究相结合的方法,对无氧铜深孔钻削过程中切屑形态的变化进行了研究。基于ABAQUS软件对无氧铜深孔钻削过程进行了仿真,分析了进给量与转速的组合对切屑形态的影响规律,并进行了试验研究。研究结果表明:当转速为255 r/min、进给量为0.07 mm/r时获得短切屑,可实现顺畅排屑,为易切削难断屑材料的深孔钻削加工参数的选择提供了一定的参考依据。Abstract: In view of the difficulties of chip breaking and easy bond in the process of oxygen-free copper deep hole drilling, the chip morphology changes in the process of oxygen-free copper deep hole drilling were studied by combining simulation analysis and experimental research. Based on ABAQUS software, the process of anaerobic copper deep hole drilling was simulated, and the effect of the combination of feed rate and speed on chip morphology was analyzed, and the experimental study was carried out. The results show that when the speed is 255 r/min and the feed is 0.07 mm/r, short chip can be obtained and smooth chip removal can be achieved. The research of this paper provides a certain reference for the selection of machining parameters for deep hole drilling of easy cutting and hard chip cutting materials.
-
Key words:
- oxygen free copper /
- deep hole drilling /
- chip shape
-
表 1 刀具几何参数
几何参数 数值 外刃余偏角Ψr1/(°) 18 内刃余偏角Ψrτ1/(°) 18 外刃前角γ01/(°) 0 内刃前角γ0τ1/(°) −8 外刃后角α01/(°) 8 内刃后角α0τ1/(°) 12 断屑槽宽度Wn1/mm 1.5 断屑槽深度Hn/mm 0.5 断屑槽圆弧半径Rn/mm 1.0  下载: 导出CSV
下载: 导出CSV
表 2 工件与刀具材料基本属性
材料 杨氏模量/MPa 泊松比 线膨胀系数 比热/(J/g· ℃) 传导率/(W(mm·K) 密度/(t/mm3) 无氧铜 124 000 0.34 18.6×10−6 3.85×108 0.391 8.96×10−9 YG8 600 000 0.22 6.3×10−6 2.20×108 0.075 4 1.45×10−8
下载: 导出CSV
表 3 氧铜Johnson-Cook模型参数
参数名称 Johnson-Cook参数 优化参数 ρ/(kg/m3) 8960 —— 洛氏硬度 F-30 —— Cp/(J/kg·K) 383 —— Tm/ ℃ 1356 —— A/MPa 90 149.54 B/MPa 292 305.36 N 0.31 0.096 C 0.025 0.034 M 1.09 1.09
下载: 导出CSV
表 4 无氧铜Johnson-Cook损伤演化参数
损伤参数 数值 d1 −0.54 d2 4.89 d3 −3.03 d4 0.014 d5 1.12 熔点/ ℃ 1356 转变温度/ ℃ 293 参考应变率 1
下载: 导出CSV
-
[1] Zhang K, Zhang P X, Shi Y G, et al. Performance optimization of internal tin process multifilamentary Nb3Sn strands[J]. Fusion Engineering and Design, 2016, 109: 1267-1271. [2] 韩晓兰, 刘战锋, 冯亚洲, 等. BTA钻削无氧铜基体的切屑形态[J]. 机械设计与研究, 2021, 37(2): 114-116,127. doi: 10.13952/j.cnki.jofmdr.2021.0066 [3] 赵亭, 肖继明, 范思敏, 等. TC4钛合金低频振动钻削切屑形态和钻削力研究[J]. 中国机械工程, 2020, 31(19): 2276-2282. doi: 10.3969/j.issn.1004-132X.2020.19.002 [4] 邵雍博, 金成哲, 卜庆旭. 切削参数对车削高强度钢切屑形态的影响分析[J]. 工具技术, 2022, 56(1): 24-27. doi: 10.3969/j.issn.1000-7008.2022.01.005 [5] Zhang X Q, Tnay G L, Liu K, et al. Effect of apex offset inconsistency on hole straightness deviation in deep hole gun drilling of Inconel 718[J]. International Journal of Machine Tools and Manufacture, 2018, 125: 123-132. doi: 10.1016/j.ijmachtools.2017.11.011 [6] Wan L, Wang D Z, Gao Y Y. The investigation of mechanism of serrated chip formation under different cutting speeds[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(5): 951-959. [7] 刘鸿梁, 陈永鹏, 李聪波, 等. 车齿工艺过程切屑几何数值仿真与分析[J]. 现代制造工程, 2021(5): 105-110,69. doi: 10.16731/j.cnki.1671-3133.2021.05.017 [8] 李艳, 王琰, 高峰. 304不锈钢钻削性能仿真与实验研究[J]. 西安理工大学学报, 2020, 36(4): 538-543. doi: 10.19322/j.cnki.issn.1006-4710.2020.04.014 [9] 李莹, 张敏良, 董慧婷, 等. 椭圆振动车削TC4的切屑形态和切削力研究[J]. 轻工机械, 2020, 38(5): 24-31, 38. [10] 陈肖玮, 陈振亚. 轴向超声振动钻削的钻削力和切屑形态研究[J]. 工具技术, 2021, 55(4): 42-44. doi: 10.3969/j.issn.1000-7008.2021.04.009 [11] 金成哲, 逄迪, 王书利, 等. 钻削高强度钢的切屑形态仿真及试验研究[J]. 制造技术与机床, 2020(3): 78-84. doi: 10.19287/j.cnki.1005-2402.2020.03.017 [12] 付宏鸽, 何广腾, 白帆, 等. 超声振动钻削SiCp/Al复合材料有限元仿真分析[J]. 廊坊师范学院学报:自然科学版, 2022, 22(2): 19-21,34. [13] 汤铁钢, 刘仓理. 高应变率拉伸加载下无氧铜的本构模型[J]. 爆炸与冲击, 2013, 33(6): 581-586. doi: 10.3969/j.issn.1001-1455.2013.06.004 [14] 吕剑, 何颖波, 田常津, 等. 泰勒杆实验对材料动态本构参数的确认和优化确定[J]. 爆炸与冲击, 2006(4): 339-344. doi: 10.3321/j.issn:1001-1455.2006.04.009 [15] 李曦光. 弥散无氧铜慢波结构微铣削加工特性仿真与工艺实验研究[D]. 哈尔滨: 哈尔滨工业大学, 2020. -

 下载:
下载:


 点击查看大图
点击查看大图
图(7) / 表(5)
计量
- 文章访问数: 72
- HTML全文浏览量: 8
- PDF下载量: 31
- 被引次数: 0


