

Research on dedicated CNC system for flexible bending machining center based on EtherCAT communication and dual-CPU bus type
-
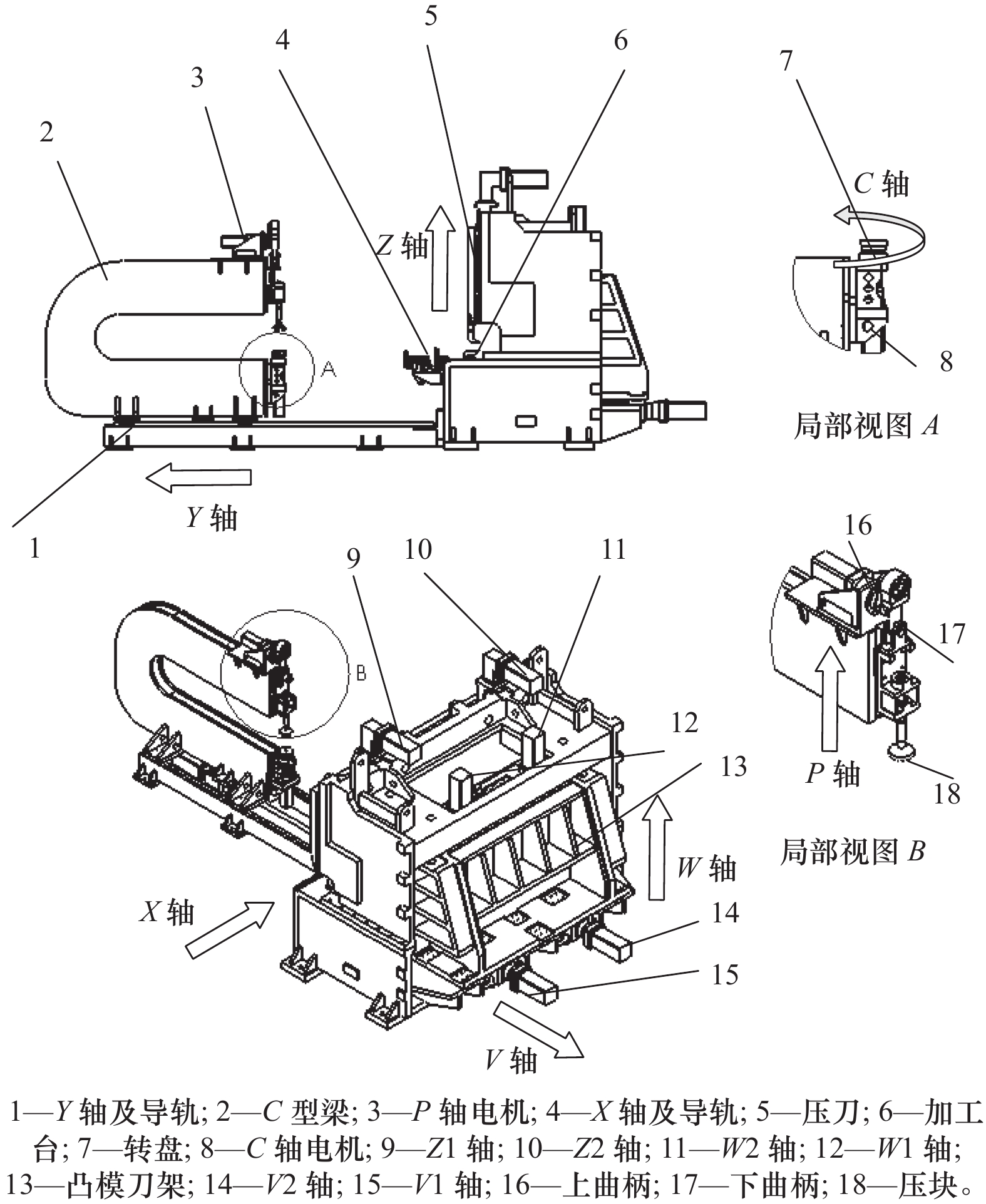
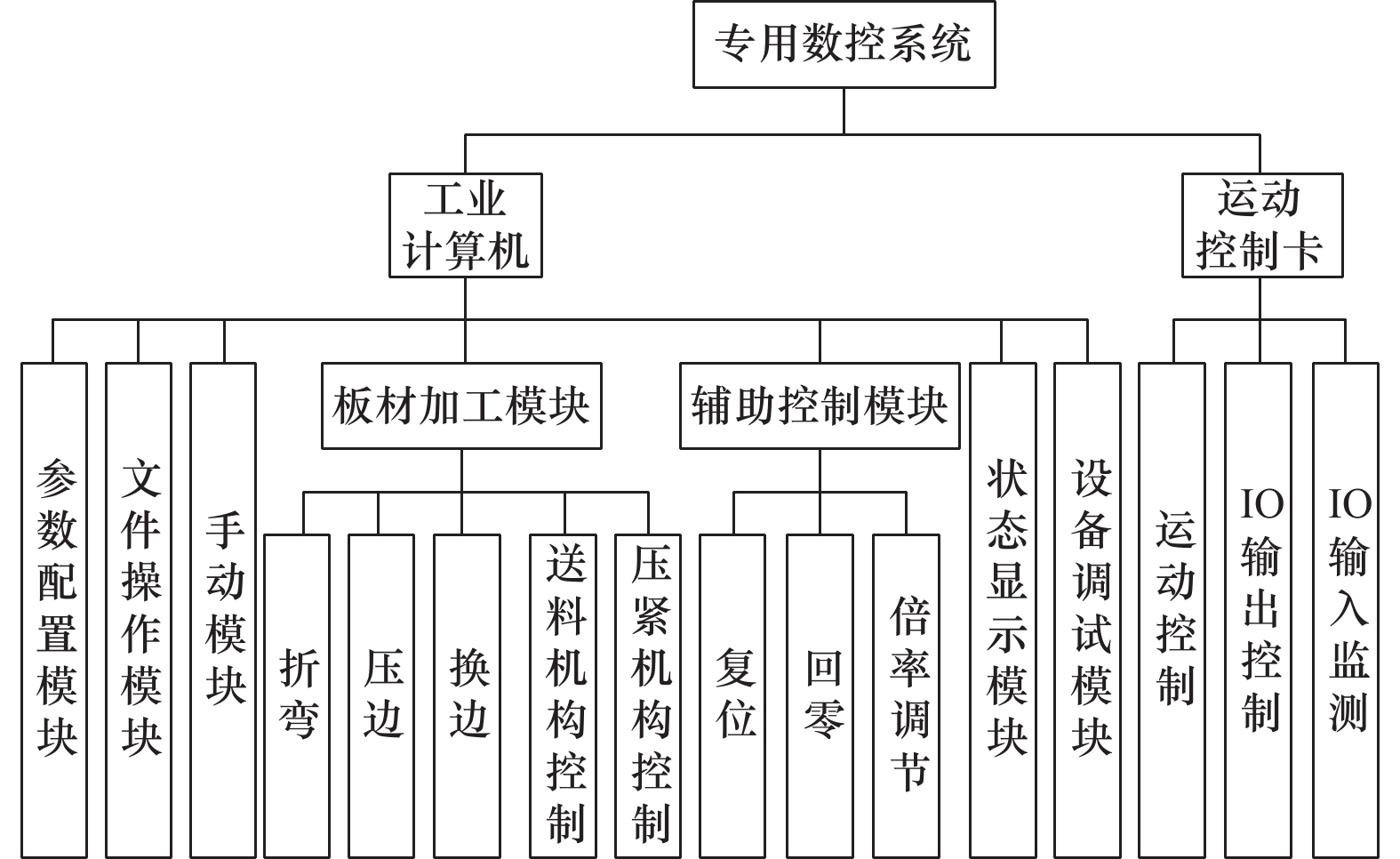
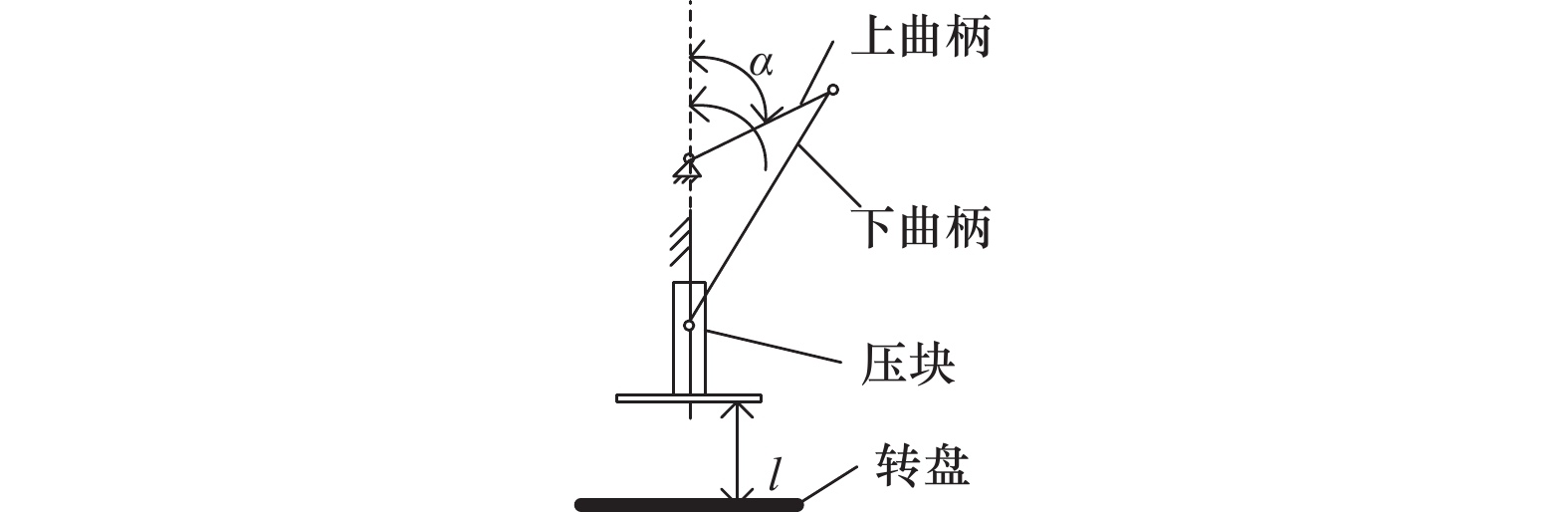
摘要: 面向柔性折弯加工中心控制的低成本、便捷性、功能集成与定制化需求,提出并开发了一款基于EtherCAT通信的双CPU总线型柔性折弯加工中心专用数控系统。首先,通过分析十轴柔性折弯加工中心成型原理,基于EtherCAT通信协议,提出了一种“PC+运动控制卡”的双CPU总线型控制模式,确定了数控系统的硬件架构;然后,采用C#编程语言,完成了专用数控系统软件开发,重点解决了板材精确定位、考虑回弹的折弯控制、人机交互界面优化等关键问题;最后,开展了加工测试和实验验证。结果表明,开发的专用数控系统加工角度误差范围小于
$ \pm 45'$ ,直线度间隙误差小于0.3 mm,符合钣金行业GB/T 33644-2017标准,且人机交互性友好、功能集成度高、运行稳定,能够很好地满足实际生产需要。Abstract: Allowing for the low cost, convenience, functional integration and customization, this paper designs and develops a dedicated CNC system for flexible bending machining center based on EtherACT communication and dual-CPU bus type. Firstly, by analyzing the forming principle of the 10 axis flexible bending machining center, a control mode of "PC + motion controller" based on the EtherCAT communication and dual CPU bus type is proposed, and the hardware of the CNC system is determined; Then, based on C# programming language, the software of the dedicated CNC system is completed, and the key problems such as positioning accuracy of sheet metal, bending control with springback and human-computer interface optimization are mainly solved; Finally, the machining test and experimental verification are carried out. The results show that the machining angle error range of the special CNC system developed in this paper is less than$ \pm 45'$ , and straightness gap error is less than 0.3 mm, which meets GB/T 33644-2017 standard of sheet metal industry. Moreover, the human-computer interaction is friendly, the function integration is high, and the operation is stable, which can well meet the actual production needs.-
Key words:
- sheet metal processing /
- flexible bending /
- CNC system /
- motion controller
-
表 2 上折弯斜向段步长与最终成型角数据
距离/mm 角度/(°) 0 60 0.5 66 1 71 1.5 80 2 84 2.5 91 3 94 3.5 104 4 104 4.5 109 5 118 5.5 118 6 121  下载: 导出CSV
下载: 导出CSV
表 3 冷轧板折弯角度差值测试数据表
宽度/mm 角度/(°) 板材厚度/mm 平均角度/(°) 差值/(°) 600 45 1.5 44.67 −0.33 600 45 0.8 44.62 −0.38 600 90 1.5 90.24 0.24 600 90 0.8 90.26 0.26 1500 45 1.5 44.67 −0.33 1500 45 0.8 44.61 −039 1500 90 1.5 90.28 0.28 1500 90 0.8 90.29 0.29
下载: 导出CSV
表 4 冷轧板折弯直线度间隙测试数据表
宽度/mm 角度/(°) 板材厚度/mm 平均间隙/mm 600 45 1.5 0.04 600 45 0.8 0.04 600 90 1.5 0.05 600 90 0.8 0.05 1500 45 1.5 0.07 1500 45 0.8 0.08 1500 90 1.5 0.07 1500 90 0.8 0.06
下载: 导出CSV
-
[1] 胡宏亮, 刘瑞然, 贾智敏, 等. 不规则钣金件加工[J]. 制造技术与机床, 2012(2): 117-119. doi: 10.3969/j.issn.1005-2402.2012.02.037 [2] 柳守宽, 郑联语, 杜瑞芳, 等. 基于改进遗传算法的钣金折弯自动工序规划[J]. 制造技术与机床, 2016(6): 98-102. doi: 10.19287/j.cnki.1005-2402.2016.06.017 [3] 周欢, 龚俊杰, 王金荣. 数控板料折弯机加工精度分析与优化[J]. 机床与液压, 2020, 48(1): 109-112. doi: 10.3969/j.issn.1001-3881.2020.01.022 [4] 付泽民, 王佳炜, 张锁怀. 基于机器视觉的机器人辅助折弯离线自动编程系统的研究[J]. 制造技术与机床, 2018(1): 51-56. doi: 10.19287/j.cnki.1005-2402.2018.01.008 [5] 王晓丽. 立式板料折弯机改造及PLC控制系统设计[J]. 机床与液压, 2013, 41(16): 193-194. doi: 10.3969/j.issn.1001-3881.2013.16.060 [6] Ablat M A, Qattawi A. Numerical simulation of sheet metal forming: a review [J]. International Journal of Advanced Manufacturing Technology. 2017, 89(1-4): 1235-1250. [7] Singh A, Agrawal A. Comparison of deforming forces, residual stresses and geometrical accuracy of deformation machining with conventional bending and forming [J]. Journal of Materials Processing Tech., 2016, 234: 259-271. [8] 王玉龙. 基于特征识别的家电3D料带自动化设计方法研究与系统开发[D]. 武汉: 华中科技大学, 2021. [9] 贺政, 彭端, 龙晓斌. 基于多轴伺服驱动系统的FPGA接口电路设计[J]. 机床与液压, 2021, 49(5): 77-82. doi: 10.3969/j.issn.1001-3881.2021.05.015 [10] 王东升, 贾志新, 毕温海, 等. 基于FMEA的折弯机器人动力与传动系统可靠性分析[J]. 制造技术与机床, 2019(3): 13-16. doi: 10.19287/j.cnki.1005-2402.2019.03.002 [11] Potra S, Sebestyen G. EtherCAT protocol implementation issues on an embedded Linux platform [C].IEEE International Conference on Automation. IEEE Computer Society, 2006. -



 下载:
下载:




 点击查看大图
点击查看大图
图(8) / 表(4)
计量
- 文章访问数: 113
- HTML全文浏览量: 13
- PDF下载量: 42
- 被引次数: 0


