

Research on integrated clamping system of bench vice
-
摘要: 针对目前常用的丝杆加力台虎钳工作效率低、夹持力小和劳动强度大等问题,提出1种集丝杆加压、双速柱塞泵增压、液压缸驱动夹紧的多重增压方式及抱合支承于一体的新型集成夹紧系统。分析了台虎钳的研究进展概况,论述了集成夹紧系统的工作原理、结构特点、相关参数的计算方法,并通过设计计算,得到两种液压台虎钳夹紧系统的工作参数。结果表明:新型台虎钳夹紧系统结构紧凑,增压比大,采用较小的手动力和较少的手柄转动数圈,即可实现对工件的夹持,夹紧力大且稳定可靠;手工推动活动钳身部分进行快速移动,工作效率远高于丝杠传动,使用方便快捷,特别适合工件尺寸范围大、大小工件调换频繁的场合。Abstract: Aiming at the problems of low working efficiency, small clamping force, and high labor intensity of the commonly used screw rod booster vise, a new clamping system is proposed, integrating screw pressure, two-speed plunger pump pressure, hydraulic cylinder-driven clamping, and embracing support. In this paper, the research progress of bench vise is analyzed. Then, the working principle, structural characteristics and calculation method of relevant parameters of the integrated clamping system are discussed. Finally, the working parameters of two hydraulic bench vise clamping systems are obtained through design calculation. The results show that the new vise clamping system has a more compact structure, larger pressurization ratio, less manual force, and fewer handle turns, making the clamping of the workpiece have enough clamping force, stable and reliable. Manual pushing the movable clamp body part for rapid movement, work efficiency is much higher than the screw drive. It is especially suitable for occasions with a large workpiece size range and frequent replacement of large and small workpieces.
-
Key words:
- bench vice /
- two-speed booster pump /
- clamping system /
- hydraulic pressurization /
- clutching mechanism
-
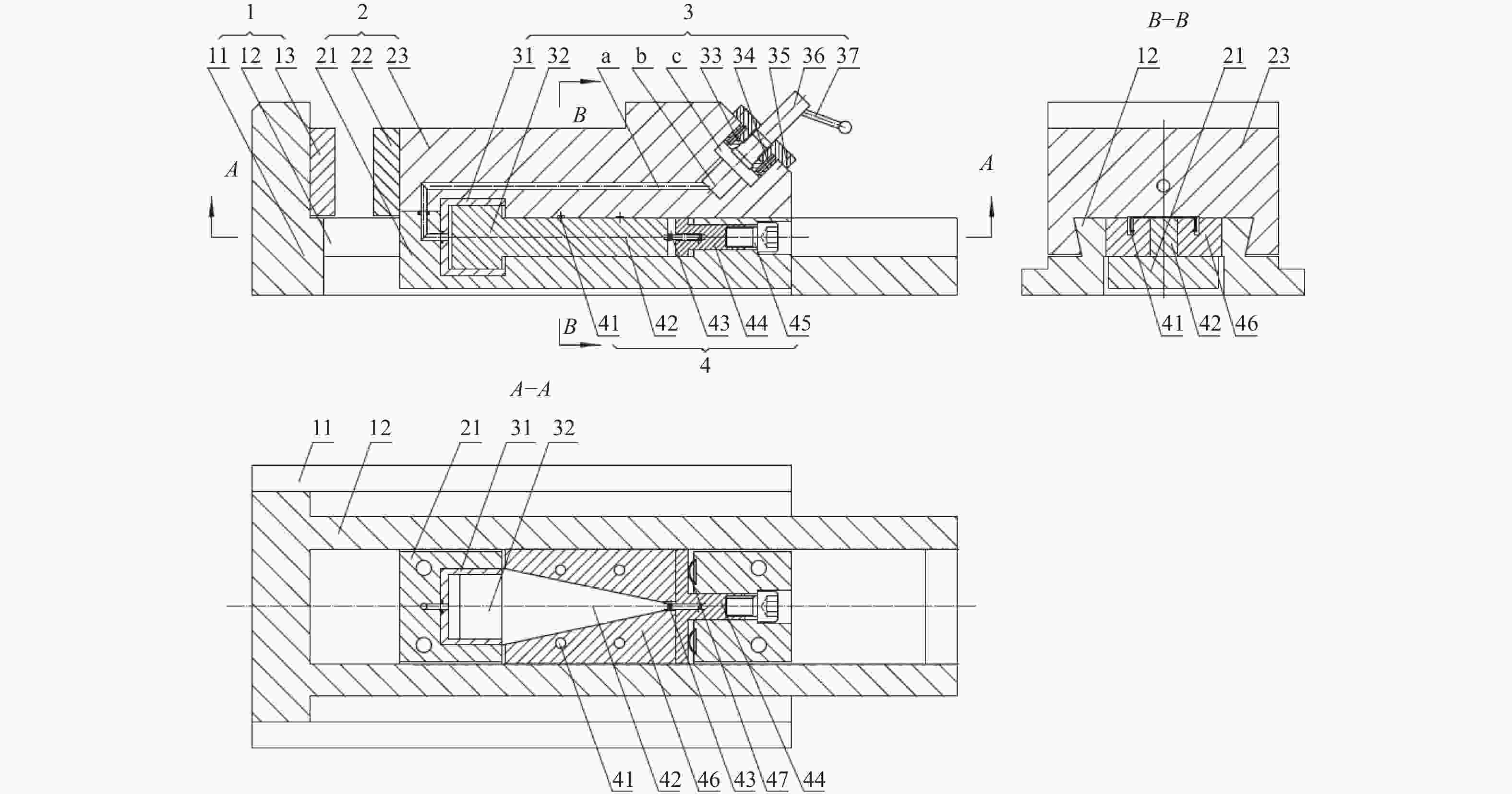
图 1 集成加紧系统台虎钳结构
1—固定钳身;11—固定钳身本体;12—导轨;13—固定钳口;2—活动钳身;21—支撑体;22—活动钳口;23—活动钳身本体;3—液压夹紧机构;31—缸体;32—缸柱塞;33—加压环;34—驱动弹簧;35—端盖;36—泵柱塞;37—手柄;4—斜楔抱合机构;41—U形弹簧;42—斜楔;43—复位弹簧;44—T形约束块;45—定位螺钉;46—支承块;47—弧形弹簧;a—油路;b—小油腔;c—大油腔。
表 1 夹紧系统相关参数
项目 符号 轻型 重型 基本
参数夹紧力*/kN P 4000 35000 手柄作用力*/N P0 20 80 加力夹紧行程*/mm L2 1 1.5 加 压 泵 手柄有效长度*/m b 0.1 0.1 丝杠扭矩/N·m T 2 8 总增压倍数 λ 200 438 泵柱塞直径*/mm d 18 18 螺纹中径*/mm d1 14 14 螺纹螺距*/mm t 4 4 螺纹升角/(°) ψ 5.2 5.2 螺纹摩擦系数* μ 0.1 0.1 螺纹摩擦角/(°) φ 5.7 5.7 传动效率 η 0.95 0.95 丝杠推力/N F 1409 5634 高压油压/MPa p 6 22 丝杠机构增压比 λ1 70.4 70.4 液压系统增压比 λ2 2.8 6.2 加压环外径*/mm D1 40 40 加压环推力/N F1 12 8 加压环行程/mm h1 1.0 2.3 泵柱塞高压行程/mm h2 2.8 9.3 加 压 泵 泵柱塞行程/mm h 3.9 11.6 丝杆转动圈数/r N 1.0 2.9 抱 合 机 构 斜楔推力/N P1 6 8 斜楔行程/mm L1 1.8 1.8 材料剪切强度/MPa τ 178 178 安全系数 n2 4 4 支承块抱合面长度/mm A 9 39 抱合面有效宽度*/mm B 10 20 齿距*/mm t1 1.0 1.0 齿高*/mm l 0.75 0.75 支承面斜角*/(°) α1 3 3 背表面斜角*/(°) α2 30 30 滑动间隙*/mm s 0.1 0.1 支承块夹紧行程/mm S 0.9 0.9 支承块附加行程/mm m 1.0 1.0 斜楔斜度*/(°) α 45 45 限位块重量/kg w1 1 1 U形弹簧弹力/N R1 1.5 1.5 斜楔的重量/kg w2 1.0 1.0 复位弹簧弹力/N R2 2.3 4.3 弧形弹簧弹力/N R3 2.3 4.3 U形弹簧行程/mm b1 0.9 0.9 复位弹簧行程/mm b2 2.8 3.3 弧形弹簧行程/mm b3 1.0 1.5 支承块运动阻力/N Fa 2.9 2.9 油缸 油缸直径/mm D 30 45 油缸加紧行程*/mm L2 1 1.5 油缸行程/mm L 2.8 3.3 注:*项目数据为设定或选取数据。  下载: 导出CSV
下载: 导出CSV
-
[1] 董庆华, 姜德. 机用手动液压增力平口虎钳的研制[J]. 机械设计与制造, 2007(9): 99-100. doi: 10.3969/j.issn.1001-3997.2007.09.041 [2] 丁友伟, 陈文. 一种凸轮自锁快夹台虎钳的设计与应用[J]. 机床与液压, 2009, 37(10): 280,272. [3] 王其松. 液力保压夹紧在台钳中的应用[J]. 装备制造技术, 2012(10): 160-161. doi: 10.3969/j.issn.1672-545X.2012.10.059 [4] 孙国勋. 手动多用液压台虎钳设计[J]. 机械工程师, 2017(9): 85-87. [5] 刘俊生, 贺炜, 张斌. 手动液压增力虎钳的设计[J]. 制造技术与机床, 2010(9): 140-141. doi: 10.3969/j.issn.1005-2402.2010.09.048 [6] 马国荣. 手动液压增力虎钳[J]. 现代制造工程, 2005(12): 118. [7] 徐晓东, 李卫权. 液压增力虎钳上碟形弹簧的选择及应力计算[J]. 机械设计与制造, 2005(6): 67-68. [8] 孙敏, 陈艳红. 快速夹紧与大夹紧力夹紧相结合的夹具设计[J]. 机械设计与制造, 2007(9): 186-187. [9] 全国螺纹标准化技术委员会. 梯形螺纹 第2部分: 直径与螺距系列: GB/T 5796.2-2022[S]. 北京: 中国标准出版社, 2022. [10] 吴拓. 简明机床夹具设计手册[M]. 北京: 化学工业出版社, 2010. [11] 王洪欣, 高谦, 付顺玲. 斜楔机构的受力分析和设计[J]. 机械制造, 1999(3): 19-20. [12] 高慧芳, 张耀成, 杨兆建, 等. 几种斜楔机构的特性分析[J]. 机械设计与制造, 2021(2): 1-4,9. [13] 于勇, 田志凌, 董瀚, 等. 中国材料工程大典: 第2卷, 钢铁材料工程(上)[M]. 北京: 化学工业出版社, 2006. -

 下载:
下载:



 点击查看大图
点击查看大图

图(3) / 表(1)
计量
- 文章访问数: 81
- HTML全文浏览量: 40
- PDF下载量: 36
- 被引次数: 0


