

Research on spinning quality of thin-walled parts based on regular polygon section
-
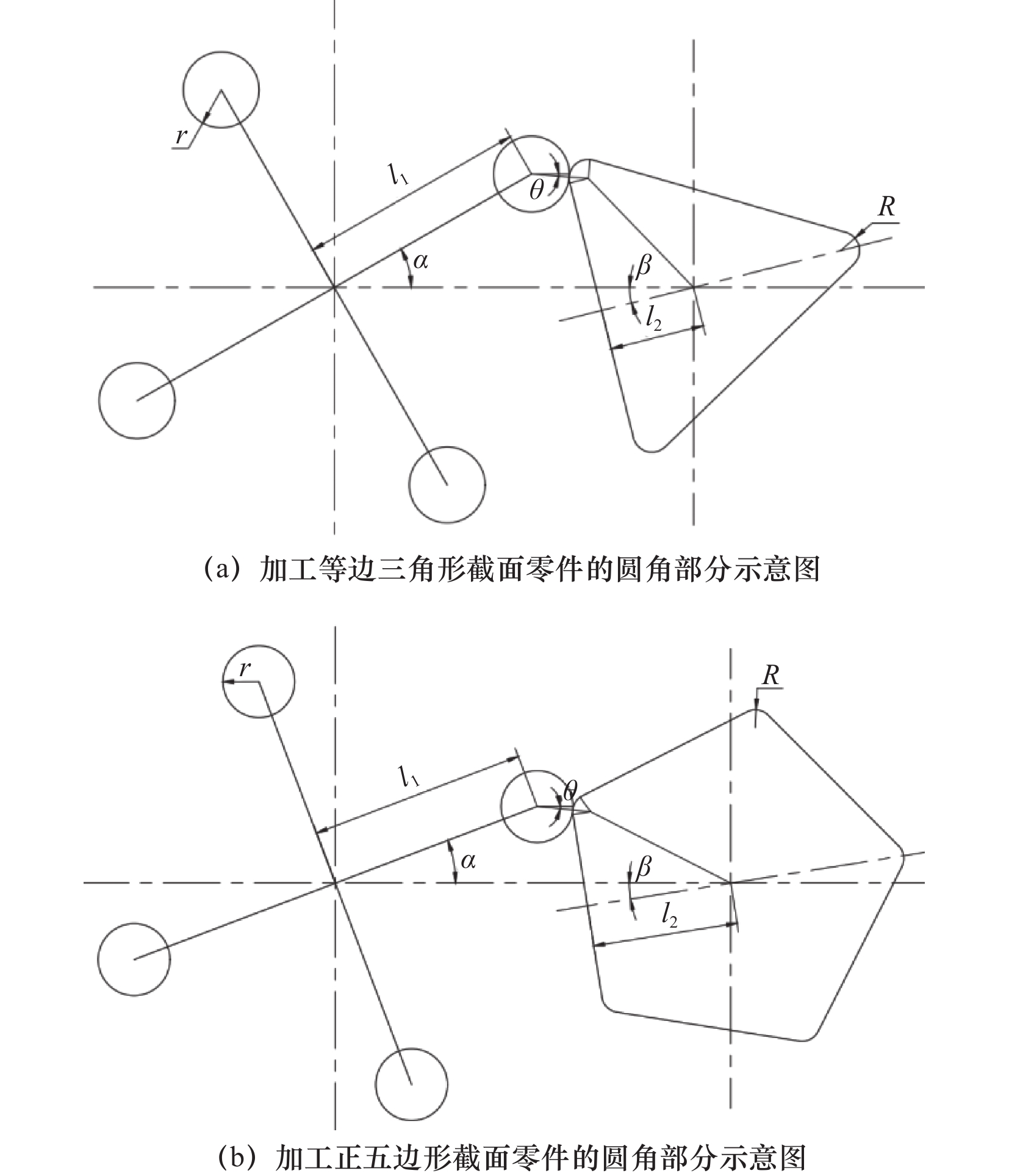
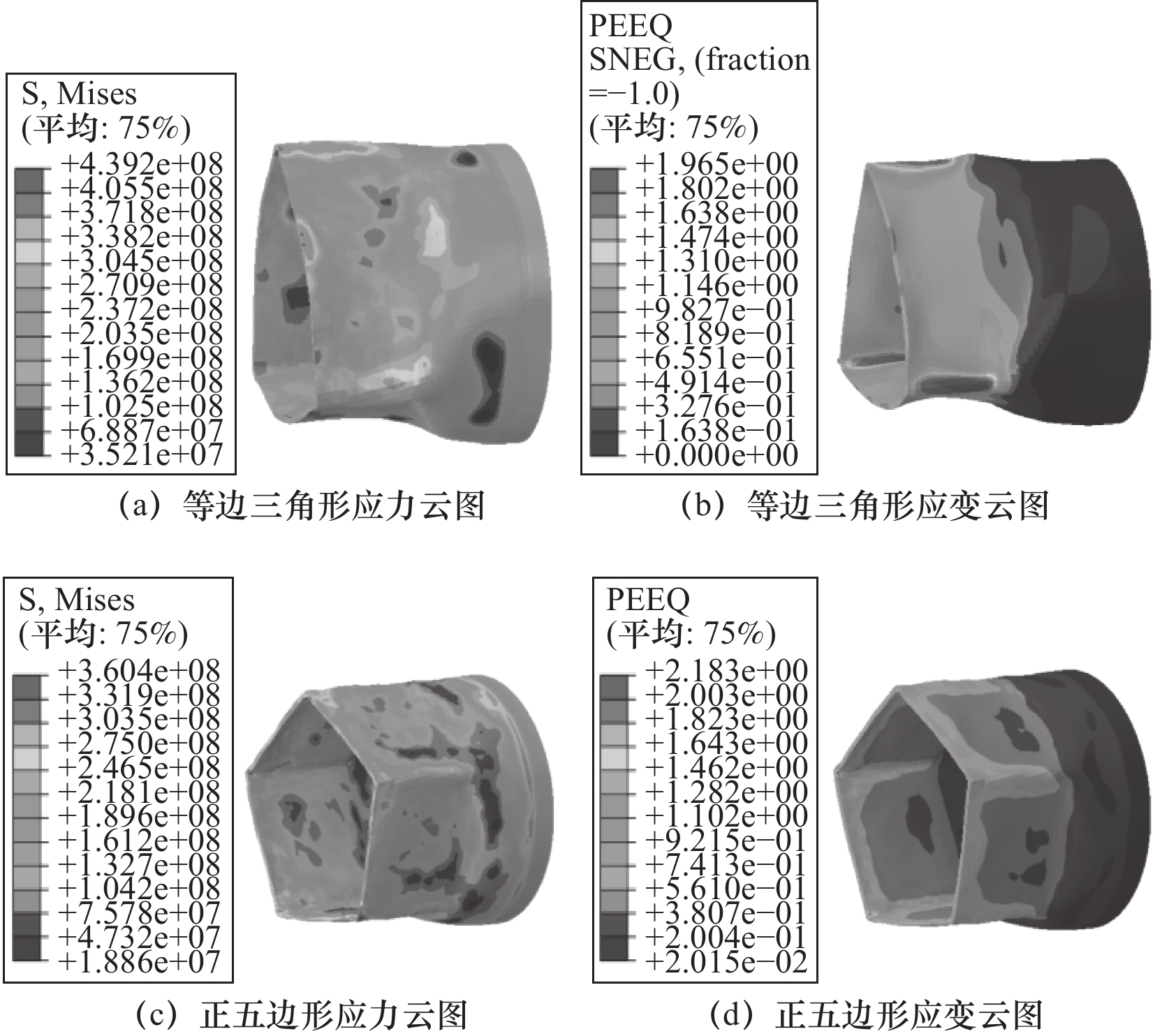
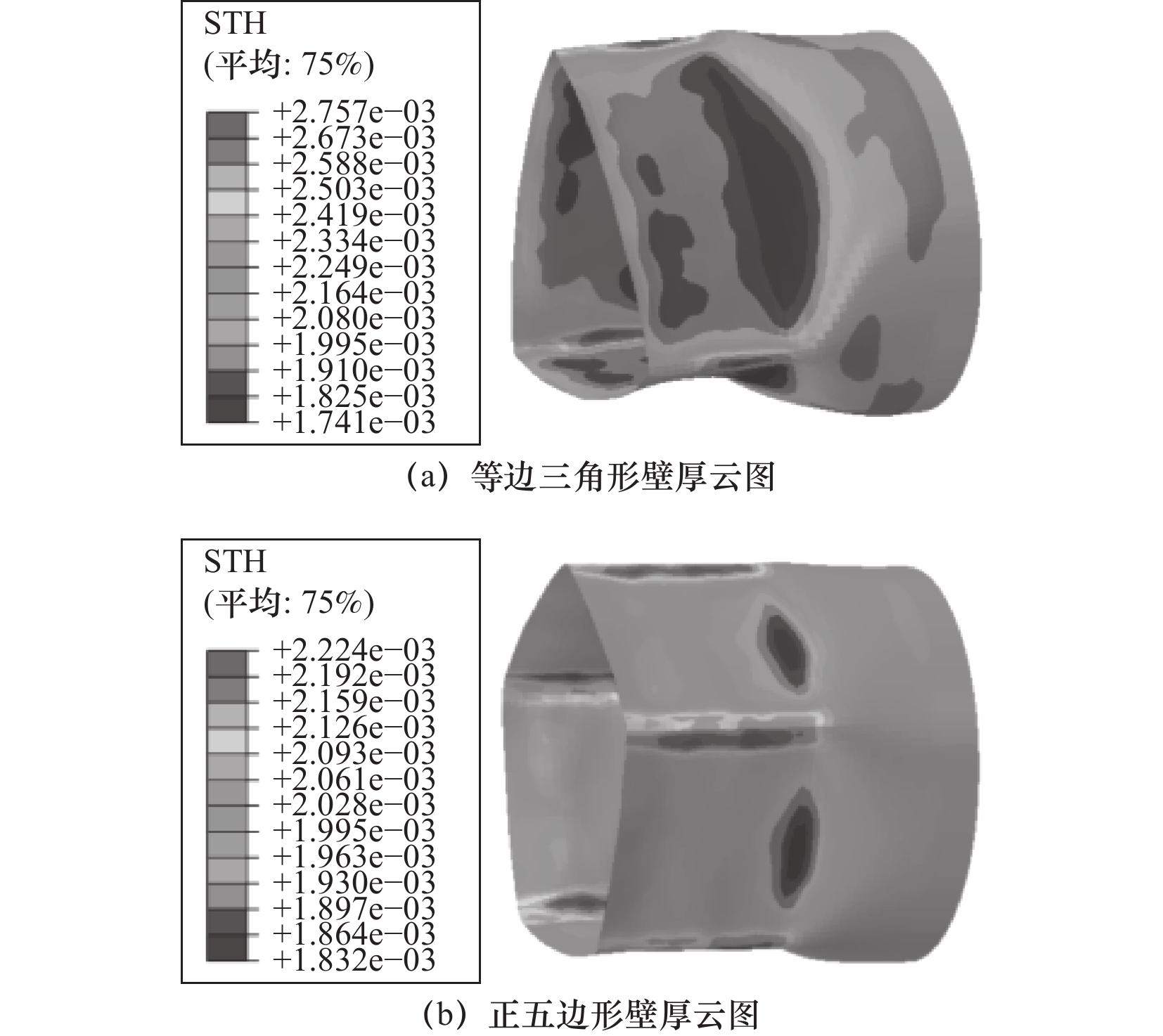
摘要: 基于新型非圆旋压成形方法,讨论正多边形零件旋压成形的旋轮对零件轮廓的成形轨迹方程。以等边三角形截面以及正五边形截面的旋压为例,研究新型非圆旋压成形方法在旋压过程中的主轴转速、旋轮进给比和道次三项工艺参数对正多边形截面旋压件壁厚差的影响。应用有限元软件进行仿真分析,根据仿真结果分析正多边形旋压件的壁厚分布规律,即正多边形旋压件的壁厚呈周期性分布,最大壁厚发生在正多边形旋压件的圆角处。采用Box-Behnken实验设计方法设计仿真实验,根据仿真数据对零件的壁厚差进行方差分析,建立了关于壁厚差的预测模型并对其进行优化,最后进行多组仿真研究用来验证模型准确性。结果表明主轴转速、旋轮进给比、道次对正多边形零件壁厚差的影响显著,主轴转速与壁厚差呈正相关,而进给比壁厚差呈负相关,道次对壁厚差的影响先减小后增加。Abstract: Based on the new non-circular spinning forming method, the forming trajectory equation of the contour of the spinning wheel pair of polygonal parts was discussed. Taking the spinning of equilateral triangle section and regular pentagonal section as an example, the influence of three technological parameters, namely, spindle speed, feed ratio of spinning wheel and passes, on the wall thickness difference of spinning parts with regular polygon section in the spinning process of the new non-circular spinning forming method was studied. The finite element software is used for simulation analysis. According to the simulation results, the wall thickness distribution of the regular polygon spinning parts was analyzed, that is, the wall thickness of the regular polygon spinning parts was distributed periodically, and the maximum wall thickness occurs to the corner of the regular polygon spinning parts. The Box-Behnken experimental design method was used to design the simulation experiment. The variance analysis of the wall thickness difference between in the parts was carried out according to the simulation data, and the prediction model of the wall thickness difference was established and optimized. Finally, multiple groups of simulation study are carried out to verify the accuracy of the model. The results show that the spindle speed, the feed ratio of the spinning wheel and the pass have significant effects on the wall thickness difference of the regular polygon parts. The spindle speed was positively related to the wall thickness difference, while the feed ratio was negatively related to the wall thickness difference. The effect of the pass on the wall thickness difference decreases first and then increases.
-
表 3 实验结果
序号 主轴转速/
(r/min)进给比 道次 等边三角形的
壁厚差/mm正五边形的
壁厚差/mm1 60 0.5 2 0.661 0.284 2 180 0.5 2 1.024 0.680 3 60 1.5 2 0.616 0.263 4 180 1.5 2 0.821 0.452 5 60 1 1 0.704 0.352 6 180 1 1 0.984 0.634 7 60 1 3 0.597 0.227 8 180 1 3 0.939 0.539 9 120 0.5 1 0.837 0.464 10 120 1.5 1 0.759 0.320 11 120 0.5 3 0.806 0.436 12 120 1.5 3 0.701 0.281 13 120 1 2 0.659 0.264 14 120 1 2 0.688 0.269 15 120 1 2 0.632 0.293 16 120 1 2 0.653 0.251 17 120 1 2 0.641 0.247  下载: 导出CSV
下载: 导出CSV
表 4 等边三角形的方差分析结果
因素 平方和 自由度 均方差 F值 显著性概率P 模型 0.28 9 0.031 67.41 <0.000 1 A 0.18 1 0.18 384.58 <0.000 1 B 0.023 1 0.023 50.45 0.000 2 C 0.007 26 1 0.007 26 15.77 0.005 4 AB 0.006 241 1 0.006 241 13.56 0.007 8 AC 0.000 961 1 0.000 961 2.09 0.191 7 BC 0.000 182 2 1 0.000 182 2 0.4 0.549 2 A2 0.026 1 0.026 55.76 0.000 1 B2 0.009 63 1 0.009 63 20.92 0.002 6 C2 0.023 1 0.023 49.18 0.000 2 失拟项 0.001 389 3 0.000 462 9 1.01 0.475 5 残差 0.001 833 4 0.000 458 3
下载: 导出CSV
表 5 正五边形的方差分析结果
因素 平方和 自由度 均方差 F值 显著性概率P 模型 0.32 9 0.035 53.84 <0.000 1 A 0.17 1 0.17 266.17 <0.000 1 B 0.038 1 0.038 57.5 0.000 1 C 0.01 1 0.01 15.77 0.005 4 AB 0.011 1 0.011 16.41 0.004 9 AC 0.000 225 1 0.000 225 0.34 0.575 6 BC 0.000 030 25 1 0.000 030 25 0.046 0.835 7 A2 0.05 1 0.05 76.42 <0.000 1 B2 0.008 948 1 0.008 948 13.71 0.007 6 C2 0.017 1 0.017 26.71 0.001 3 失拟项 0.003 249 5 0.001 083 3.28 0.140 6 残差 0.001 321 4 0.000 330 2
下载: 导出CSV
表 6 等边三角形的仿真实验结果与模型预测值的对比
序号 转速
A/(r/min)进给
比B道次C 仿真验证
结果/mm模型预测
值/mm仿真与预测
值误差1 60 1.5 3 0.628 0.652 3.68% 2 90 1 2 0.641 0.617 3.74% 3 150 0.5 1 0.986 1.028 4.09%
下载: 导出CSV
表 7 正五边形的仿真实验结果与模型预测值的对比
序号 转速
A/(r/min)进给
比B道次C 验证仿真
结果/mm模型预测
值/mm仿真与预测
值误差1 60 1.5 3 0.258 0.276 6.52% 2 90 1 2 0.222 0.207 6.76% 3 150 0.5 1 0.539 0.584 7.71%
下载: 导出CSV
-
[1] 宋金龙. 薄壁曲母线件多道次旋压成形精度研究[D]. 上海: 上海交通大学, 2017. [2] Amano T , Tamura K . The study of an elliptical cone spinning by the trial equipment [C]. Proceedings of the 3rd International Conference on Rotary Metalworking Processes, 8-10 September, 1984, Kyoto, Japan: 312-224. [3] Sebastian H, Birgit A. Numerical and experimental investigations of production of non-rotationally symmetric hollow parts using sheet metal spinning[J]. Steel Research International, 2010, 81(9): 998-1001. [4] Xia Q X, Lai Z Y, Zhan X X, et al. Research on spinning method of hollow part with triangle arc-type cross section based on profiling driving[J]. Steel Research International, 2010, 81(9): 994-997. [5] 赖周艺. 非圆横截面空心零件旋压成形机理研究[D]. 广州: 华南理工大学, 2012. [6] 王映品. 五边形截面空心零件旋压成形数值模拟与工艺研究[D]. 广州: 华南理工大学, 2011. [7] 吴小瑜. 四边圆弧形横截面空心零件旋压成形数值模拟及试验研究[D]. 广州: 华南理工大学, 2010. [8] 许强. 异形件旋压技术研究[D]. 沈阳: 沈阳航空航天大学, 2015. [9] 李研. 异形件旋压路径与变形控制研究[D]. 沈阳: 沈阳航空航天大学, 2017. [10] 李新标. 异形件无模空旋工艺研究[D]. 沈阳: 沈阳航空航天大学, 2016. [11] 王佰超, 朱晶玉, 张澧桐, 等. 椭圆薄壁件的旋压成形方法研究[J]. 制造技术与机床, 2021(7): 78-83. doi: 10.19287/j.cnki.1005-2402.2021.07.014 [12] 刘育良, 张澧桐, 王佰超, 等. 四边圆角形截面筒形件的旋压成形方法研究[J]. 机械传动, 2021, 45(11): 166-171. doi: 10.16578/j.issn.1004.2539.2021.11.026 [13] 舒成龙, 樊文欣, 原霞, 等. 基于响应曲面法的衬套强力旋压工艺参数优化设计[J]. 锻压技术, 2015, 40(4): 60-64. doi: 10.13330/j.issn.1000-3940.2015.04.013 -

 下载:
下载:


 点击查看大图
点击查看大图

图(9) / 表(7)
计量
- 文章访问数: 67
- HTML全文浏览量: 18
- PDF下载量: 22
- 被引次数: 0


