

Study on process parameters and structural angles of printed part of slurry extrusion ceramic 3D printing
-
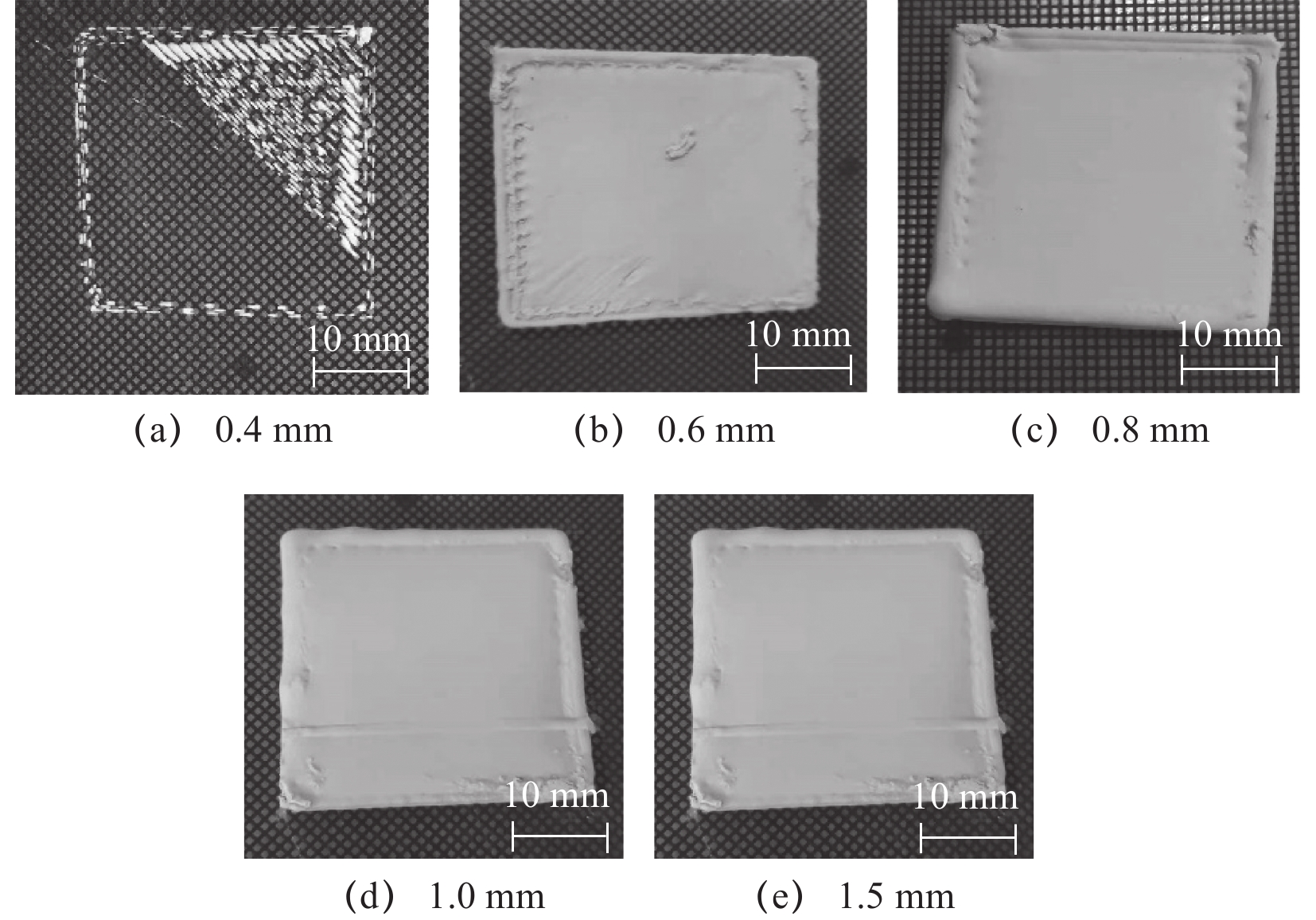
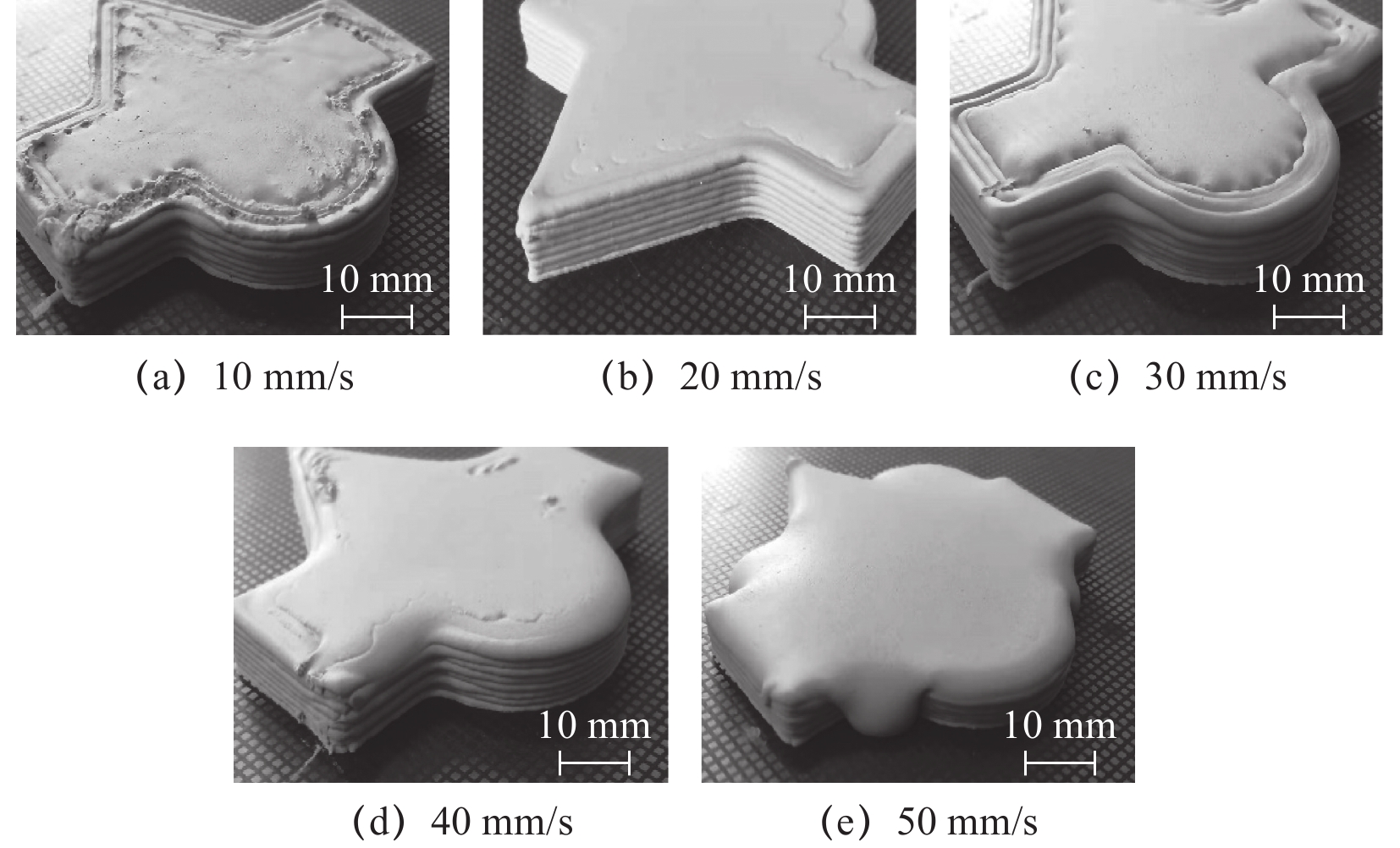
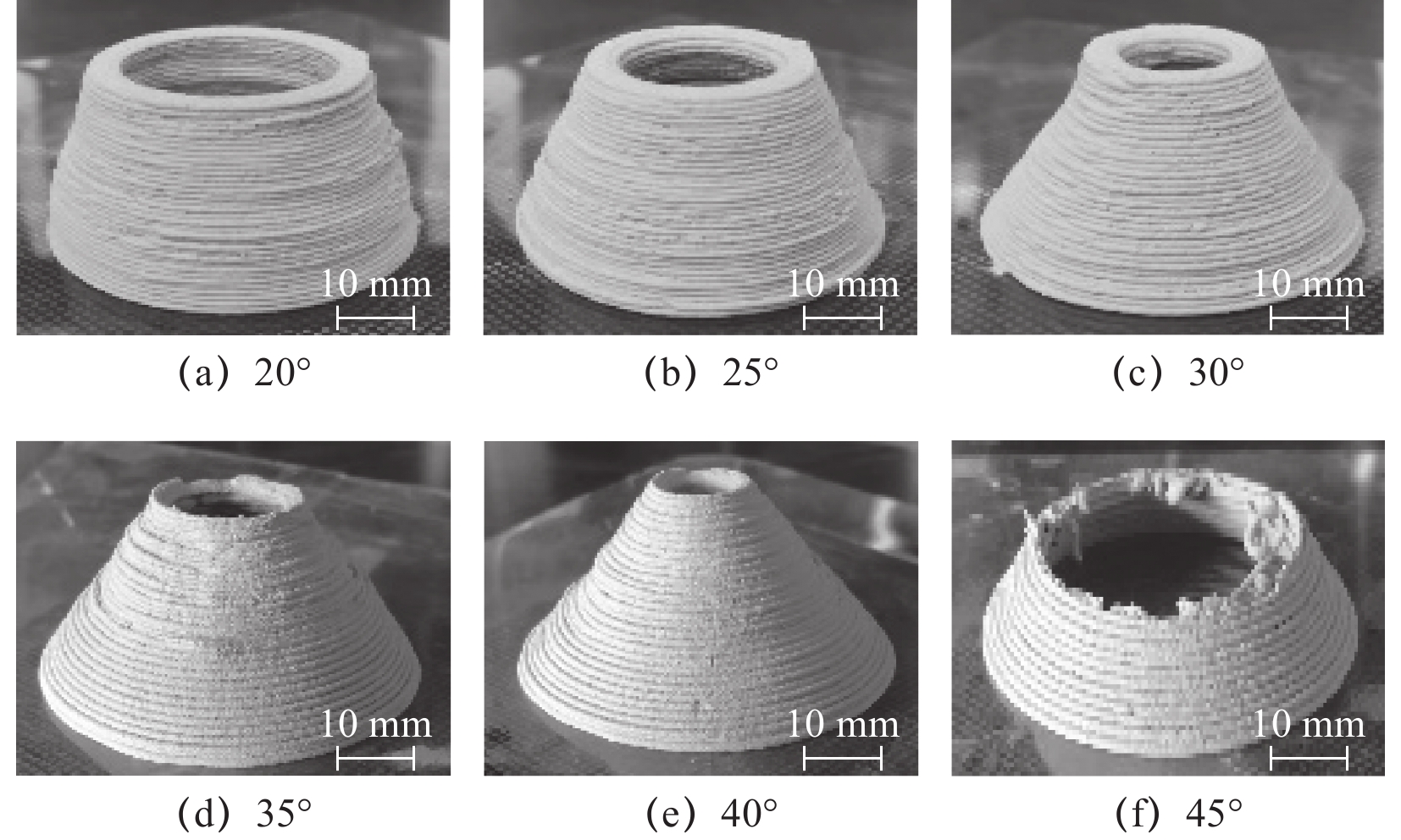
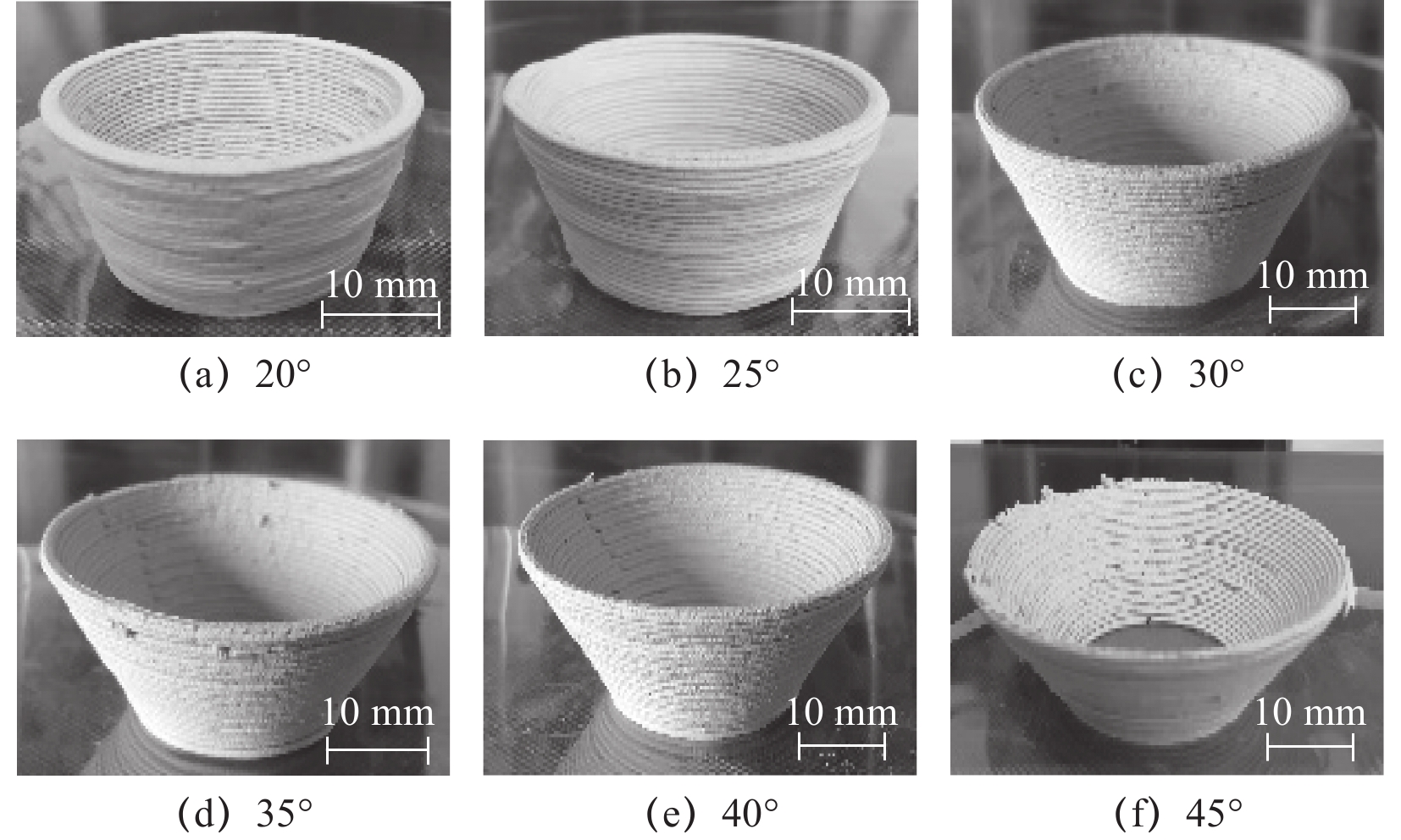
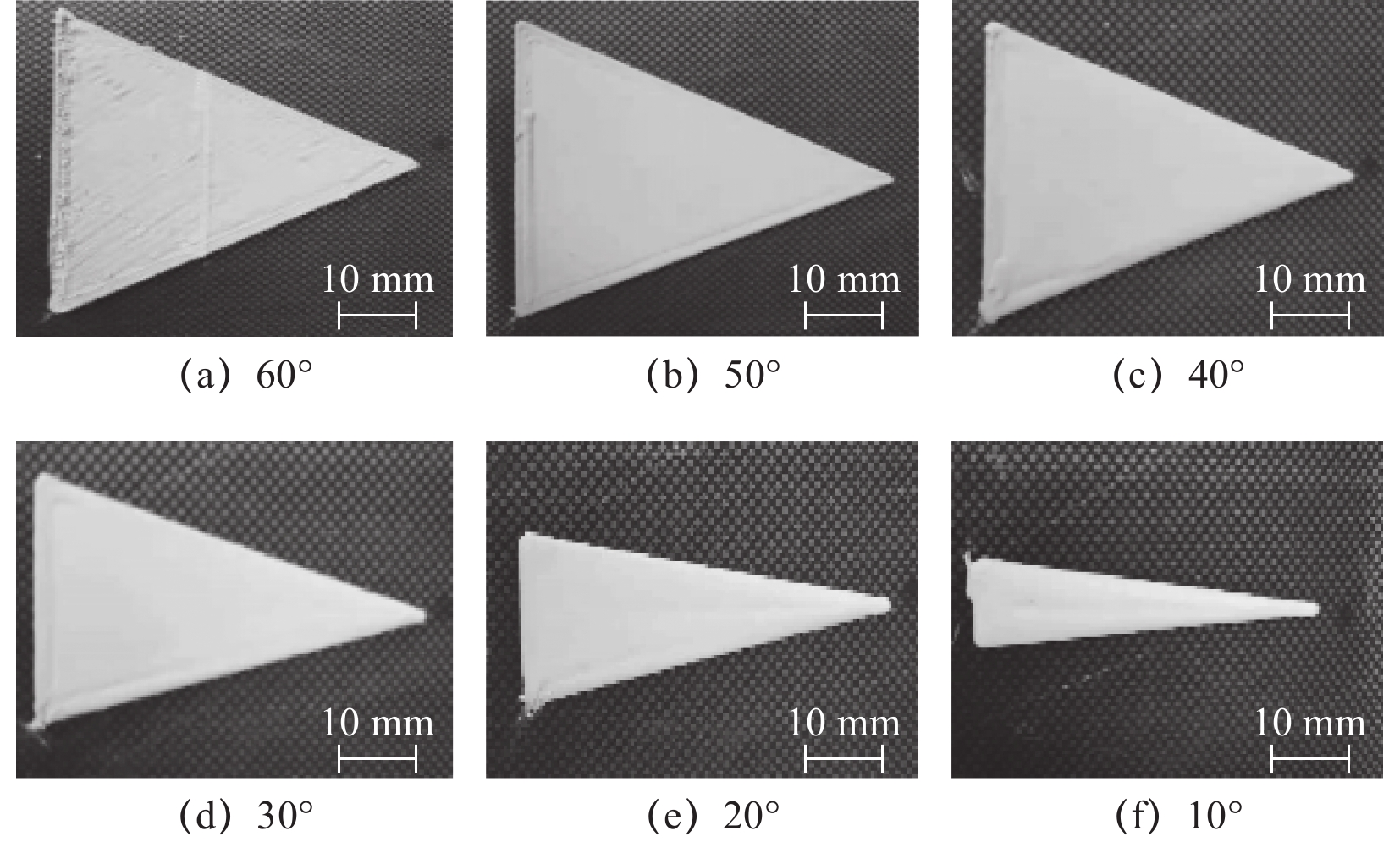
摘要: 针对挤出式陶瓷3D打印用于制备铸造型壳,分析了不同层高下浆料的挤出与堆积情况。通过3D打印试验,对比研究了挤出口内径、层高和打印速度对打印过程及打印质量的影响,获得了合适的工艺参数值;对比研究了不同的空间倾斜角度、打印平面内的角度下打印件的质量,获得了打印件的空间最大倾斜角度和打印平面内的最小角度。结果表明,合适的工艺参数为挤出口内径0.6~0.8 mm,层高0.6 mm左右,打印速度20 mm/s;打印件的内、外最大倾斜角度为40°,打印平面内的最小角度为30°。Abstract: The extrusion and accumulation of the slurry under different layer height were analyzed aiming at extrusion ceramic 3D printing for the preparing of casting shell. After 3D printing test, appropriate process parameter values were obtained by comparative studying the effect of extrusion head inner diameter, layer height and printing speed on printing process and printing quality, and the maximum space tilt angle and minimum angle in the printing plane of the printed part were obtained by comparative studying the quality of the printed part under different space tilt angle and the angle in the printing plane. The results show that appropriate process parameters are extrusion head inner diameter of 0.6 mm~0.8 mm, layer height of about 0.6 mm, printing speed of 20 mm/s. The maximum exterior and interior tilt angle of the printed part are 40°. The minimum angle in the printing plane of the printed part is 30°.
-
Key words:
- 3D printing /
- extrusion ceramic 3D printing /
- process parameters /
- casting shell
-
表 1 不同挤出口内径打印样件的尺寸及误差
挤出口内径/mm 0.4 0.6 0.8 1 1.5 设计尺寸/(mm×mm) 30×30 长度/mm / 29.83 30.37 30.92 32.13 宽度/mm / 29.81 30.34 30.88 32.2 长度误差/(%) / -0.57 +1.23 +3.07 +7.10 宽度误差/(%) / -0.63 +1.13 +2.93 +7.33  下载: 导出CSV
下载: 导出CSV
-
[1] Cesarano J. A review of robocasting technology[C]. Solid Freeform and Additive Fabrication. Warrendale, PA: Materials Research Society, 1999: 133-139. [2] 刘志鹏, 王安邦, 段国林. 挤出成形3D打印机扫描速度与挤出速度实时匹配的研究[J]. 机械科学与技术, 2020, 39(7): 1005-1013. [3] 胡福文, 程佳剑, 姜鑫. 陶瓷材料自由挤出3D打印成型及烧结精度研究[J]. 工业技术创新, 2018, 5(4): 12-17. [4] 杨力. 精密铸造陶瓷型/芯双头挤出直接成形的材料及精度研究[D]. 武汉: 华中科技大学, 2020. [5] 唐世艳. 分层挤出成形铸造用陶瓷型芯的精度控制及特性研究[D]. 武汉: 华中科技大学, 2019. [6] Sun Q L, Yang Z Z, Cheng H, et al. Creation of three-dimensional structures by direct ink writing with kaolin suspensions[J]. Journal of Materials Chemistry, C, 2018, 6(42): 11392-11400. doi: 10.1039/C8TC03152E [7] 吕宁, 赵欣, 郑健, 等. 陶瓷浆料DIW精密挤出装置关键参数的优化研究[J]. 陶瓷学报, 2019, 40(4): 517-523. [8] 张静, 周婧, 张旭, 等. 层高对陶瓷浆料微流挤出成形质量的影响研究[J]. 中国机械工程, 2021, 32(15): 1844-1853. doi: 10.3969/j.issn.1004-132X.2021.15.010 [9] 刘岩松, 李文博, 刘永胜, 等. 3D打印陶瓷铸型研究与应用进展[J]. 材料工程, 2022, 50(7): 18-29. [10] 樊自田, 杨力, 唐世艳. 增材制造技术在铸造中的应用[J]. 铸造, 2022, 71(1): 1-16. [11] 苏国梁, 刘洪军, 李亚敏. 精铸型壳的增材制造技术研究进展[J]. 精密成形工程, 2021, 13(1): 139-145. [12] 周伟召, 李涤尘, 陈张伟. 陶瓷浆料光固化快速成形特性研究及其工程应用[J]. 航空制造技术, 2010(8): 38-42. [13] 李艳, 李传良, 王梓勋. 生物3D打印活塞式喷头有限元辅助研究[J]. 轻工机械, 2017, 35(4): 33-37. -

 下载:
下载:




 点击查看大图
点击查看大图

图(9) / 表(1)
计量
- 文章访问数: 70
- HTML全文浏览量: 4
- PDF下载量: 26
- 被引次数: 0


