

Research on FDM dimensional accuracy modeling method based on contour compensation
-
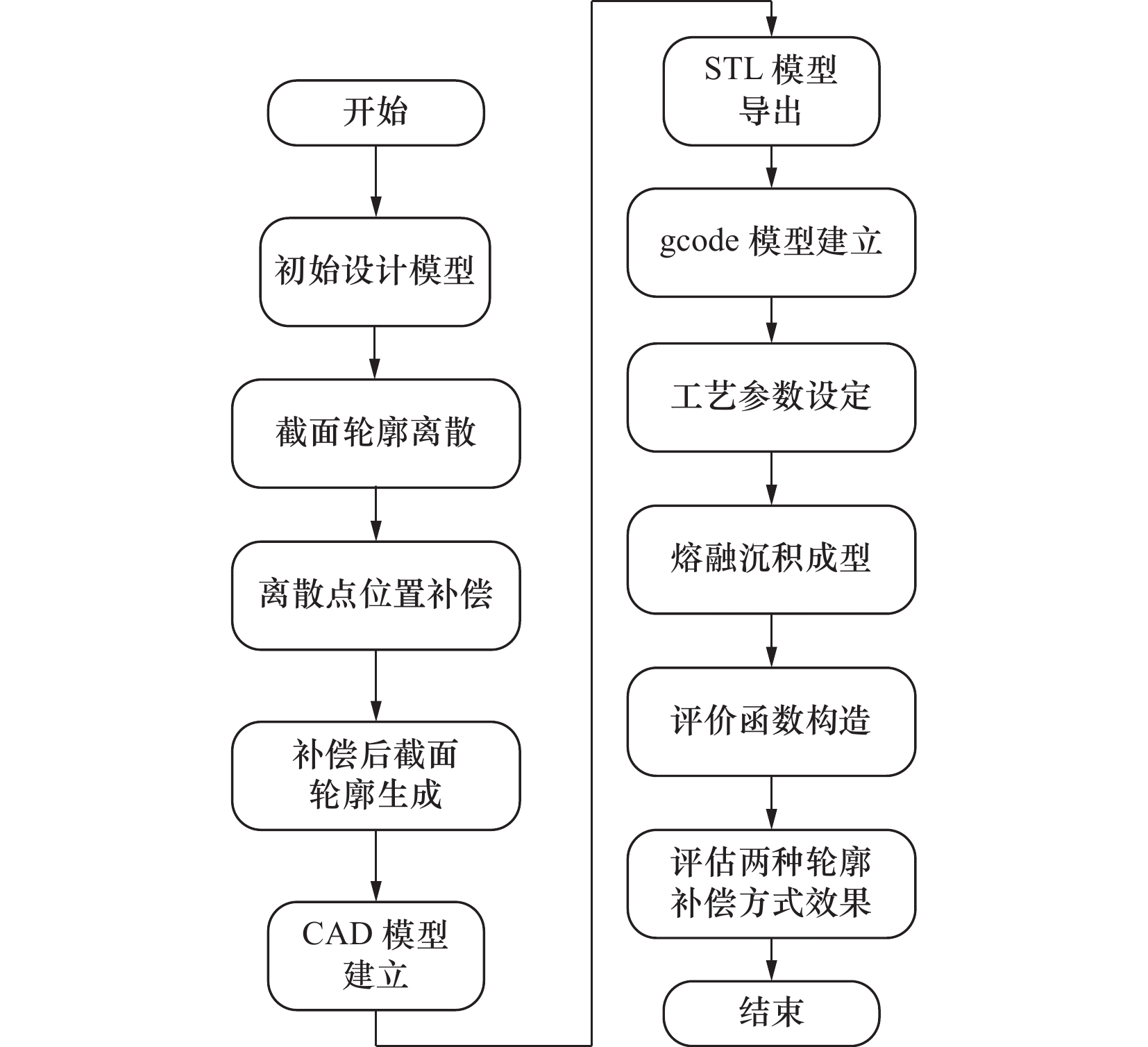
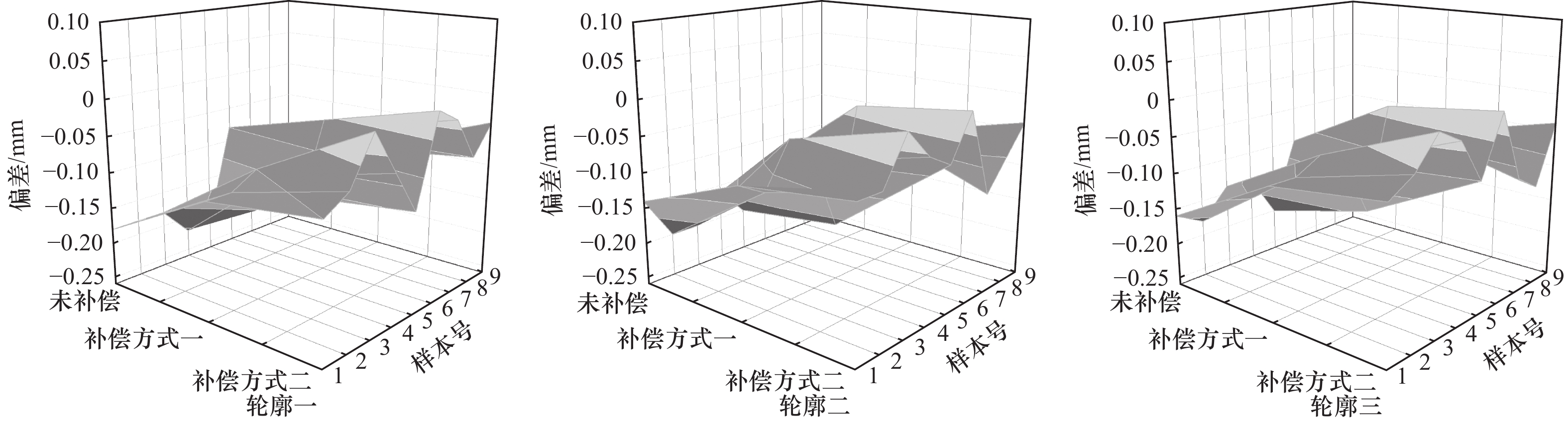
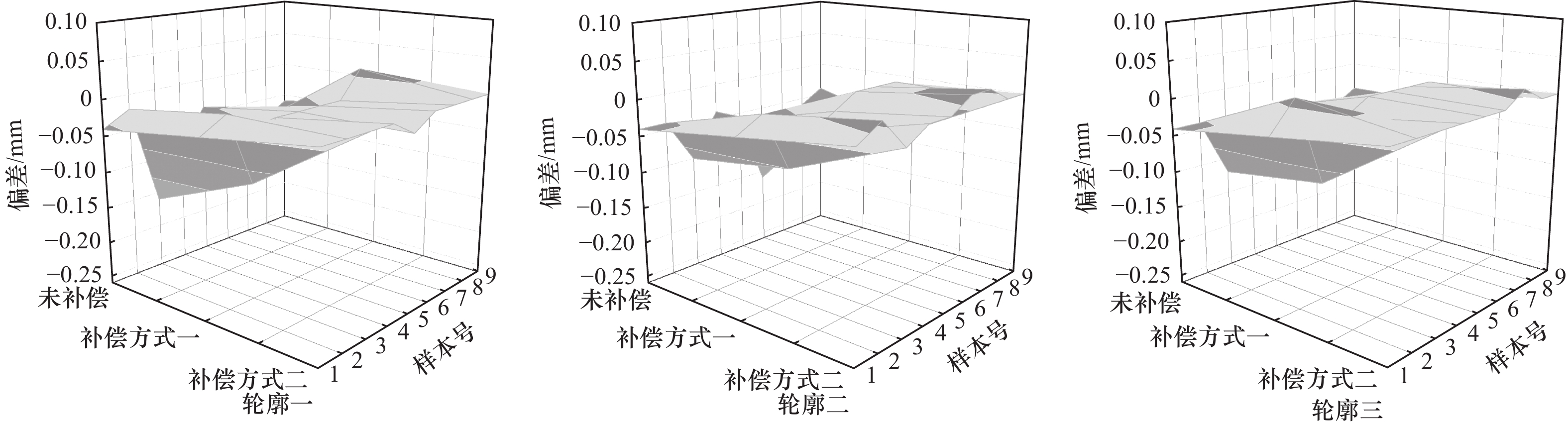
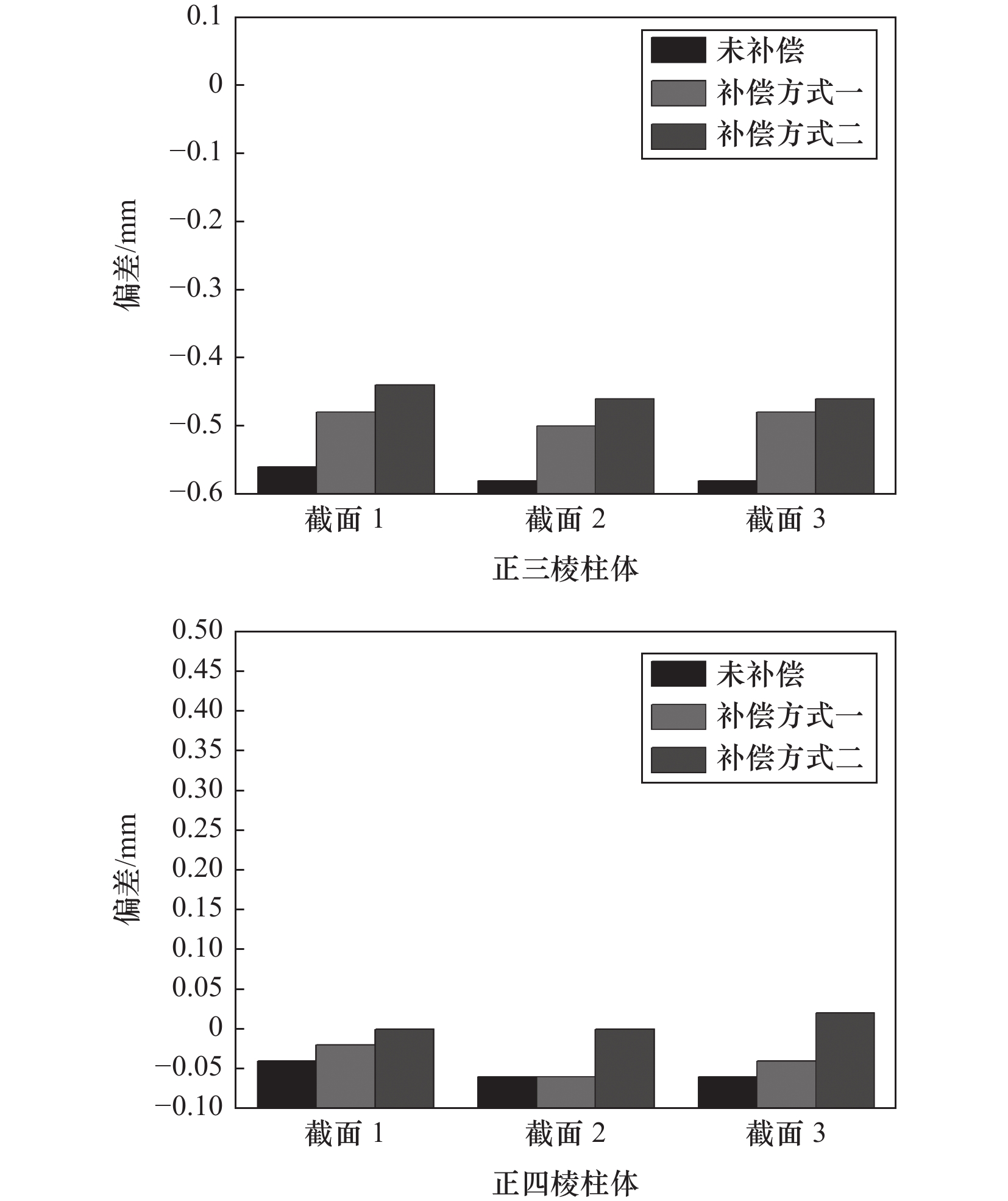
摘要: 针对熔融沉积制造(FDM)在热成型过程中由于材料收缩带来尺寸偏差的问题,基于初始设计模型进行轮廓补偿,以减小尺寸偏差,提升尺寸精度。采用正交试验设计系列正椭圆柱体、正三棱柱体和正四棱柱体模型,提出了两种轮廓补偿方式,分别采取方式一和方式二对试验件初始设计模型轮廓进行补偿。结果表明:针对本文研究案例,正椭圆柱体、正三棱柱体和正四棱柱体成型尺寸精度存在差异。两种方式均可提升尺寸精度,同一种方式对正椭圆柱体、正三棱柱体和正四棱柱体的尺寸精度提升程度不同,方式二有更优的补偿效果。Abstract: The problem of dimensional deviation caused by material shrinkage in the hot forming process of fused deposition manufacturing (FDM) should be solved. Thus, contour compensation method that based on the initial design model is carried out to reduce dimension deviation to improve dimension accuracy. A series of ellipsoidal cylinders, regular prisms are designed by orthogonal test. Two contour compensation methods are proposed, and the two methods are used to compensate the contour of the initial design model of the test pieces. The results show that there are differences in the forming dimensional accuracy of the elliptical cylinder, the triangular prism and the square prism for the examples in this article. Both of the two methods can improve dimensional accuracy. Dimensional accuracy of regular elliptical cylinder, regular triangular prism and square prism is promoted in different degrees by the same compensation method. The second has better compensation effect than the one.
-
Key words:
- fused deposition modeling /
- contour compensation /
- dimensional accuracy
-
表 1 实验件几何参数
序号 几何参数 $ {l_{AB}} $/mm $ {l_{CD}} $/mm $ {l_{ZC}} $/mm 1 14 8 8 2 14 10 10 3 14 12 12 4 16 8 10 5 16 10 12 6 16 12 8 7 18 8 12 8 18 10 8 9 18 12 10  下载: 导出CSV
下载: 导出CSV
表 3 轮廓补偿方式对尺寸精度的影响程度
方式 尺寸精度提升程度/(%) 椭圆长轴 椭圆短轴 正三棱柱体底边 正四棱柱体底边 未补偿 0 0 0 0 方式一 49.78 65.00 15.12 92.50 方式二 69.06 94.00 20.93 98.75
下载: 导出CSV
-
[1] 卢秉恒. 增材制造技术−现状与未来[J]. 中国机械工程, 2020, 31(1): 19-23. [2] Kulkarni S, Shinde D K. A review on the study of polymers and recent development and future challenges in materials for additive manufacturing 3D printing[J]. Additive Manufacturing, 2019, 1(3): 51-63. [3] Jadhav A, Jadhav V S. A review on 3D printing: An additive manufacturing technology[J]. Materials Today:Proceedings, 2022, 62(4): 2094-2099. [4] 张衡, 杨可. 增材制造的现状与应用综述[J]. 包装工程, 2021, 42(16): 9-14. [5] 李彬, 顾海, 张捷, 等. 基于化学处理的熔融沉积成型后处理研究进展[J]. 现代制造工程, 2019(11): 155-160. [6] 刘洋子健, 夏春蕾, 张均. 熔融沉积成型3D打印技术应用进展及展望[J]. 工程塑料应用, 2017, 45(3): 130-133. [7] Long J, Gholizadeh H, Lu J, et al. Review: application of fused deposition modelling (FDM) method of 3D printing in drug delivery[J]. Current Pharmaceutical Design, 2017, 23(3): 433-439. doi: 10.2174/1381612822666161026162707 [8] Dong Y W, Kun B U, Dou Y Q, et al. Determination of wax pattern die profile for investment casting of turbine blades[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 378-387. doi: 10.1016/S1003-6326(11)60725-5 [9] 董一巍, 卜昆, 窦杨青. 基于ProCAST仿真文件的精铸模具反变形方法[J]. 航空制造技术, 2009(20): 72-79. [10] 穆存远, 朱岩. 基于信噪比的FDM快速成型工艺参数优化分析[J]. 沈阳建筑大学学报:自然科学版, 2016, 32(6): 1104-1110. [11] Alafaghani A, Qattawia A, Alrawia B, et al. ScienceDirect experimental optimization of fused deposition modelling processing parameters: a design-for-manufacturing approach[J]. Procedia Manufacturing, 2017, 10: 791-803. doi: 10.1016/j.promfg.2017.07.079 [12] 南思豪, 刘健, 关舒文. 面向FDM筒形件尺寸收缩特性的数值模拟研究[J]. 机械科学与技术, 2021, 40(1): 101-108. [13] 韩江, 王益康, 田晓青. 熔融沉积(FDM)3D打印工艺参数优化设计研究[J]. 制造技术与机床, 2016(6): 139-146. [14] 杨恩源. 基于FDM快速成型工艺的优化[J]. 北京服装学院学报:自然科学版, 2012(1): 70-76. [15] Panda S K, Padhee S, Sood A K, et al. Optimization of fused deposition modelling (FDM) process parameters using bacterial foraging technique[J]. Intelligent Information Management, 2009, 1(2): 89-97. doi: 10.4236/iim.2009.12014 [16] 冯婧, 李真真. 一种基于FDM成型的圆筒制件工艺参数优化研究[J]. 信息记录材料, 2017, 18(1): 60-61. -

 下载:
下载:



 点击查看大图
点击查看大图

图(7) / 表(3)
计量
- 文章访问数: 73
- HTML全文浏览量: 14
- PDF下载量: 25
- 被引次数: 0


