

Automatic assembly of infrared sensor based on industrial robot and machine vision
-
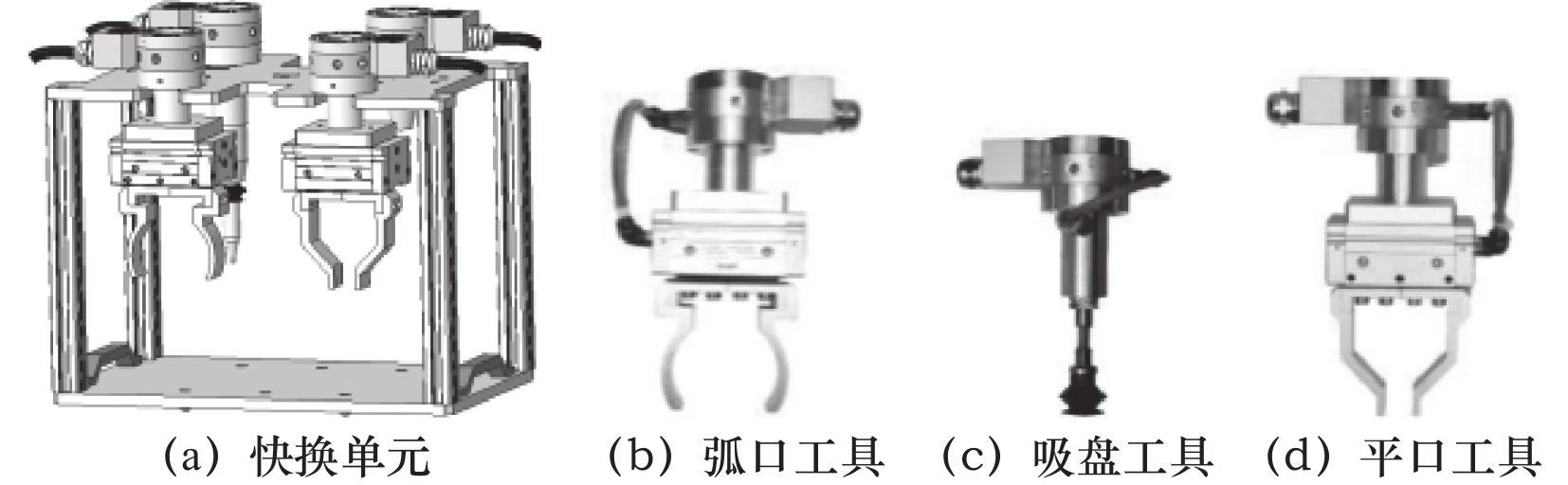
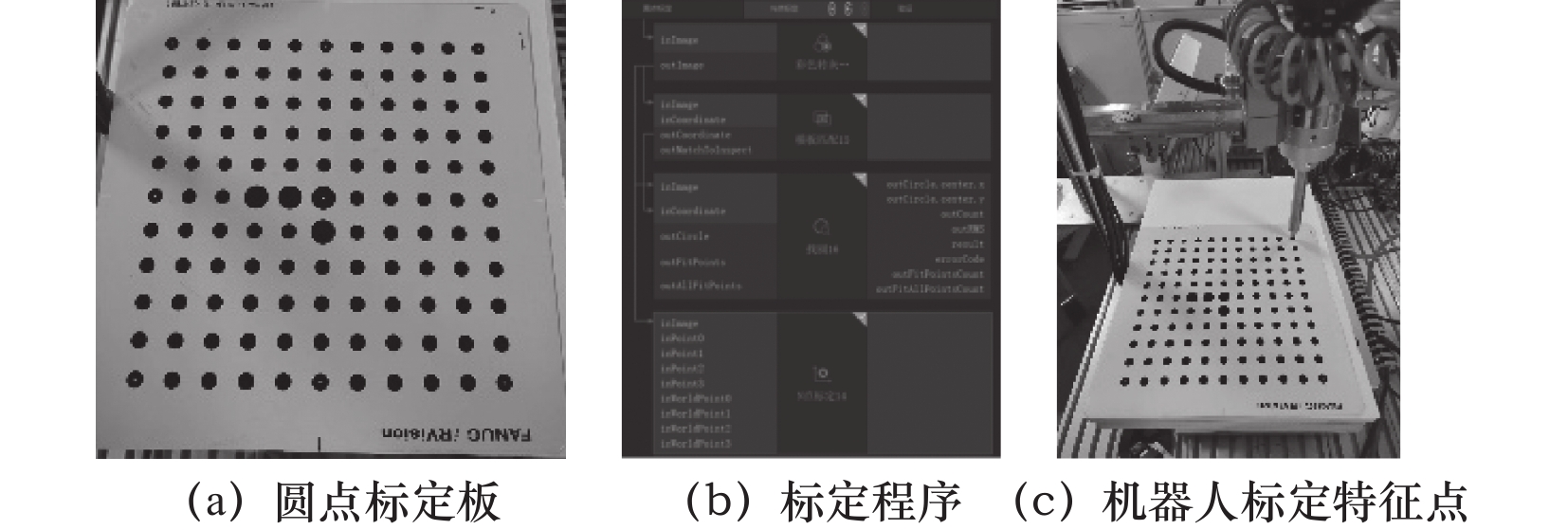
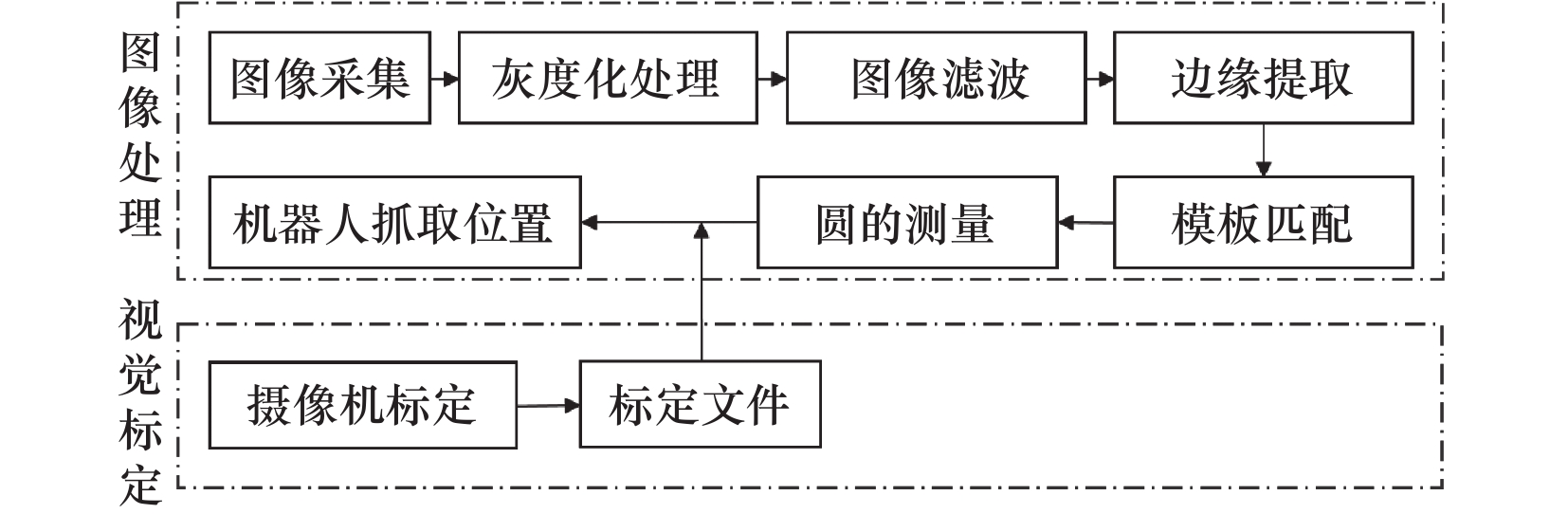
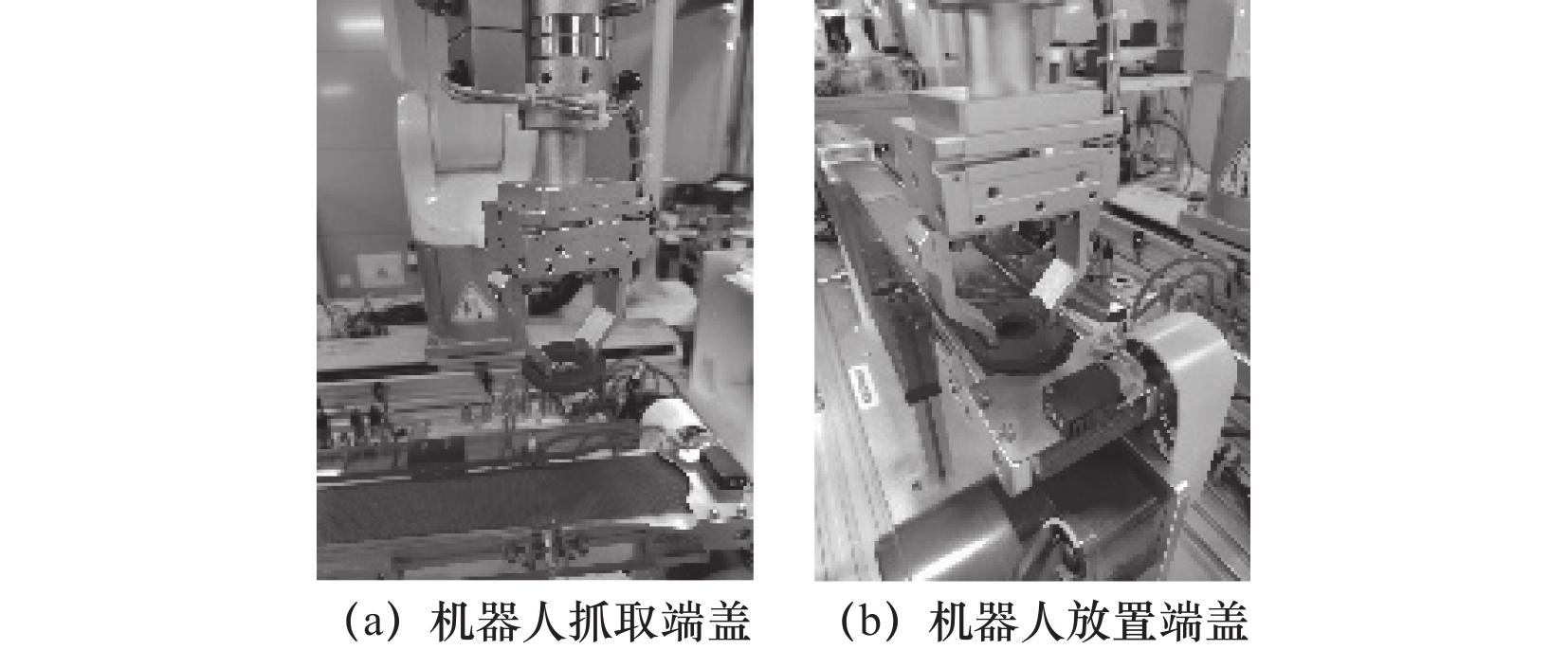
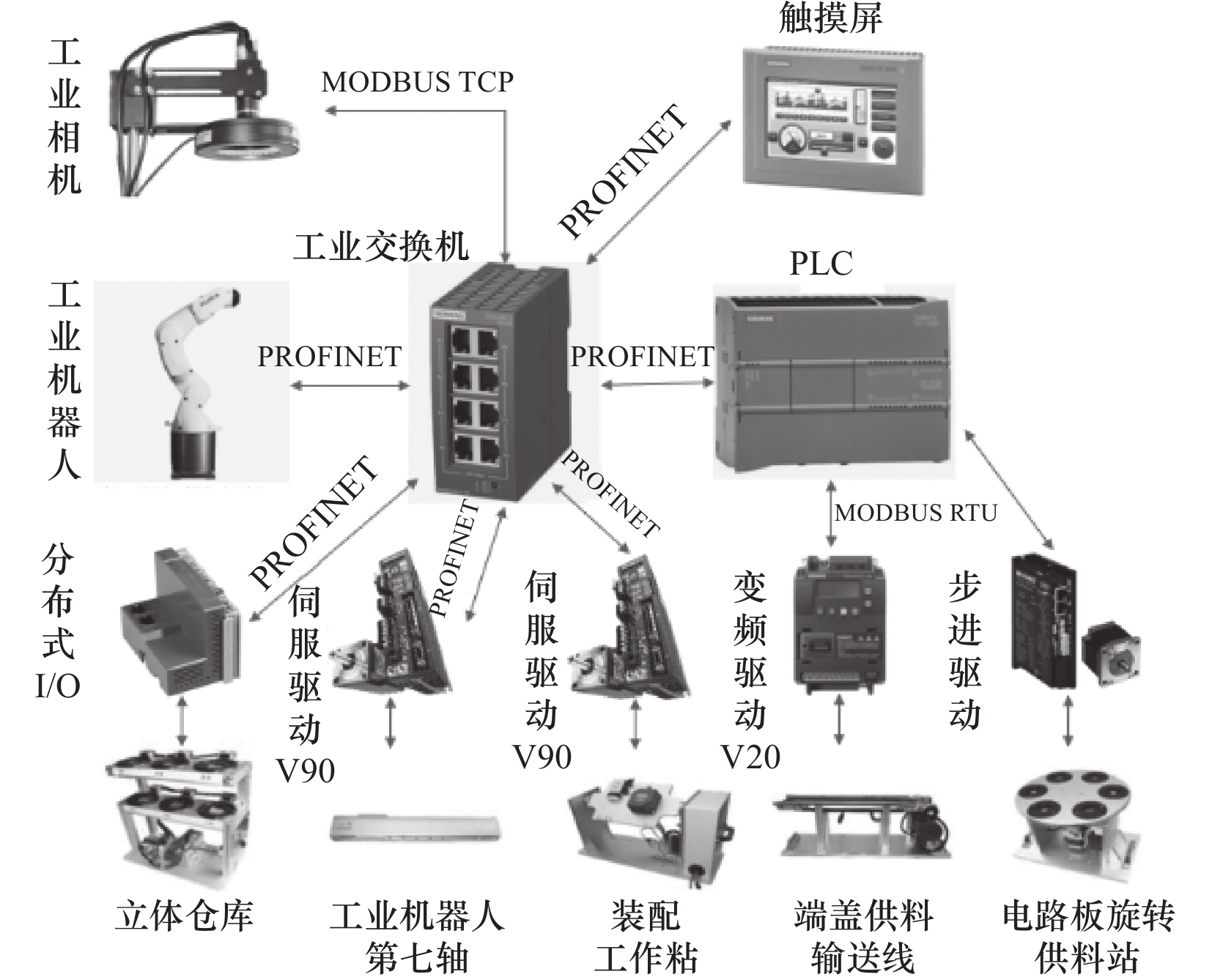
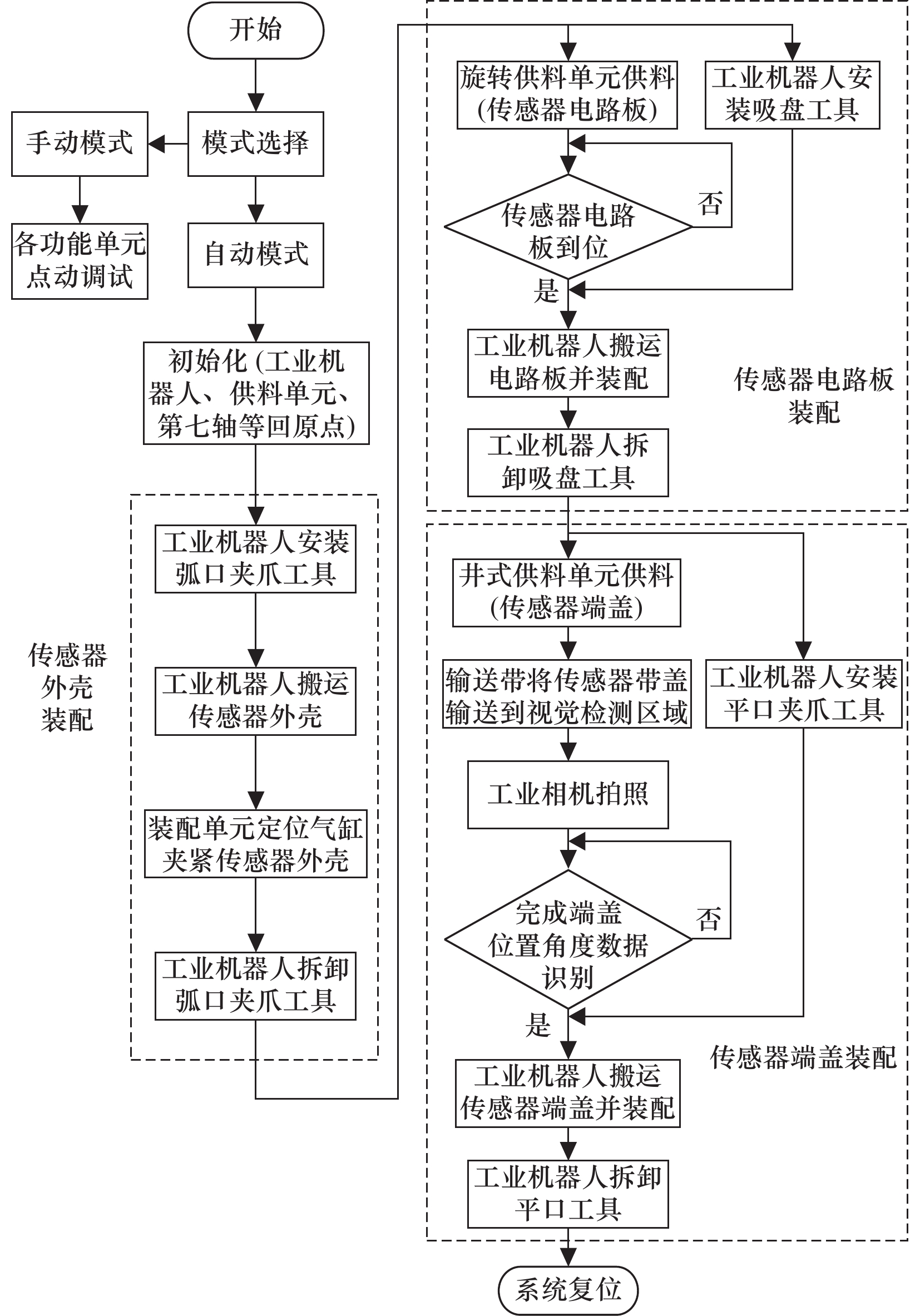
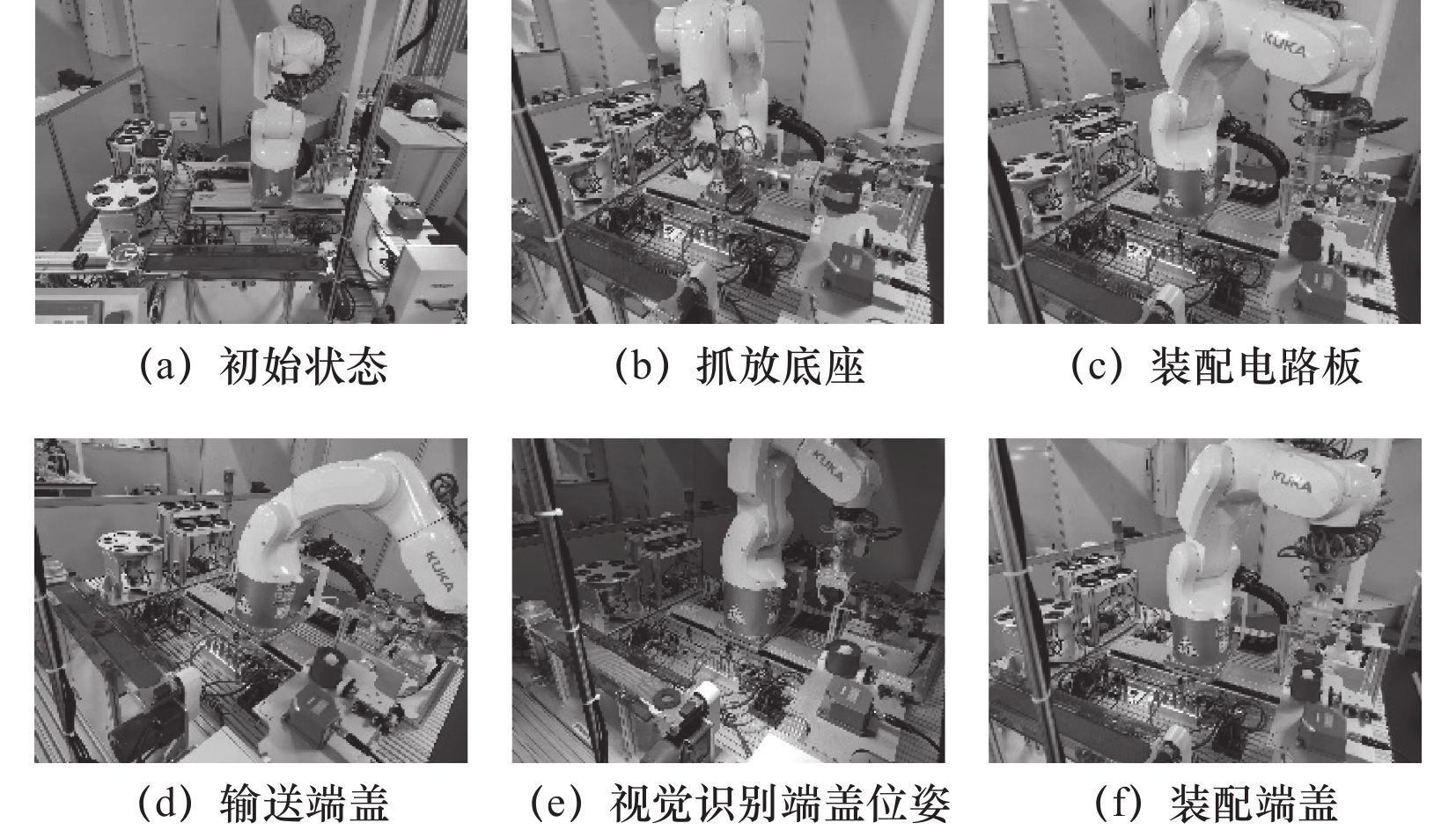
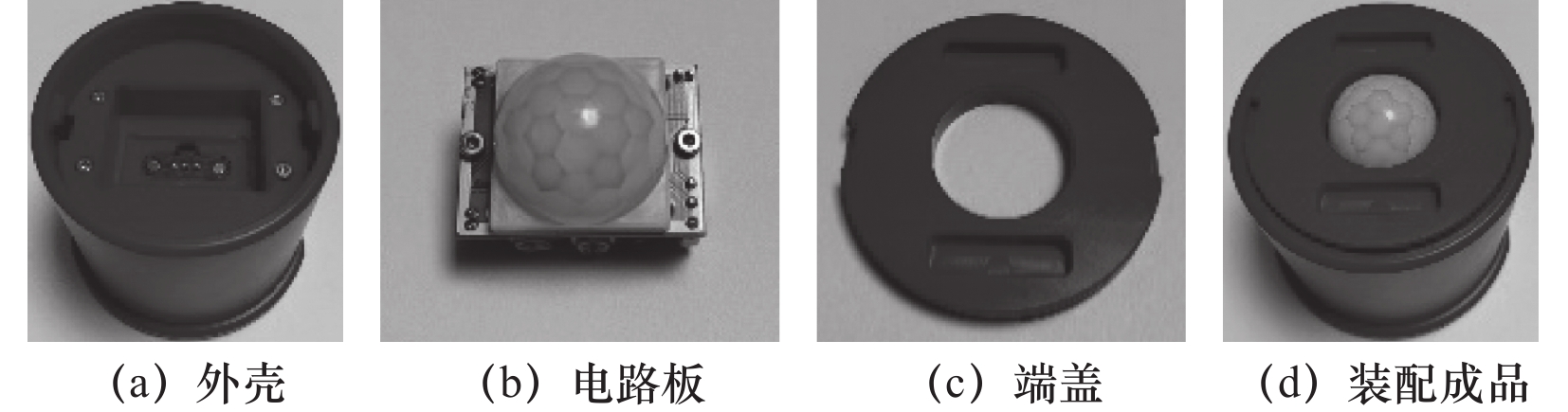
摘要: 针对红外传感器装配过程存在工件位置不准确等问题,设计了基于视觉定位技术的红外传感器自动装配系统。机械结构由工业机器人、供料单元、输送单元、视觉检测单元、快换工具单元和机器人第七轴等组成;利用视觉系统识别传感器端盖的位置和角度,并将结果换算到机器人世界坐标系,使机器人能够准确抓取到工件;搭建了基于以太网通信的PLC控制系统,完成红外传感器各零件的出料、输送、抓取及自动装配控制。实验表明,所设计的系统自动化程度高,运行可靠,具有较高的推广应用价值。Abstract: Aiming at the problem of inaccurate workpiece position in the assembly process of infrared sensor, an automatic assembly system of infrared sensor based on visual recognition and positioning technology is designed. The mechanical structure of the system is composed of industrial robot, feeding unit, conveying unit, visual detection unit, quick-change tool unit, the seventh axis of industrial robot, etc. The position and angle of the sensor end cover are recognized by the vision system, and the result is converted to the robot world to make the workpiece can be grasped accurately. A PLC control system based on Ethernet communication is built to complete the discharging, conveying, grabbing and automatic assembly control of infrared sensor parts. The experiment shows that the designed system has high degree of automation, reliable operation and high promotion application value.
-
Key words:
- industrial robot /
- machine vision /
- automatic assembly /
- infrared sensor
-
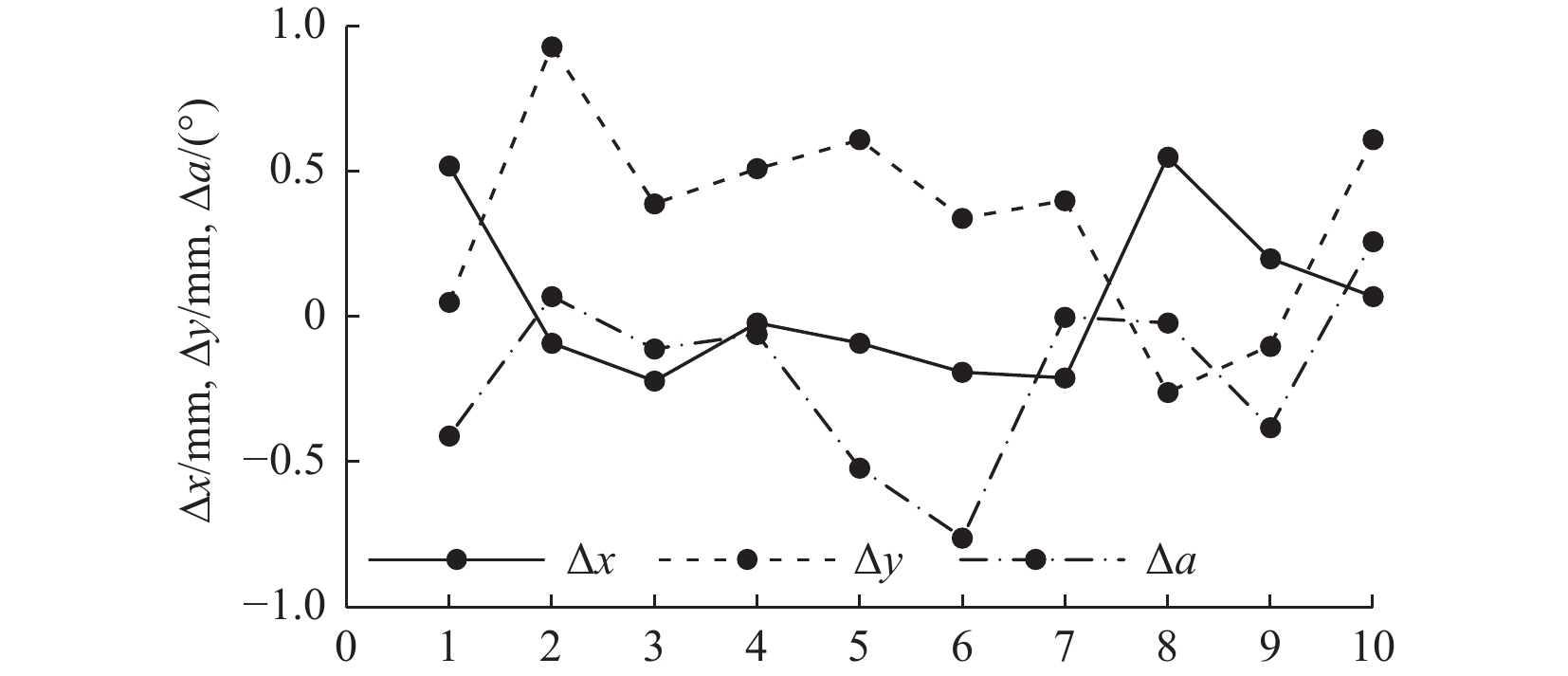
表 1 视觉系统测试实验数据
x/mm y/mm a/(°) 序号 实际值 识别值 实际值 识别值 实际值 识别值 1 458.32 458.84 126.44 126.49 174.38 173.97 2 462.86 462.77 118.48 119.41 −145.28 −145.21 3 458.24 458.02 124.05 124.44 −126.54 −126.65 4 462.04 462.02 128.26 128.77 −142.03 −142.09 5 460.13 460.04 129.53 130.14 −116.76 −117.28 6 452.22 452.03 120.95 121.29 −116.76 −117.52 7 451.58 451.37 119.58 119.98 −144.9 −144.9 8 463.50 464.05 121.00 120.74 138.73 138.71 9 457.02 457.22 123.92 123.82 111.7 111.32 10 469.77 469.84 122.72 123.33 −144.9 −144.64  下载: 导出CSV
下载: 导出CSV
表 2 控制系统的功能要求
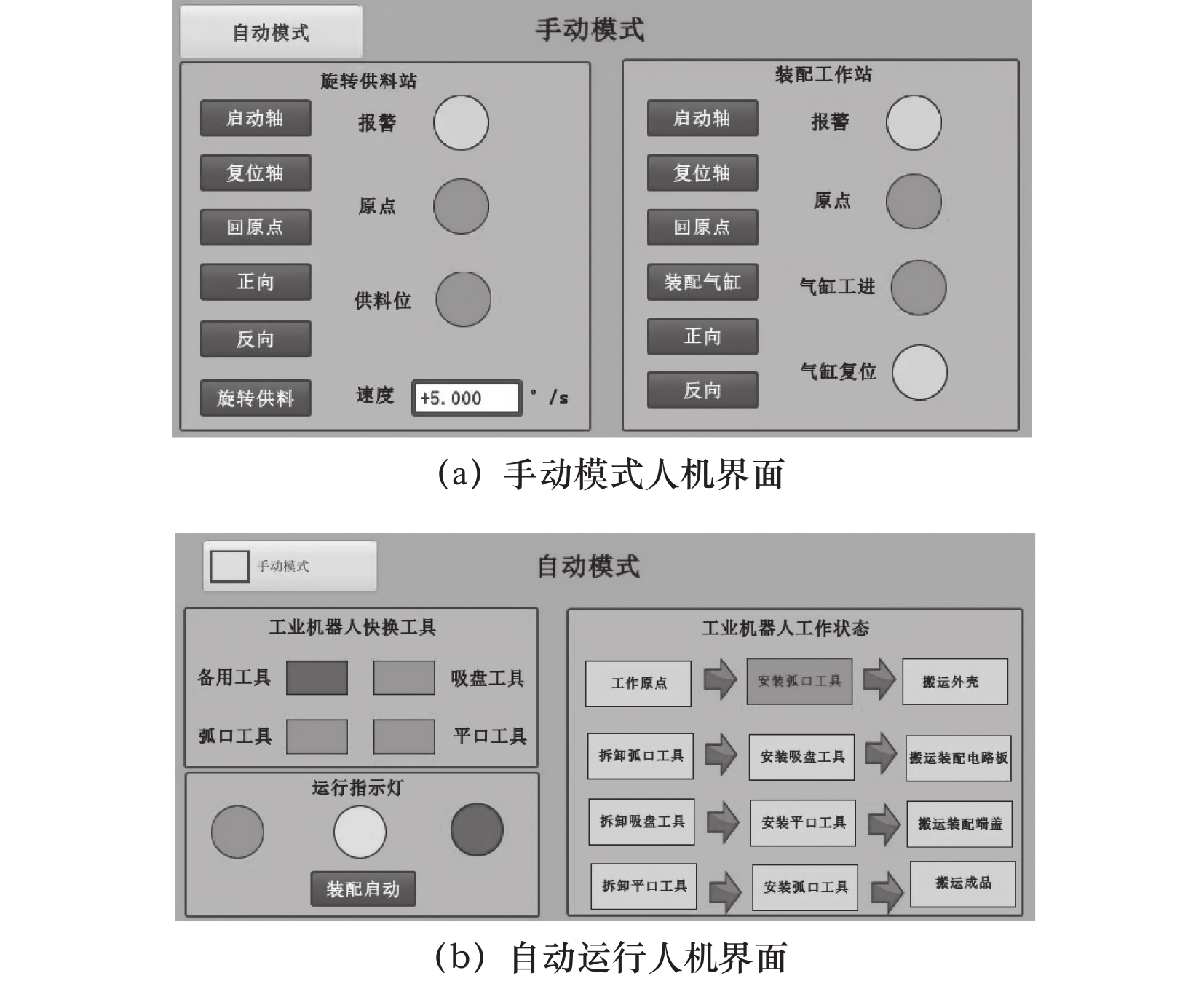
序号 功能 动作要求 1 初始化 数据清零,如读取相机端盖数据、发送机器人数据清零;信号复位如高速脉冲信号端口复位,工作气缸复位等 2 手动控制 实现旋转供料站、工业机器人第七轴、装配工作站、供料输送线正向反向手动运动调节 3 自动控制 正常运行情况下,完成红外线传感器的搬运与装配 4 外部通信 与外部器件建立通信,如接收相机采集端盖位置、角度,发送与接收工业机器人当前工作状态 5 数据处理 对采集到的角度数据进行高低16位数据转换,为发送给机器人做准备 6 紧急停止 当出现紧急情况,可按下紧急停止按钮,停止当前系统的动作,保证生产安全,同时红色指示灯点亮
下载: 导出CSV
表 3 PLC主要输入输出端口功能
地址 功能 地址 功能 I0.0 旋转供料原点 Q0.0 旋转供料脉冲 I0.1 旋转供料有无 Q0.1 旋转供料方向 I0.4 工业机器人第七轴原点 Q0.2 工业相机拍照 I0.5 工业机器人第七轴左限位 Q2.3 红色工作指示灯 I0.6 工业机器人第七轴右限位 Q2.4 黄色工作指示灯 I1.0 伺服变位原点 Q2.5 绿色工作指示灯 I1.1 伺服右限位 Q2.6 装配气缸 I1.2 伺服左限位 I2.4 拍照到位 I4.6 装配气缸工进位 I4.7 装配气缸复位位
下载: 导出CSV
-
[1] 章林, 李雨, 秦博东, 等. 基于视觉的并联机器人药袋分拣系统设计[J]. 机床与液压, 2019, 47(9): 68-71. [2] 刘向前, 闫娟, 杨慧斌, 等. 基于机器视觉的工件装配快速定位方法实现[J]. 机床与液压, 2022, 50(5): 123-128. [3] 胡盘峰, 刘光新, 岳东海. 基于工业机器人的步进电机智能装配系统设计[J]. 机床与液压, 2020, 48(3): 66-69. [4] 李致金, 武鹏, 乔治, 等. 基于机器视觉的机器人工件定位系统[J]. 组合机床与自动化加工技术, 2019(12): 127-130. [5] 苏建, 李在娟. 融合视觉和以太网技术的工业机器人分拣装配控制系统设计[J]. 机床与液压, 2021, 49(24): 119-123. [6] 黄波, 赵飞, 王佳, 等. 基于机器视觉自动化装配系统研究[J]. 机器视觉与检测, 2022(9): 117-122. [7] 张立国, 杨曼, 金梅, 等. 基于改进九点标定的机器人投板方法[J]. 制造技术与机床, 2021(12): 7-14. [8] 刘德志, 曾勇, 袁雨鑫, 等. 基于机器视觉的火车轮对轴端标记自动识别算法研究[J]. 现代制造工程, 2022(7): 113-120. [9] 赵鹏宇, 王宗彦, 丁培燎, 等. 基于机器视觉的并联机器人工件识别定位[J]. 制造技术与机床, 2021(12): 15-20. [10] 彭杰, 孟祥印, 李晟尧, 等. 基于机器视觉的工件分拣及上下料系统[J]. 机床与液压, 2021, 49(21): 38-42. [11] 金燕, 代皇, 李书齐. 基于视觉检测的PLC智能控制系统设计[J]. 机床与液压, 2021, 49(23): 113-116. doi: 10.3969/j.issn.1001-3881.2021.23.022 -

 下载:
下载:




 点击查看大图
点击查看大图
图(13) / 表(3)
计量
- 文章访问数: 80
- HTML全文浏览量: 8
- PDF下载量: 30
- 被引次数: 0


