

Effect of electrode materials on the surface quality of aero-engine honeycomb ring with short arc grinding
-
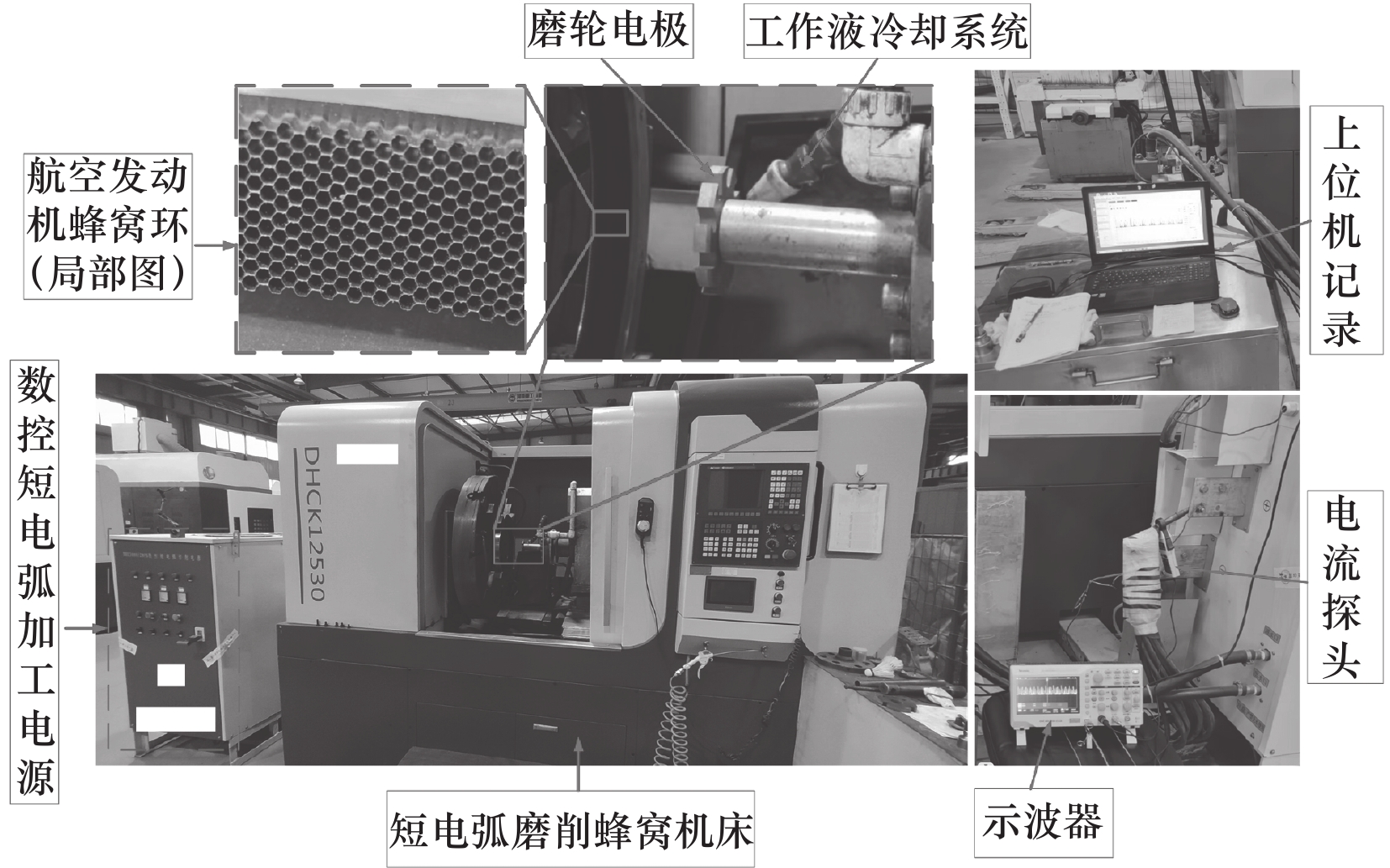
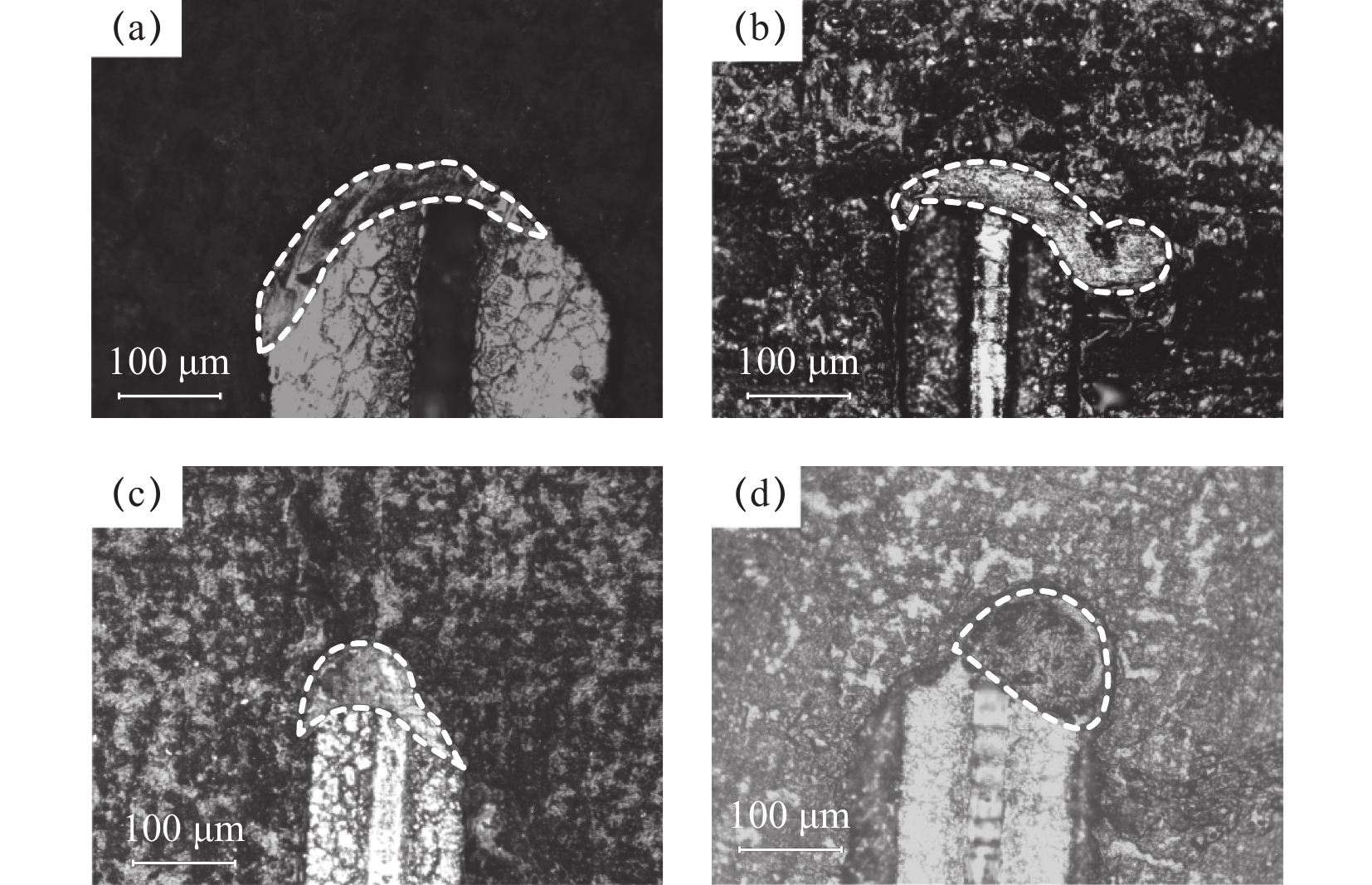
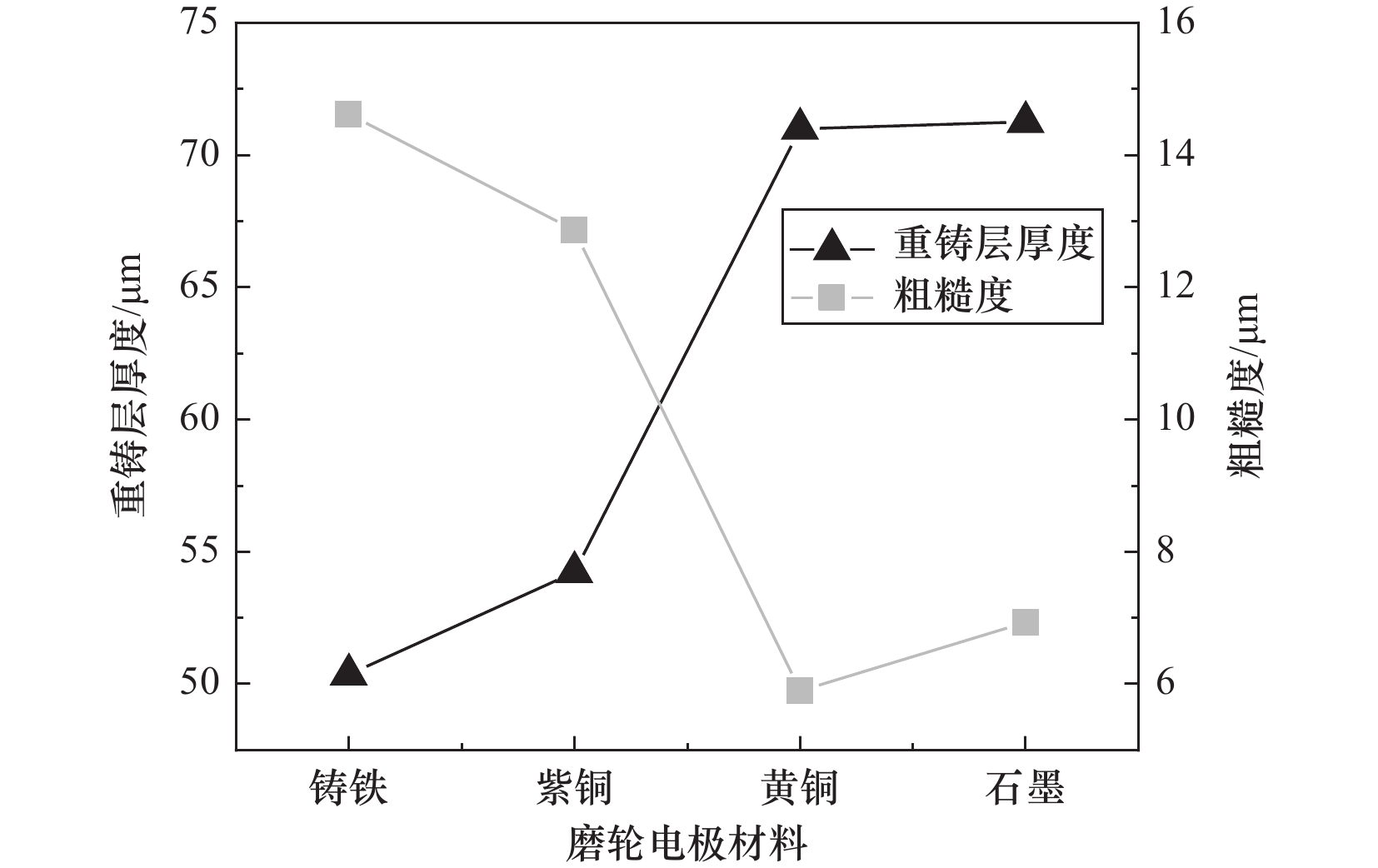
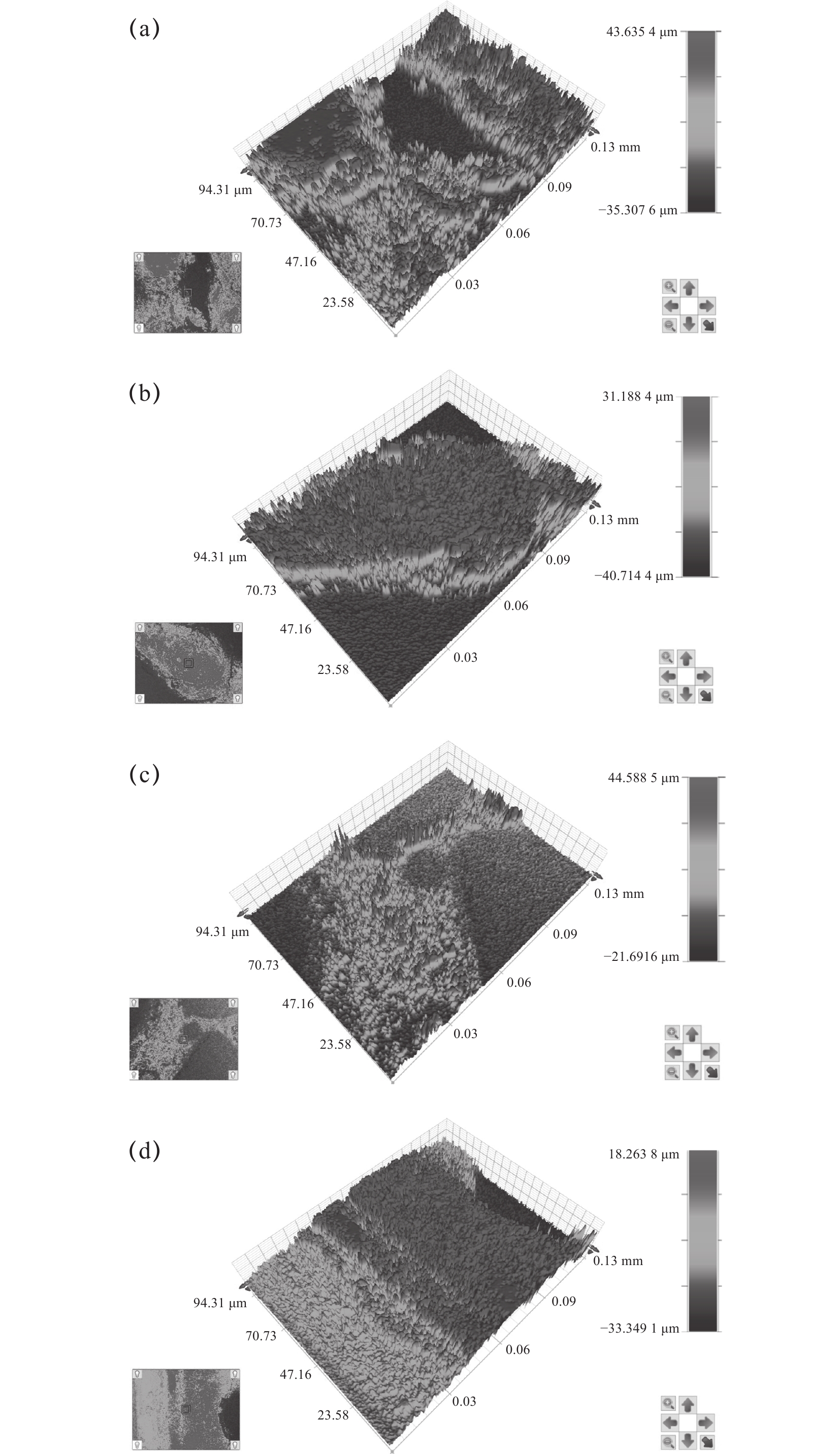
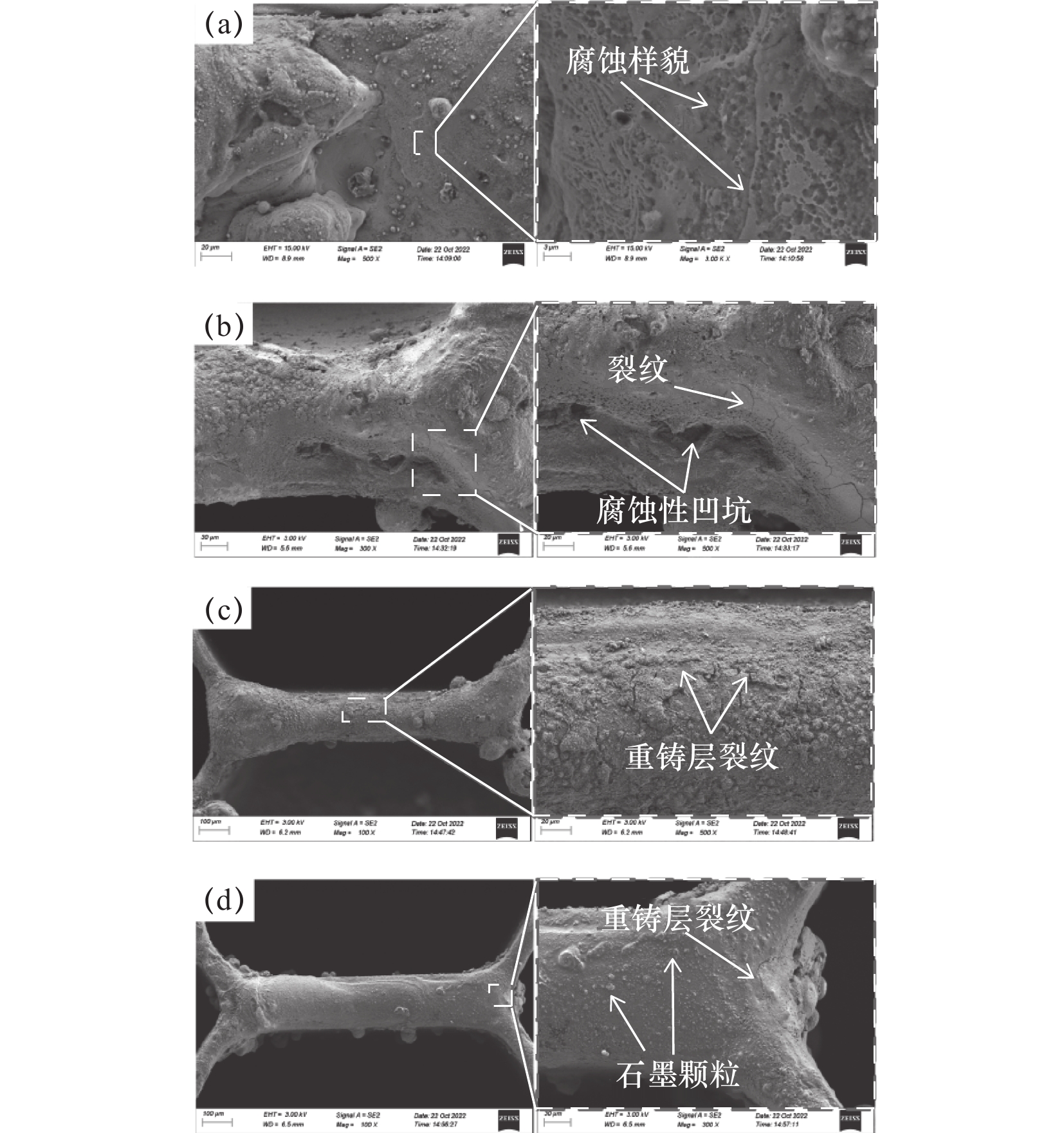
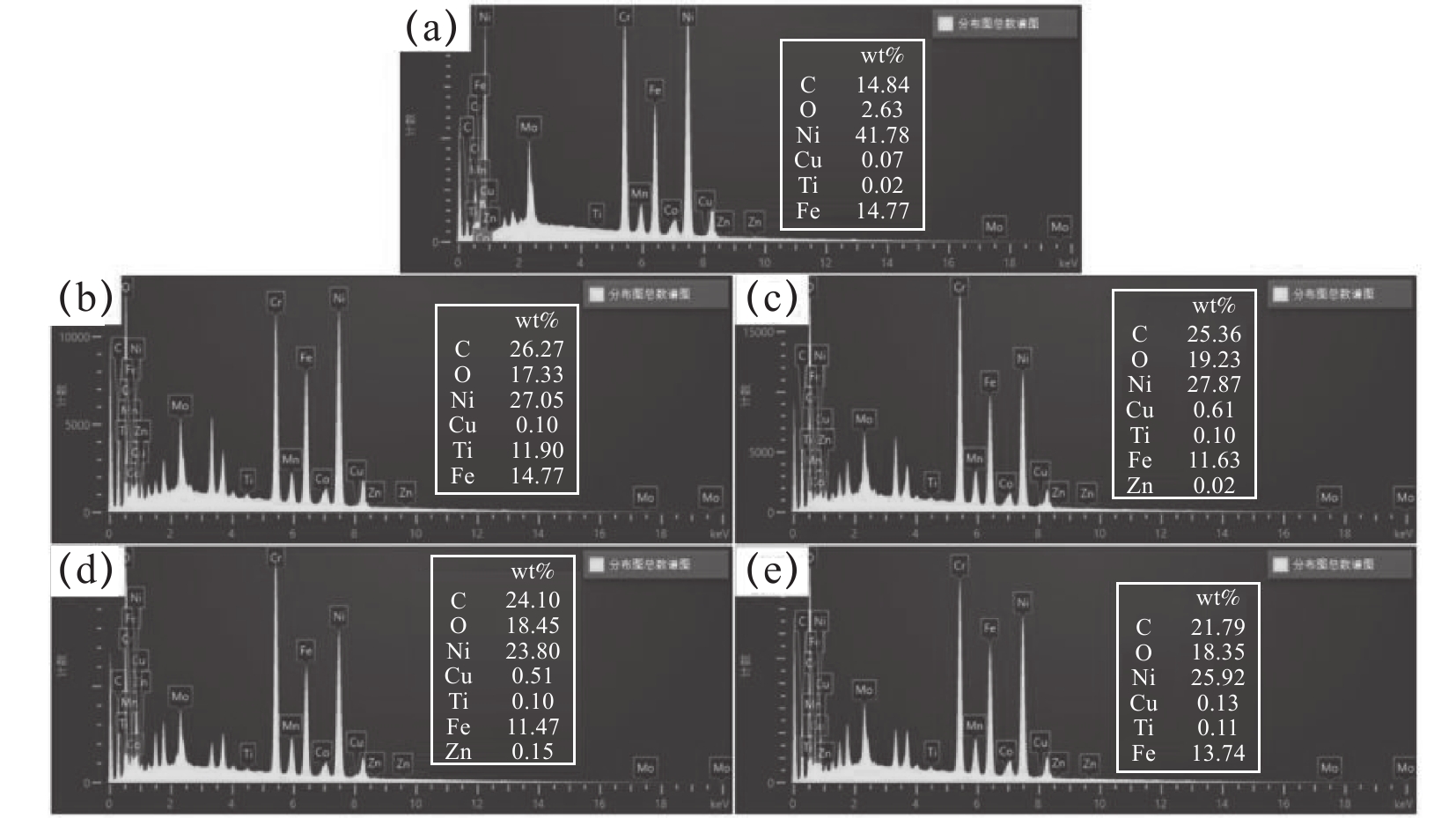
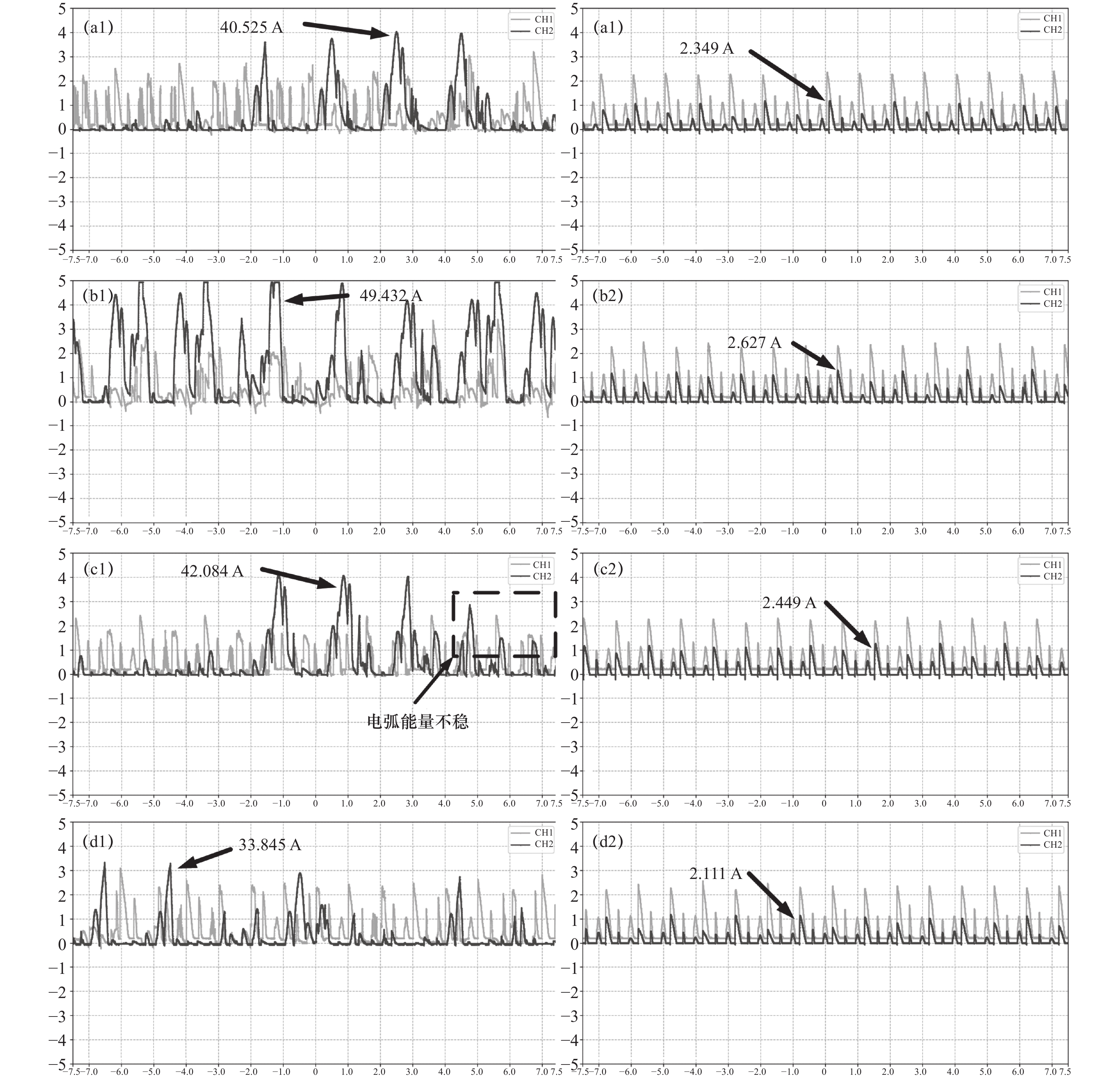
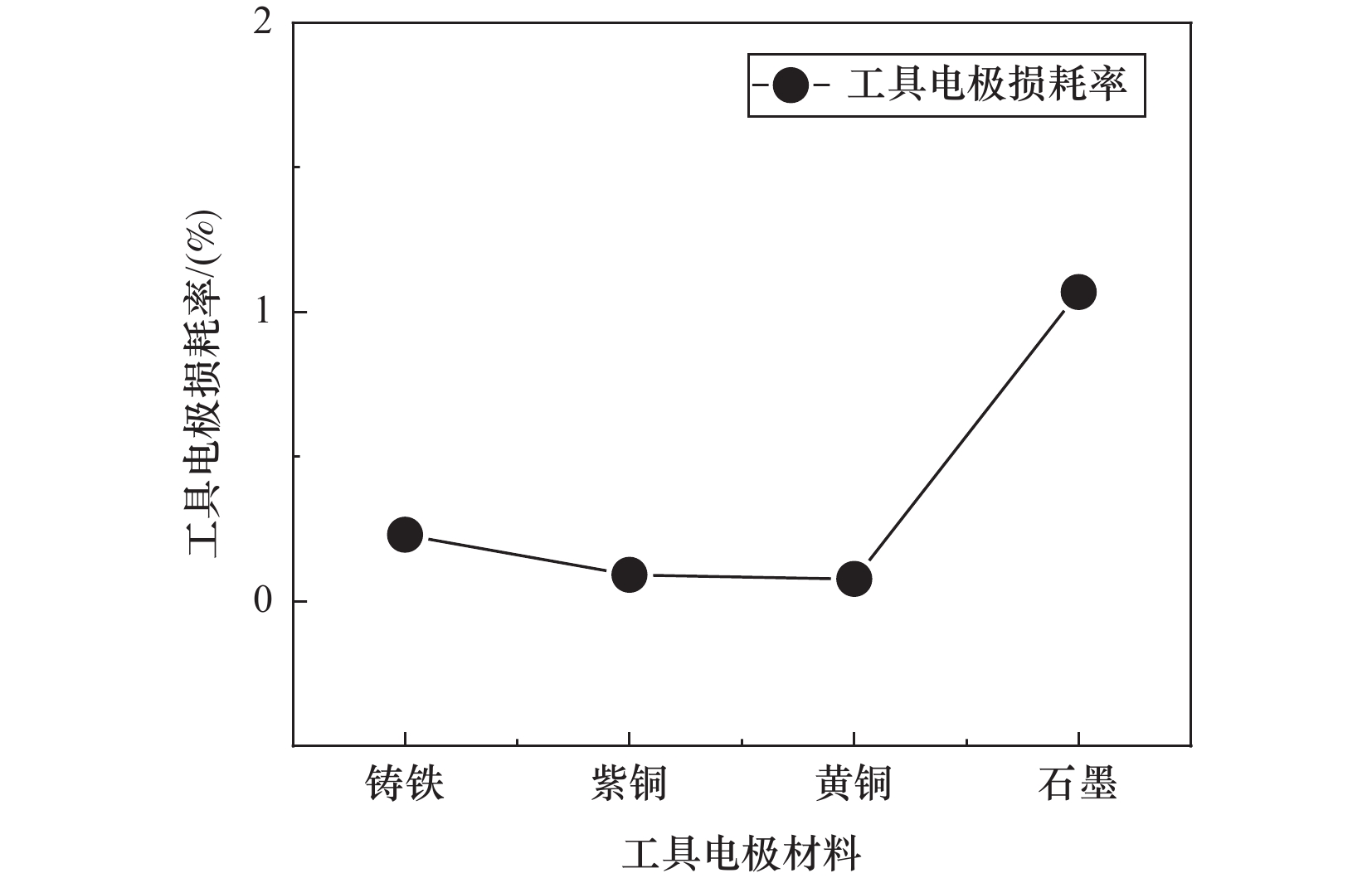
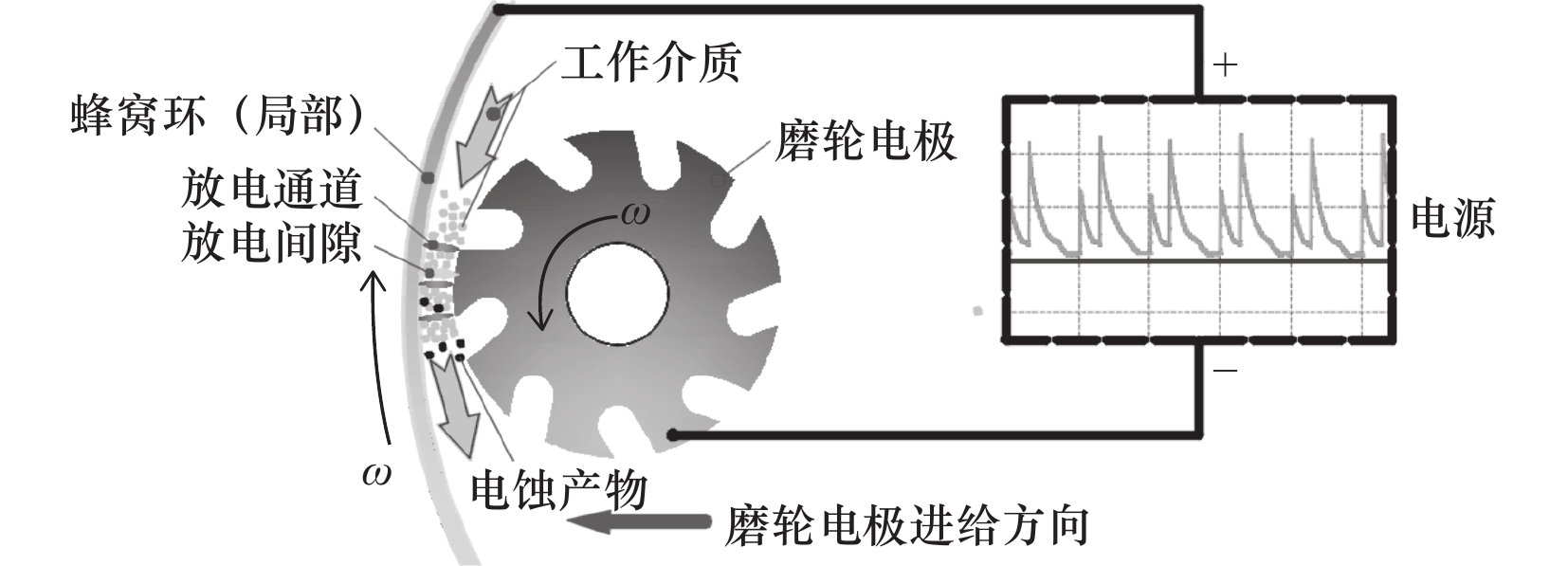
摘要: 短电弧(SEAM)磨削航空发动机蜂窝环是一种新型的航空航天盘环类零件的加工方法,针对此类零件低刚度、薄壁的特点,采用短电弧低电压放电磨削,达到高精度、高效率和高质量的加工要求。由于采用不同材料的电极会产生不同的加工效果,为了研究其性能规律,采用铸铁、紫铜、黄铜及石墨4种材料进行短电弧磨削航空发动机蜂窝环试验,分析其重铸层厚度、表面粗糙度(Ra)、表面微观形貌(SEM)、加工表面元素、加工电流波形、电极损耗率(TWR)。结果表明铸铁材料电极放电磨削后的重铸层厚度最低,并且表面无微裂纹,而石墨电极加工后的重铸层厚度最大,且石墨电极TWR最高,影响加工精度,故不适用此类零件短电弧磨削加工,紫铜电极加工时的放电稳定,且电解电流最大,若延长空转时间则能有效地产生电解反应去蚀除重铸层。Abstract: SEAM grinding of aero-engine honeycomb ring is a new machining method for aerospace disk ring parts. In view of the characteristics of low stiffness and thin wall of such parts, Seam grinding is adopted to achieve high precision, high efficiency and high quality machining requirements. Because the electrode with different materials will produce different machining effects, in order to study its performance, the short arc grinding test of aero-engine honeycomb ring was carried out by using cast iron, copper, brass and graphite. The thickness of recast layer, surface roughness (Ra), surface morphology (SEM), machining surface elements, machining current waveform and electrode loss ratio (TWR) were analyzed. The results show that the recast layer thickness of cast iron electrode after discharge grinding is the lowest, and there is no micro-crack on the surface, while the recast layer thickness of graphite electrode is the largest, and the TWR of graphite electrode is the highest, which affects the machining accuracy, so it is not suitable for short arc grinding of such parts. The discharge is stable and the electrolytic current is the largest during the processing of copper electrode.If the idling time is prolonged, electrolytic reaction can be effectively generated to remove the recast layer.
-
Key words:
- short arc grinding /
- honeycomb ring /
- recast layer /
- roughness
-
[1] 王鹏. 电火花磨削复杂型面蜂窝结构技术[J]. 电加工, 1999(3): 13-14. [2] 欧阳波仪. 不同电极材料对电火花加工表面粗糙度影响的试验研究[J]. 机械设计与制造, 2017(11): 146-148. [3] 方军, 常星星, 于家祥, 等. 不同电极材料对电火花成型加工特性的实验研究[J]. 四川有色金属, 2021(1): 45-48. [4] Selvarajan L, Rajavel R, Venkataramanan K, et al. An experimental investigations and optimization of performance measures in EDM using copper and graphite electrodes[J]. Materials Today:Proceedings, 2021, 46: 9341-9347. doi: 10.1016/j.matpr.2020.02.816 [5] Lonardo P M, Bruzzone A A. Effect of flushing and electrode material on die sinking EDM[J]. Annals of the CIRP, 1999, 48(1): 123-126. doi: 10.1016/S0007-8506(07)63146-1 [6] Sonker P K, Nahak B, Singh T J. Comparative study of copper and graphite electrodes performance in Electrical Discharge Machining (EDM) of die steel[J]. Materials Today:Proceedings, 2022, 68: 167-170. doi: 10.1016/j.matpr.2022.07.182 [7] 张儒, 胡国玉, 周建平, 等. 电极材料对不锈钢短电弧-电化学复合加工性能影响研究[J]. 制造技术与机床, 2022(6): 55-61. [8] 李雪芝, 周建平, 王恪典, 等. 不同工具电极材料对短电弧铣削加工GH4169的影响研究[J]. 电加工与模具, 2017(3): 31-35. [9] 周宗杰, 王立忠, 周建平, 等. 黄铜电极对直流短电弧铣削Ti-6Al-4V的加工实验探究[J]. 制造技术与机床, 2021(11): 79-84. [10] 杨建明, 乔斌, 李化强. 电火花加工用工具电极材料的研究进展[J]. 工具技术, 2007(8): 13-16. -

 下载:
下载:


 点击查看大图
点击查看大图
图(11) / 表(1)
计量
- 文章访问数: 60
- HTML全文浏览量: 28
- PDF下载量: 28
- 被引次数: 0


