

Experimental study on the effect of electrode materials on the machinability of DC short arc milling Ti2AlNb
-
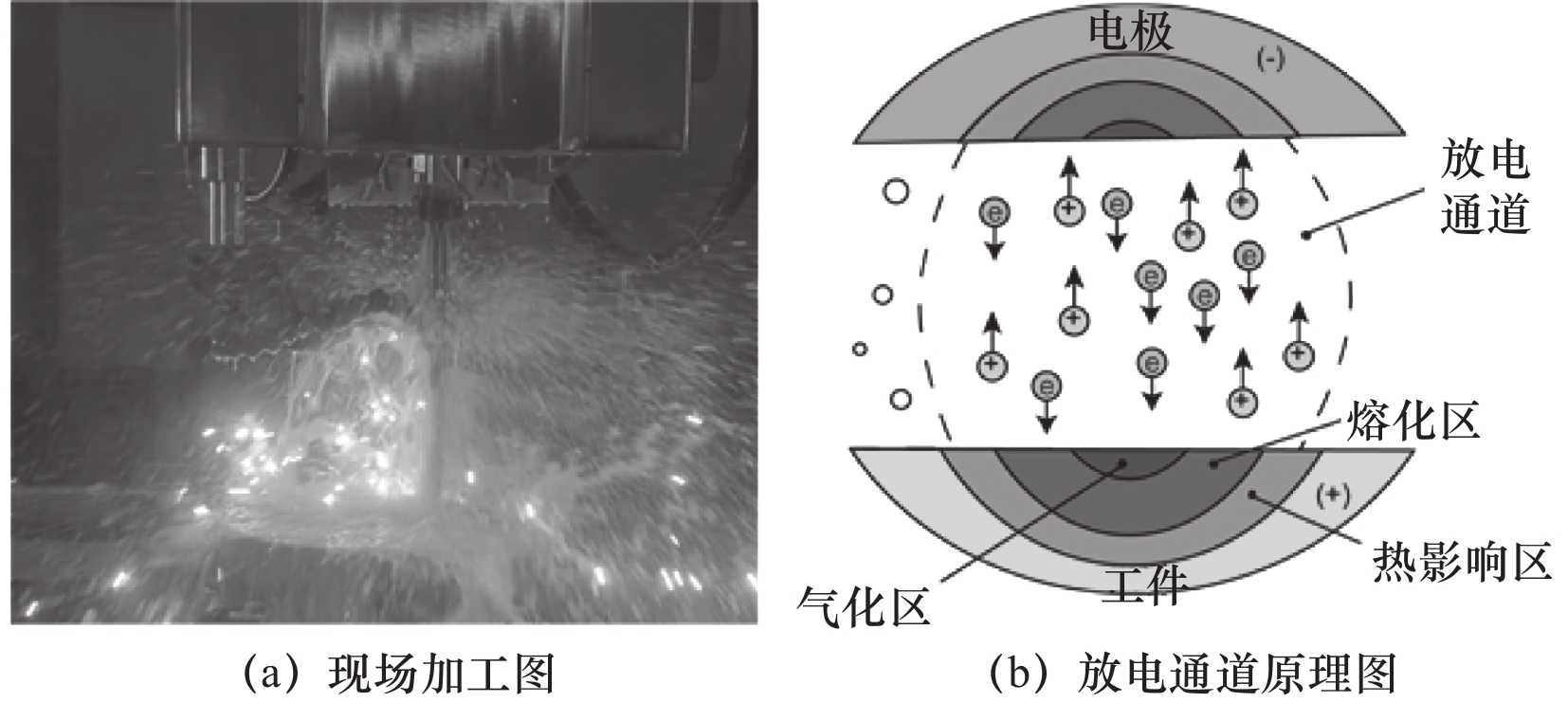
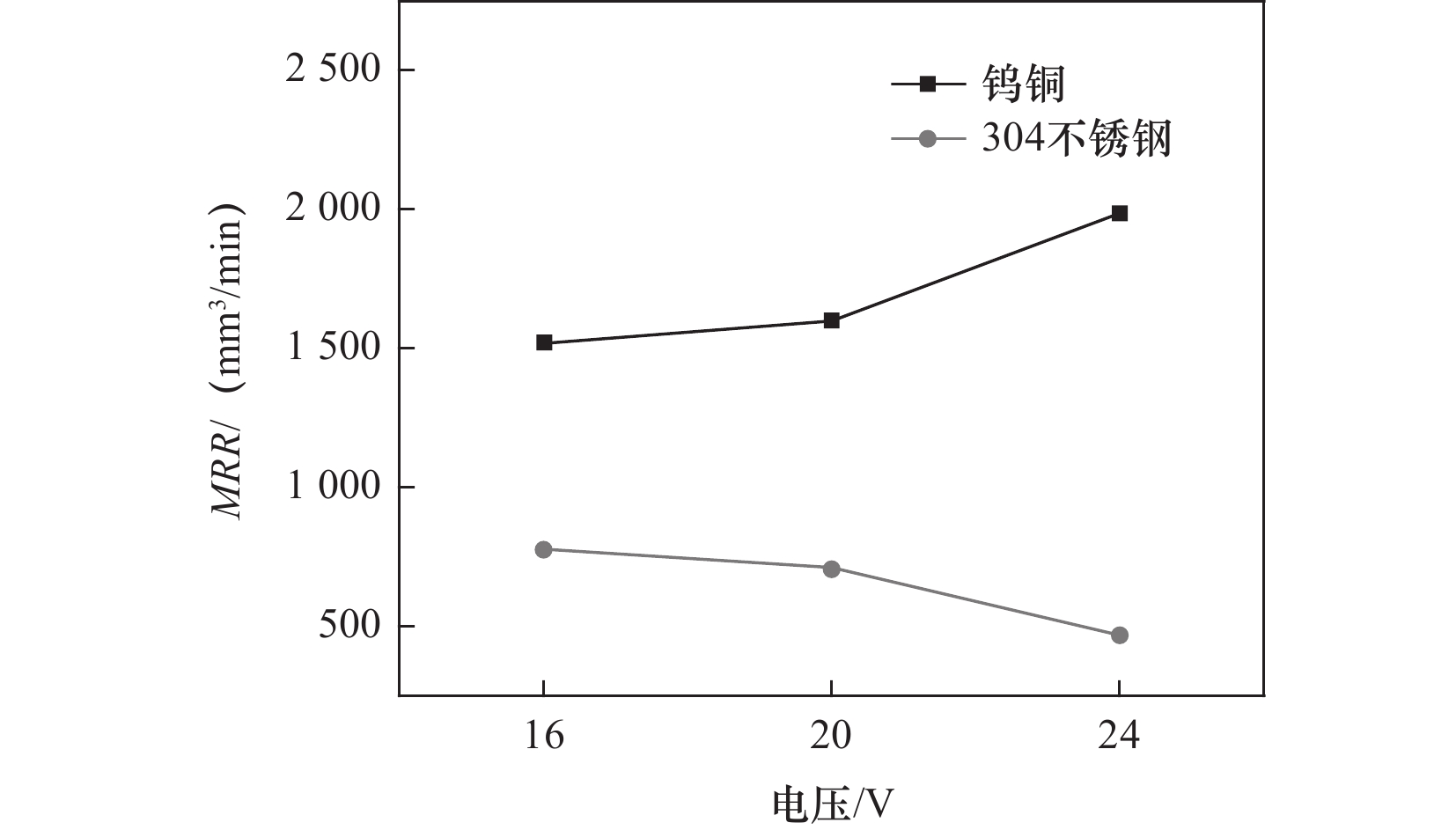
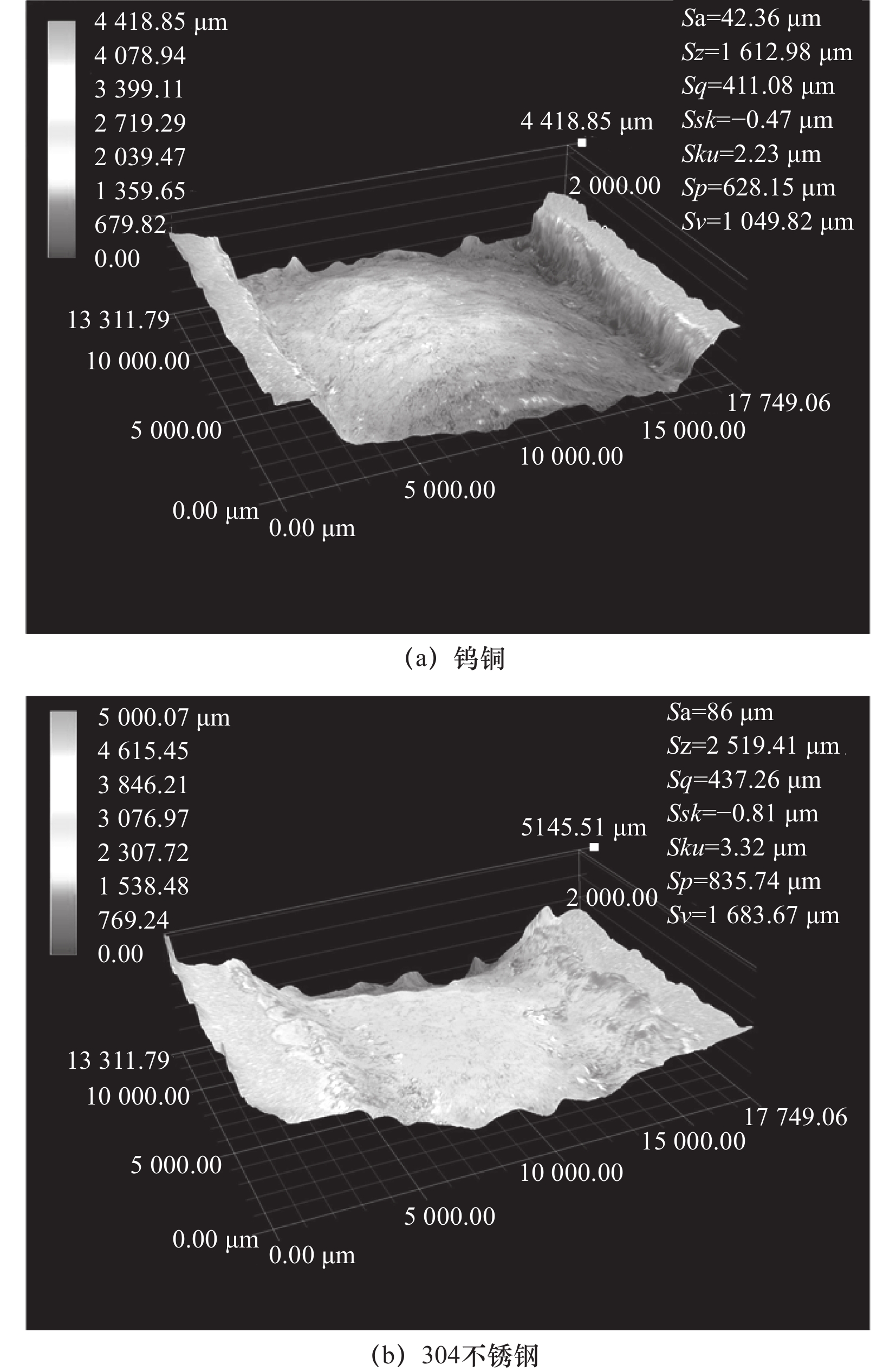
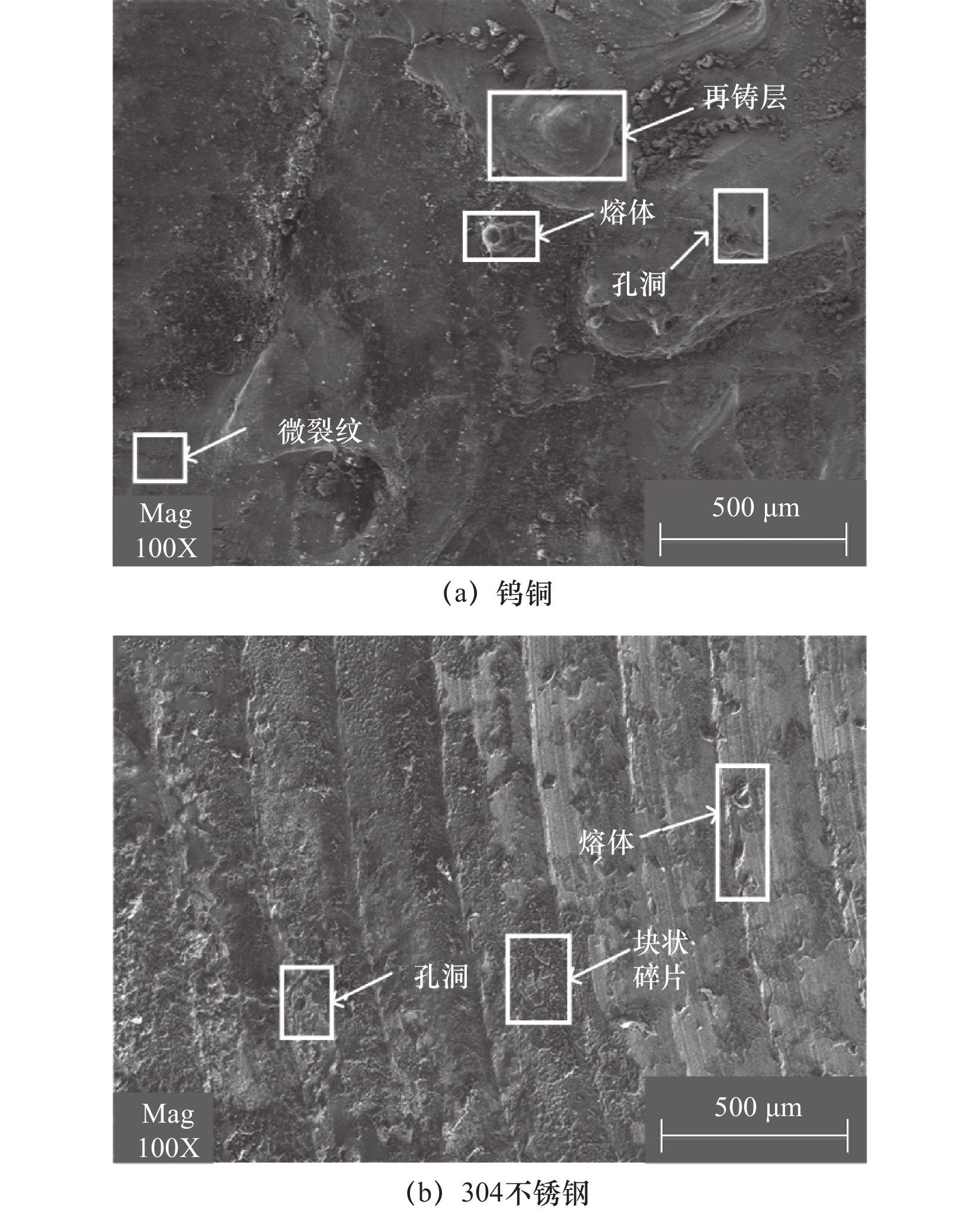
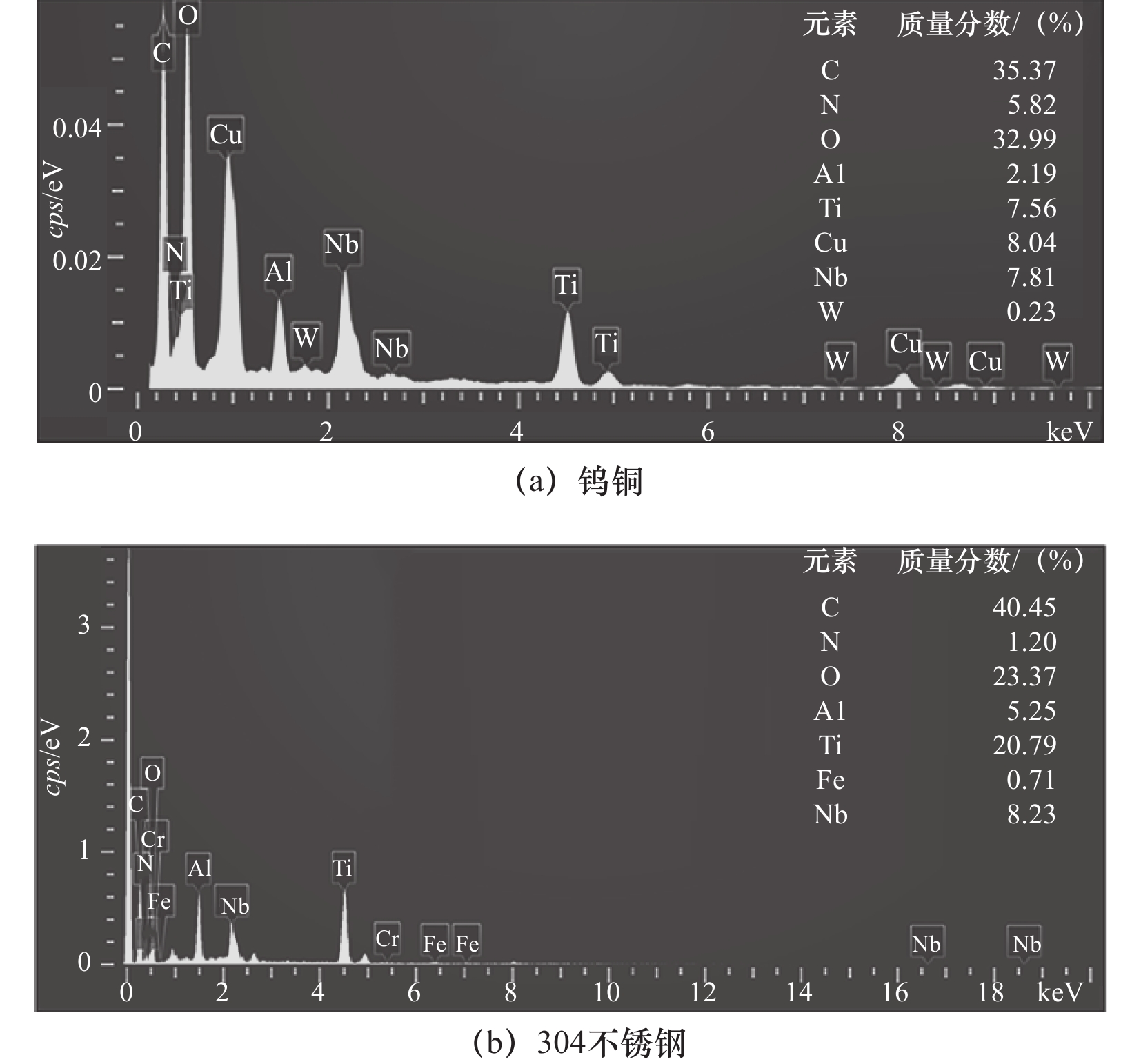
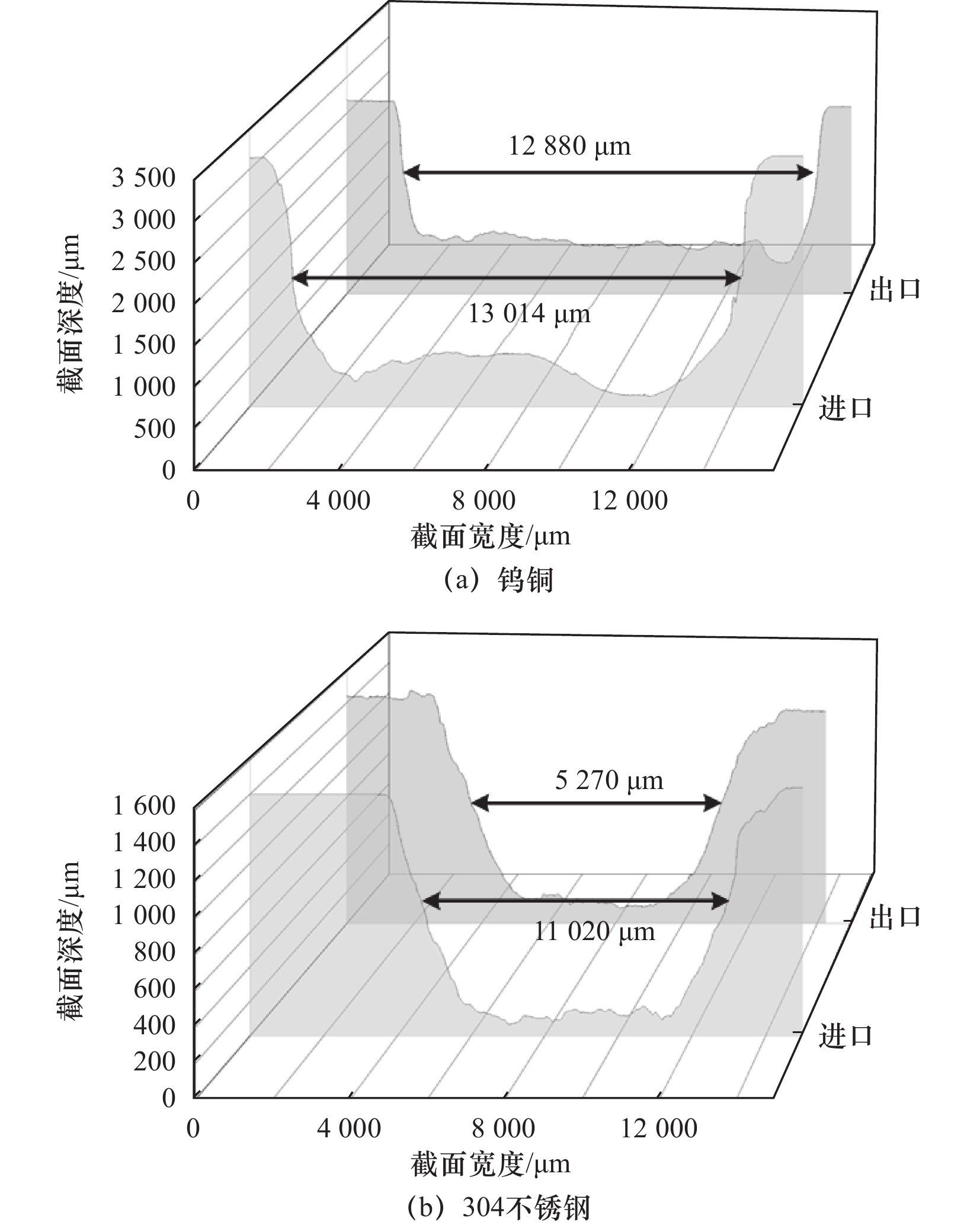
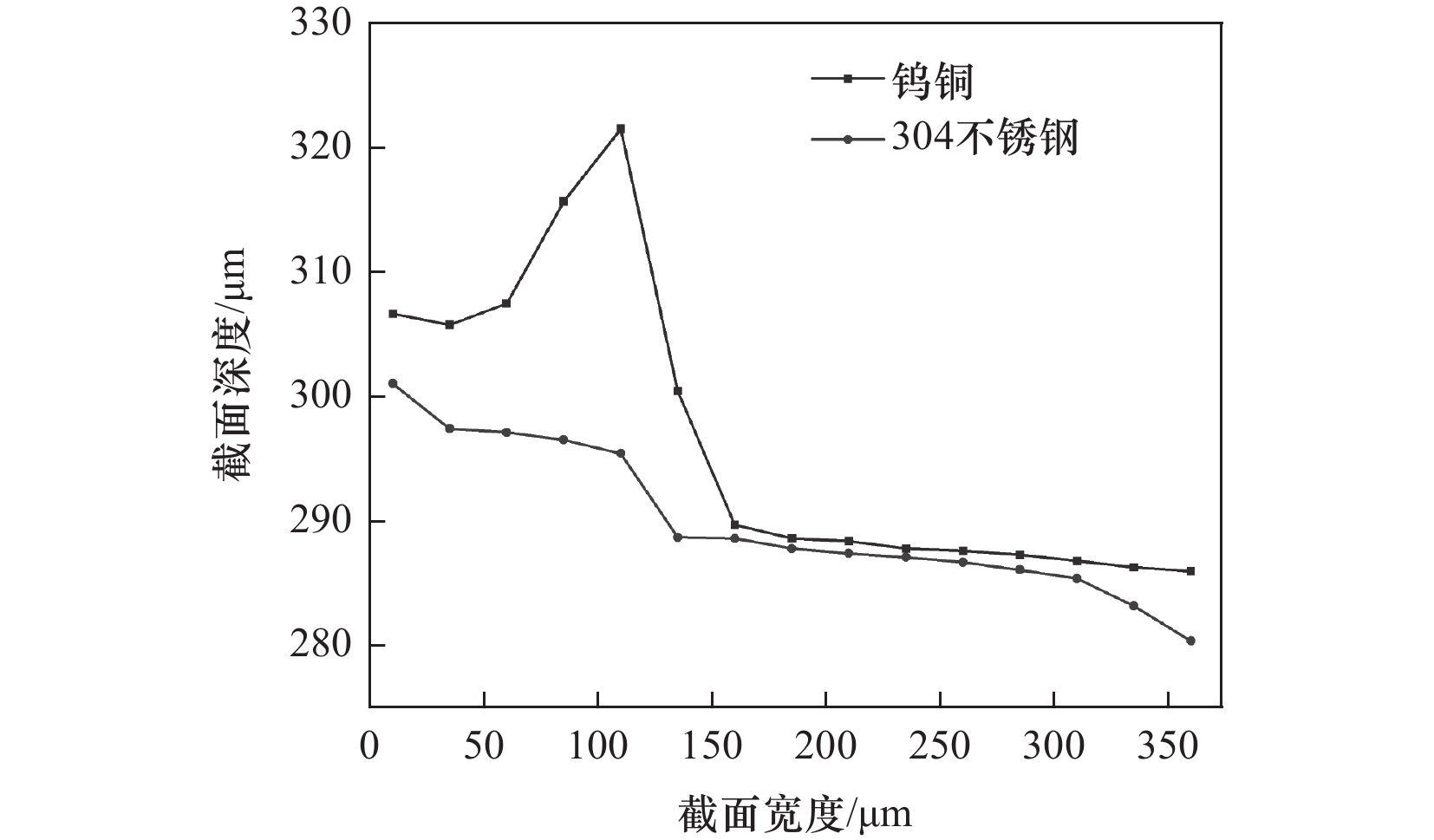
摘要: Ti2AlNb作为一种新型航空发动机关键材料,由于其高强度、刚度和蠕变抗力,使得它成为一种难加工材料。短电弧铣削(SEAM)是一种新型高效的放电加工方法,具有不受材料的硬度、强度和韧性制约等优点,已经成为难加工材料一种重要加工方法。文章以Ti2AlNb实验对象,采用钨铜和304不锈钢作为电极材料,使用直流电源研究了不同电压下SEAM的加工机理,分析了工件材料去除率(MRR)、表面粗糙度(Sa)、相对工具电极磨损率(RTWR)。此外,还对加工后Ti2AlNb的表面形态、元素分布和显微硬度进行了研究。实验结果表明,24 V电压下,钨铜电极与304不锈钢电极相比,MRR最高,为1 981 mm3/min;RTWR最低,相对电极损耗仅为0.82%。工件截面轮廓宽度尺寸绝对差异最小以及工件再铸层硬度接近母材硬度,有利于进一步加工。Abstract: Ti2AlNb, as a key material of a new type of aero-engine, has become a difficult material to machine due to its high strength, stiffness and creep resistance. Short electric arc milling (SEAM) is a new and efficient electrical discharge machining method, which is independent of the hardness, strength and toughness of materials, and has become an important method for difficult to machine materials. Taking Ti2AlNb as the experimental object, using tungsten copper and 304 stainless steel as the electrode materials, the processing mechanism of SEAM under different voltage was studied using DC power supply, and the material removal rate (MRR), surface roughness (Sa) and relative tool electrode wear rate (RTWR) of the workpiece were analyzed. In addition, the surface morphology, cross section morphology, element distribution and microhardness of processed Ti2AlNb were also studied. The experimental results show that under 24V voltage, compared with stainless steel electrode, tungsten copper electrode has the highest MRR, the highest is 1981m3/min, the lowest RTWR of the electrode, the relative electrode loss is only 0.82%. The absolute difference of the width of the cross-section of the workpiece is the smallest, and the hardness of the recast layer of the workpiece is close to the hardness of the base metal, which is conducive to further processing.
-
Key words:
- DC short electric arc milling /
- Ti2AlNb /
- MRR /
- RTWR /
- electrode materials
-
表 2 电极物理性质
热物理常数 钨铜 304不锈钢 熔点/°C 3 420 1 400 沸点/°C 5 660 4 912 导热性能/(W/(m·K)) 245 21.5 电阻率/(μΩ·m) 0.06 730 密度/(g/cm3) 13.8 7.93  下载: 导出CSV
下载: 导出CSV
表 3 短电弧铣削Ti2AlNb实验参数
参数名称 参数值 极性 正 电压/V 16、20、24 电源 直流 液体压力/MPa 1 铣削深度/mm 2 进给速度/(mm/min) 50 电极材料 钨铜、304不锈钢
下载: 导出CSV
-
[1] 霍俊美,何博. Ti2AlNb基合金及其增材制造技术研究进展[J]. 中国材料进展,2022,41(8):645-652. [2] 熊聪,王建,郑海忠,等. Ti2AlNb基合金制备方法研究进展[J]. 特种铸造及有色合金,2020,40(10):1072-1076. [3] Zhu G,Zhang Q H,Wang H J,et al. Machining behaviors of short electrical arc milling with high frequency and high voltage pulses[J]. The International Journal of Advanced Manufacturing Technology,2017,90(1-4):1067-1074. doi: 10.1007/s00170-016-9399-1 [4] Zhou Z J,Liu K,Xu Y,et al. Experimental study on high efficiency DC short electric arc milling of titanium alloy Ti6Al4V[J]. The International Journal of Advanced Manufacturing Technology,2021,117(9-10):2775-2789. doi: 10.1007/s00170-021-07864-z [5] Zhou J P,Liang C H,Xu Y,et al. The NC Power Supply Design of Large Current and Wide Frequency Pulse in Short Electric Arc Machining[J]. Applied Mechanics and Materials,2013,2218(278-280):1051-1055. [6] 李雪芝,周建平,王恪典,等. W-Cu电极材料的短电弧铣削加工性能试验研究[J]. 机床与液压,2020,48(8):1-6. doi: 10.3969/j.issn.1001-3881.2020.08.001 [7] 毛俊豪,周建平,许燕,等. 电极材料对GH4169短电弧铣削加工性能影响的实验研究[J]. 制造技术与机床,2019(1):114-118. -

 下载:
下载:


 点击查看大图
点击查看大图

图(9) / 表(3)
计量
- 文章访问数: 49
- HTML全文浏览量: 2
- PDF下载量: 10
- 被引次数: 0


