

Experimental study on ultrasonic grinding of quartz and glass-ceramics
-
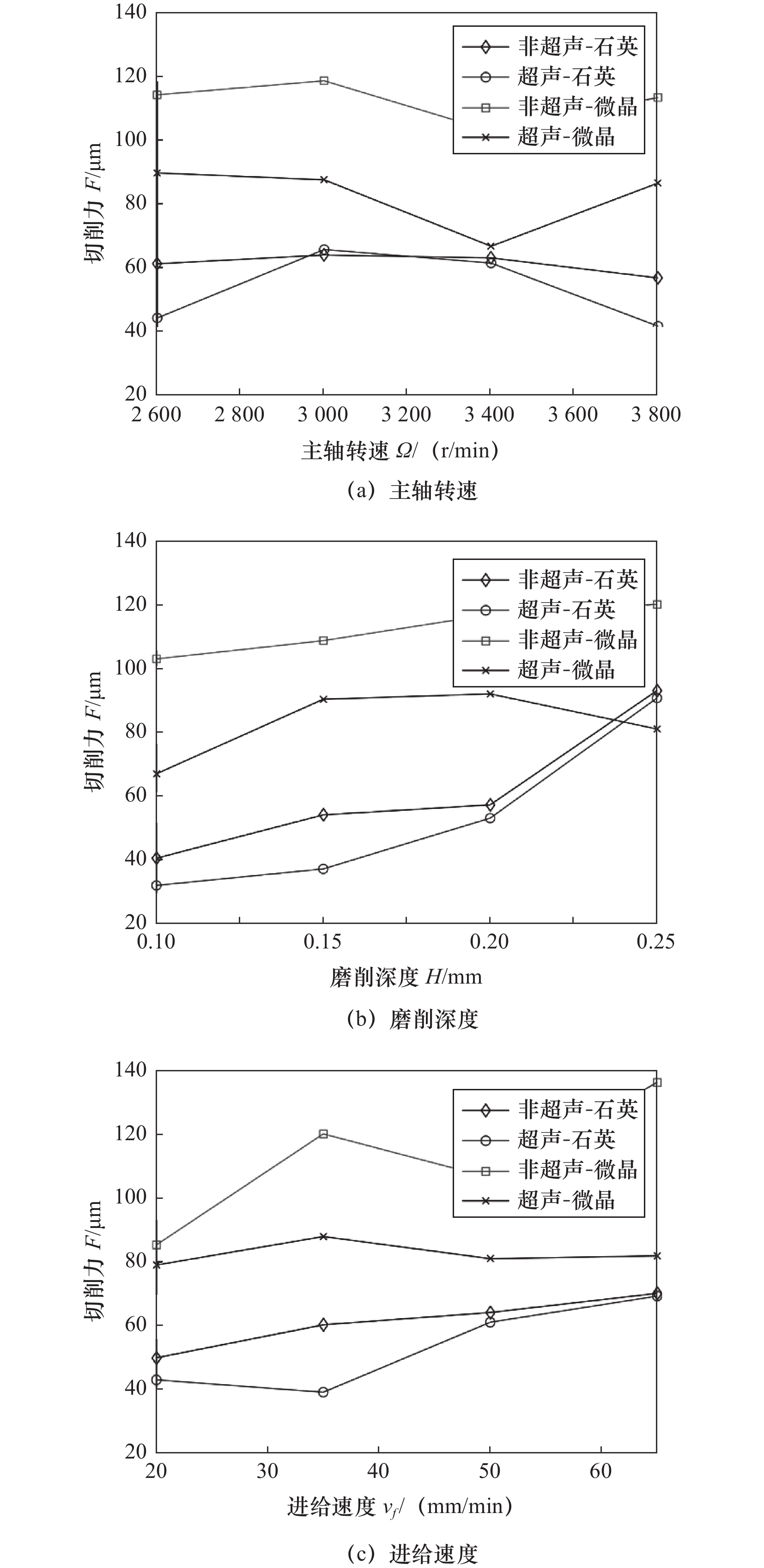
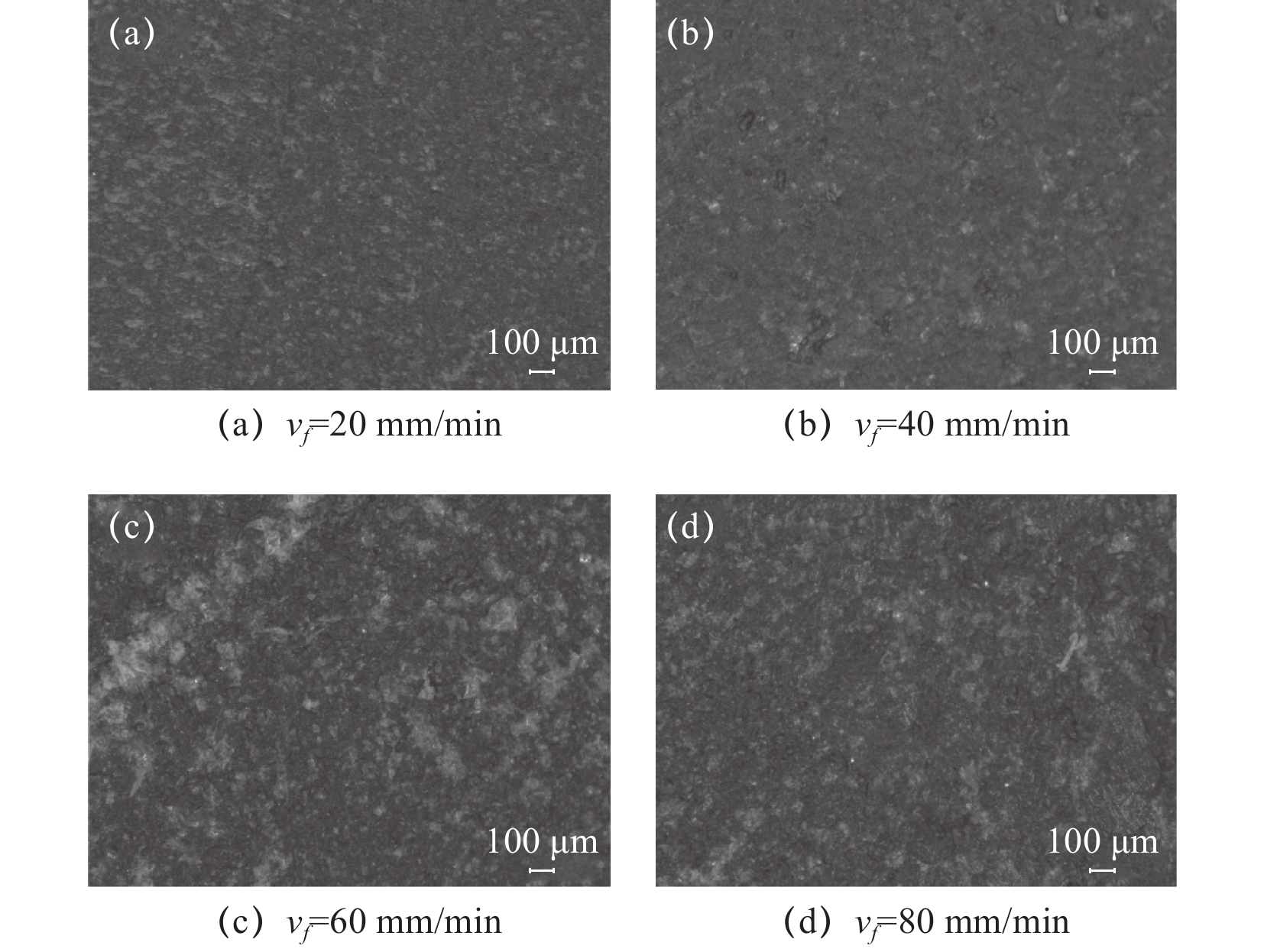
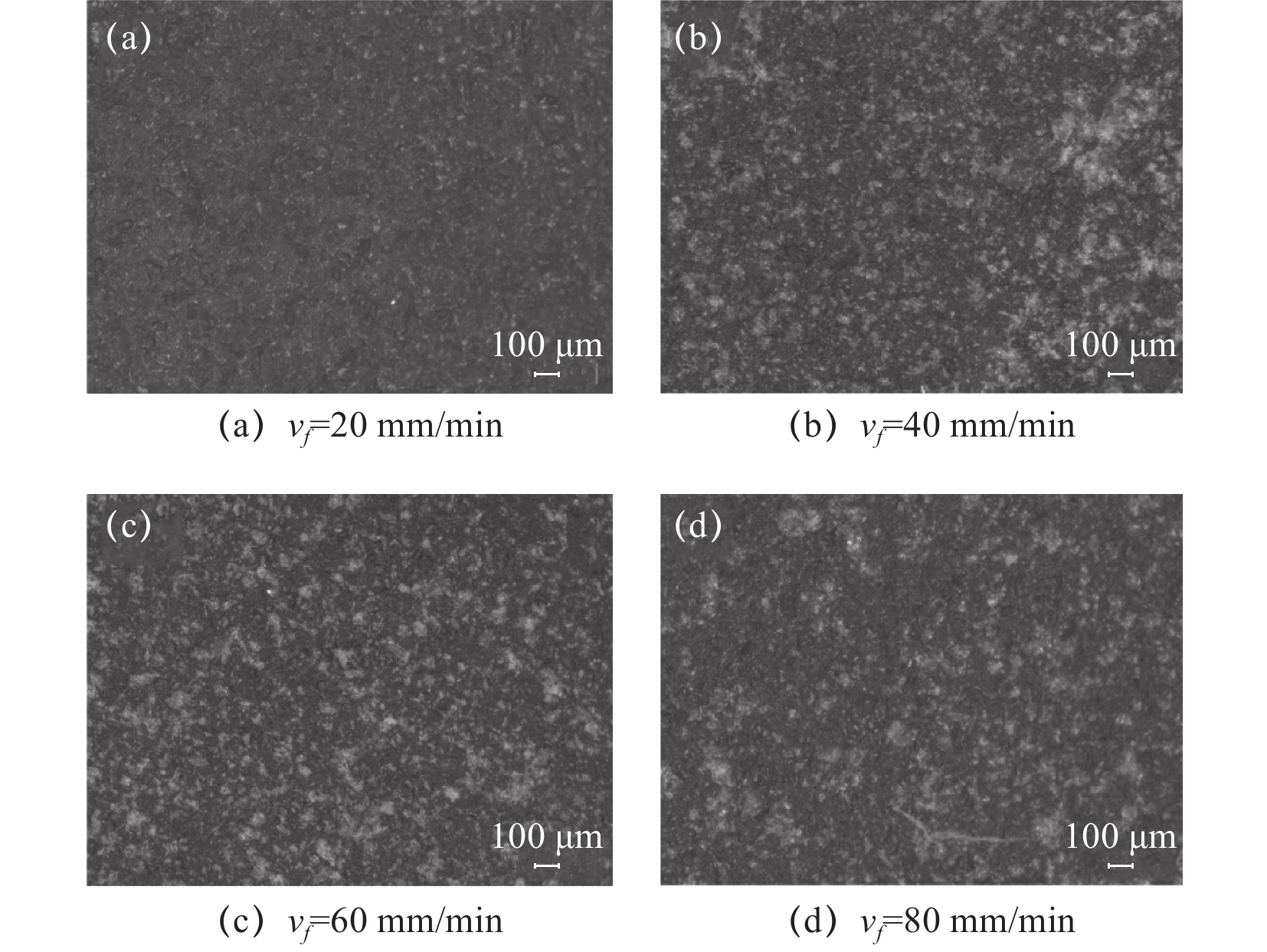
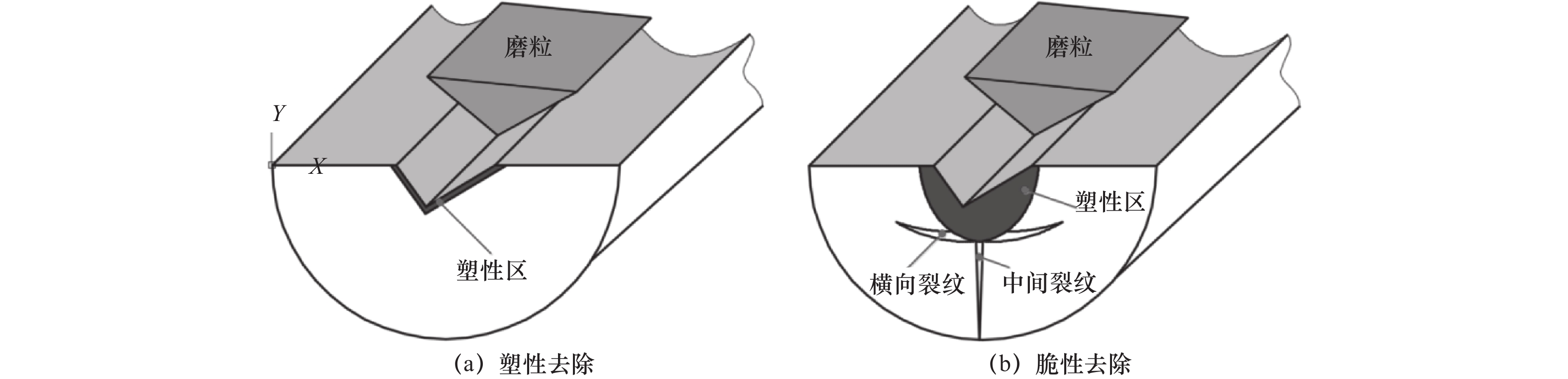
摘要: 玻璃作为脆性材料,在磨削加工中极易发生碎裂、崩边等问题。文章以石英玻璃和微晶玻璃为研究对象,开展超声/非超声下磨削加工多因素试验,分析了磨削力和表面粗糙度影响因素的主次顺序和最优加工参数,研究了加工方式和参数、材料差异对两种玻璃磨削力和表面粗糙度的影响规律。研究结果表明:石英玻璃和微晶玻璃的磨削力和粗糙度都基本呈现随着主轴转速提高而减小、随着磨削深度的增加而增大、随着进给速度的提高而增大的趋势;相对于石英玻璃,微晶玻璃在相同的加工参数和加工方式下的磨削力和表面粗糙度值更大;相对于非超声工况,超声都可以显著减小两种玻璃的磨削力并对降低表面粗糙度起到一定作用;但是,超声加工对于微晶玻璃的磨削力抑制和表面粗糙度降低效果更明显。研究可为玻璃材料高效加工提供数据支撑。Abstract: As a brittle material, glass is prone to crack and edge collapse during grinding. This paper takes quartz glass and glass-ceramics as the research objects, carries out the multi-factor experiment of ultrasonic/non-ultrasonic grinding, analyzes the primary and secondary order of the factors affecting the grinding force and surface roughness and the optimal processing parameters, and studies the influence of the processing methods, parameters and material differences on the grinding force and surface roughness of the two kinds of glass. The results show that the grinding force and roughness of quartz glass and glass-ceramics basically decrease with the increase of spindle speed, increase with the increase of grinding depth, and increase with the increase of feed speed; Compared with quartz glass, the grinding force and surface roughness of glass-ceramics are larger under the same processing parameters and processing methods; Compared with non-ultrasonic working conditions, ultrasonic can significantly reduce the grinding force of two kinds of glass and play a certain role in reducing the surface roughness; However, ultrasonic machining can restrain the grinding force and reduce the surface roughness of glass-ceramics more obviously. The research can provide data support for efficient processing of glass materials.
-
Key words:
- ultrasonic grinding /
- quartz glass /
- glass ceramics /
- grinding force /
- surface roughness
-
表 1 石英玻璃和微晶玻璃的主要性能参数
名称
参数密度/
(g/$ {\mathrm{c}\mathrm{m}}^{3} $)硬度/HRC 泊松比 断裂韧性
/MPa弹性模量/MPa 石英
玻璃2.2 7.3 0.14~0.17 0.81 77 微晶
玻璃2.4~2.6 5.9~9.3 0.29~0.45 1.25 88~98  下载: 导出CSV
下载: 导出CSV
表 2 试验参数表
序号 主轴转速Ω/
(r/min)进给速度$ {v}_{f} $/
(mm/min)切削深度H/
mm1 2 600 20 0.10 2 3 000 35 0.15 3 3 400 50 0.20 4 3 800 65 0.25
下载: 导出CSV
表 3 正交试验方案和试验结果
序号 因素水平 石英玻璃F/N
(非超/超声)微晶玻璃F/N
(非超/超声)石英玻璃Ra/μm
(非超/超声)微晶玻璃Ra/μm
(非超/超声)Ω/(r/min) vf /(mm/min) H/mm 1 2 600 20 0.10 41.9/24.6 104.3/77.7 1.13/0.76 1.59/0.79 2 2 600 35 0.15 52.2/26.9 141.2/107.1 1.14/1.25 1.86/1.60 3 2 600 50 0.20 67.4/28.9 92.0/85.58 1.07/1.87 0.94/1.01 4 2 600 65 0.25 83.1/96.4 118.6/87.9 1.25/1.98 1.96/1.19 5 3 000 20 0.15 34.6/25.7 76.96/88.8 1.20/0.62 1.07/0.67 6 3 000 35 0.10 41.7/19.7 80.04/68.8 0.80/0.83 1.72/0.94 7 3 000 50 0.25 103.2/141.6 157.9/88.9 0.98/1.67 1.52/1.59 8 3 400 65 0.20 76.1/75.5 158.8/103.3 1.2/1.59 1.33/1.07 9 3 400 20 0.20 41.3/73.7 84.1/71.3 1.35/1.63 1.15/0.86 10 3 400 35 0.25 103.5/76.2 127.2/68.5 0.86/1.47 1.15/1.34 11 3 400 50 0.10 59.1/47.2 79.4/55.7 1.56/0.86 1.03/1.41 12 3 400 65 0.15 48.1/48.4 119.9/71.1 1.57/0.96 1.18/1.58 13 3 800 20 0.25 82.2/48.4 76.2/78.5 0.94/0.81 1.30/0.67 14 3 800 35 0.20 44./34.1 132.2/107.6 0.90/1.31 0.75/0.71 15 3 800 50 0.15 27.1/26.9 96.4/94.1 1.01/1.23 1.14/1.20 16 3 800 65 0.10 73.6/57.1 147.9/65.5 1.28/1.01 1.22/1.35
下载: 导出CSV
表 4 磨削力F的极差分析表
极差 石英玻璃 微晶玻璃 非超声/超声 非超声/超声 A(Ω/(r/min)) B(vf /(mm/min)) C( H /mm) A(Ω/(r/min) ) B(vf /(mm/min)) C( H /mm ) K1 61.15/44.2 50/43.1 40.5/31.975 114.025/89.57 85.39/79.075 102.91/66.925 K2 63.9/65.625 60.35/39.225 54.075/37.15 118.425/87.45 120.16/88 108.615/90.275 K3 63/61.375 64.2/61.15 57.2/53.05 102.65/66.65 106.425/81.07 116.775/91.945 K4 56.725/41.625 70.225/69.35 93/90.65 113.175/86.425 136.3/81.95 119.975/80.95 极差 7.175/24 20.225/30.125 52.5/58.675 15.775/22.92 50.91/8.925 17.065/25.02 优先水平 A4/A4 B1/B2 C2/C2 A3/A3 B1/B1 C1/C1 主次顺序 C>B>A/C>B>A B>C>A/C>A>B
下载: 导出CSV
表 5 石英玻璃磨表面粗糙度极差分析表
极差 石英玻璃 微晶玻璃 非超声/超声 非超声/超声 A(Ω/(r/min)) B(vf /(mm/min)) C(H/mm) A(Ω/(r/min)) B(vf /(mm/min)) C( H/mm) K1 1.1475/1.155 1.1925/1.09 0.955/0.865 1.5875/1.1475 1.2775/0.7475 1.39/1.1225 K2 1.045/0.925 1.0075/1.1775 1.215/1.015 1.41/1.0675 1.37/1.1475 1.3125/1.2625 K3 1.335/1.155 1.13/1.23 1.4075/1.6 1.1275/1.2975 1.1575/1.3025 1.0425/0.9125 K4 1.0325/1.125 1.23/1.465 1.385/1.4825 1.1025/0.9825 1.4225/1.2975 1.4825/1.1975 极差 0.3025/0.4 0.2225/0.375 0.4525/0.735 0.485/0.315 0.265/0.555 0.44/0.35 优先水平 A4/A4 B4/B4 C1/C1 A4/A4 B1/B1 C3/C3 主次顺序 C>A>B/C>A>B A>C>B/B>C>A
下载: 导出CSV
-
[1] 李兵歌,许金凯,刘启蒙,等. 石英玻璃超声振动磨削加工技术研究[J]. 长春理工大学学报:自然科学版,2020,43(1):63-70. doi: 10.3969/j.issn.1672-9870.2020.01.011 [2] Ali Z, Taghi T, Javad A. Energy aspects and workpiece surface characteristics in ultrasonic-assisted cylindrical grinding of alumina–zirconia ceramics[J]. International Journal of Machine Tools& Manufacture,2015,90:16-28. [3] 张云电,陈强,陈炎. 微晶玻璃细深孔超声加工工具有限元分析[J]. 机电工程,2008,25(12):92-95. doi: 10.3969/j.issn.1001-4551.2008.12.026 [4] 胡中伟,邵铭剑,方从富,等. 蓝宝石不同晶面轴向超声振动辅助磨削特性研究[J]. 中国机械工程,2017,28(11):1380-1385. [5] 杨鑫宏,韩杰才. 脆性光学材料的超声磨削实验研究[J]. 光学技术,2007,33(1):65-67. [6] Maurotto A,Wickramarachchi C T. Exerimer al investigations on effects of freqwency in ultrasonically-assisted end-milling of AISI 316L:A feasibility study[J]. Ultrasonics,2016,65:113-120. doi: 10.1016/j.ultras.2015.10.012 [7] Yu Z Y,Rajurkar K P,Tandon A. Study of 3D micro-uxtrasonic machining[J]. Journal of Manufacturing Science& Engineering,2004,126(4):727-732. [8] Yu T B,An J H,Yang J Z,et al. The study of ultrason vibration assisted polishing optical glass lens with ultrasonic atomising liquid[J]. Journalof Manufacturing Processes,2018,34:389-400. doi: 10.1016/j.jmapro.2018.06.028 [9] 姚鹏,王伟,黄传真,等. 石英玻璃的单颗磨粒划擦应力场解析模型及损伤可控磨削机理研究[J]. 机械工程学报,2018,54(21):191-204. [10] 张冬梅,李蒙,刘传绍. 超声振动磨削陶瓷的温度场特性研究[J]. 工具技术,2010,44(2):40-43. [11] 刘运凤,赵鸿,荆君涛,等. 超声旋转磨削中刀具结合剂对切削力影响研究[J]. 金刚石与磨料磨具工程,2012,32(4):55-59. [12] 迟玉伦,李郝林. 磨削过程监控及工艺优化技术[J]. 中国工程机械学报,2015,13(6):532-539. [13] 庞庆乐,沈建兴,程传兵,等. 高纯石英的加工技术及应用[J]. 江苏陶瓷,2020,53(4):43-47. [14] 朱旭,陈宏堃,陈剑彬,等. 旋转超声磨削加工技术研究进展[J]. 电加工与模具,2018(增刊):9-14. -

 下载:
下载:



 点击查看大图
点击查看大图
图(7) / 表(5)
计量
- 文章访问数: 81
- HTML全文浏览量: 8
- PDF下载量: 26
- 被引次数: 0


