

Study of GFRP milling rough shape cutting and failure mechanism
-
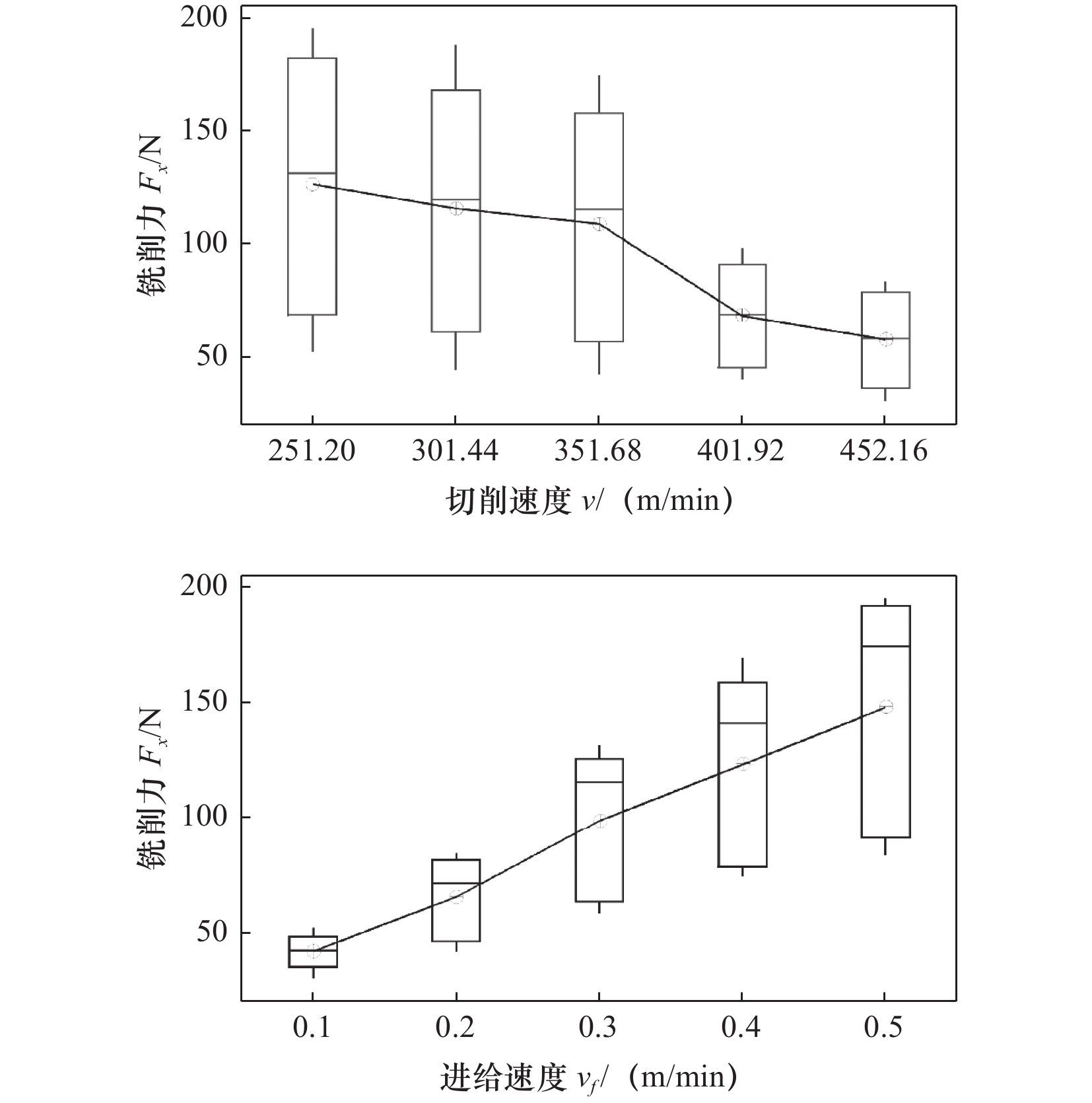
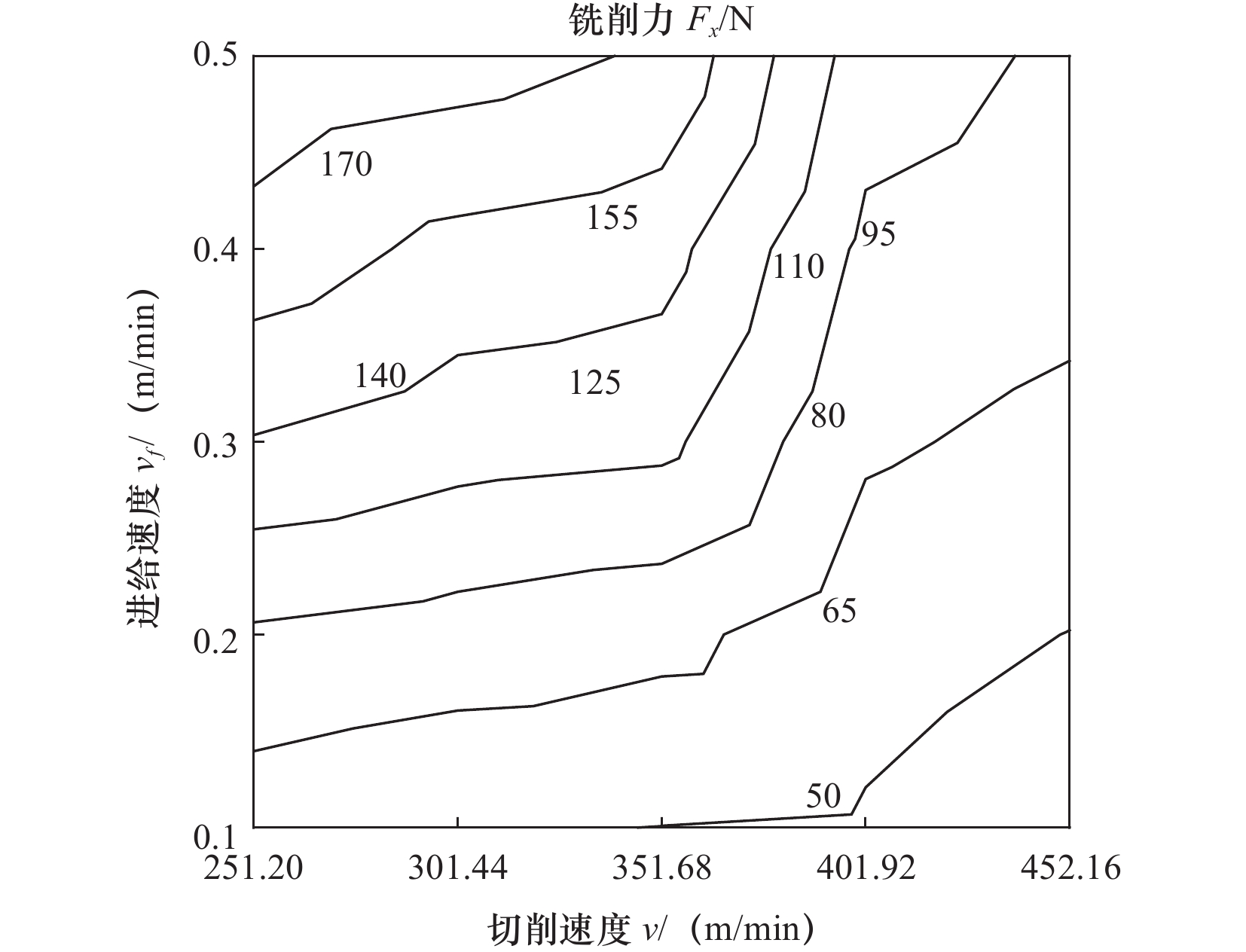
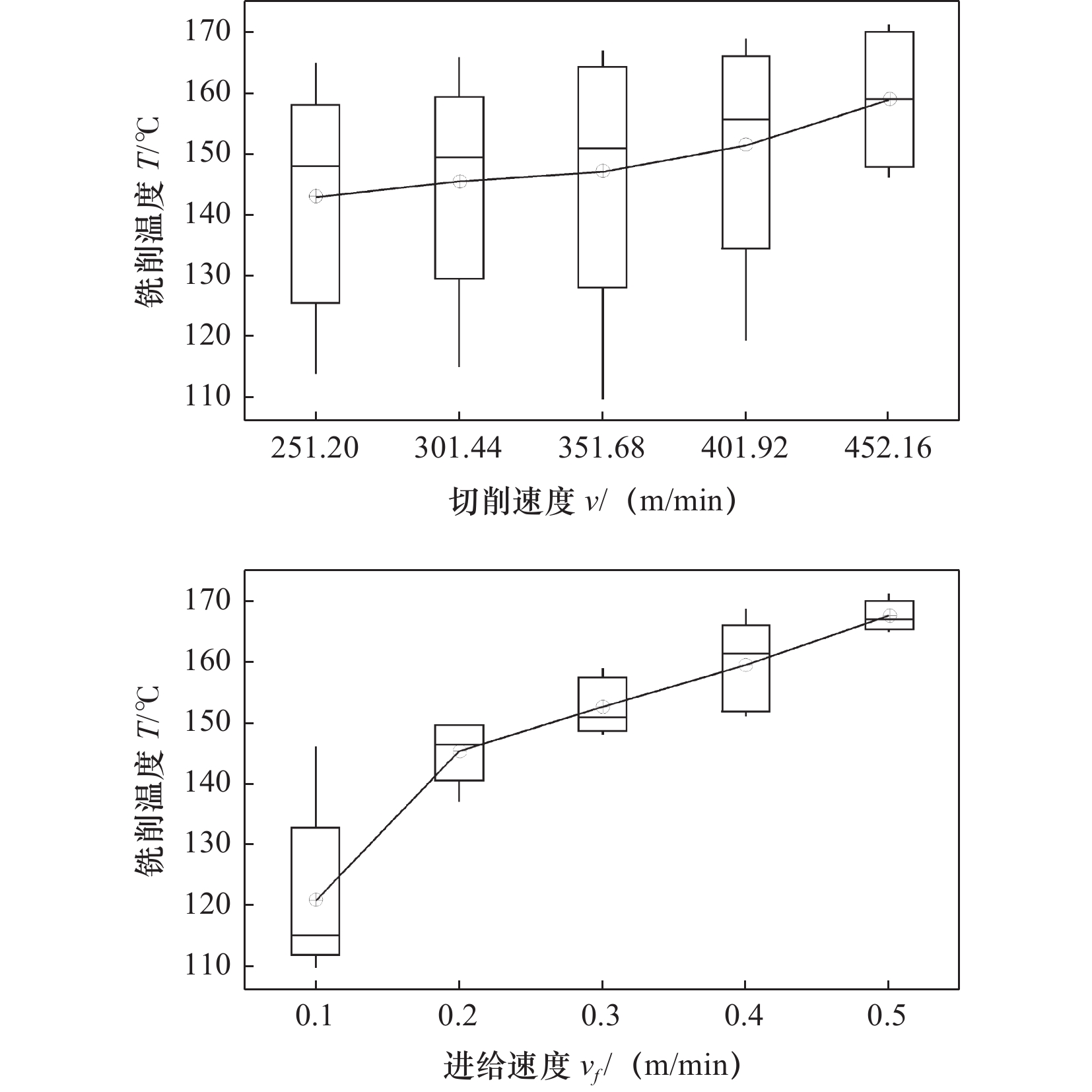
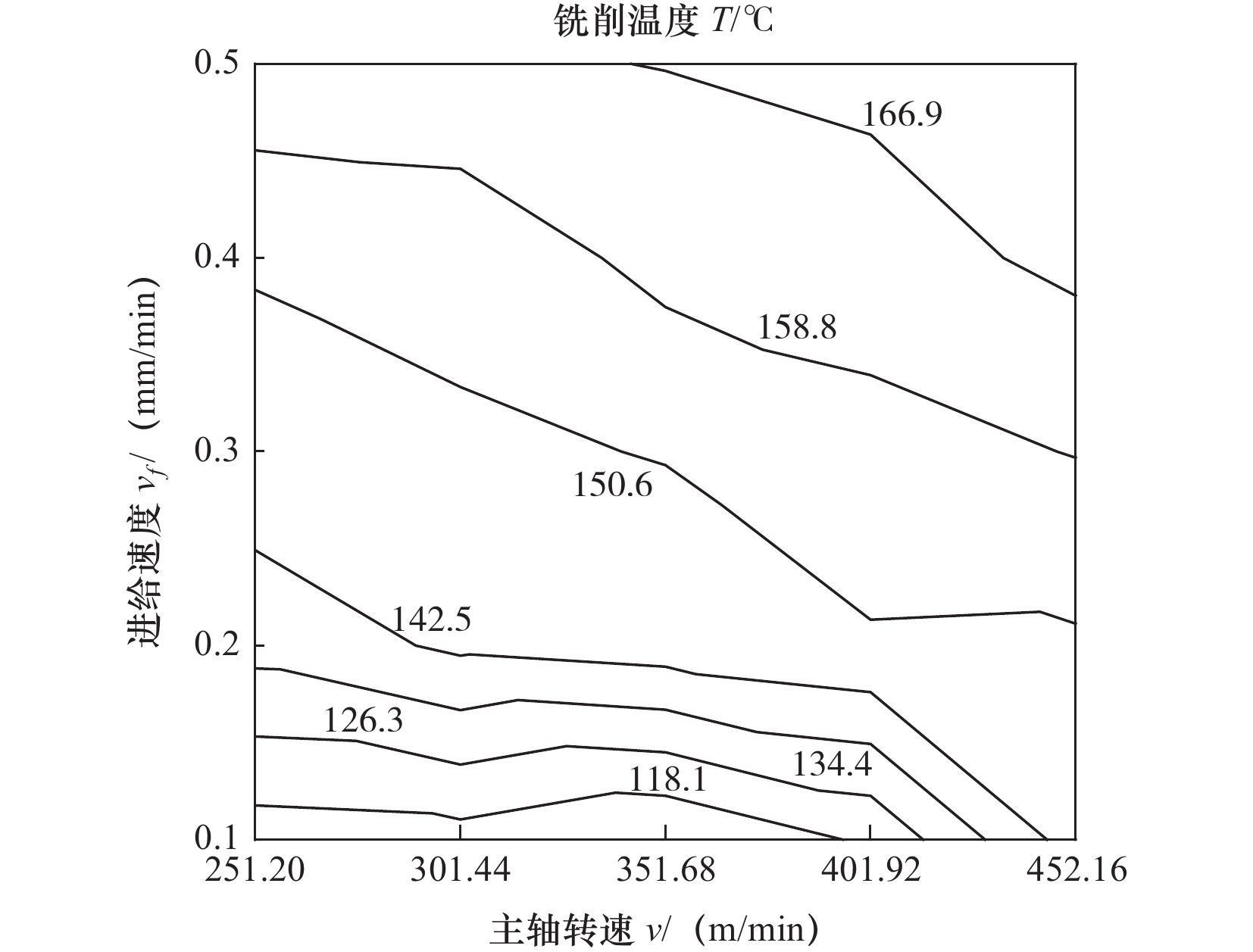
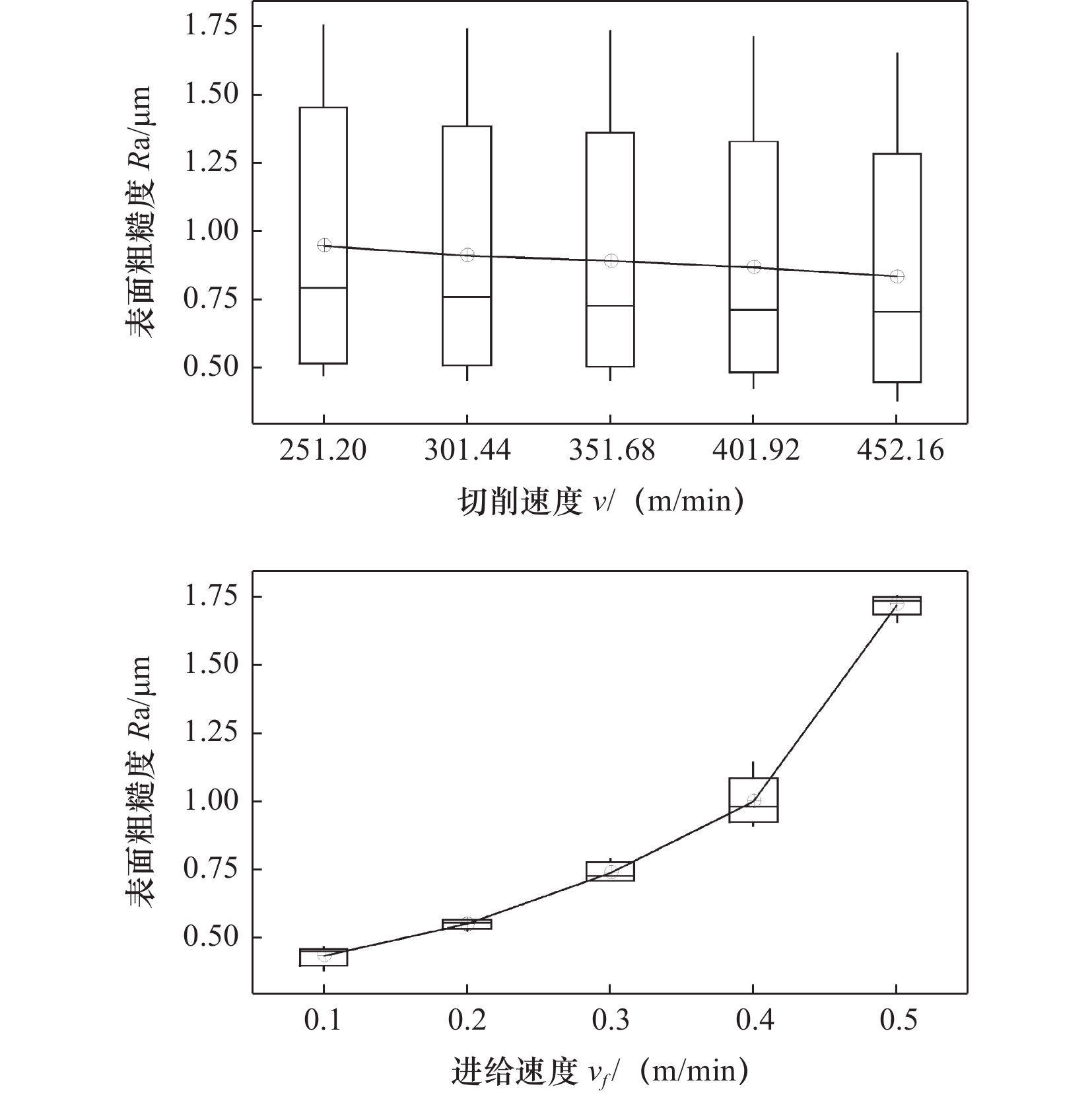
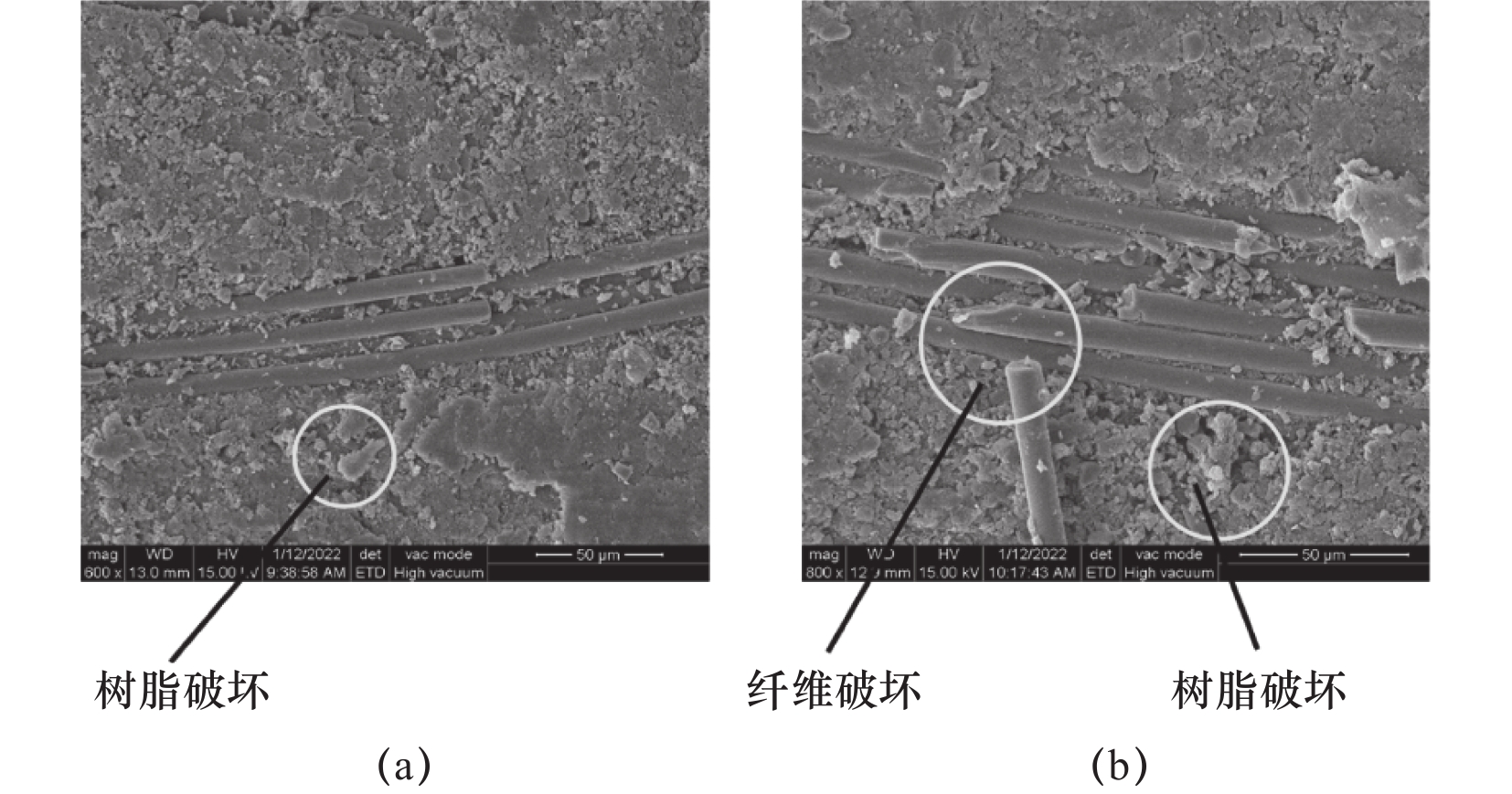
摘要: 以玻璃纤维增强复合塑料(GFRP)为试材,按照试验设计的切削速度(251.2、301.44、351.68、401.92、452.16 m/min)和进给速度(0.1、 0.2、 0.3、 0.4、 0.5 m/min),选用硬质合金刀具对GFRP进行了铣削开料试验,研究了切削速度和进给速度对铣削力、铣削温度和表面粗糙度的影响,并借助扫面电镜研究了GFRP表面损伤机理。结果表明:当增加切削速度时,铣削力和表面粗糙度逐渐降低,而铣削温度逐渐升高;当增加进给速度时,铣削温度升高、铣削力和表面粗糙度逐渐增大。均值分析得出进给速度对铣削力、铣削温度、表面粗糙度的影响大于主轴转速。GFRP表面损伤主要有树脂破坏和纤维破坏两种形式。Abstract: The glass fiber reinforced composite plastic (GFRP) was used as the test material, according to the experimental design of the cutting speed (251.2, 301.44, 351.68, 401.92, 452.16 m/min) and feed rate (0.1, 0.2, 0.3, 0.4, 0.5 m/min), a carbide tool was selected to carry out milling test on GFRP, and the effects of cutting speed and feed rate on milling force, milling temperature and surface roughness were studied, and the surface damage mechanism of GFRP was investigated by scanning electron microscopy. The results show that the milling force and surface roughness decrease when the cutting speed increases, while the milling temperature increases gradually; the milling force, milling temperature and surface roughness increase gradually when the feed rate increases. The mean value analysis concludes that the influence of feed rate on milling force, milling temperature and surface roughness is greater than the spindle speed. The surface damage of GFRP is mainly in the form of resin damage and fiber damage.
-
Key words:
- GFRP /
- milling and rough shape cutting /
- milling force /
- milling temperature /
- surface roughness
-
表 1 GFRP材料成分及性能表
树脂成分 占比/(%) 玻璃纤维成分 占比/(%) 溴化环氧树脂 99.97 MgO 0~5 B2O 3.5~10 Na2O、 K2O 0~2 Fe2O3 0.05~0.4 F2 0~1.0 SiO2 52~56 水解氯 0.02~0.035 CaO 16~25 Al2O3 12~16  下载: 导出CSV
下载: 导出CSV
表 4
Fx均值响应表 水平 切削速度 进给速度 1 126.42 41.91 2 115.73 65.38 3 108.91 98.61 4 68.11 123.09 5 57.72 147.89 Delta 68.7 105.98 排秩 2 1
下载: 导出CSV
表 3 试验设计及结果
序号 v/(m/min) vf /(m/min) Fx/N Fy/N T/℃ Ra/μm 1 251.2 0.1 52.16 55.88 114.00 0.472 2 251.2 0.2 84.53 67.93 137.10 0.571 3 251.2 0.3 131.20 101.53 148.10 0.795 4 251.2 0.4 169.00 129.90 151.10 1.148 5 251.2 0.5 195.20 177.10 165.00 1.760 6 301.44 0.1 44.34 47.85 115.10 0.455 7 301.44 0.2 78.37 65.79 144.00 0.570 8 301.44 0.3 119.60 96.42 149.50 0.763 9 301.44 0.4 148.30 120.60 152.80 1.028 10 301.44 0.5 188.04 133.60 165.90 1.746 11 351.68 0.1 42.26 36.42 109.80 0.455 12 351.68 0.2 71.31 58.33 146.50 0.560 13 351.68 0.3 115.50 92.56 150.90 0.732 14 351.68 0.4 141.20 102.20 161.50 0.985 15 351.68 0.5 174.30 119.50 167.10 1.737 16 401.92 0.1 40.37 31.84 119.40 0.427 17 401.92 0.2 50.57 45.53 149.80 0.549 18 401.92 0.3 68.45 63.50 155.80 0.716 19 401.92 0.4 82.74 84.40 163.40 0.946 20 401.92 0.5 98.40 94.57 168.90 1.717 21 452.16 0.1 30.43 27.88 146.20 0.379 22 452.16 0.2 42.11 44.42 149.50 0.527 23 452.16 0.3 58.32 61.87 159.10 0.708 24 452.16 0.4 74.23 77.82 168.80 0.909 25 452.16 0.5 83.52 90.80 171.40 1.656
下载: 导出CSV
表 5 Fy均值响应表
水平 切削速度 进给速度 1 106.47 39.97 2 92.85 56.4 3 81.8 83.18 4 63.97 102.98 5 60.56 123.11 Delta 45.91 83.14 排秩 2 1
下载: 导出CSV
表 7 铣削温度T均值响应表
水平 切削速度 进给速度 1 143.1 120.9 2 145.5 145.4 3 147.2 152.7 4 151.5 159.5 5 159 167.7 Delta 15.9 46.8 排秩 2 1
下载: 导出CSV
表 9 表面粗糙度Ra均值响应表
水平 切削速度 进给速度 1 0.949 1 0.437 6 2 0.912 5 0.555 3 3 0.893 8 0.742 7 4 0.870 8 1.003 4 5 0.835 9 1.723 2 Delta 0.113 2 1.285 6 排秩 2 1
下载: 导出CSV
-
[1] Prashanth S,Subbaya K M,Nithin K,et al. Fiber reinforced composites-a review[J]. J. Mater. Sci. Eng.,2017,6(3):2-6. [2] 岳清瑞,杨勇新. 纤维增强复合材料加固结构耐久性研究综述[J]. 建筑结构学报,2009,30(6):8-15. [3] 徐从意. 玻璃纤维材料在现代家具中的应用研究[J]. 包装工程,2020,41(14):345-350. [4] 牛忠旺,曹丽丽,李其朋. 玻璃纤维增强复合材料的应用及研究现状[J]. 塑料工业,2021,49(S1):9-17. [5] Stickel J M,Nagarajan M. Glass fiber‐reinforced composites:from formulation to application[J]. International Journal of Applied Glass Science,2012,3(2):122-136. doi: 10.1111/j.2041-1294.2012.00090.x [6] Kumar A L,Prakash M. The effect of fiber orientation on mechanical properties and machinability of GFRP composites by end milling using cutting force analysis[J]. Polmers & Polymer Composites,2021,29(4):096739112199128. [7] Sarma P M M S,Karunamoorthy L,Palanikumar K. Surface roughness parameters evaluation in machining GFRP composites by PCD tool using digital image processing[J]. Journal of Reinforced Plastics and Composites,2009,28(13):1567-1585. doi: 10.1177/0731684408089858 [8] 高鑫. 玻璃纤维增强复合材料加工机理研究及有限元分析[D]. 镇江: 江苏科技大学, 2015. [9] Liu Z H, Lin R. Application research on GFRP bars continuous reinforced concrete pavement design[J]. IEEE Computer Society, 2012: 162-165. [10] Palanikumar K,Karunamoorthy L,Karthikeyan R. Multiple performance optimization of machining parameters on the machining of GFRP composites using carbide (K10) tool[J]. Materials and Manufacturing Processes,2006,21(8):846-852. doi: 10.1080/03602550600728166 [11] Sorrentino L,Turchetta S,Bellini C. In process monitoring of cutting temperature during the drilling of FRP laminate[J]. Composite Structures,2017,168(5):549-561. [12] 宋中权. 玻璃纤维增强复合材料钻削加工试验研究[D]. 南京: 南京理工大学, 2011. [13] 尹垒,黄勇,孔博. 树脂基玻璃纤维复合材料加工刀具和切削参数的选择[J]. 机械工程师,2013(7):3-4. [14] 周井文,黄久超,杨叶,等. 玻璃纤维增强复合材料端铣加工刀具磨损与表面质量研究[J]. 工具技术,2021,55(11):45-48. [15] 徐鹤,吴亮,高月,等. 玻璃纤维复合材料及其复合构件的台阶孔加工技术[J]. 宇航材料工艺,2018,48(5):83-87. [16] 张秀丽,张振国,魏凤春,等. 高强玻璃纤维复合材料的铣削加工性能研究[J]. 材料导报,2009,23(8):84-87. [17] 侯晓莉,李言,杨振朝,等. 不同刀具车削加工高硅氧玻璃纤维/酚醛树脂切削力研究[J]. 宇航材料工艺,2017,47(5):65-68. [18] Gao T,Zhang Y B,Li C H,et al. Fiber-reinforced composites in milling and grinding:machining bottlenecks and advanced strategies[J]. Frontiers of Mechanical Engineering,2022,17(2):1-35. [19] Effendi M K, Soepangkat B O P, Suhardjono, et al. Prediction of cutting force in end milling of glass fiber reinforced polymer (GFRP) composites using adaptive neuro fuzzy inference system (ANFIS)[C]. The 4TH Biomedical Enginerring’S Recent Progress in Biomaterials, Drugs Development, Health, and Medical Devices: Proceedings of the International Symposium of Biomedical Engineering (ISBE) , 2019. -

 下载:
下载:




 点击查看大图
点击查看大图

图(10) / 表(9)
计量
- 文章访问数: 36
- HTML全文浏览量: 9
- PDF下载量: 15
- 被引次数: 0


