

Study on the influence of cutting parameters on the cutting temperature of high-speed milling Stellite6 alloy
-
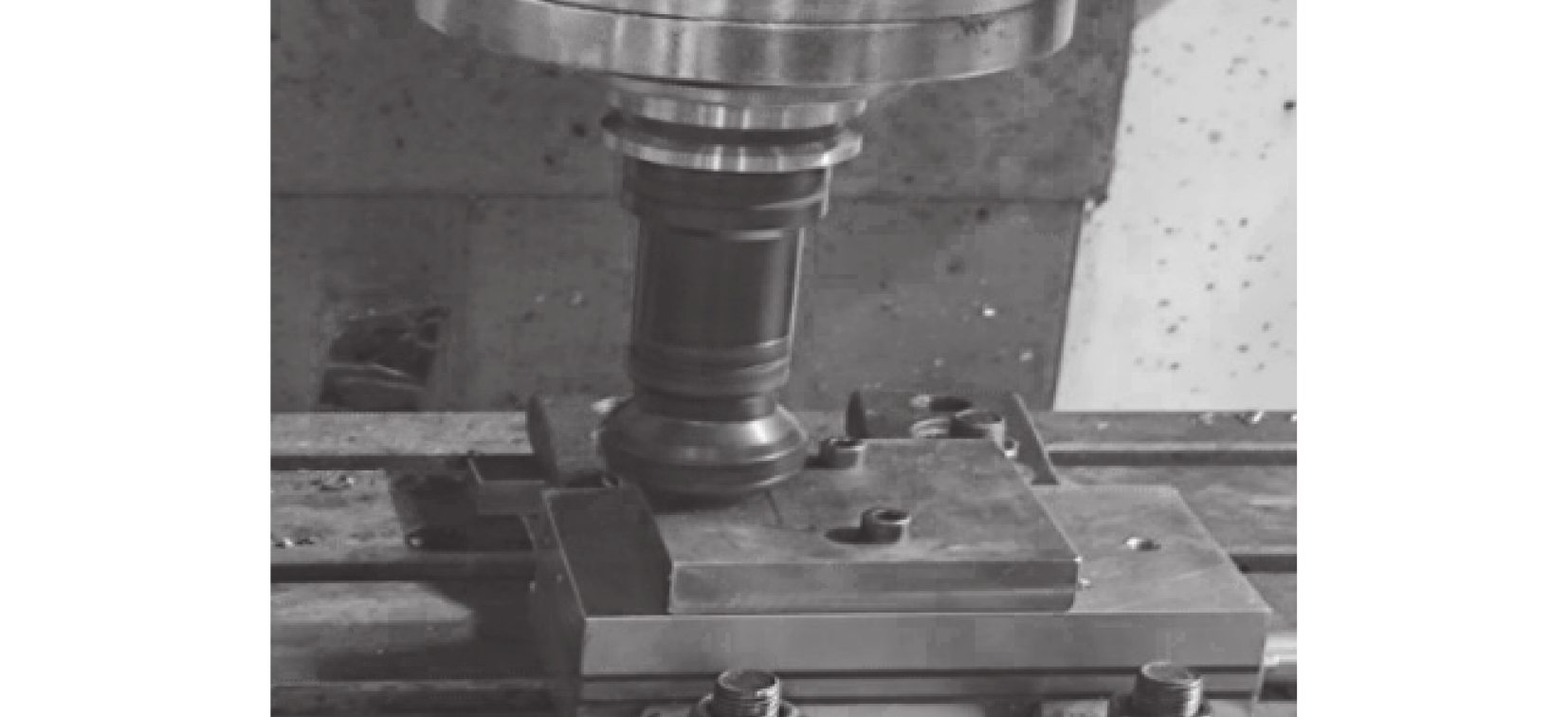
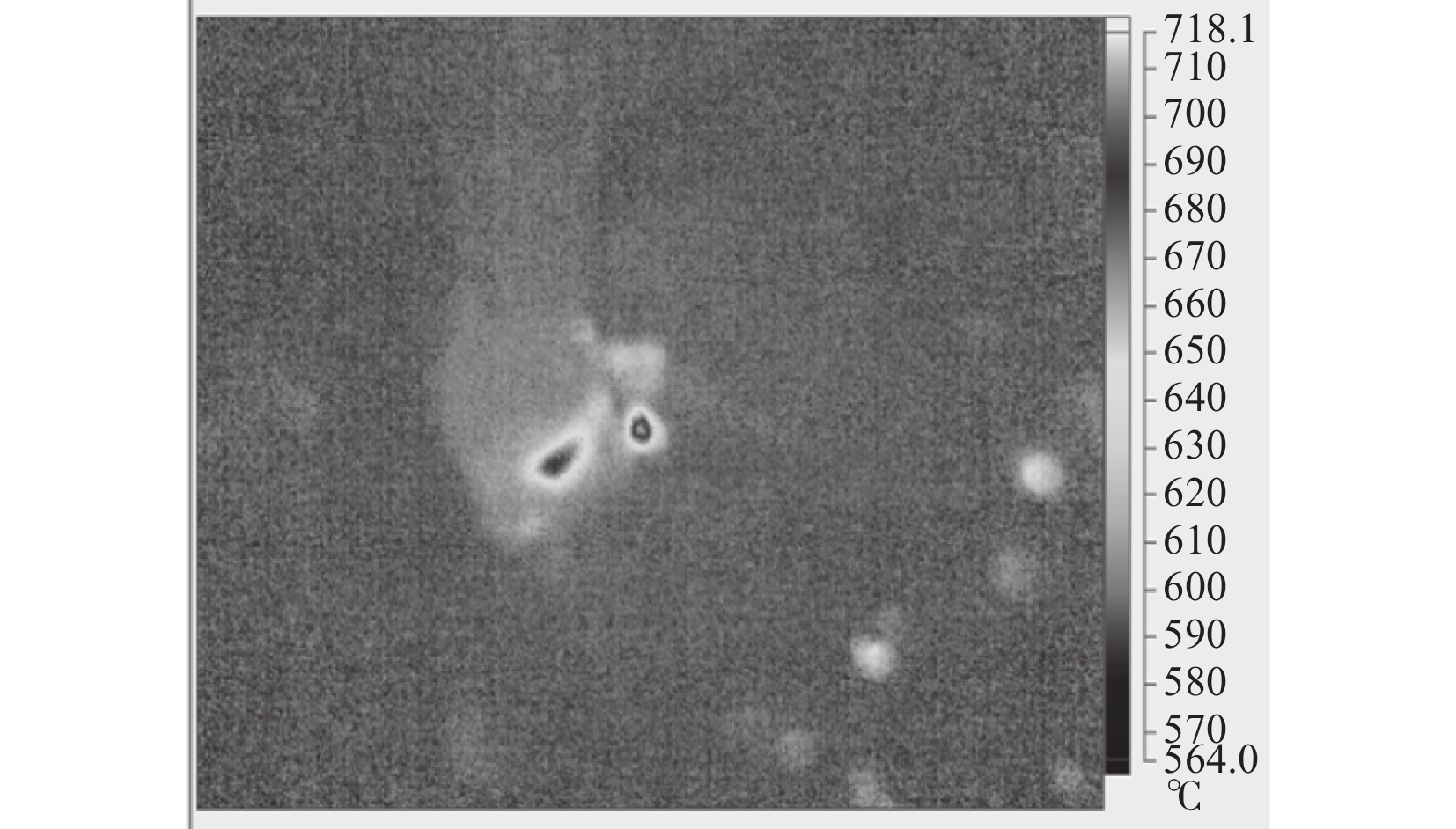
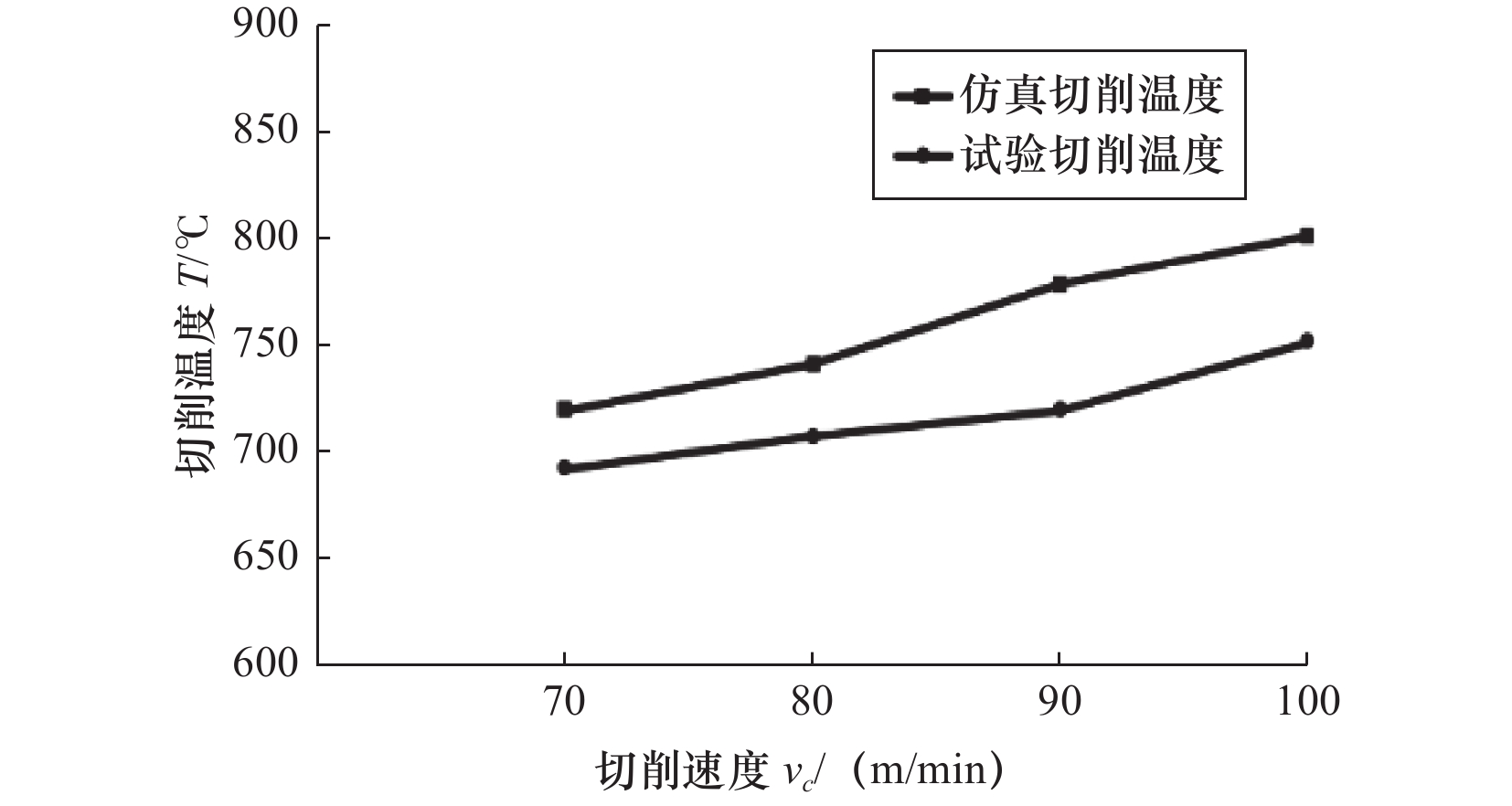
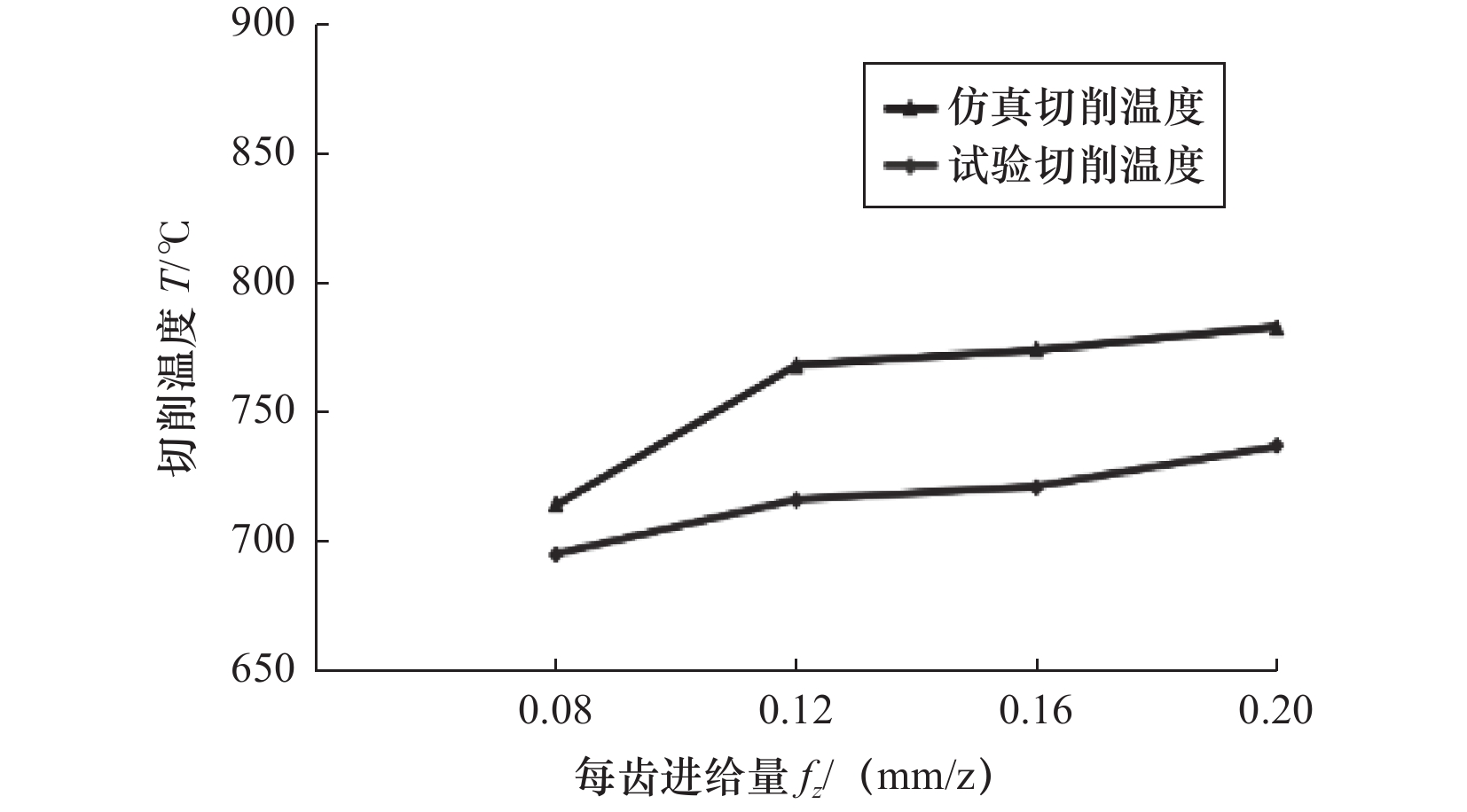
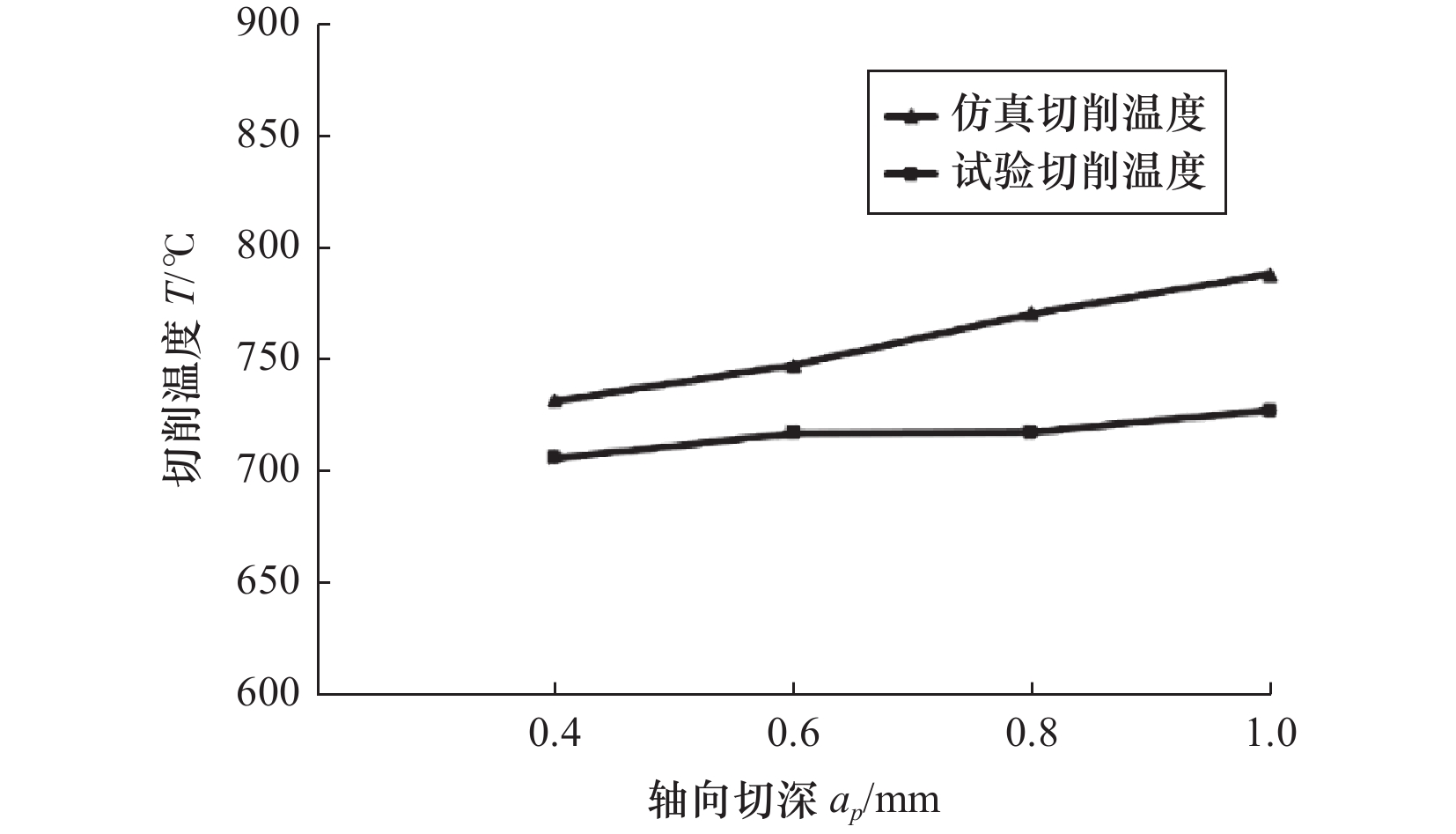
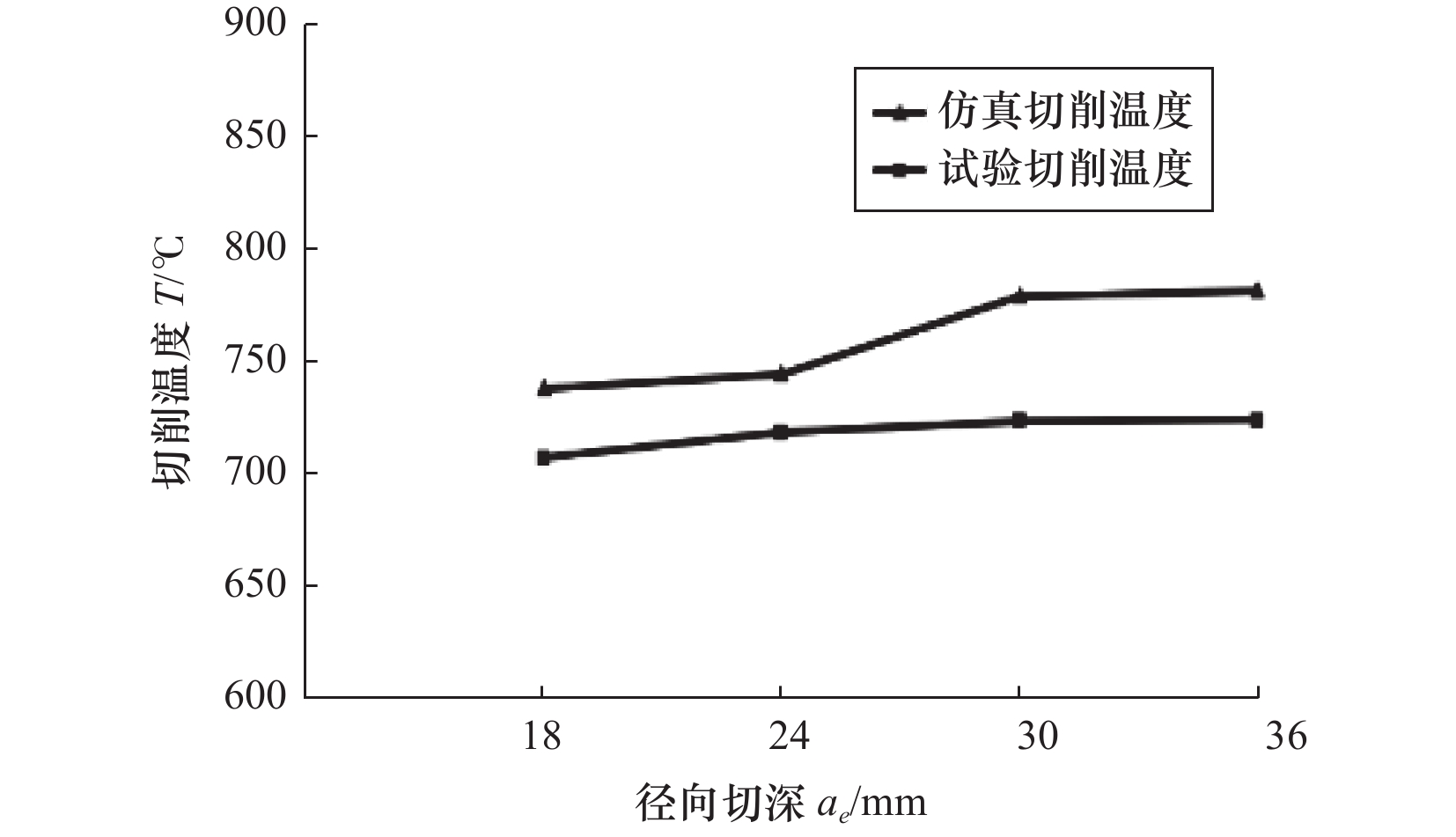
摘要: Stellite6合金是以钴铬钨为主要元素的高温合金,红硬性好但导热性能差,在切削加工时刀具与切屑接触区域易产生较高的温度。建立Stellite6合金切削仿真模型,确定试验方法及条件,运用正交试验与仿真研究每齿进给量、切削速度和切削宽度对切削温度的影响规律,使用极差分析法和方差分析法获得铣削参数对切削温度影响的主次顺序,得到以最小切削温度为目标的最优切削参数,并建立了切削温度的经验计算公式。
-
关键词:
- Stellite6合金 /
- 高速铣削 /
- 切削温度 /
- 切削参数 /
- 正交试验
Abstract: Stellite6 alloy is a high temperature alloy with cobalt, chromium and tungsten as the main element. It has good red hardness but poor thermal conductivity. During cutting, the contact area between the tool and the chip is easy to produce higher temperature. The cutting simulation model of Stellite6 alloy is established, and the experimental methods and conditions are determined. The influence of feed per tooth, cutting speed and cutting width on cutting temperature is studied by orthogonal test and simulation. The range analysis method and variance analysis method are used to obtain the primary and secondary order of the influence of milling parameters on cutting temperature. The optimal cutting parameters with the minimum cutting temperature as the goal are obtained, and the empirical calculation formula of cutting temperature is established.-
Key words:
- Stellite6 alloy /
- high-speed milling /
- cutting temperature /
- cutting parameters /
- orthogonal test
-
表 3 正交仿真试验因素水平表
水平 因素 A:切削速度
vc /(m/min)B:进给量
fz /(mm/z)C:轴向切深
ap /mmD:径向切深
ae / mm1 70 0.08 0.4 18 2 80 0.12 0.6 24 3 90 0.16 0.8 30 4 100 0.20 1. 0 36  下载: 导出CSV
下载: 导出CSV
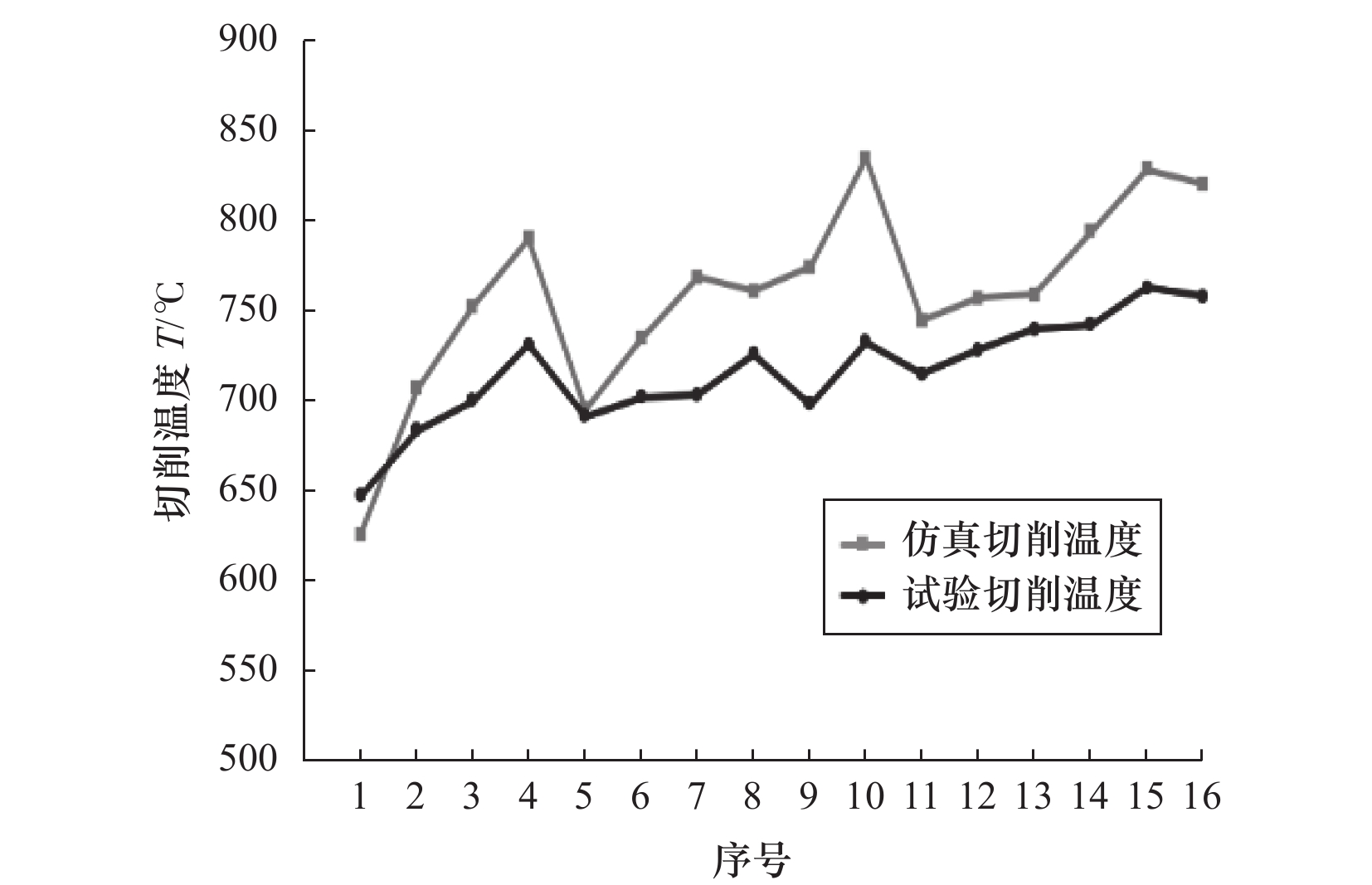
表 4 高速铣削Stellite6合金的L16(44)切削温度仿真结果
序号 vc /(m/min) fz /(mm/z) ap /mm ae /mm T/ ℃ 1 70 0.08 0.4 18 626.57 2 70 0.12 0.6 24 707.55 3 70 0.16 0.8 30 752.79 4 70 0.20 1.0 36 790.81 5 80 0.08 0.6 30 695.93 6 80 0.12 0.4 36 735.15 7 80 0.16 1.0 18 769.36 8 80 0.20 0.8 24 761.71 9 90 0.08 0.8 36 775.09 10 90 0.12 1.0 30 834.88 11 90 0.16 0.4 24 745.35 12 90 0.20 0.6 18 757.87 13 100 0.08 1.0 24 759.48 14 100 0.12 0.8 18 794.39 15 100 0.16 0.6 30 828.78 16 100 0.20 0.4 36 820.61
下载: 导出CSV
表 5 高速铣削Stellite6合金的L16(44)切削温度试验结果
序号 试验测量瞬时切削温度(5次) 平均切削温度T/ ℃ T1/ ℃ T2/ ℃ T3/ ℃ T4/ ℃ T5/ ℃ 1 631.4 647.2 663.1 651.5 646.7 647.98 2 686.4 691.2 687.2 683.7 674.6 684.62 3 691.5 709.4 694.7 689.2 718.1 700.58 4 736.2 728.8 718.5 731.3 741.4 731.24 5 676.5 679.1 719.8 684.4 701.5 692.26 6 697.5 705.7 704.2 713.1 692.2 702.54 7 692.6 717.2 705.1 713.8 691.5 704.04 8 725.3 749.1 718.9 716.2 730.4 727.98 9 709.3 694.6 719.8 686.3 685.2 699.04 10 730.3 715.4 724.8 750.1 746.8 733.48 11 703.3 711.3 726.8 697.2 739.1 715.54 12 718.9 730.2 745.3 733.1 716.6 728.82 13 749.3 736.4 733.9 753.8 728.6 740.4 14 726.2 740.4 725.6 763.2 758.3 742.74 15 768.3 782.8 769.7 743.8 751.6 763.24 16 740.5 763.1 754.4 771.4 763.3 758.54
下载: 导出CSV
表 6 Stellite6合金切削温度的仿真极差分析表
试验 ki 铣削参数 vc /(m/min) fz /(mm/z) ap /mm ae /mm 试验切削
温度Tk1 719.43 714.267 5 731.92 737.047 5 k2 740.537 5 767.992 5 747.532 5 743.522 5 k3 778.297 5 774.07 770.995 778.095 k4 800.815 782.75 788.632 5 780.415 极差R 81.385 68.482 5 56.712 5 43.367 5 因素主次 vc>fz>ap>ae 最优方案 A1B1C1D1
下载: 导出CSV
表 7 Stellite6合金切削温度的试验极差分析表
试验 ki 铣削参数 vc /(m/min) fz /(mm/z) ap /mm ae /mm 试验切削
温度Tk1 691.105 694.92 706.15 705.895 k2 706.705 715.845 717.235 717.135 k3 719.22 720.85 717.585 722.39 k4 751.23 736.645 727.29 722.84 极差R 60.125 41.725 21.14 16.945 因素主次 vc>fz>ap>ae 最优方案 A1B1C1D1
下载: 导出CSV
表 8 仿真切削温度的方差仿真分析
因素 离差平方和 自由度 均方 F比值 显著性 vc 16 100.659 8 3 5 366.886 6 22.398 6 * fz 11 482.629 7 3 3 827.543 3 15.974 2 * ap 7 537.693 8 3 2 512.564 6 10.481 4 * ae 6 169.259 7 3 2 056.419 9 8.582 4 — e 718.824 4 3 239.608 1 —
下载: 导出CSV
表 9 试验切削温度的方差试验分析
因素 离差平方和 自由度 均方 F比值 显著性 vc 7 812.569 8 3 2 604.19 40.852 5 ** fz 3 558.368 2 3 1 186.122 7 18.607 0 * ap 895.948 6 3 298.649 5 4.685 0 — ae 745.920 2 3 248.640 1 3.900 5 — e 191.238 4 3 63.746 1 —
下载: 导出CSV
-
[1] 刘玉珍,桂业炜. 司太立合金的性能及应用(Ⅱ)[J]. 机械工程材料,1992(6):4-8,50. [2] 刘光耀,孙长荣. 司太立合金的车削加工[J]. 机械,2005(8):35-37,40. doi: 10.3969/j.issn.1006-0316.2005.08.012 [3] 刘光耀,孙长荣. 司太立合金堆焊件的车削加工[J]. 工具技术,2005(8):49-53. doi: 10.3969/j.issn.1000-7008.2005.08.014 [4] 黄传真,艾兴. 加工镍基合金时切削力和切削温度的特点[J]. 工具技术,1995(5):35-37. doi: 10.16567/j.cnki.1000-7008.1995.05.019 [5] Lee W J, Park S H, Yoon H S. A coolant supply strategy based on cutting temperature prediction during the 3-axis end-milling of Ti-6Al-4V[J]. Journal of Manufacturing Processes, 2022, 84:272-281. [6] 耿国盛. 钛合金高速铣削技术的基础研究[D]. 南京: 南京航空航天大学, 2006. [7] Thakur D G , Ramamoorthy B , Vijayaraghavan L . Study on the machinability characteristics of superalloy Inconel 718 during high speed turning[J]. Materials and Design, 2008, 30(5):1718-1725. [8] Sridhar A K , Bolar Gururaj, Padmaraj N H . Comprehensive experimental investigation on drilling multi-material carbon fiber reinforced aluminum laminates[J]. Journal of King Saud University - Engineering Sciences, 2022, 34(7): 391-401. [9] Zhuang K J, Li M, Lin F T, et al. Crater wear prediction in turning Ti6Al4V considering cutting temperature effect[J]. The International Journal of Advanced Manufacturing Technology, 2022, 121(9-10): 6763–6781. [10] Li X G, Wang Y H, Miao L Q, et al. Deformation analysis of continuous milling of Inconel718 nickel-based superalloy[J]. Micromachines, 2022, 13(5): 683. [11] 骆芳,刘景松,赵兵,等. 激光沉积Stellite 6颗粒入射角度对涂层形成的影响[J]. 浙江工业大学学报,2016,44(5):569-574. doi: 10.3969/j.issn.1006-4303.2016.05.020 [12] 刘景松. 基于ABAQUS模拟超音速激光沉积Stellite 6颗粒碰撞特征[D]. 杭州: 浙江工业大学, 2016. -

 下载:
下载:

 点击查看大图
点击查看大图
图(12) / 表(10)
计量
- 文章访问数: 64
- HTML全文浏览量: 19
- PDF下载量: 16
- 被引次数: 0


