

Modeling and experimental study on ultrasonic milling force of Nickel-based superalloy
-
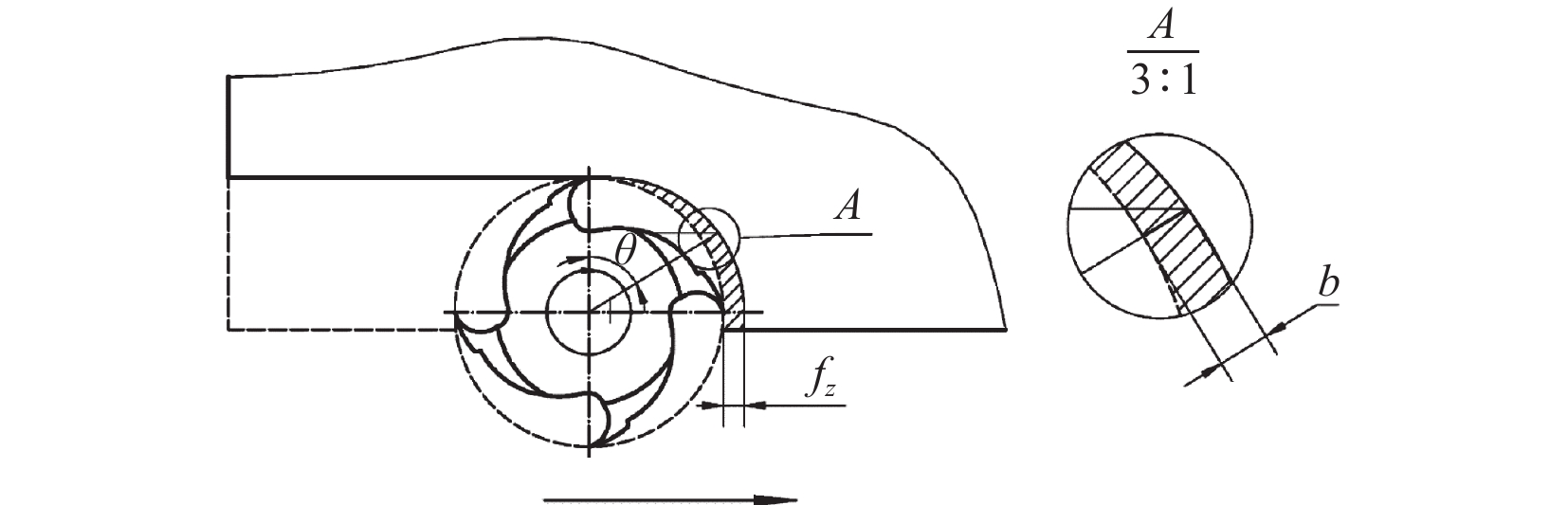
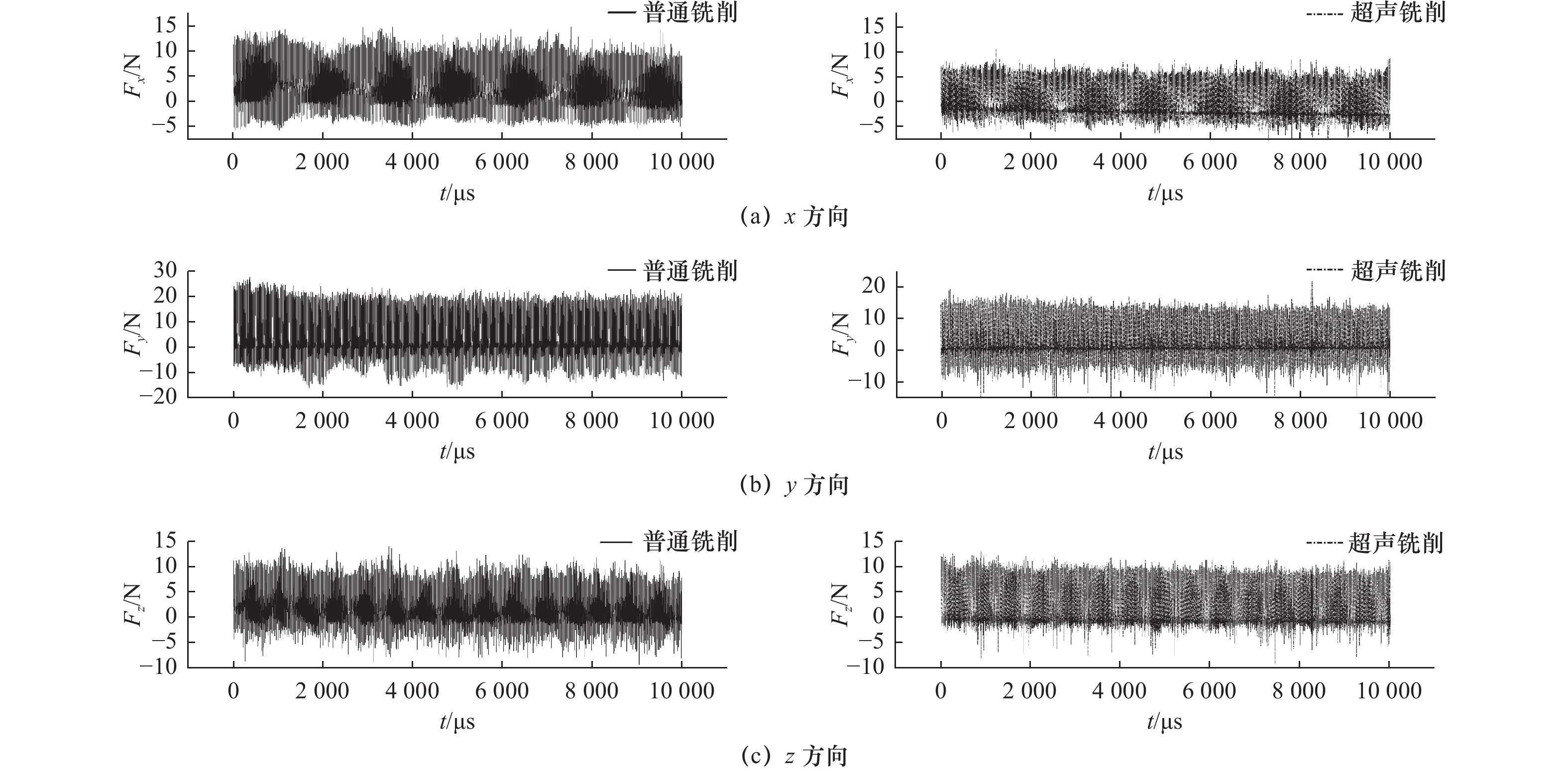
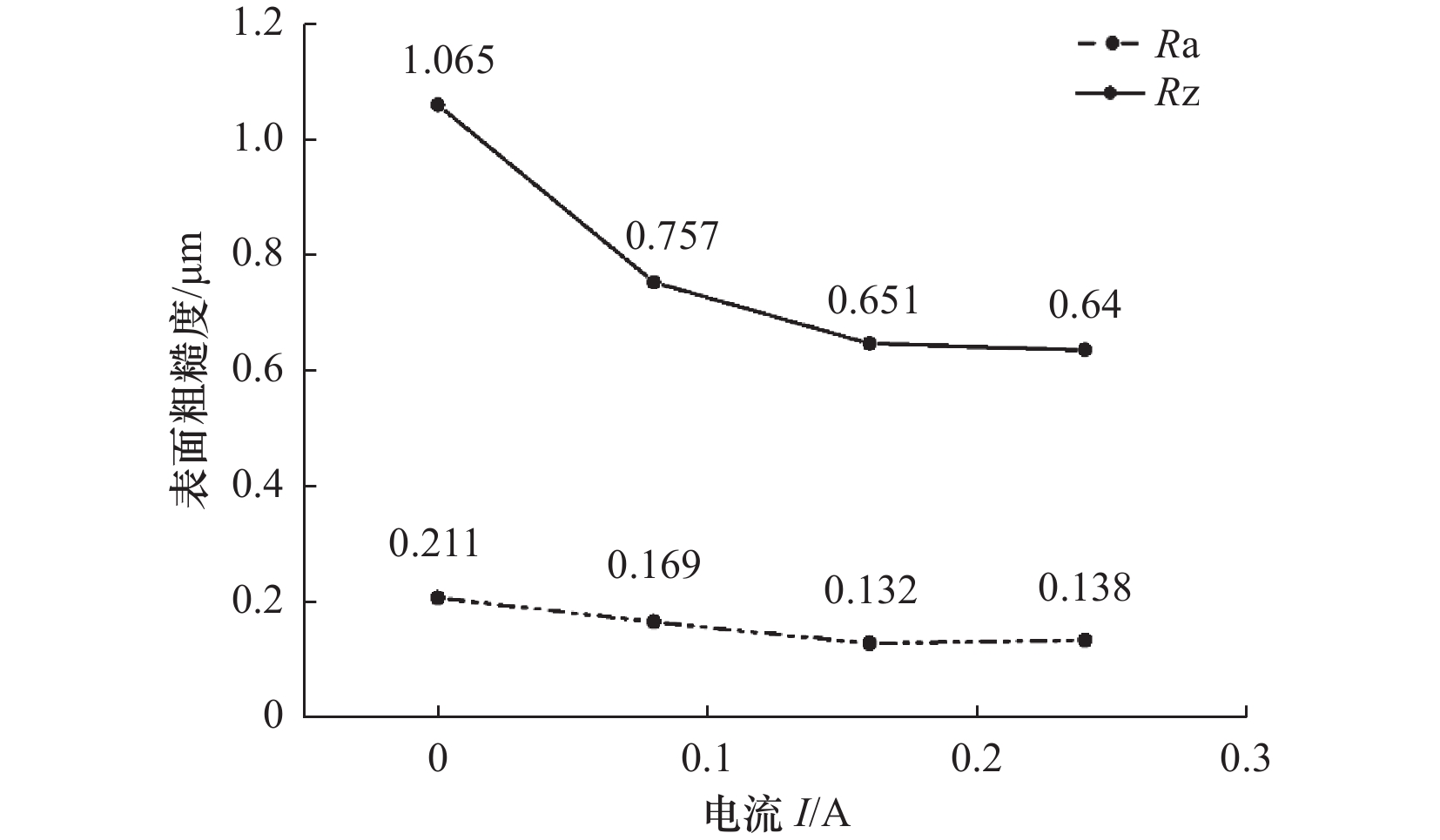
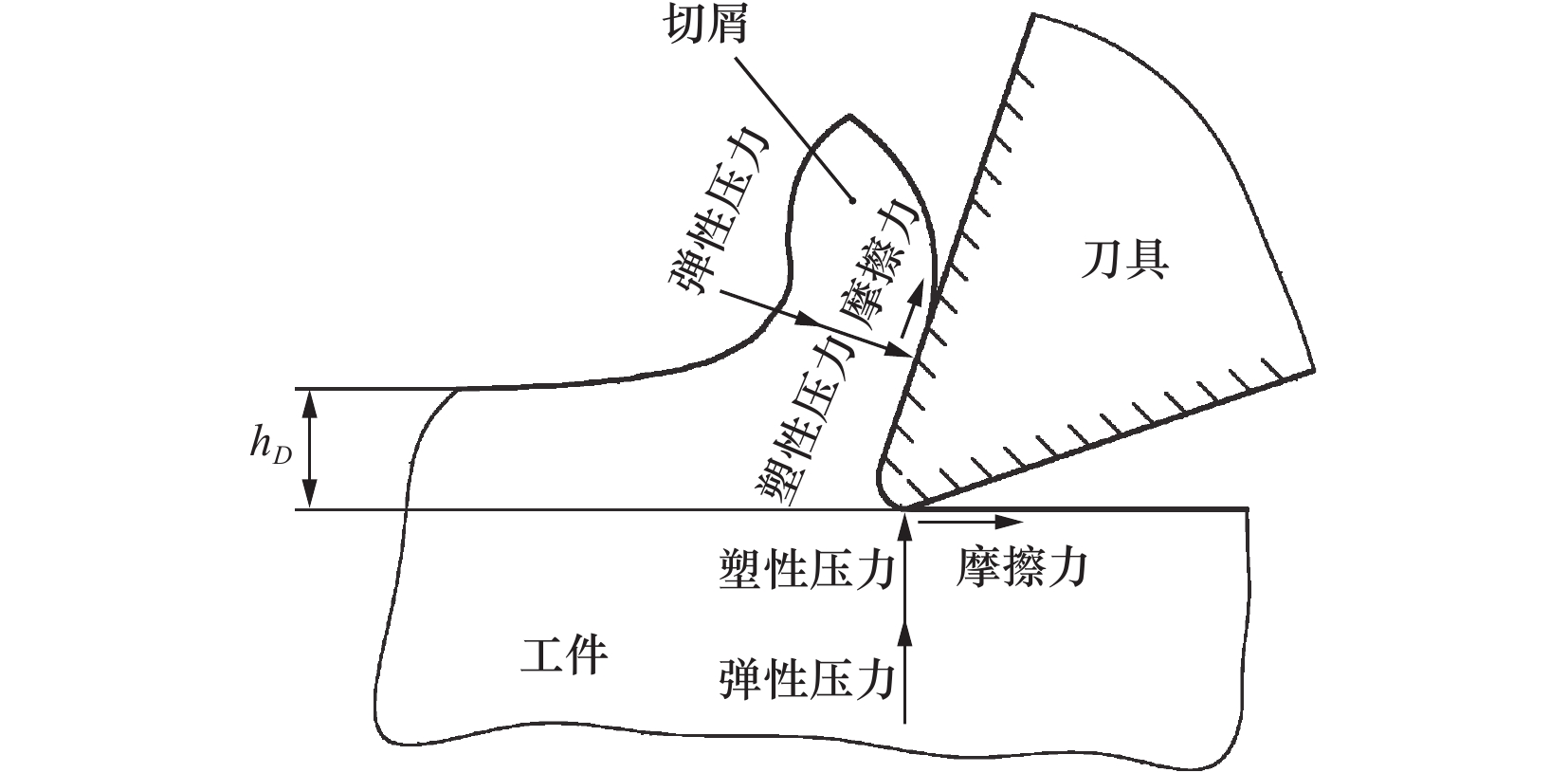
摘要: 文章研究了超声振动辅助对铣削镍基高温合金的铣削力和表面质量影响。针对超声振动特性,建立了超声振动辅助铣削力模型,仿真分析了铣削力与超声振动振幅、频率的关系,设计了普通铣削和超声振动辅助铣削关于铣削力的对比试验,研究了超声振动作用下不同铣削参数对铣削力的影响规律及表面质量的影响规律。结果表明, 对铣刀施加超声振动后,在一定范围内,随着超声振幅和频率的增大,铣削力随之减小;在施加超声振动辅助后,试件表面形貌较为圆润,相邻切削痕迹过渡平滑,显著改善了普通铣削加工后表面凸起尖锐,具有较深的沟槽痕迹,相邻切削痕迹明显的缺陷。Abstract: The work aim to study the influence of ultrasonic vibration on milling force and surface integrity of nickel base superalloy. According to the ultrasonic vibration characteristics, the ultrasonic vibration assisted milling force model is established and the key models of finite element analysis are introduced theoretically.In order to study the relationship between milling force and ultrasonic vibration amplitude and frequency, and single factor and multi factor orthogonal simulation cutting experiment are designed. The results show that when the ultrasonic vibration is applied to the milling cutter, the milling force decreases to a certain extent, and within a certain range, the ultrasonic current increases and the milling force decreases. In ordinary milling, the surface topography of the plough has clear scratch boundary, sharp surface protrusion and deep groove marks, and the adjacent cutting marks do not interfere with each other. After ultrasonic vibration, the surface morphology is more round and the transition of adjacent cutting marks is smooth.
-
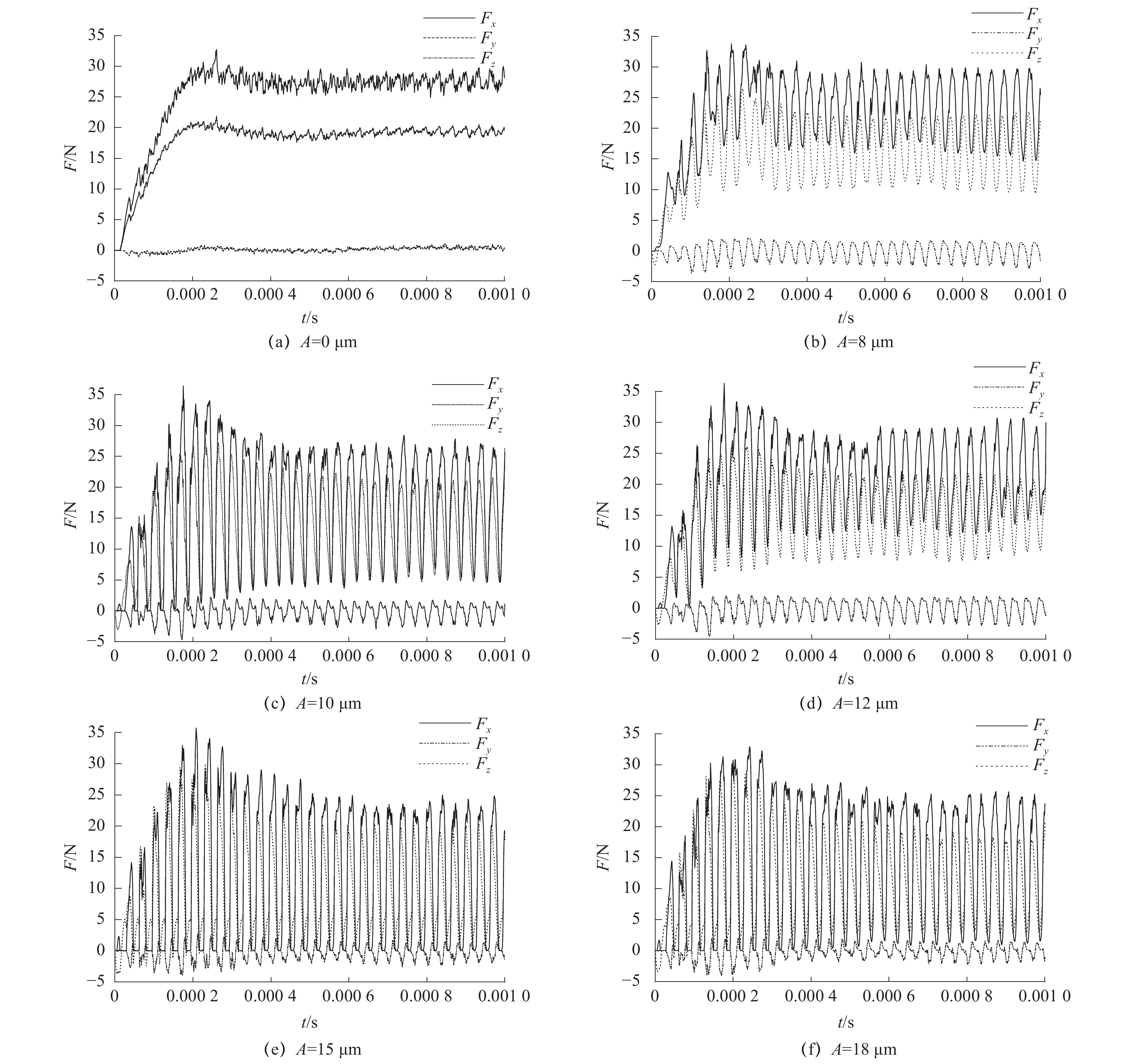
表 1 三维斜角切削仿真参数设置
序号 切削速度vc /
(mm/s)切削深度
h/mm切削宽度
b/mm振幅
A/μm频率
f/kHza 1 507 0.1 0.3 0 0 b 8 30 c 10 30 d 12 30 e 15 30 f 18 30  下载: 导出CSV
下载: 导出CSV
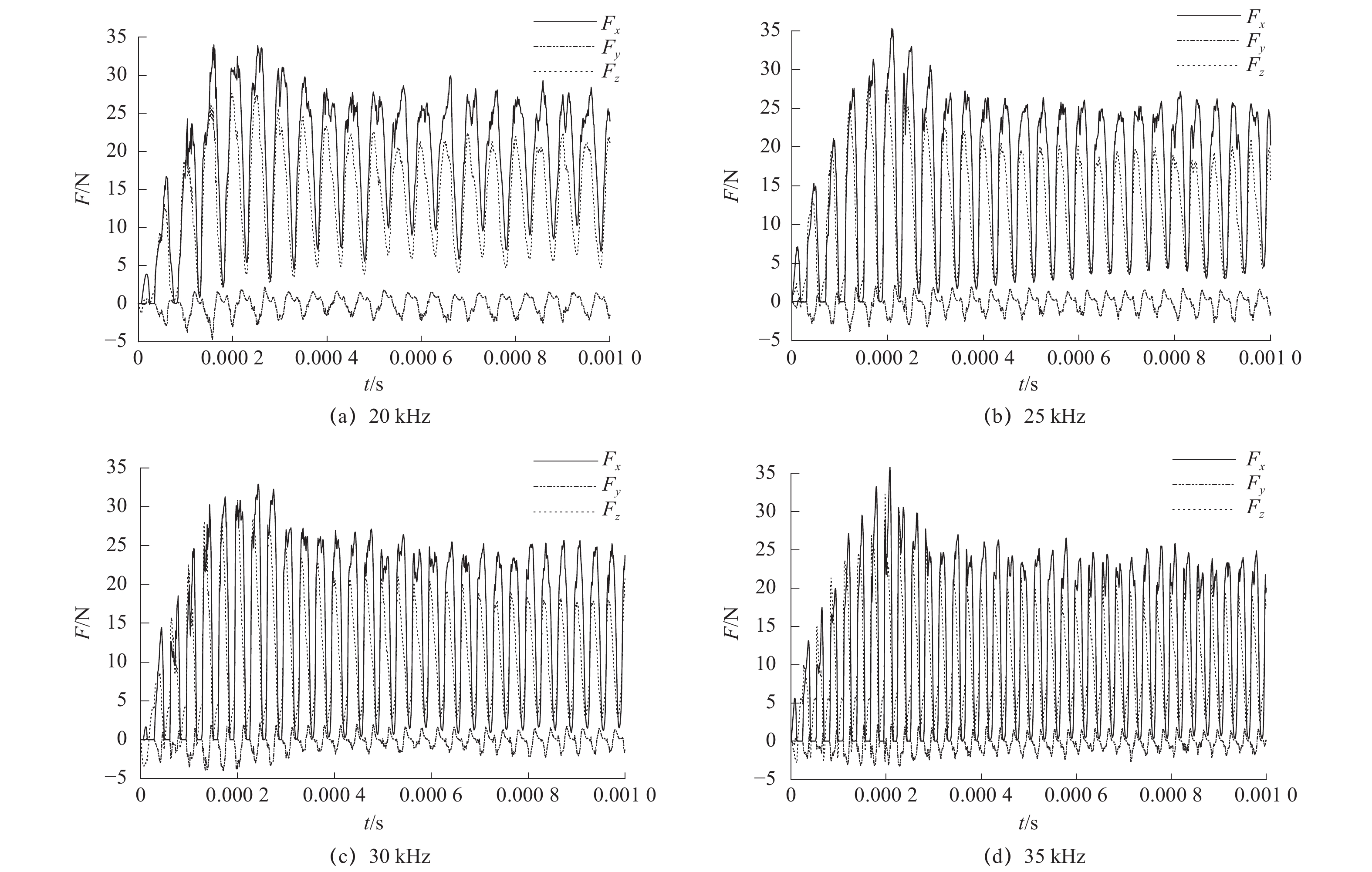
表 2 切削仿真参数设置
序号 切削速度vc/
(mm/s)切削深度
h/mm切削宽度
b/mm振幅
A/μm频率
f/kHzg 1507 0.1 0.3 15 20 h 15 25 i 15 30 j 15 35
下载: 导出CSV
-
[1] Cagri V Y,Turgay K,Murat S,et al. Determination of MQL parameters contributing to sustainable machining in the milling of Nickel-base superalloy waspaloy[J]. Arabian Journal for Science and Engineering,2017,42(11):112-125. [2] 黄新春,张定华,姚倡锋,等. 镍基高温合金GH4169磨削参数对表面完整性影响[J]. 航空动力学报,2013(3):621-628. doi: 10.13224/j.cnki.jasp.2013.03.003 [3] 房善想,赵慧玲,张勤俭. 超声加工技术的应用现状及其发展趋势[J]. 机械工程学报,2017,53(19):2-32. [4] Kong Y H,Liu R Y,Chen G S,et al. Effects of different heat treat-ments on the microstructures and creep properties of GH4169 superalloy[J]. Journal of Materials Engineering and Performance,2013,22(5):1371-1377. doi: 10.1007/s11665-012-0422-x [5] 刘佳佳,姜兴刚,张德远. 钛合金高速旋转超声椭圆振动侧铣削切屑特征和刀具磨损研究[J]. 机械工程学报,2019,53(19):22-32. [6] 倪陈兵,朱立达,宁晋生,等. 超声振动辅助铣削钛合金铣削力信号及切屑特征研究[J]. 机械工程学报,2019,55(7):207-216. [7] 姜兴刚,梁海彤,卢慧敏,等. 钛合金薄壁件超声椭圆振动铣削研究[J]. 兵工学报,2014,35(11):1891-1897. doi: 10.3969/j.issn.1000-1093.2014.11.022 [8] 曾加恒,陈燕,张科丙,等.旋转超声辅助磁力研磨镍基合金试验研究[J]. 硬质合金,2018,35(3):180-185. [9] 郭龙文,杨能阁,陈燕. 磁力研磨工艺对整体叶盘表面完整性的影响[J]. 中国表面工程,2013,26(3):10-14. [10] Abdelkawya,Hossamm,El-hofy H. Mathematical model of thrust force for rotary ultrasonic drilling of brittle materials based on the ductile-to-brittle transition phenomenon[J]. The International Journal of Advanced Manufacturing Technology,2019,101(1-4):801-813. doi: 10.1007/s00170-018-2943-4 -

 下载:
下载:



 点击查看大图
点击查看大图
图(8) / 表(2)
计量
- 文章访问数: 49
- HTML全文浏览量: 12
- PDF下载量: 17
- 被引次数: 0


