

An optimization method for numerical control small line fitting and speed planning
-
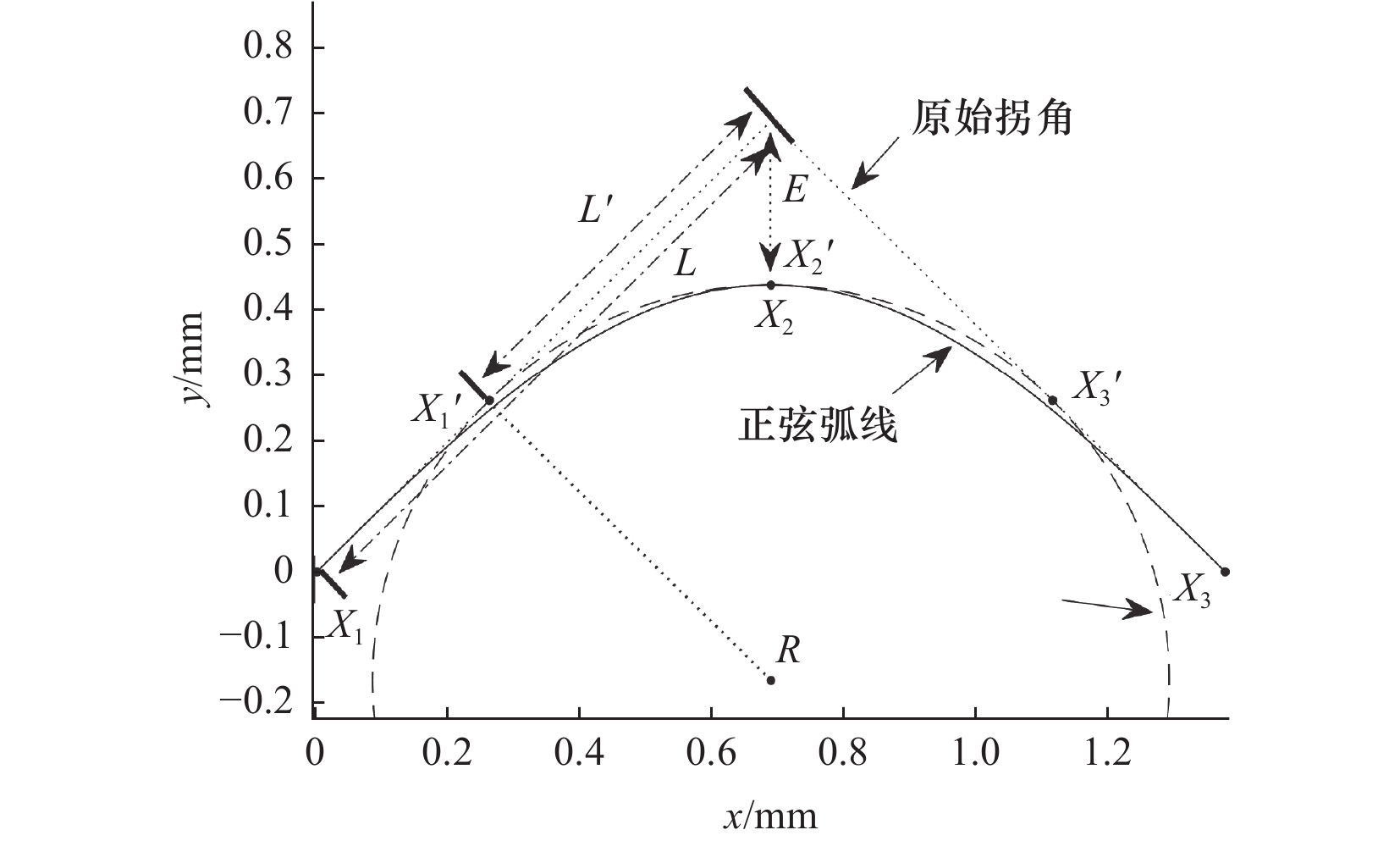
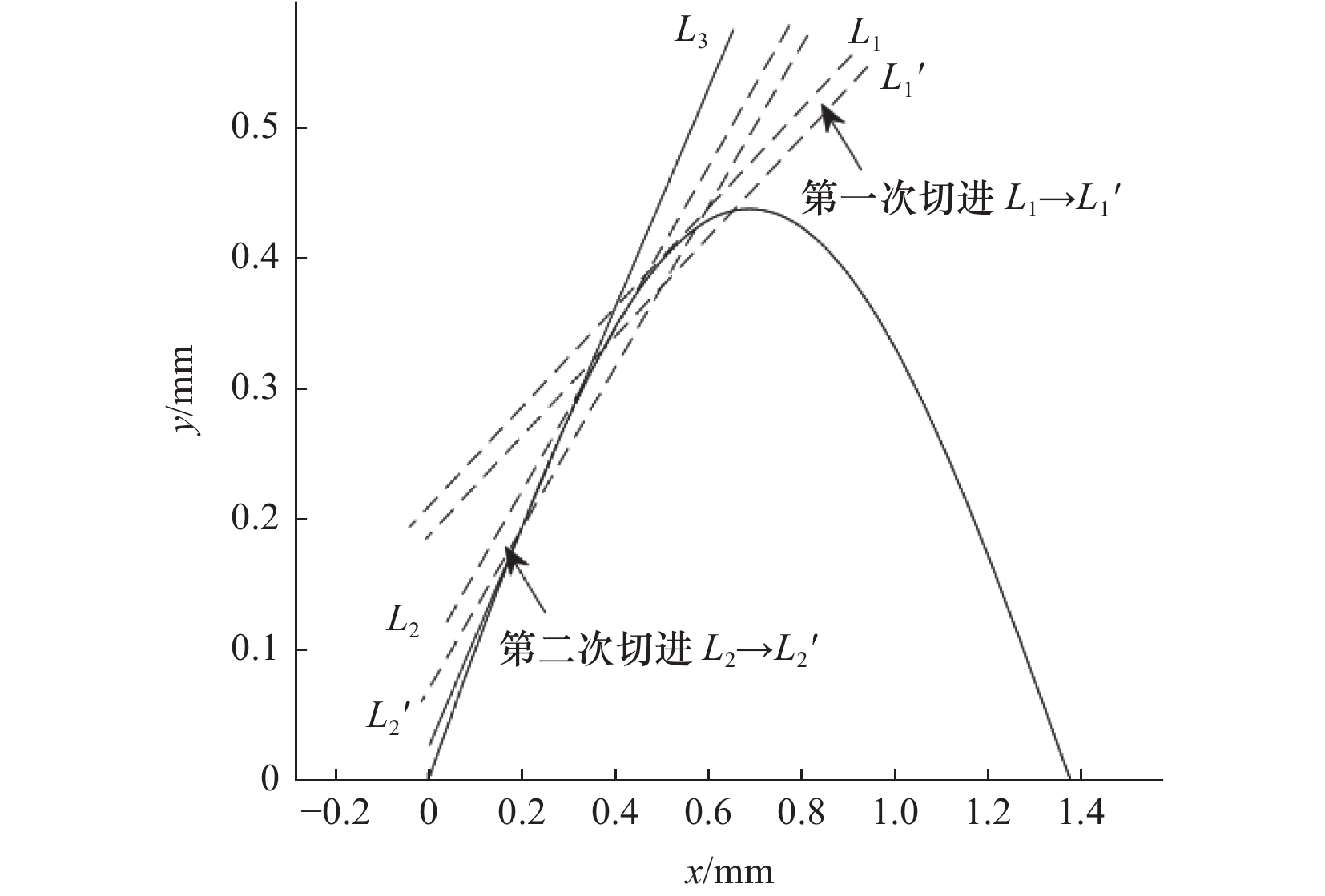
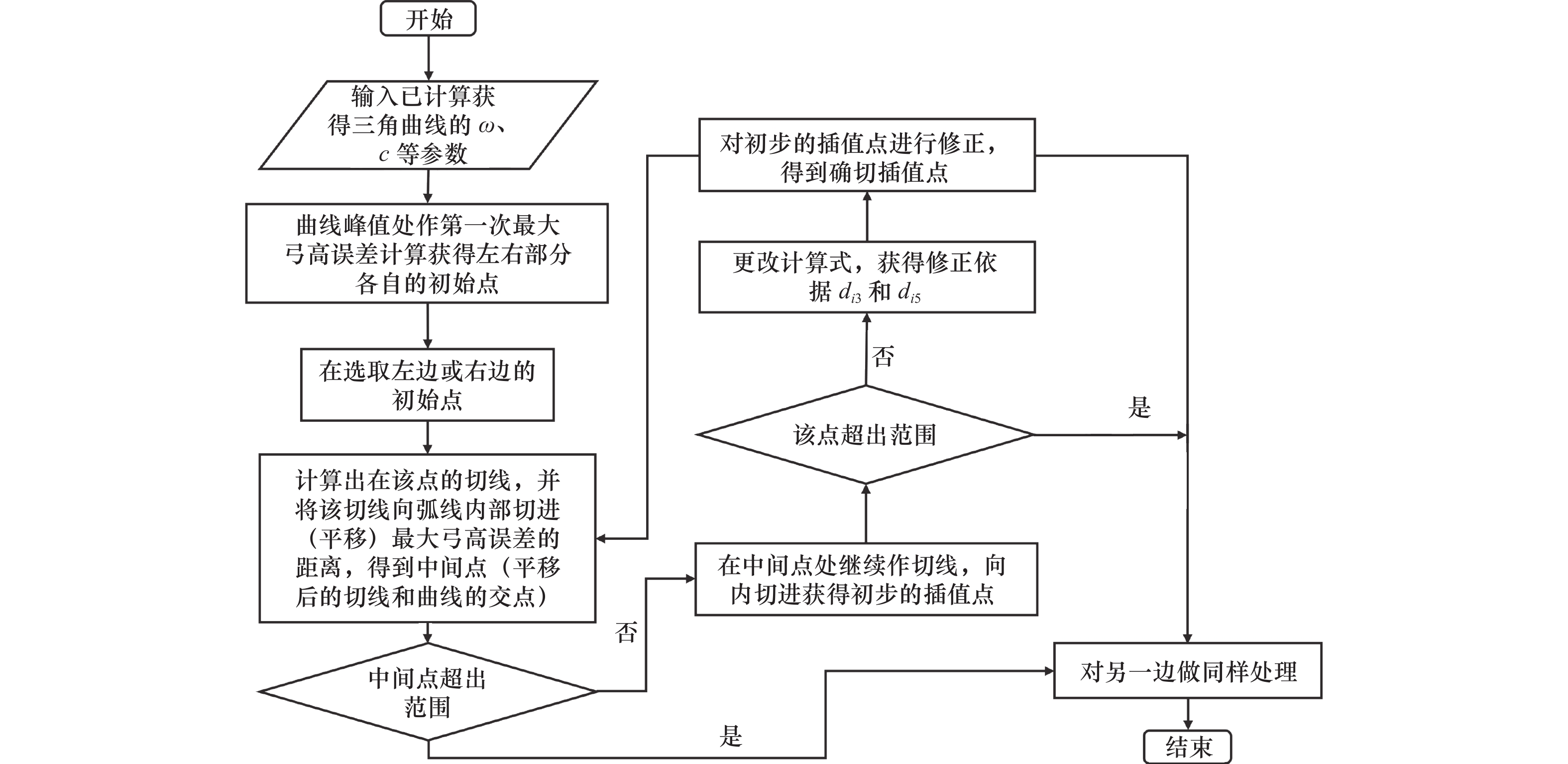
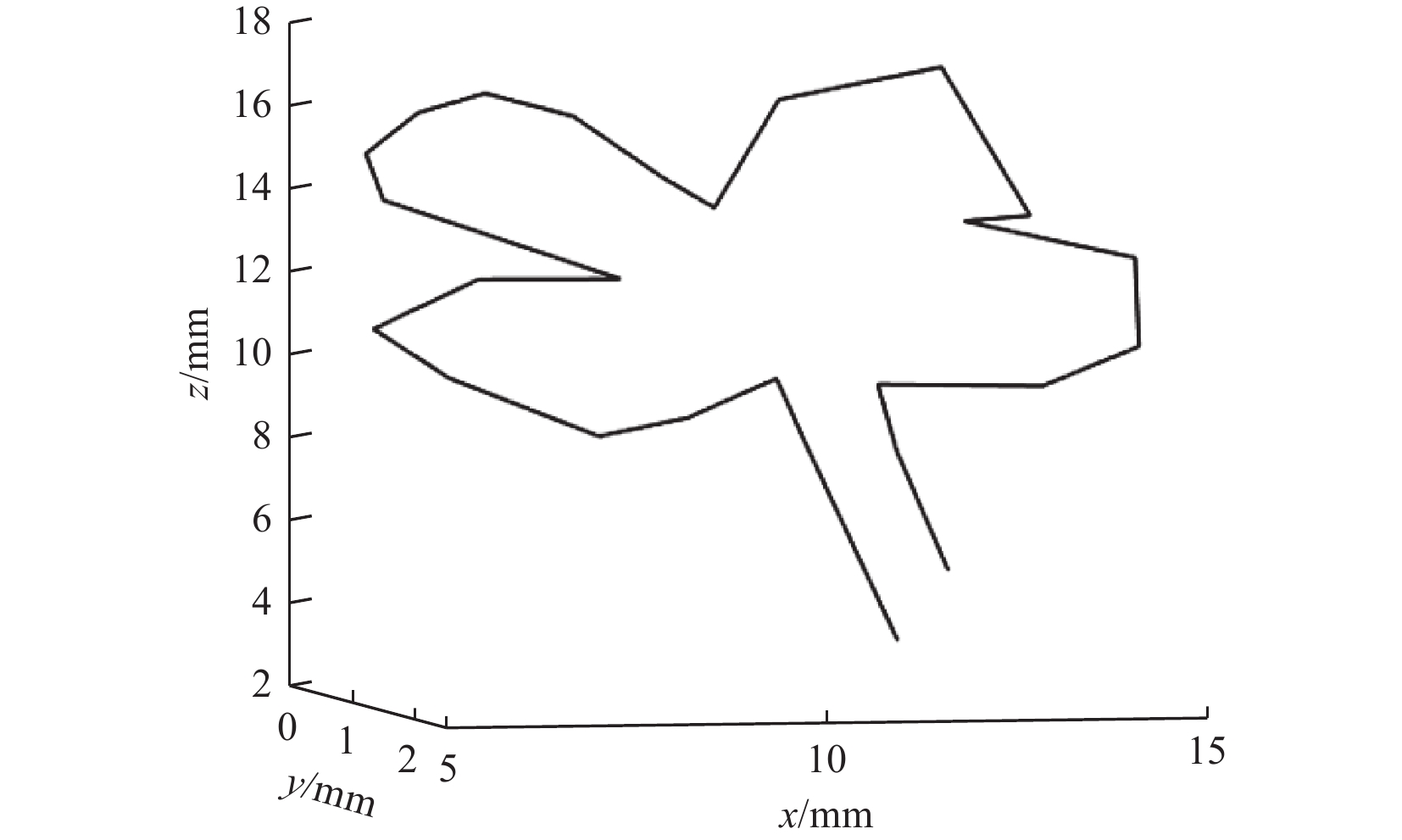
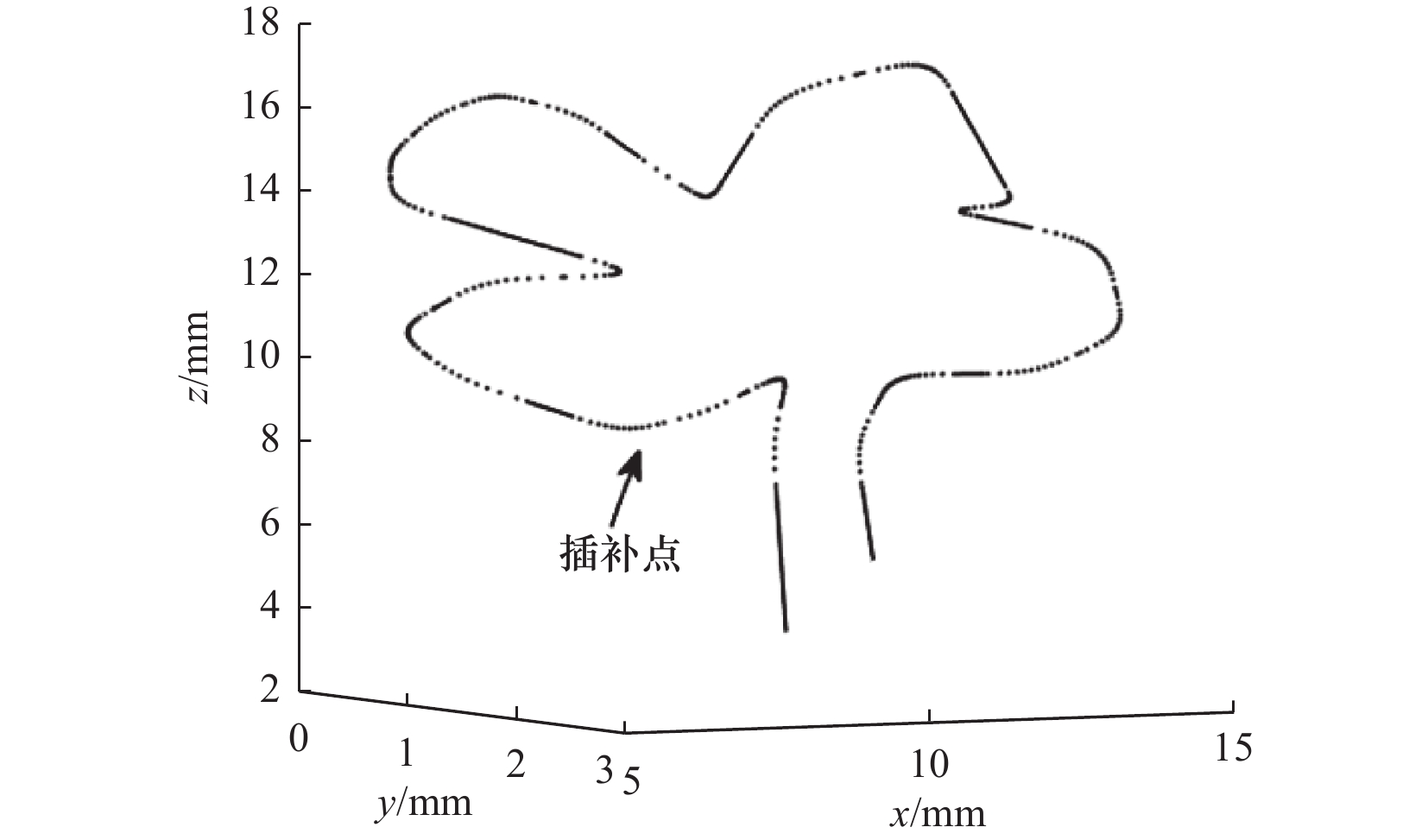
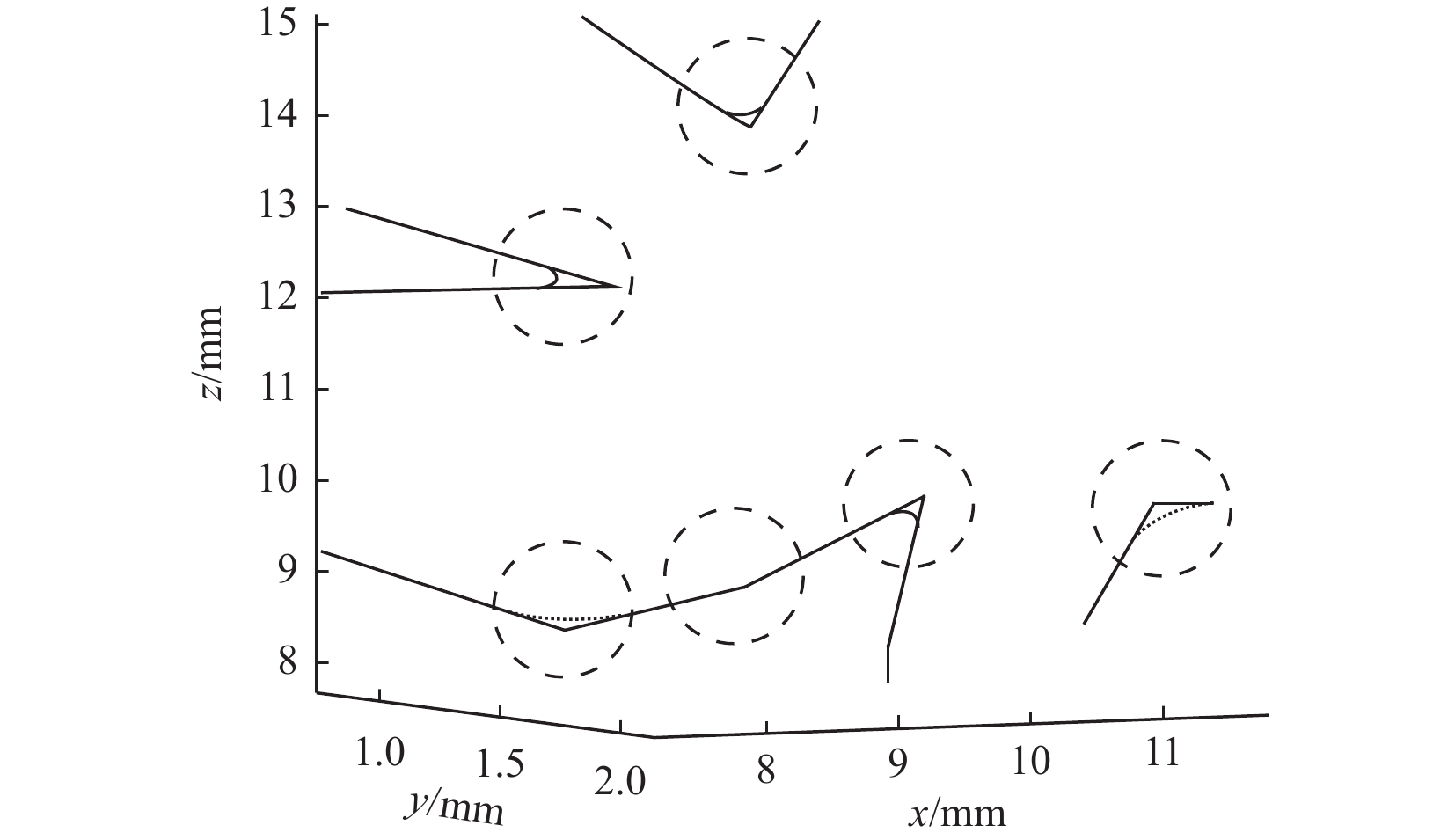
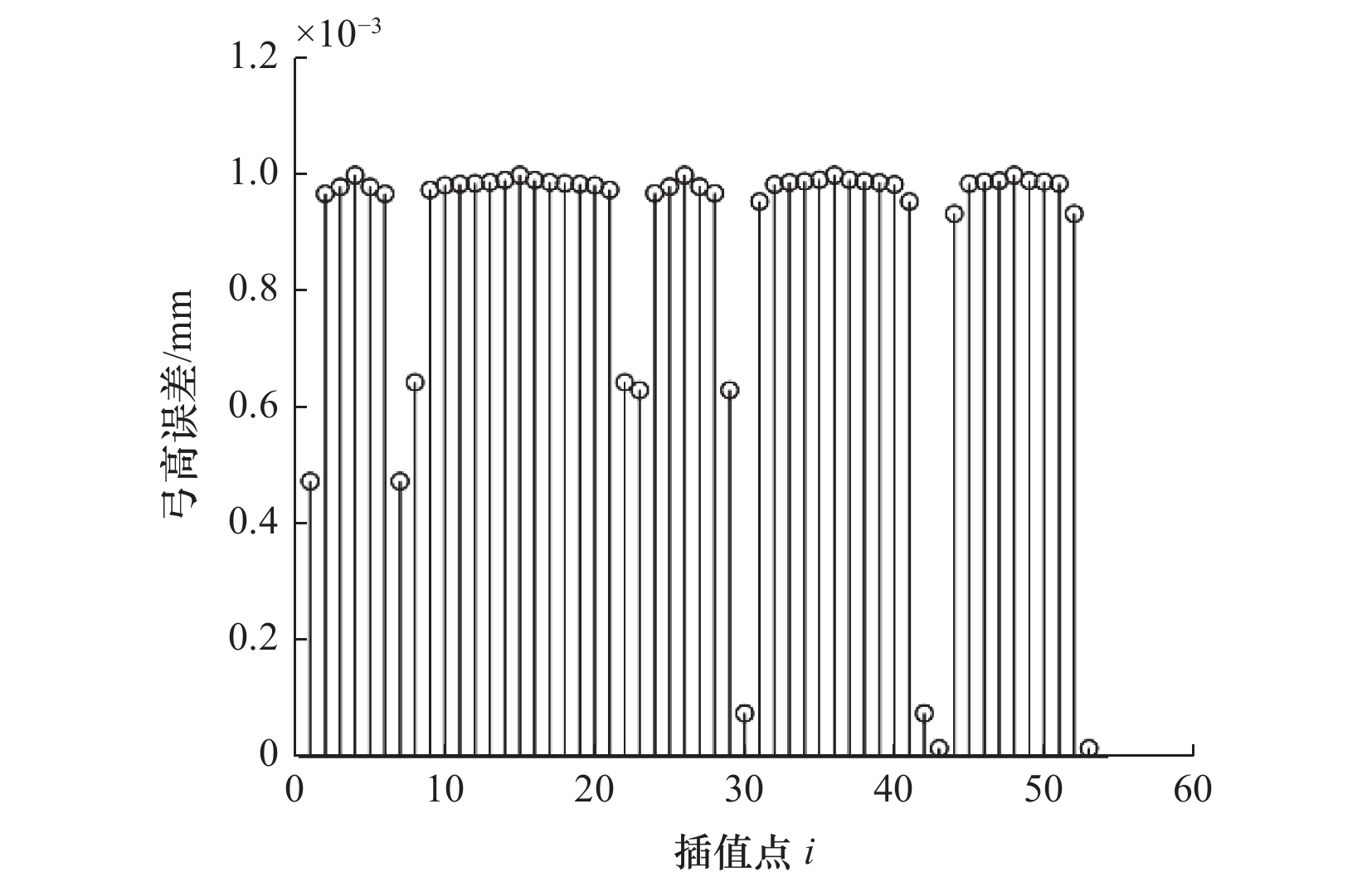
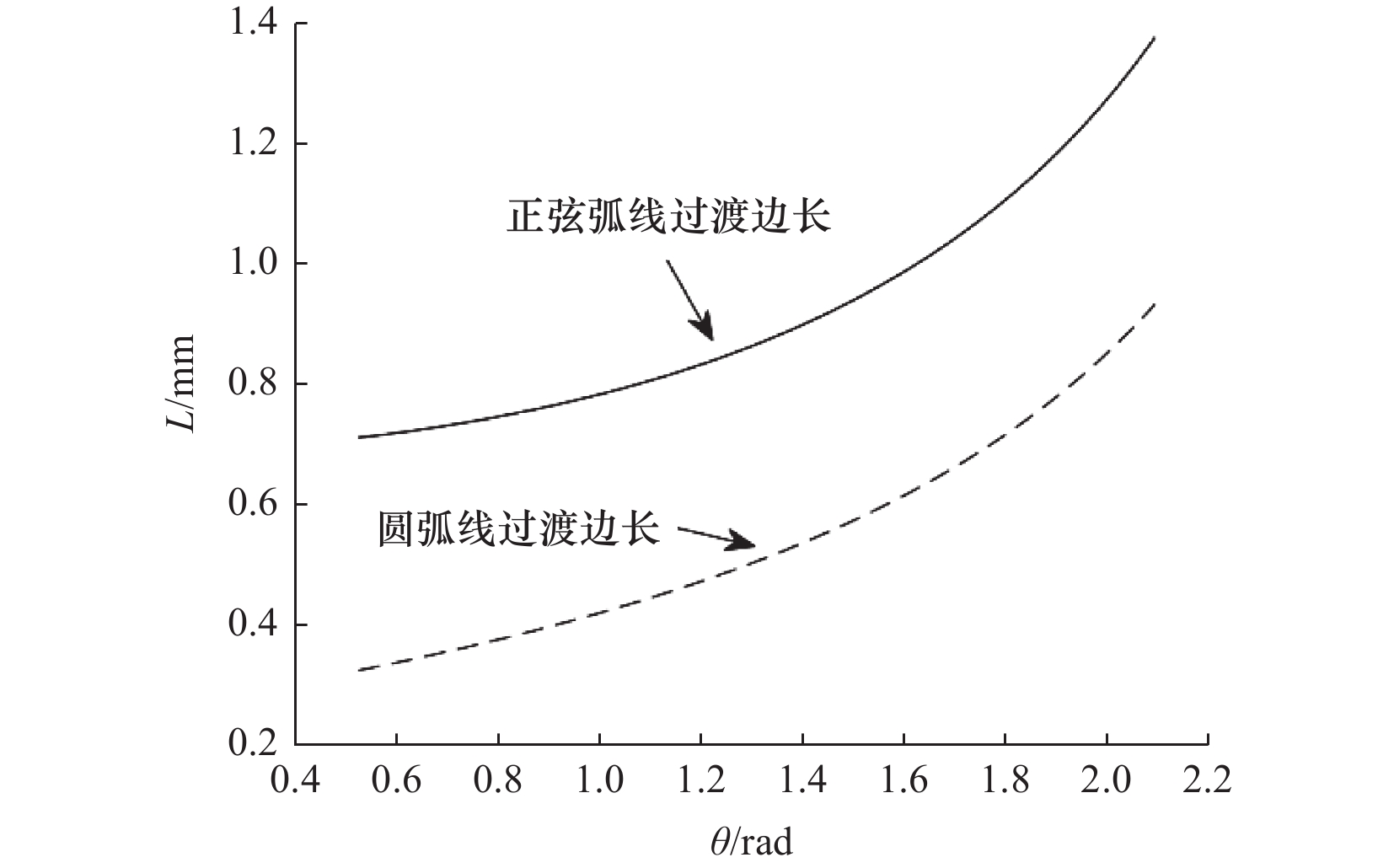
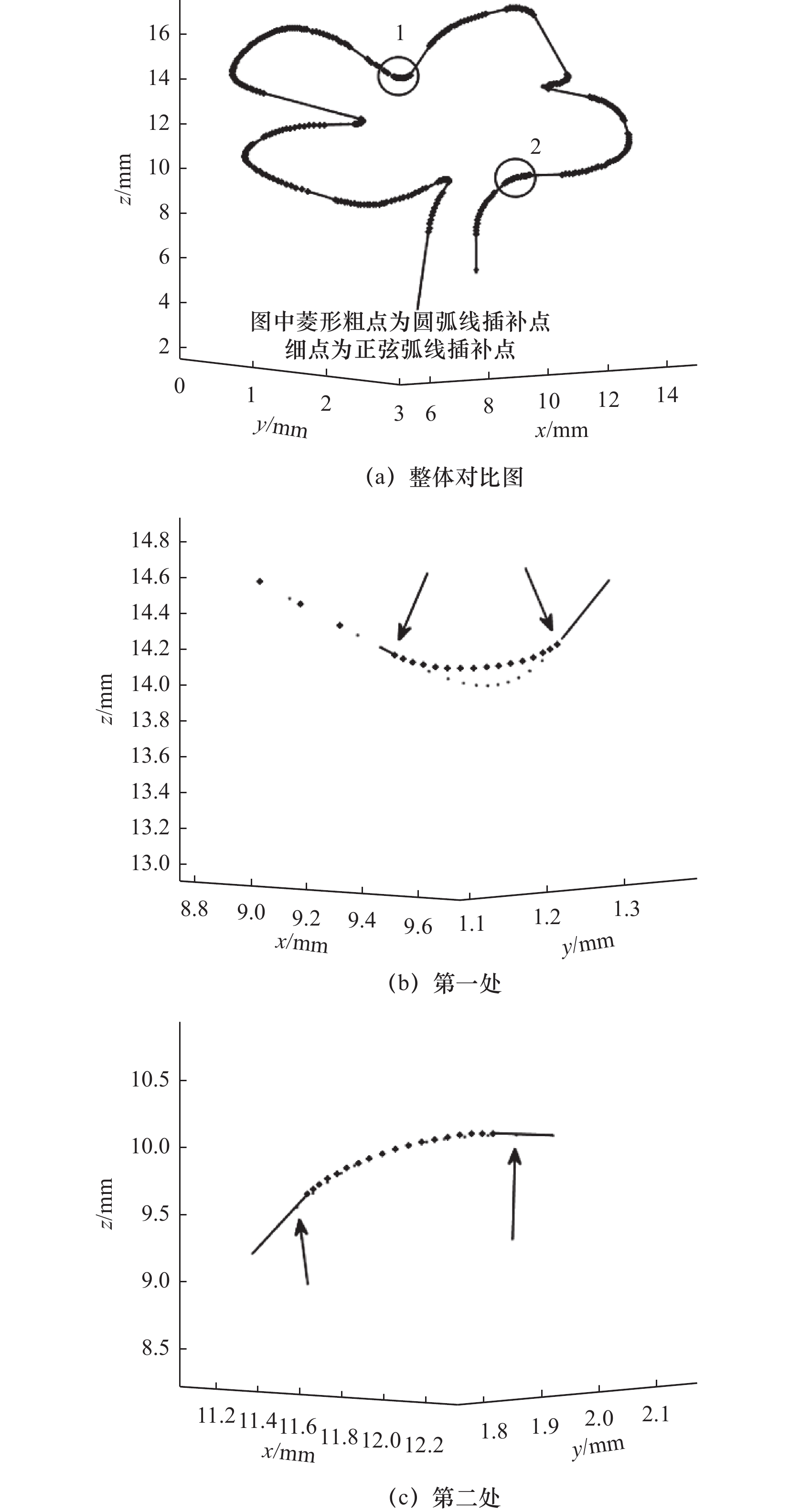
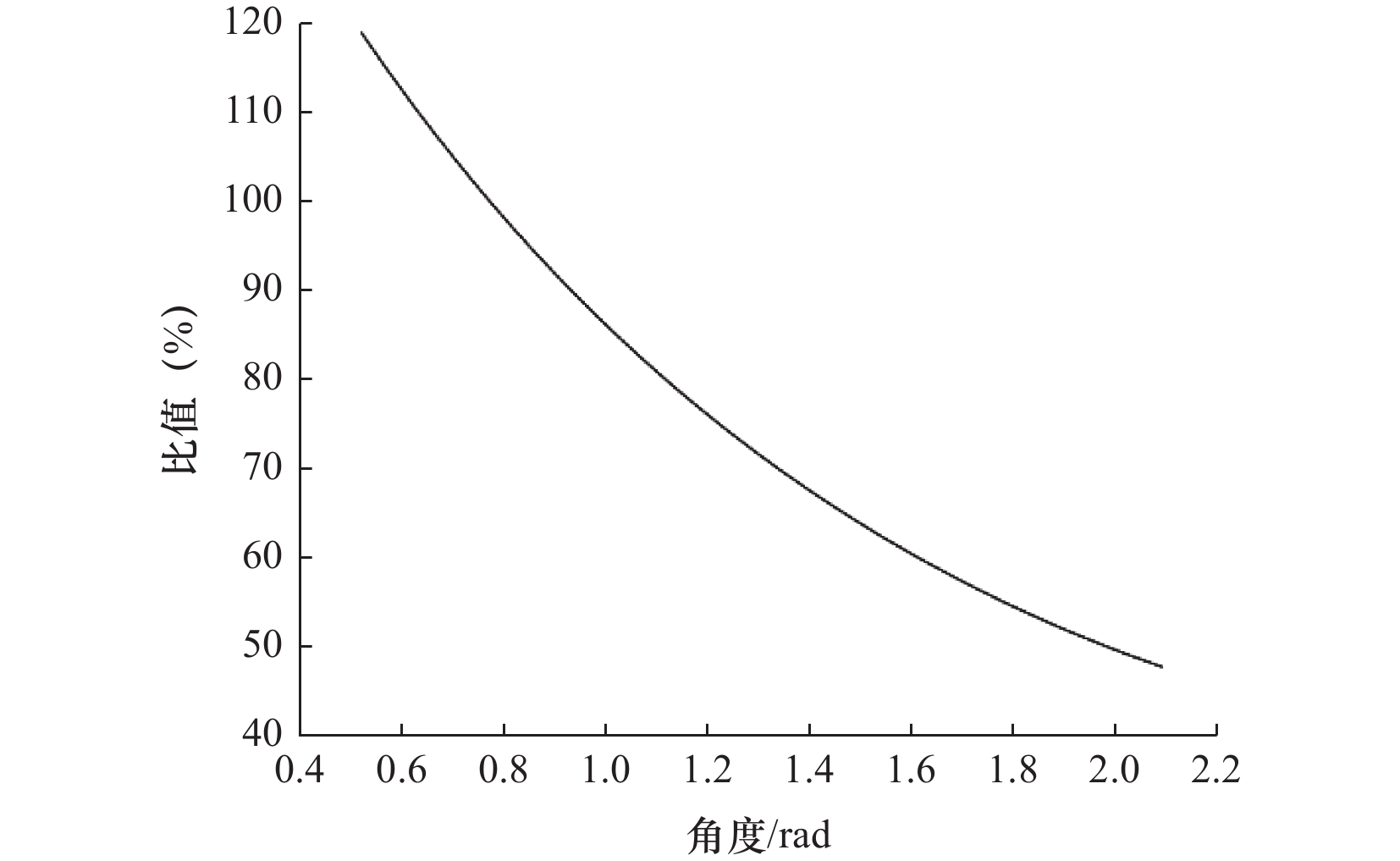
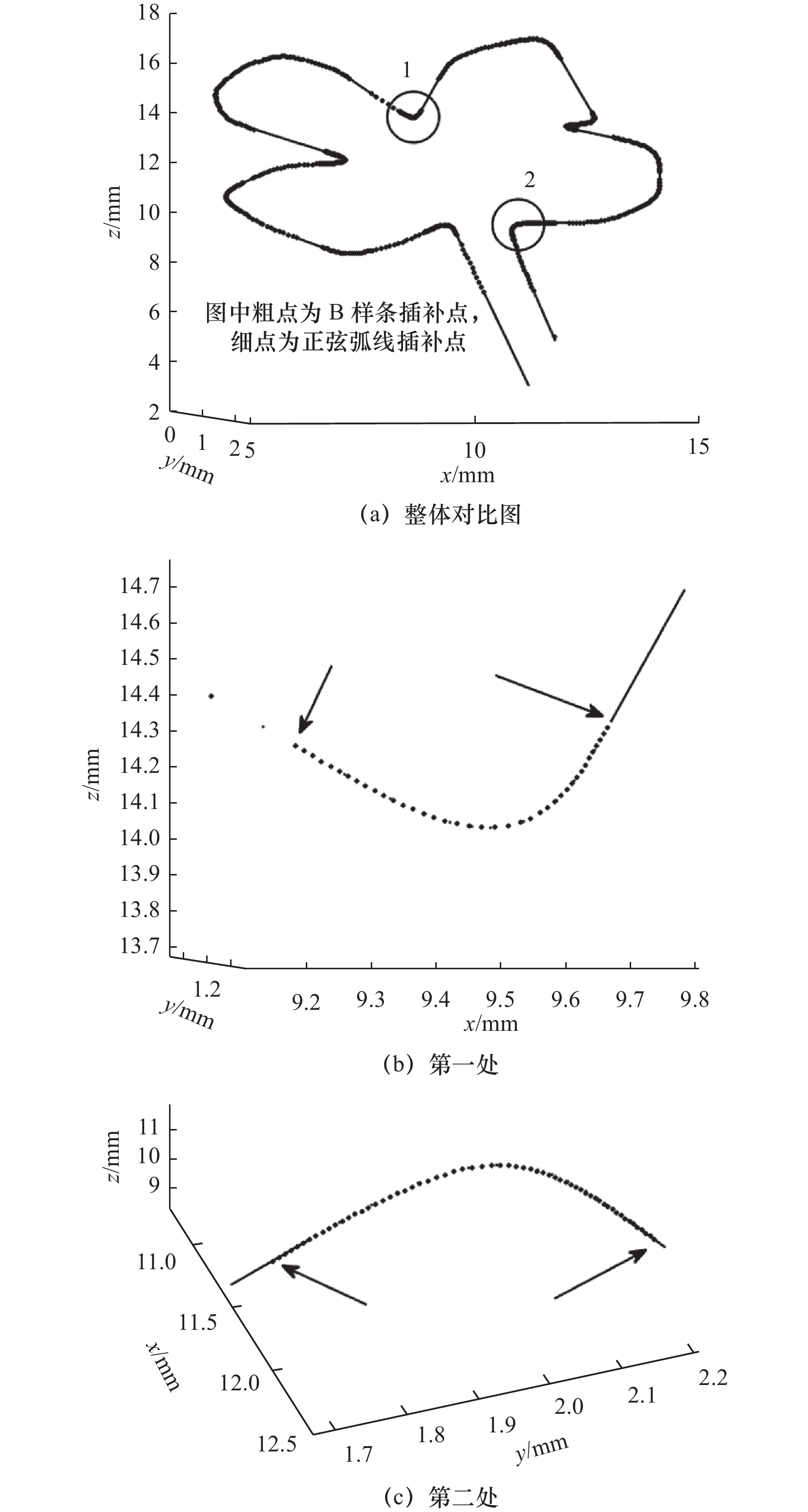
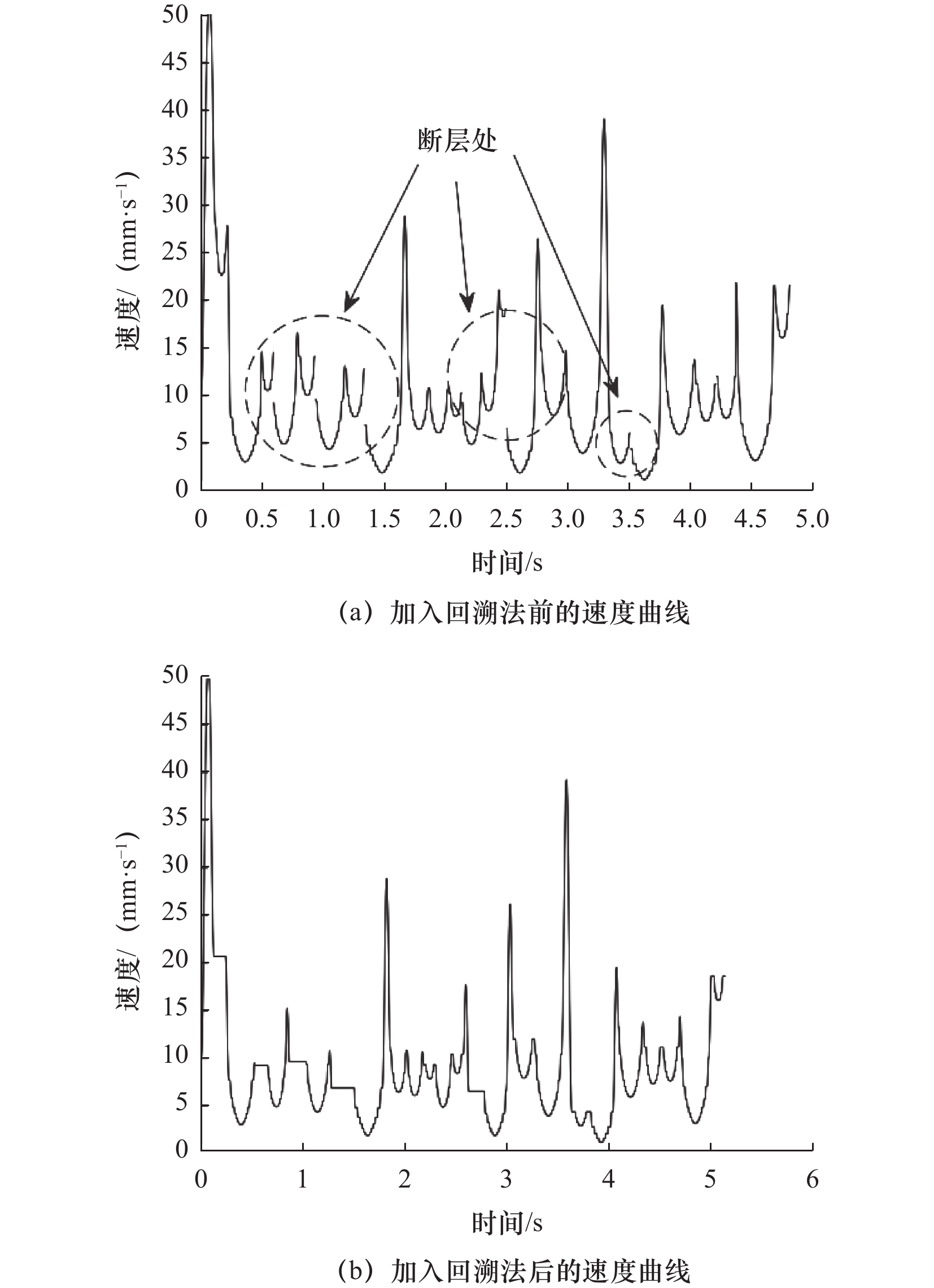
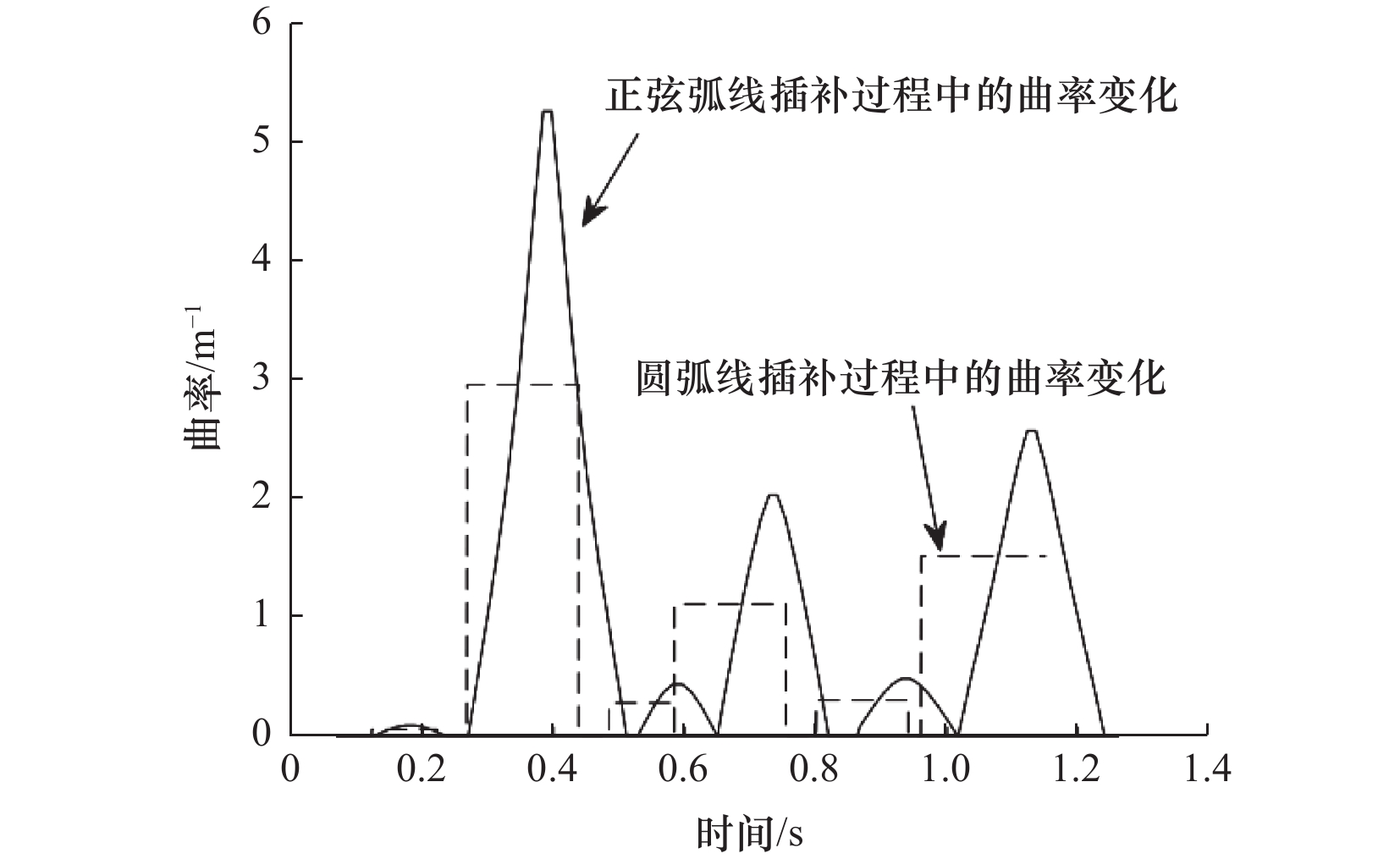
摘要: 为解决数控加工中圆弧拟合和样条拟合等方式导致的曲率突变和计算复杂度高及加工过程速度断层等问题,文章提出了一种采用正弦曲线代替圆弧曲线的拟合方法,以自行设置的立体四叶草形状路径为对象,进行仿真分析。结果表明,正弦弧线插补与圆弧插补都有计算精度高的优点;正弦弧线插补在保证曲率连续的同时,过渡边长全长可达圆弧插补的147.5%~218%。同等过渡边长限制下,正弦弧线插补的角度范围比圆弧插补多出29%~46%。后续的速度规划中,加入速度前瞻中的回溯法,解决了速度断层和加速度及加加速的超限问题。Abstract: In numerical control machining, arc fitting and spline fitting have curvature mutation, high computational complexity and machining speed fault. A fitting method using sine curve instead of arc curve was proposed to solve the problem. The three-dimensional four-leaf clover shape path set by ourselves was taken as the object for simulation analysis. The results show that both sinusoidal arc interpolation and arc interpolation have the advantages of high computational accuracy; the full length of sinusoidal arc interpolation's transition edge length is increased to 147.5%~218% of arc interpolation while the curvature is kept continuous. When limited by the same transition length, the Angle range of sinusoidal arc interpolation is increased by about 29%~46%. In the follow-up velocity planning, the backtracking method in velocity foresight is added, and the velocity fault and acceleration and acceleration overrun problems are solved.
-
Key words:
- curve fitting /
- sine curve /
- CNC machining /
- speed planning
-
表 1 各插补参数
参数 数值 初速度/(mm/s) 10 最大速度/(mm/s) 50 最大向心加速度/(mm/s2) 50 加速度上限/(mm/s2) 1 000 减速度上限/(mm/s2) 1 200 加加速上限/(mm/s3) 50 000 插补误差最大值/mm 0.25 弧线弓高误差/mm 0.01  下载: 导出CSV
下载: 导出CSV
-
[1] 封雨鑫,钟菲,余强. 连续小线段的高精度B样条曲线拟合方法[J]. 自动化技术与应用,2022,41(6):15-20. [2] 盖荣丽,高守传,李明霞. 粒子群优化算法求解最优控制点的非均匀有理B样条曲线拟合[J]. 计算机应用,2022,42(7):2177-2183. [3] 高秋英,王丽丽,王荣忠. 最小二乘法曲线拟合及优化算法研究[J]. 工业控制计算机,2021,34(11):100-101. [4] 梁晓兵,刘志强,王璠. 时间分割圆弧插补算法的改进[J]. 机械工程师,2021(7):89-91. [5] 冯倩倩,张立强,孔森,等. 基于曲率连续的混合曲线插补方法研究[J]. 软件导刊,2021,20(3):110-114. [6] 王晓明,宋吉,郑继新,等. 改进B样条曲线的机器人轨迹拟合研究[J]. 传感器与微系统,2021,40(2):41-43. [7] 邵周健,王旭辉. 基于B样条混合模型的一维形状分析[J]. 大学数学,2022,38(4):14-20. [8] 张盼盼,吴凤彪,张子英. 高精度数控机床非均匀有理B样条曲线插补控制研究[J]. 机械制造,2020,58(3):59-61,70. [9] 陈丽霞,亓孟科,宋婷,等. 基于分段B样条形变配准方法的头颈部伪CT生成研究[J]. 中国医学物理学杂志,2022,39(1):44-50. [10] 刘高领,朱海星,刘振忠. 基于四阶龙格—库塔算法的NURBS曲线插补[J]. 工具技术,2019,53(8):74-79. [11] 李文广,马世国,高淑芳. 一种高速加工中速度前瞻规划算法[J]. 机床与液压,2018,46(20):166-169. [12] 林浒,刘飞. 基于速度前瞻的数控运动轨迹控制及平滑处理[J]. 小型微型计算机系统,2020,41(2):445-448. [13] 陈效力. 基于数控裁床运动性能的速度前瞻算法研究[J]. 电子科技,2017,30(10):108-111. [14] 石川,赵彤,叶佩青,等. 数控系统S曲线加减速规划研究[J]. 中国机械工程,2007(12):1421-1425. [15] 冯兴辉,张旭,金龙,等. 基于G1连续的圆弧与B样条分段点区间确定及重构方法[J]. 轻工机械,2016,34(2):30-33. [16] 张跃明,薛奇,纪姝婷. 满足曲率约束的B样条曲线连续路径平滑方法[J]. 华中科技大学学报:自然科学版,2022,50(5):59-65,72. -

 下载:
下载:


 点击查看大图
点击查看大图
图(15) / 表(1)
计量
- 文章访问数: 87
- HTML全文浏览量: 15
- PDF下载量: 23
- 被引次数: 0


