

Simulation of equivalent right-angle cutting of A100 steel and sensitivity analysis ofJ-C constitutive parameters
-
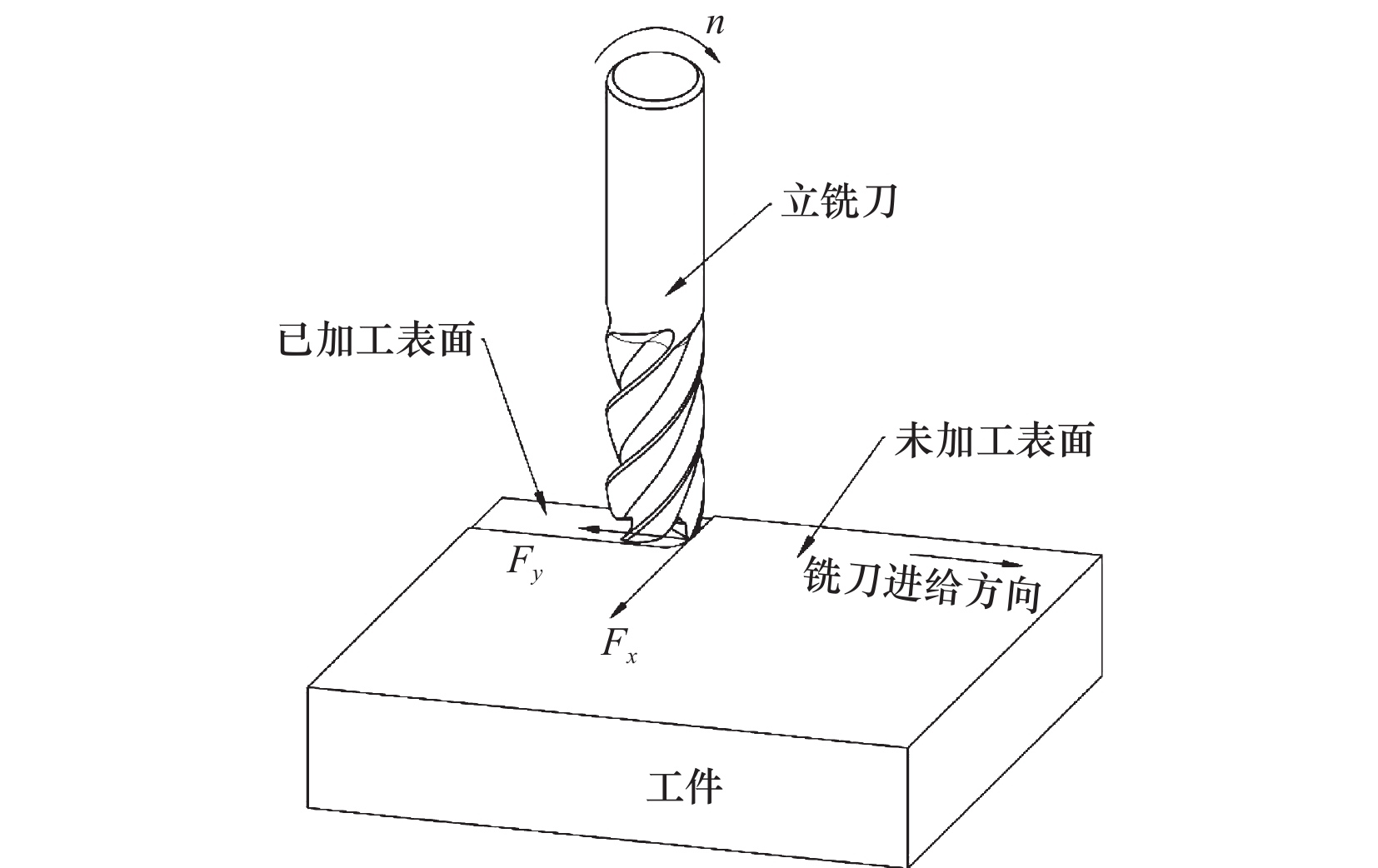
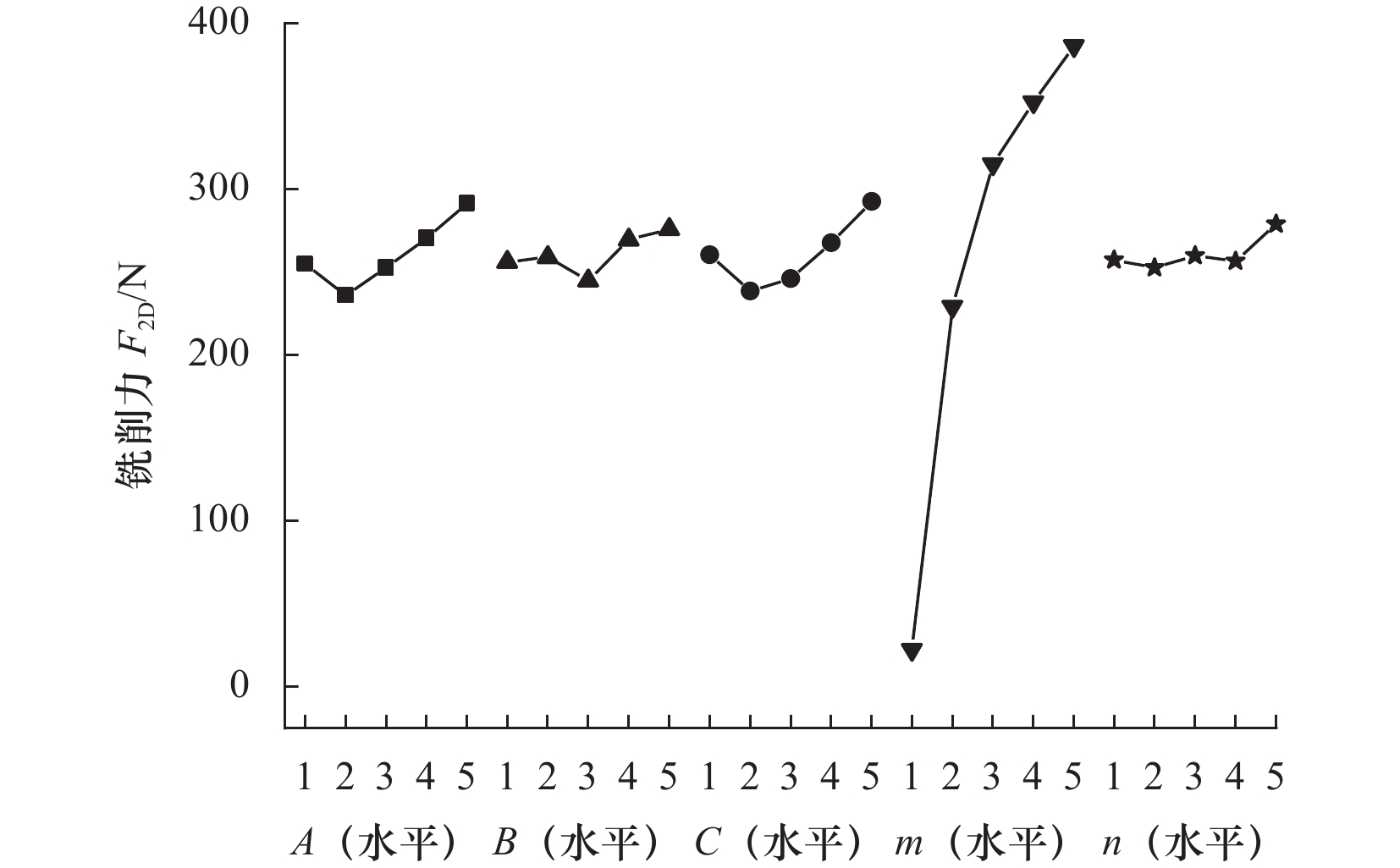
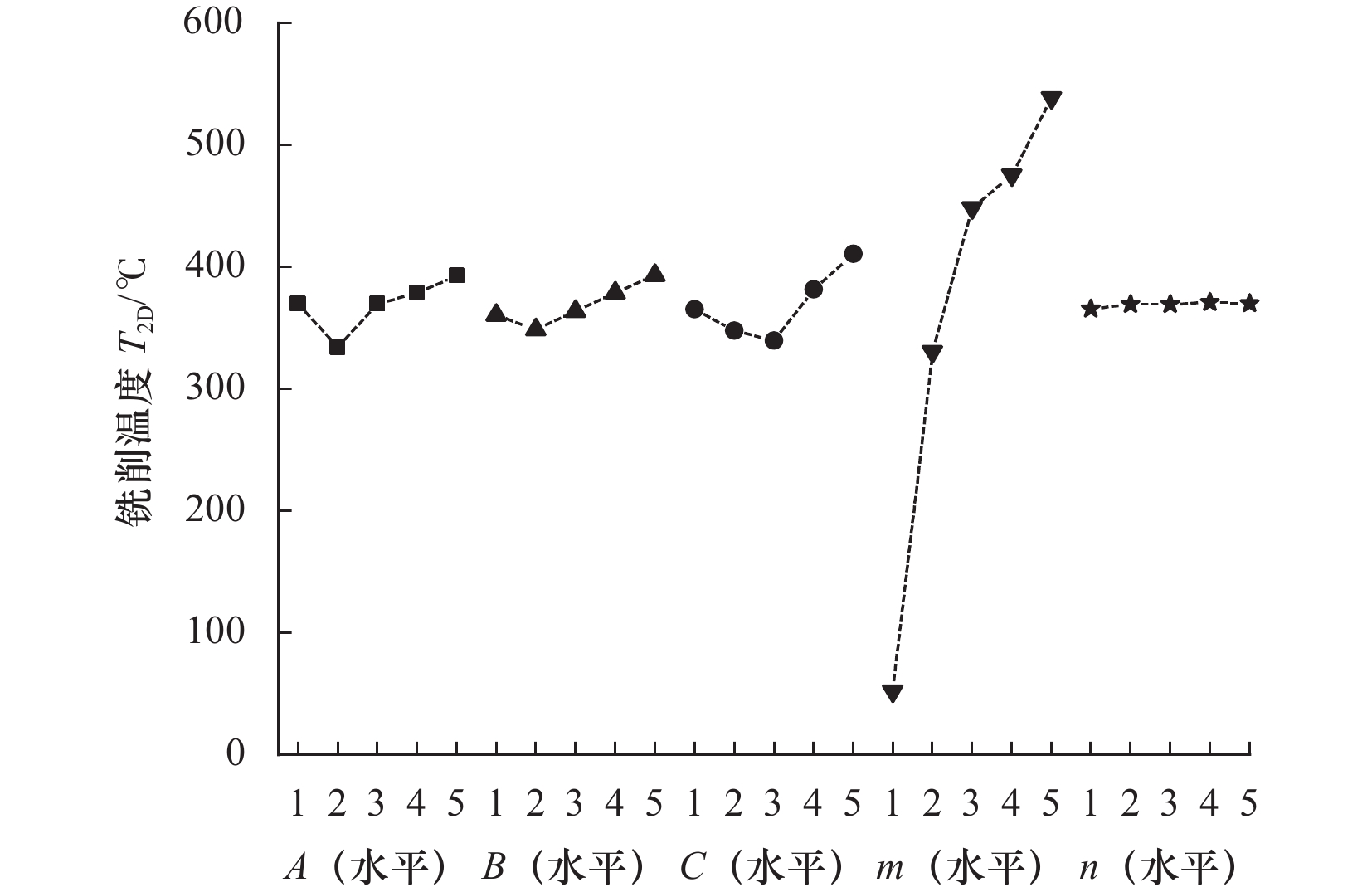
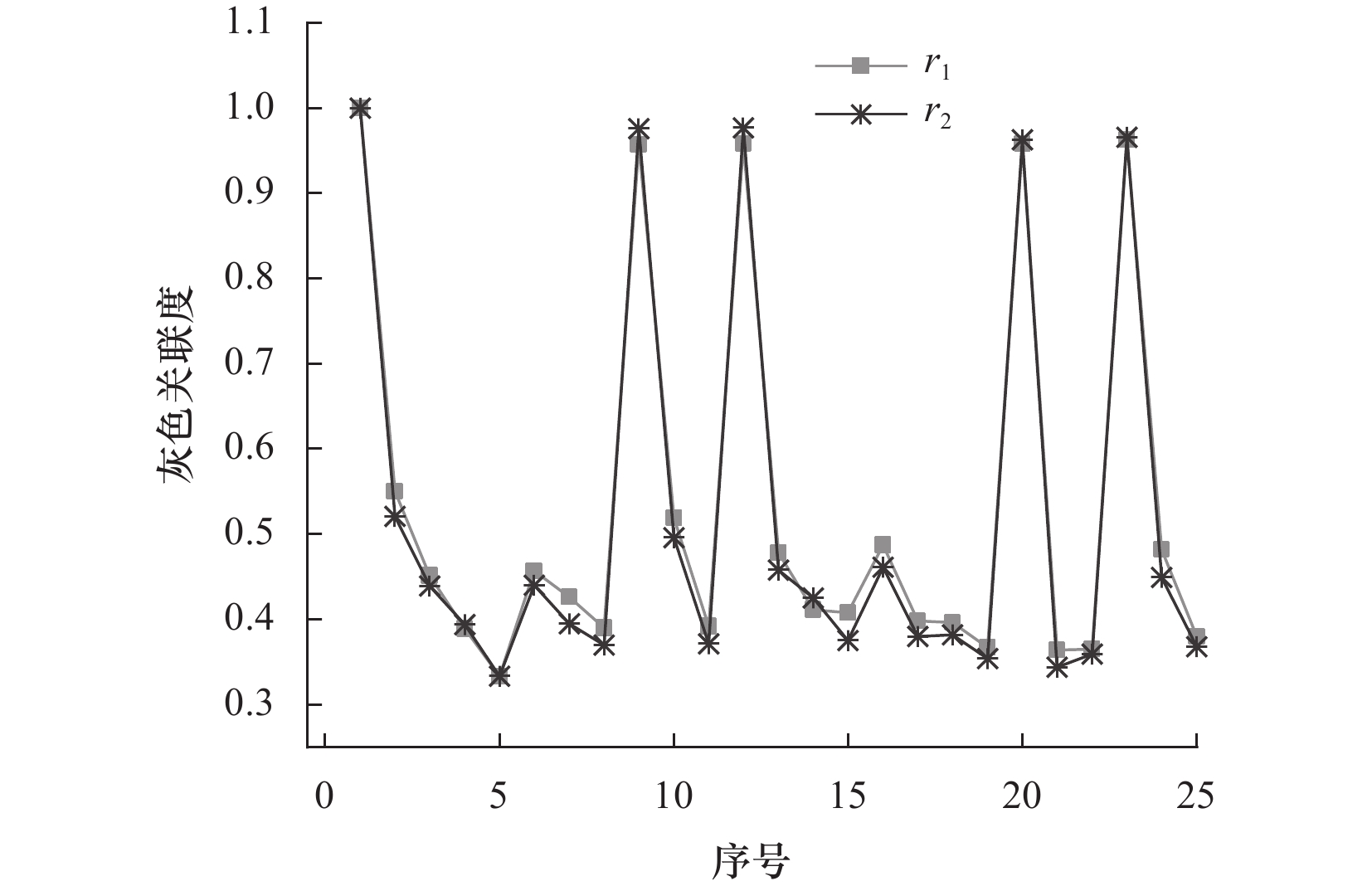
摘要: 为提高A100钢J-C本构参数逆向识别的精度和效率。采用二维的铣削仿真模型结合正交表,得到在A100钢各J-C本构参数的不同水平组合下,铣削力和铣削温度的模拟值。根据霍普金森压杆实验结果确定正交表的因素水平,通过对模拟结果的极差、方差分析得到各本构参数对响应变量的影响规律,并与对应的三维仿真模型模拟结果做比较,验证了等效二维铣削仿真模型的适用性。结果表明:铣削力、铣削温度对热软化系数m的变化最敏感,对应变强化系数B和加工硬化指数n不敏感,等效二维铣削仿真模型适用性较好。Abstract: To improve the accuracy and efficiency of J-C constitutive parameters of A100 steel. A two-dimensional milling simulation model combined with an orthogonal table is used to obtain the simulated value of milling force and milling temperature under different horizontal combinations of each J-C constitutive parameters of A100 steel. According to the factor level of the orthogonal table, we obtained the response of the constitutive parameters and the influence of the variables, and compared them with the simulation results of the corresponding 3D simulation model to verify the applicability of the equivalent 2D milling simulation model. The results show that the milling force and milling temperature are most sensitive to the change of thermal softening coefficient m, insensitive to the strain reinforcement coefficient B and machining hardening index n, and the equivalent two-dimensional milling simulation model is suitable.
-
密度$ \rho /(g/ {\mathrm{c}\mathrm{m}}^{3} $) 热导率
$ {k}/\left({{\mathrm{W}}/({\mathrm{m}\cdot\mathrm{K}}})\right) $比热容
$ {c}/\left({{J}/({\mathrm{k}\mathrm{g}\cdot\mathrm{K}}}) \right)$杨氏模量$ {E}/{\mathrm{G}\mathrm{P}\mathrm{a}} $ 7.89 43 460 206.046 泊松比$ \mu $ 熔点$ {{T}_{m}}/\left({ {}^\circ \text{C}} \right)$ 线胀系数${{{\alpha _w}}}/\left({{\dfrac{1}{{^\circ {\rm{C}}}}}}\right)$ 0.3 1464 $ {11.6\times 10}^{-6} $  下载: 导出CSV
下载: 导出CSV
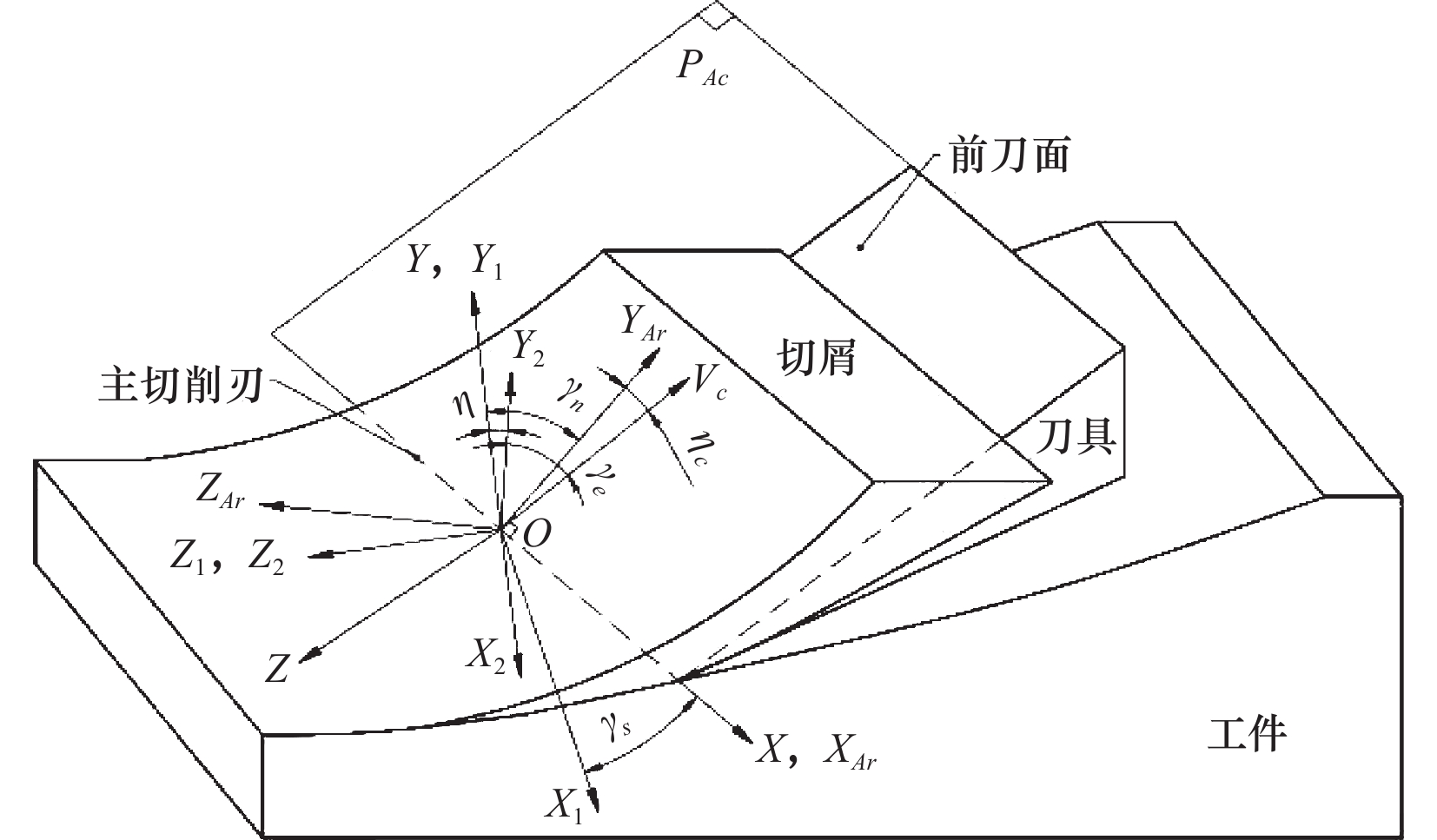
表 2 等效后铣削加工参数
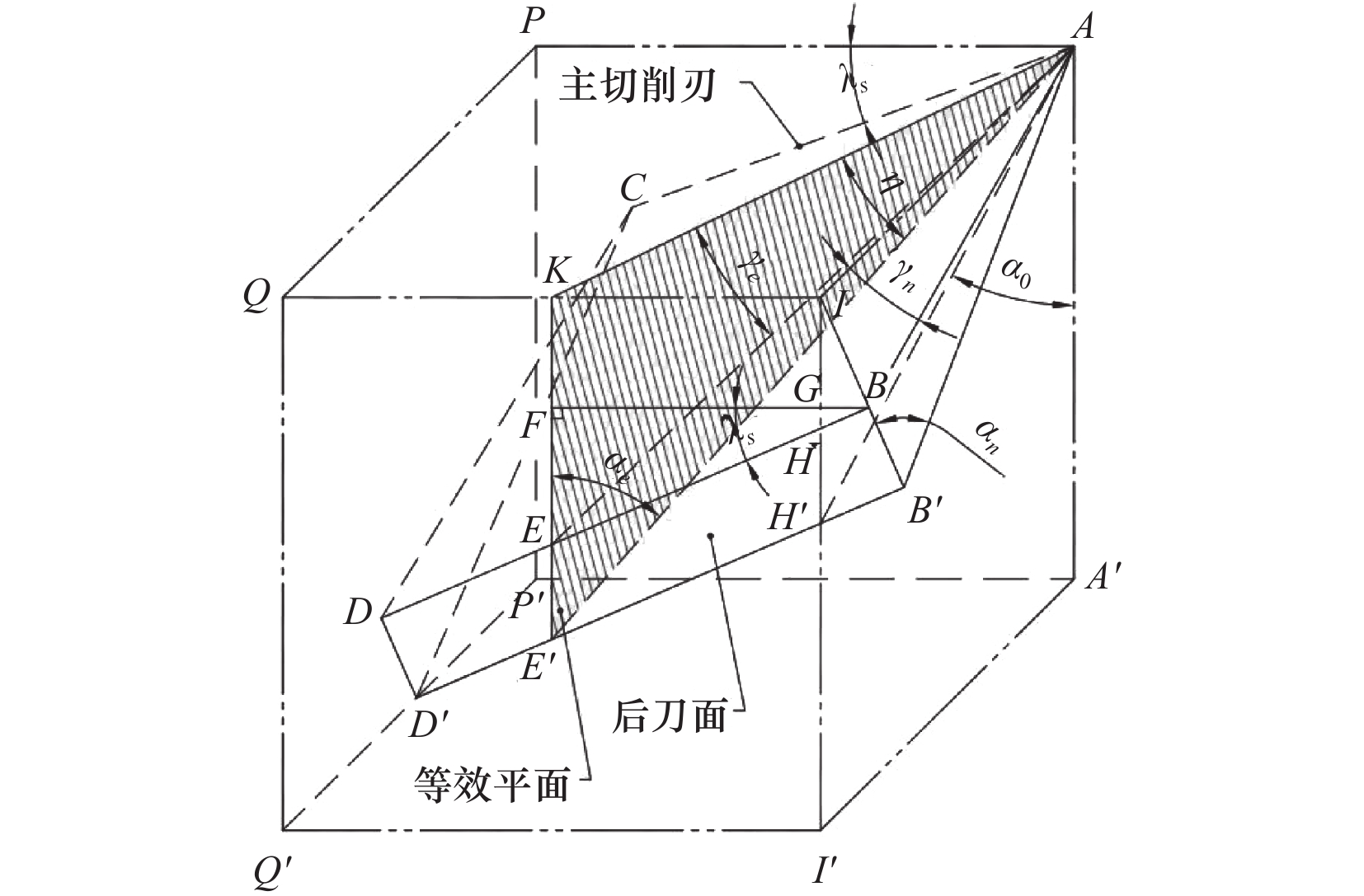
等效前角γ0e/(°) 等效后角αe/(°) 等效刃口钝圆半径re/mm 10.913 6 29.585 3 0.041 9 等效切削宽度ae/mm 等效每齿进给量fe/mm 2.128 4 0.052 4
下载: 导出CSV
表 4 J-C本构参数因素水平表
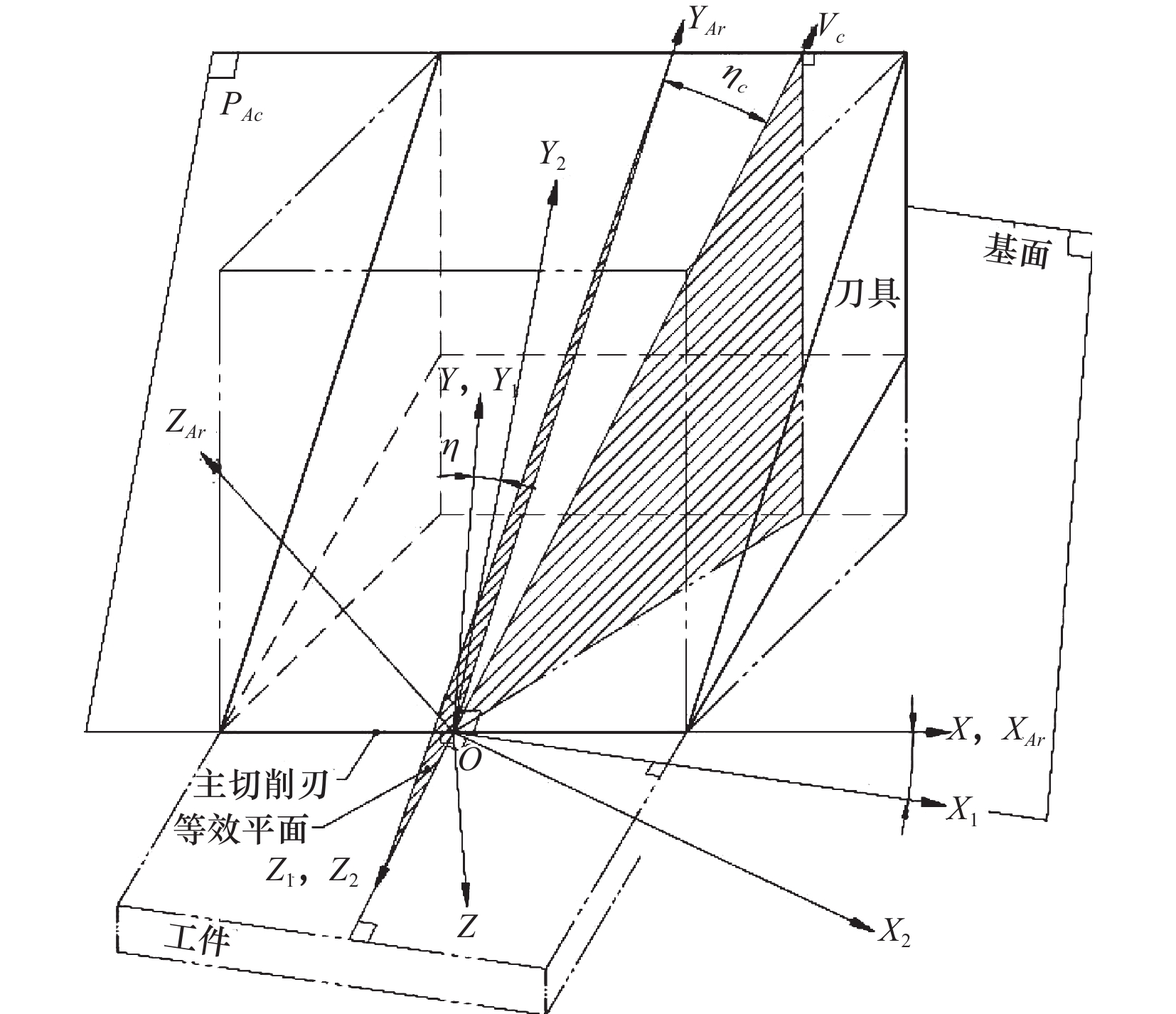
水平 因素 A/MPa B/MPa C m n 1 1500 150 0.001 0.01 0.05 2 1650 200 0.006 0.5 0.29 3 1800 250 0.011 0.99 0.53 4 1950 300 0.016 1.48 0.77 5 2100 350 0.021 1.97 1.01
下载: 导出CSV
表 5 正交试验方案
序号 A/MPa B/MPa C m n 空列 1 1500 150 0.001 0.01 0.05 1 2 1500 200 0.006 0.5 0.29 2 3 1500 250 0.011 0.99 0.53 3 4 1500 300 0.016 1.48 0.77 4 5 1500 350 0.021 1.97 1.01 5 6 1650 150 0.006 0.99 0.77 5 7 1650 200 0.011 1.48 1.01 1 8 1650 250 0.016 1.97 0.05 2 9 1650 300 0.021 0.01 0.29 3 10 1650 350 0.001 0.5 0.53 4 11 1800 150 0.011 1.97 0.29 4 12 1800 200 0.016 0.01 0.53 5 13 1800 250 0.021 0.5 0.77 1 14 1800 300 0.001 0.99 1.01 2 15 1800 350 0.006 1.48 0.05 3 16 1950 150 0.016 0.5 1.01 3 17 1950 200 0.021 0.99 0.05 4 18 1950 250 0.001 1.48 0.29 5 19 1950 300 0.006 1.97 0.53 1 20 1950 350 0.011 0.01 0.77 2 21 2100 150 0.021 1.48 0.53 2 22 2100 200 0.001 1.97 0.77 3 23 2100 250 0.006 0.01 1.01 4 24 2100 300 0.011 0.5 0.05 5 25 2100 350 0.016 0.99 0.29 1
下载: 导出CSV
表 6 正交试验结果
序号 铣削力/N 铣削温度/ ℃ 2D 3D 2D 3D 1 16.07 16.45 40.67 57.34 2 188.2 191.7 284.63 298.71 3 270 261.92 404.91 390.37 4 350.5 311.9 500.6 457.76 5 450.29 405.31 617 570.64 6 264.13 259.76 397.06 389 7 337.27 308.31 395.75 457.26 8 346.25 347.03 502.48 495.1 9 21.94 20.63 59.27 64.68 10 210.25 210.7 316.75 321.72 11 342.71 345.6 502.38 493.88 12 23.17 20.27 56.5 64.58 13 240.7 246.6 372.99 361.24 14 330.48 283.74 450.67 398.6 15 325.68 339.78 465.24 484.78 16 251.6 242.97 335.3 358.27 17 343.44 335.57 476.36 472.3 18 342.46 328.75 487.41 475.2 19 389.85 375.67 540.51 518.92 20 25.78 23.39 53.1 67.96 21 406.79 392.74 527.79 538.48 22 402.76 365.55 529.91 513.31 23 24.87 22.58 50.91 67.38 24 254.96 255.5 342.1 372.44 25 367.53 355.9 513.04 490.03
下载: 导出CSV
表 7 $ {F}_{2\mathrm{D}} $仿真结果方差分析
方差来源 偏差平方和 f P值 显著性 A 8746.441 4 0.033 * B 2914.323 4 0.175 - C 8857.092 4 0.032 * m 424951.191 4 0.000 ** n 2120.371 4 0.259 - 误差 1059.884 4 - - 合计 448649.301 24 - -
下载: 导出CSV
表 8 $ {T}_{2\mathrm{D}} $仿真结果方差分析
方差来源 偏差平方和 f P值 显著性 A 9311.646 4 0.042 * B 5912.287 4 0.088 - C 16137.917 4 0.016 * m 741292.148 4 0.000 ** n 86.084 4 0.989 - 误差 1317.823 4 - - 合计 774057.905 24 - - 表中,*表示该项在95%置信度水平下是显著的,**表示该项在99%置信水平下是显著的;P值越小越显著,同时该项的方差贡献率也越高。
下载: 导出CSV
表 9 铣削力数据归一化结果统计
序号 铣削力/N 归一化 $ {F}_{2D} $ $ {F}_{3D} $ $ {F}_{2D}^{**} $ $ {F}_{3D}^{**} $ 1 16.07 16.45 1.000 1.000 2 188.2 191.7 0.604 0.549 3 270 261.92 0.415 0.369 4 350.5 311.9 0.230 0.240 5 450.29 405.31 0.000 0.000 6 264.13 259.76 0.429 0.374 7 337.27 308.31 0.260 0.249 8 346.25 347.03 0.240 0.150 9 21.94 20.63 0.986 0.989 10 210.25 210.7 0.553 0.500 11 342.71 345.6 0.248 0.154 12 23.17 20.27 0.984 0.990 13 240.7 246.6 0.483 0.408 14 330.48 283.74 0.276 0.313 15 325.68 339.78 0.287 0.169 16 251.6 242.97 0.458 0.417 17 343.44 335.57 0.246 0.179 18 342.46 328.75 0.248 0.197 19 389.85 375.67 0.139 0.076 20 25.78 23.39 0.978 0.982 21 406.79 392.74 0.100 0.032 22 402.76 365.55 0.109 0.102 23 24.87 22.58 0.980 0.984 24 254.96 255.5 0.450 0.385 25 367.53 355.9 0.191 0.127
下载: 导出CSV
表 10 铣削温度数据归一化结果统计
序号 铣削温度/ ℃ 归一化 $ {T}_{2D} $ $ {T}_{3D} $ $ {T}_{2D}^{**} $ $ {T}_{3D}^{**} $ 1 40.67 57.34 1.000 1.000 2 284.63 298.71 0.577 0.530 3 404.91 390.37 0.368 0.351 4 500.6 457.76 0.202 0.220 5 617 570.64 0.000 0.000 6 397.06 389 0.382 0.354 7 395.75 457.26 0.384 0.221 8 502.48 495.1 0.199 0.147 9 59.27 64.68 0.968 0.986 10 316.75 321.72 0.521 0.485 11 502.38 493.88 0.199 0.150 12 56.5 64.58 0.973 0.986 13 372.99 361.24 0.423 0.408 14 450.67 398.6 0.289 0.335 15 465.24 484.78 0.263 0.167 16 335.3 358.27 0.489 0.414 17 476.36 472.3 0.244 0.192 18 487.41 475.2 0.225 0.186 19 540.51 518.92 0.133 0.101 20 53.1 67.96 0.978 0.979 21 527.79 538.48 0.155 0.063 22 529.91 513.31 0.151 0.112 23 50.91 67.38 0.982 0.980 24 342.1 372.44 0.477 0.386 25 513.04 490.03 0.180 0.157
下载: 导出CSV
表 11 等效二维模型仿真结果的灰色关联系数
序号 归一化结果 灰色关联系数 $ {F}_{2D}^{**} $ $ {T}_{2D}^{**} $ $ {F}_{2D} $ $ {T}_{2D} $ 1 1.000 1.000 1.000 1.000 2 0.604 0.577 0.558 0.542 3 0.415 0.368 0.461 0.442 4 0.230 0.202 0.394 0.385 5 0.000 0.000 0.333 0.333 6 0.429 0.382 0.467 0.447 7 0.260 0.384 0.403 0.448 8 0.240 0.199 0.397 0.384 9 0.986 0.968 0.974 0.939 10 0.553 0.521 0.528 0.511 11 0.248 0.199 0.399 0.384 12 0.984 0.973 0.968 0.948 13 0.483 0.423 0.491 0.464 14 0.276 0.289 0.408 0.413 15 0.287 0.263 0.412 0.404 16 0.458 0.489 0.480 0.494 17 0.246 0.244 0.399 0.398 18 0.248 0.225 0.399 0.392 19 0.139 0.133 0.367 0.366 20 0.978 0.978 0.957 0.959 21 0.100 0.155 0.357 0.372 22 0.109 0.151 0.360 0.371 23 0.980 0.982 0.961 0.966 24 0.450 0.477 0.476 0.489 25 0.191 0.180 0.382 0.379
下载: 导出CSV
表 12 原三维模型仿真结果的灰色关联系数
序号 归一化结果 灰色关联系数 $ {F}_{3\mathrm{D}}^{\mathrm{*}\mathrm{*}} $ $ {T}_{3\mathrm{D}}^{\mathrm{*}\mathrm{*}} $ $ {F}_{3\mathrm{D}} $ $ {T}_{3\mathrm{D}} $ 1 1.000 1.000 1.000 1.000 2 0.549 0.530 0.526 0.515 3 0.369 0.351 0.442 0.435 4 0.240 0.220 0.397 0.391 5 0.000 0.000 0.333 0.333 6 0.374 0.354 0.444 0.436 7 0.249 0.221 0.400 0.391 8 0.150 0.147 0.370 0.370 9 0.989 0.986 0.979 0.972 10 0.500 0.485 0.500 0.493 11 0.154 0.150 0.371 0.370 12 0.990 0.986 0.981 0.973 13 0.408 0.408 0.458 0.458 14 0.313 0.335 0.421 0.429 15 0.169 0.167 0.376 0.375 16 0.417 0.414 0.462 0.460 17 0.179 0.192 0.379 0.382 18 0.197 0.186 0.384 0.380 19 0.076 0.101 0.351 0.357 20 0.982 0.979 0.966 0.960 21 0.032 0.063 0.341 0.348 22 0.102 0.112 0.358 0.360 23 0.984 0.980 0.969 0.962 24 0.385 0.386 0.449 0.449 25 0.127 0.157 0.364 0.372
下载: 导出CSV
-
[1] 胡愈刚,王晓平,周亮,等. A-100钢材料起落架关键结构件车铣加工工艺研究[J]. 航空制造技术,2014(8):83-85. [2] 贺欣兴,张帆,张成. 舰载机起落架用A-100钢冷加工工艺研究[J]. 制造技术与机床,2018(7):114-116. [3] 王运,张昌明,张昱. 车削参数对A100钢表面粗糙度的影响[J]. 制造技术与机床,2020(10):115-119. [4] 岳彩旭,张俊涛,刘献礼,等. 薄壁件铣削过程加工变形研究进展[J]. 航空学报,2022,43(4):106-131. [5] 李秀儒,魏兆成,郭明龙,等. 考虑热塑性变形的316H不锈钢Johnson-Cook 本构参数逆向识别[J]. 中国机械工程,2022,33(7):864-871. [6] 陈冰,刘卫,罗明,等. 基于直角切削的高温合金John-Cook本构参数逆向识别[J]. 机械工程学报,2019,55(7):217-224. [7] Saelzer J,Thimm B,Zabel A. Systematic in-depth study on material constitutive parameter identification for numerical cutting simulation on 16MnCr5 comparing temperature-coupled and uncoupled Split Hopkinson pressure bars[J]. Journal of Materials Processing Technology,2021,302:117478. [8] 李新建,叶贵根,王志敏,等. Ti-6Al-4V合金高速切削仿真Johnson-Cook本构参数优化[J]. 机械强度,2022,44(2):474-479. [9] 彭超,李佳琪,刘维,等. 钛合金粉末压制Drucker-Prager-Cap本构模型参数逆向识别[J]. 塑性工程学报,2022,29(1):183-190. [10] 彭臣西,吴运新,易守华,等. 基于J-C本构模型的7050铝合金二维切削仿真[J]. 制造业自动化,2018,40(8):79-83. [11] 吴敏,杨东,陈建彬,等. 铝合金直角切削仿真的本构响应行为研究[J]. 制造业自动化,2022,44(2):42-45. [12] 王伏林,肖珞琼,陶琪,等. 基于等效平面的斜角切削仿真分析[J]. 现代制造工程,2018(3):108-114,148. [13] 魏斌. 加热辅助切削SiCp/Al复合材料的切削力和表面质量研究[D]. 大连:大连理工大学,2020. [14] 黄文斌. 超高强度钢30Cr3SiNiMoVA高速铣削工艺参数优化研究[D]. 上海:上海交通大学,2011. [15] 胡甜甜. AerMet100钢直角切削白层形成机理分析及其预测建模[D]. 武汉:华中科技大学,2019. [16] 郑华林,蒲新明,宗昌生. 面向切削加工的Johnson-Cook本构参数识别方法研究[J]. 塑性工程学报,2016,23(5):197-201. [17] 柴传国,冯雪磊,武海军,等. AerMet100钢动态剪切性能数值仿真研究[J]. 北京理工大学学报,2014,34(12):1223-1228. [18] 李昇平,张恩君. 基于关联度分析的静态和动态稳健性设计[J]. 机械工程学报,2013,49(5):130-137. -

 下载:
下载:

 点击查看大图
点击查看大图
图(9) / 表(12)
计量
- 文章访问数: 41
- HTML全文浏览量: 7
- PDF下载量: 15
- 被引次数: 0


