

Structure design of four-axis linkage precision machine tool for hydrostatic motion pair
-
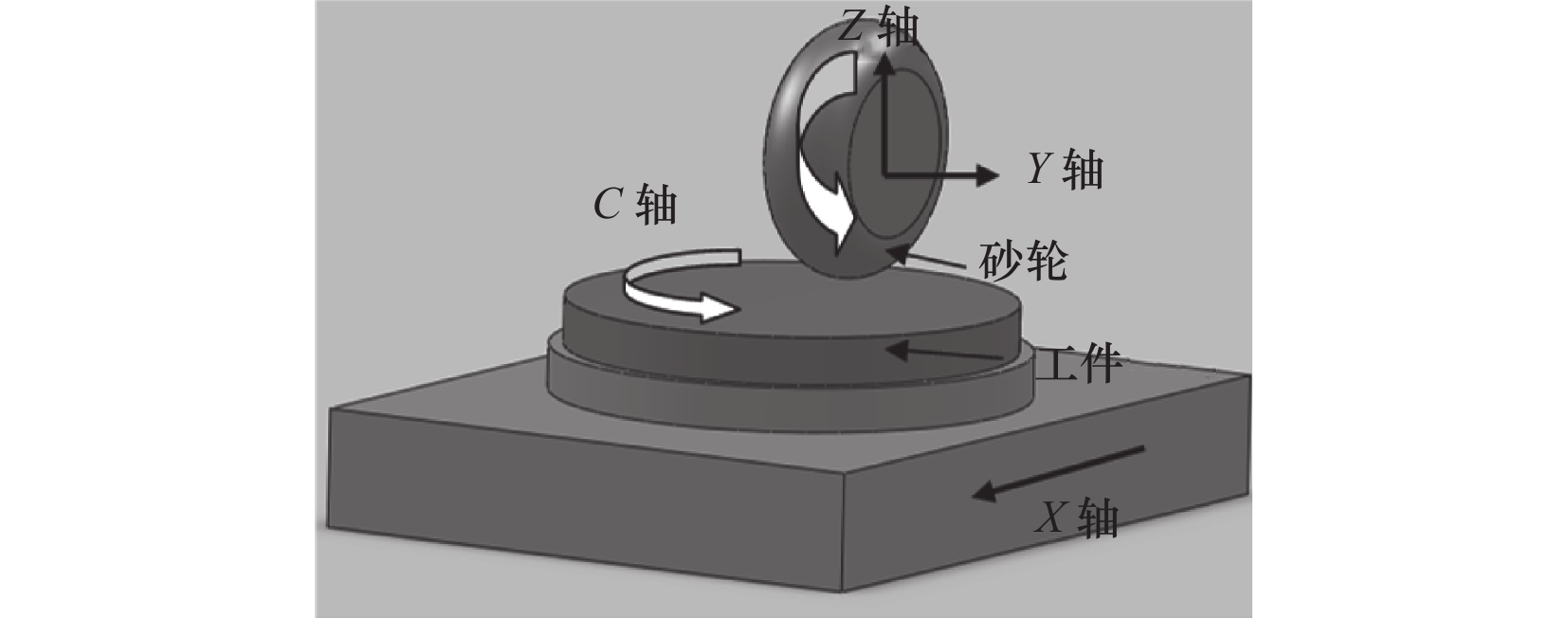
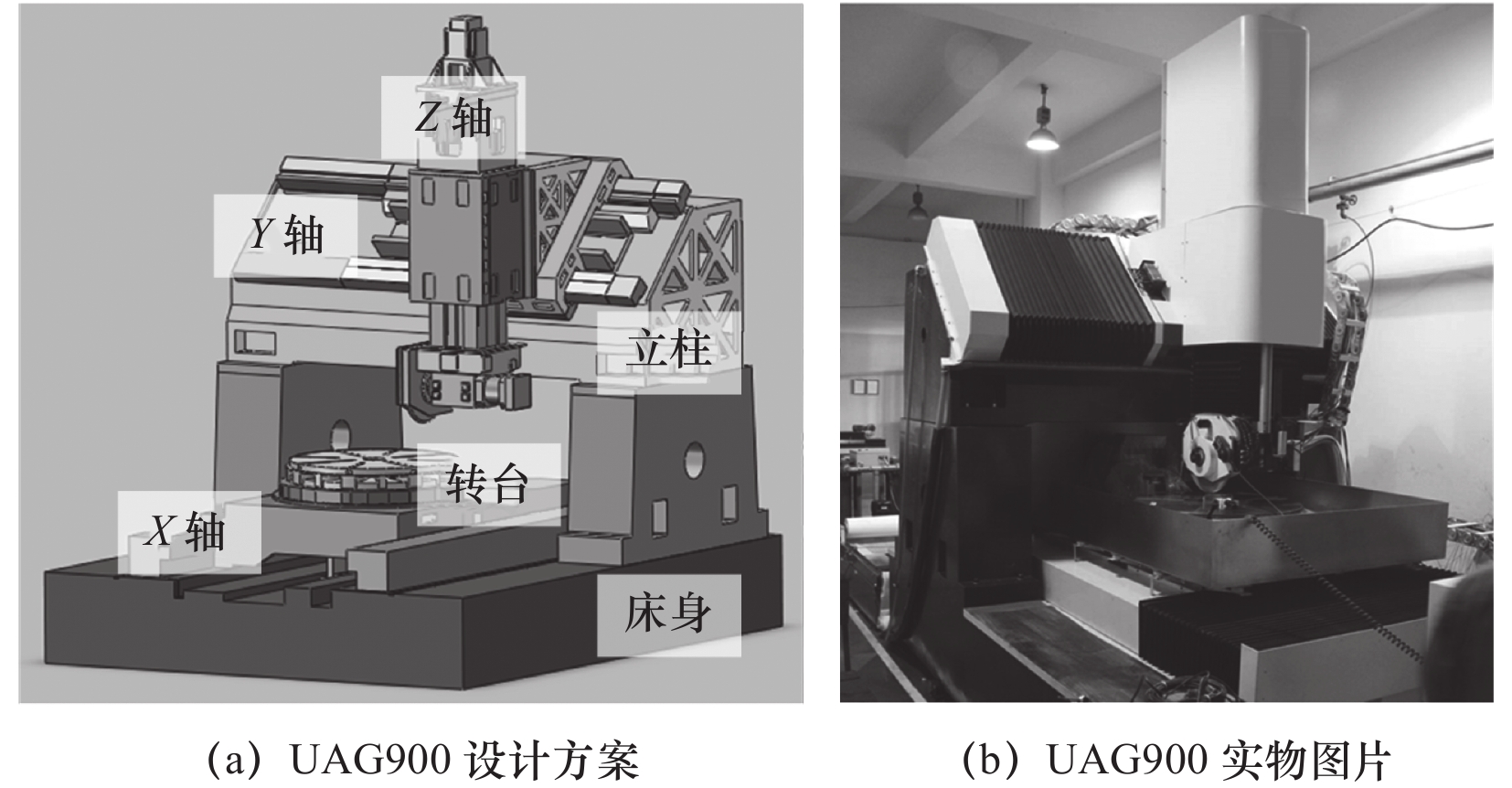
摘要: 大口径平面、球面、非球面光学元件广泛应用于光刻机、高能激光器、高分相机等高端装备的光学系统中,尺寸大于400 mm×400 mm、表面轮廓精度均方根值(root mean square,RMS)优于1 μm等技术指标是大口径光学元件在磨削加工阶段的目标精度要求。磨削工艺主要面临如何实现高平滑的表面轮廓加工以及控制亚表面损伤层深度等问题。根据已有的实验研究,磨削机床采用高精度的液体静压运动副,可以有效地提高光学元件抛光后表面轮廓的平滑程度以及降低亚表面损伤层的厚度。具备上述特性的高性能磨削机床国外对中国禁运,而国内尚无成熟的商品。因此,文章研制了一种采用液体静压运动副的四轴联动精密加工机床,分析了机床的主要构型,进行了机床主要运动部件的精度分配,完成了基于液体静压运动副的X/Y/Z/C四轴的设计方案,最后进行了光学元件磨削加工工艺实验,实现了380 mm×541 mm口径微晶玻璃磨削面形精度±0.471 μm(RMS值)、表面粗糙度Ra0.3 μm的加工目标。Abstract: Large aperture planar, spherical and aspherical optical components are widely used in optical systems of lithography machine, high energy lasers, high resolution cameras and other high-end equipment. In the grinding stage of large aperture optical components, the size ≥400 mm×400 mm, surface profile accuracy Root Mean Square (RMS) ≤1 μm are the key technical indicators. The main problems in grinding process are high smooth surface profile machining and depth control of sub-surface damage layer. According to the available results, the high precision hydrostatic motion pair is used in grinding machine, which can effectively improve the smoothness of the surface profile and reduce the thickness of the sub-surface damage layer after polishing the optical element. High-performance grinding machines with the above characteristics are prohibited to China abroad, and there are no mature products in China. In this paper, a four-axis linkage precision machining machine tool with hydrostatic motion pair is developed. The main configuration of the machine tool is analyzed. The precision distribution for the main moving parts of the machine tool is carried out. The design scheme of the X/Y/Z/C four axis based on the hydrostatic motion pair has been completed. Finally, experiments on the grinding process of optical components were conducted. For the 380 mm×541 mm size microcrystalline glass, the surface shape accuracy and surface roughness reached ±0.471 μm and Ra 0.3 μm, respectively.
-
表 1 机床主要技术指标检测结果
序号 名称 参数 1 X轴定位精度 1.264 μm/1 000 mm 2 X轴重复定位精度 0.349 μm/1 000 mm 3 X轴直线度 0.052 μm/100 mm 4 Y轴定位精度 1.031 μm/750 mm 5 Y轴重复定位精度 0.208 μm/750 mm 6 Z轴定位精度 0.834 μm/350 mm 7 Z轴重复定位精度 0.197 μm/350 mm 8 主轴径向跳动 0.063 μm 9 主轴轴向跳动 0.061 μm 10 转台径向跳动 0.063 μm 11 转台轴向跳动 0.076 μm  下载: 导出CSV
下载: 导出CSV
-
[1] Betti R,Hurricane OA. Inertial-confinement fusion with lasers[J]. Nature Physics,2016,12(5):435-448. [2] Ma X X,Wang J L,Wang B,et al. Testing the space optical telescope optical system with modified phase retrieval technology[C]. 7th Symposium on Novel Photoelectronic Detection Technology and Applications. Proceedings of SPIE,2021. [3] Baisden P A,Atherton L J,Hawley R A,et al. Large optics for the national ignition facility[J]. Fusion Science and Technology,2016,69(1):295-351. [4] Xu X,Shen Z,Tong G,et al. Sparse subaperture stitching method for measuring large aperture planar optics[J]. Optical Engineering,2016,55(2):024103. doi: 10.1117/1.OE.55.2.024103 [5] Campbell J H,Hawley-Fedder R A,Stolz C J,et al. NIF optical materials and fabrication technologies:An overview[C]. 2nd Annual Conference on Optical Engineering at the Lawrence Livermore National Laboratory. Proc of SPIE,2004. [6] Sommargren G E,Phillion D W,Johnson M A,et al. 100-picometer interferometry for EUVL[C]. California :SPIE's 27th Annual International Symposium on Microlithography,2002. [7] 庄司克雄. 磨削加工技术[M].郭隐彪,王振忠,译.北京:机械工业出版社,2007. [8] 高腾,李长河,张彦彬,等. 纳米增强生物润滑剂CFRP材料去除力学行为与磨削力预测模型[J]. 机械工程学报,2023,59(13):325-342. [9] 李昊罡,王晓铭,张泽晨,等. 大型风电传动齿轮成形铣削刀具刃形曲线设计[J]. 制造技术与机床,2023(2):57-65. [10] 杨辉. 精密超精密加工技术新进展[M].北京:航空工业出版社,2016. [11] 赵惠英. 国家高技术研究发展计划(863计划)课题技术研究报告[R]. 西安:西安交通大学精密工程研究所,2012:9-26. [12] 袁哲俊,王先逵. 精密和超精密加工技术[M].北京:机械工业出版社, 2016:69. [13] 李蕾,崔建国. 精密机械设计[M].北京:化学工业出版社,2005:69-70. -

 下载:
下载:



 点击查看大图
点击查看大图
图(20) / 表(1)
计量
- 文章访问数: 166
- HTML全文浏览量: 26
- PDF下载量: 53
- 被引次数: 0


